Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок
Номер патенту: 66501
Опубліковано: 17.05.2004
Автори: Стойко Ігор Іванович, Матвійчук Анатолій Васильович, Глух Василь Михайлович, Вовк Ярослав Юрійович, Гевко Ігор Богданович
Формула / Реферат
1. Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса, в якому жорстко з двох сторін отвору радіально встановлені різці, механізмів регулювання положення різців, установних і затискних елементів, патрона і пінолі задньої бабки, який відрізняється тим, що корпус виконано у вигляді прямокутника, в центрі якого виконано наскрізний отвір, діаметр якого є більшим за зовнішній діаметр оброблюваної деталі, з двох сторін наскрізного отвору жорстко встановлені по дві пари радіальних різців з кріпильними і регулювальними елементами, різальні кромки яких розміщені на лінії діаметра, причому праві радіальні різці різальними кромками встановлені до верху, а ліві до низу, затиск яких здійснено трапецієподібним притиском з гвинтами, зі сторони протилежної від різців площини корпуса виконана прямокутна виїмка, в яку жорстко вставлено текстолітову прокладку, лицева сторона якої співпадає з площиною корпуса.
2. Плаваюча головка за п. 1, яка відрізняється тим, що ліві і праві різці виставлені послідовно з можливістю рівномірного зняття припуску, перші чорнові, другі чистові, крім того, кожен з чистових різців виконаний по радіусу R=25-0,05 мм з кромками для чорнового, напівчистового і чистового точіння, з заглибленою фаскою шириною 2,7 мм і глибиною 0,4+0,1 мм з перемичкою з протилежної сторони різця від напрямку подачі величиною 1,2...2,1 мм, причому поперечний переріз тіла різця має форму прямокутної трапеції, косі площини двох різців є у взаємодії з трапецієподібним затискним елементом з відповідними кріпильними і регулювальними елементами.
Текст
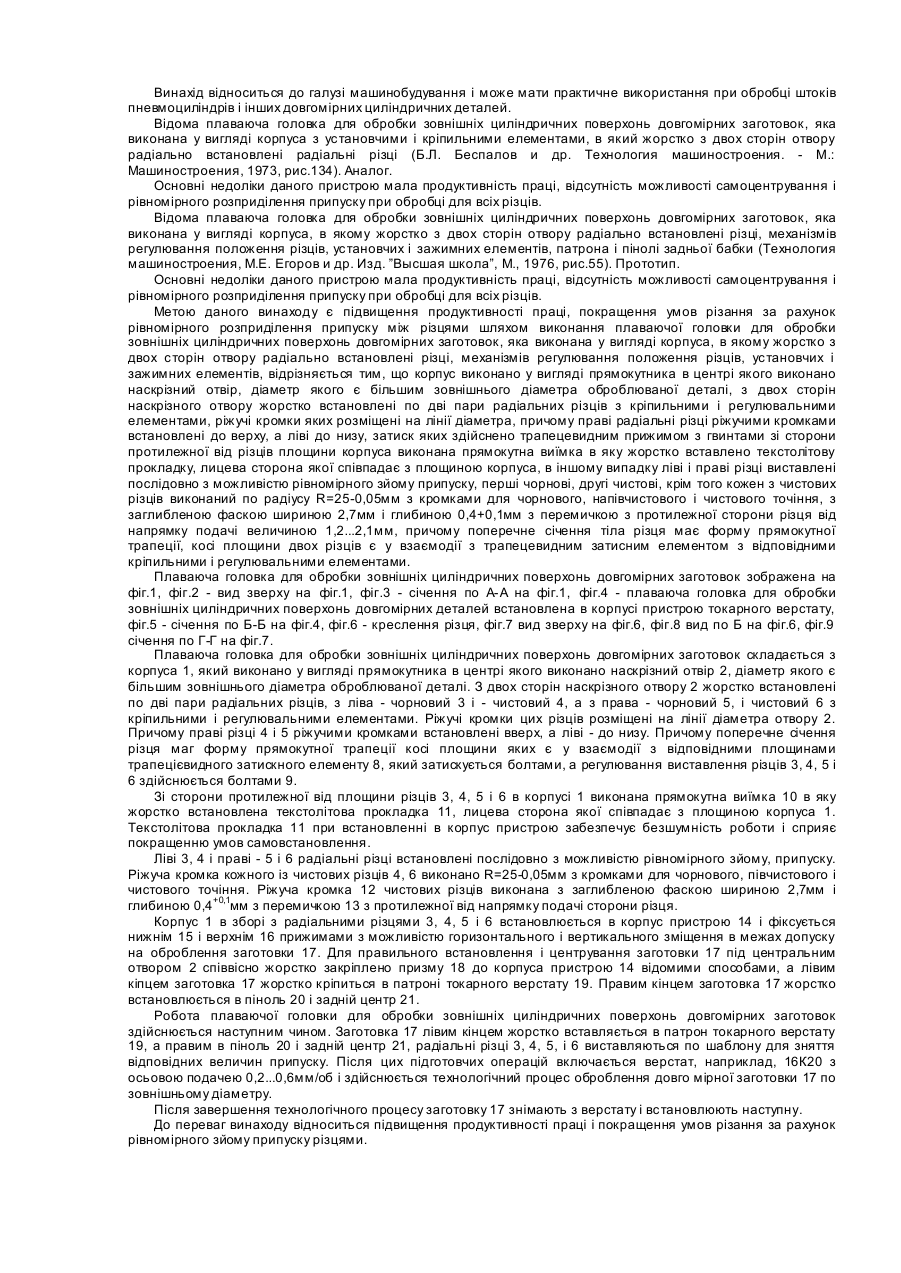
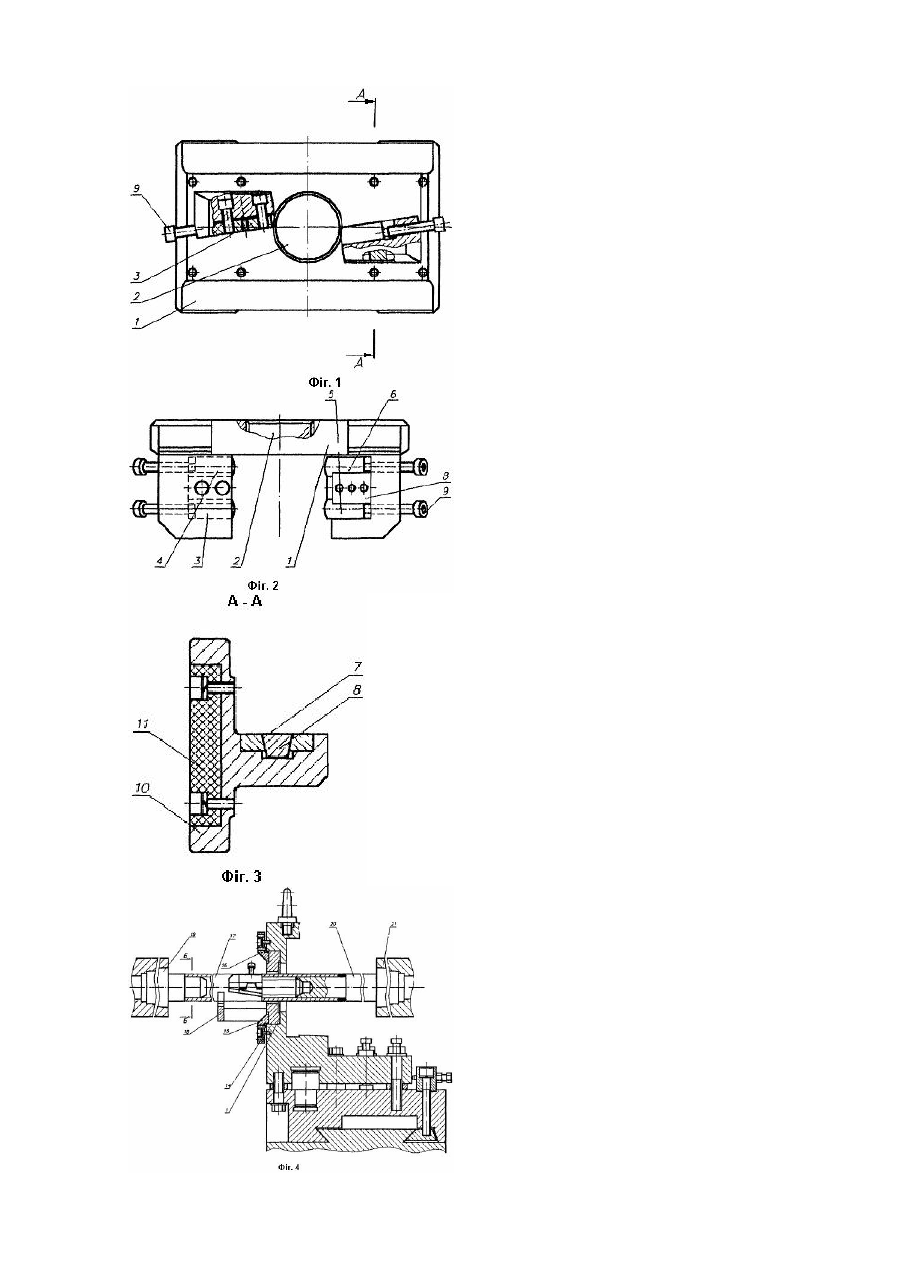
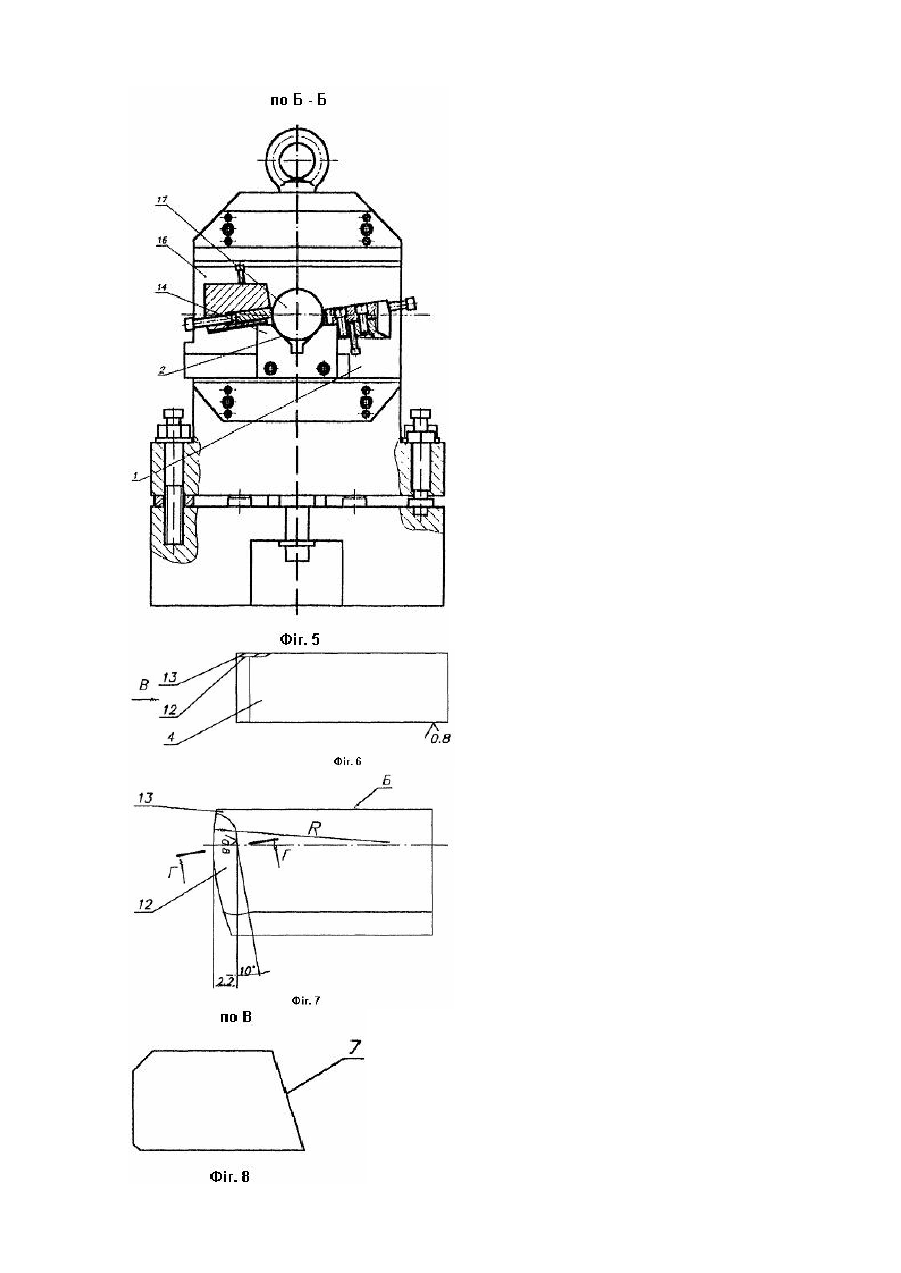
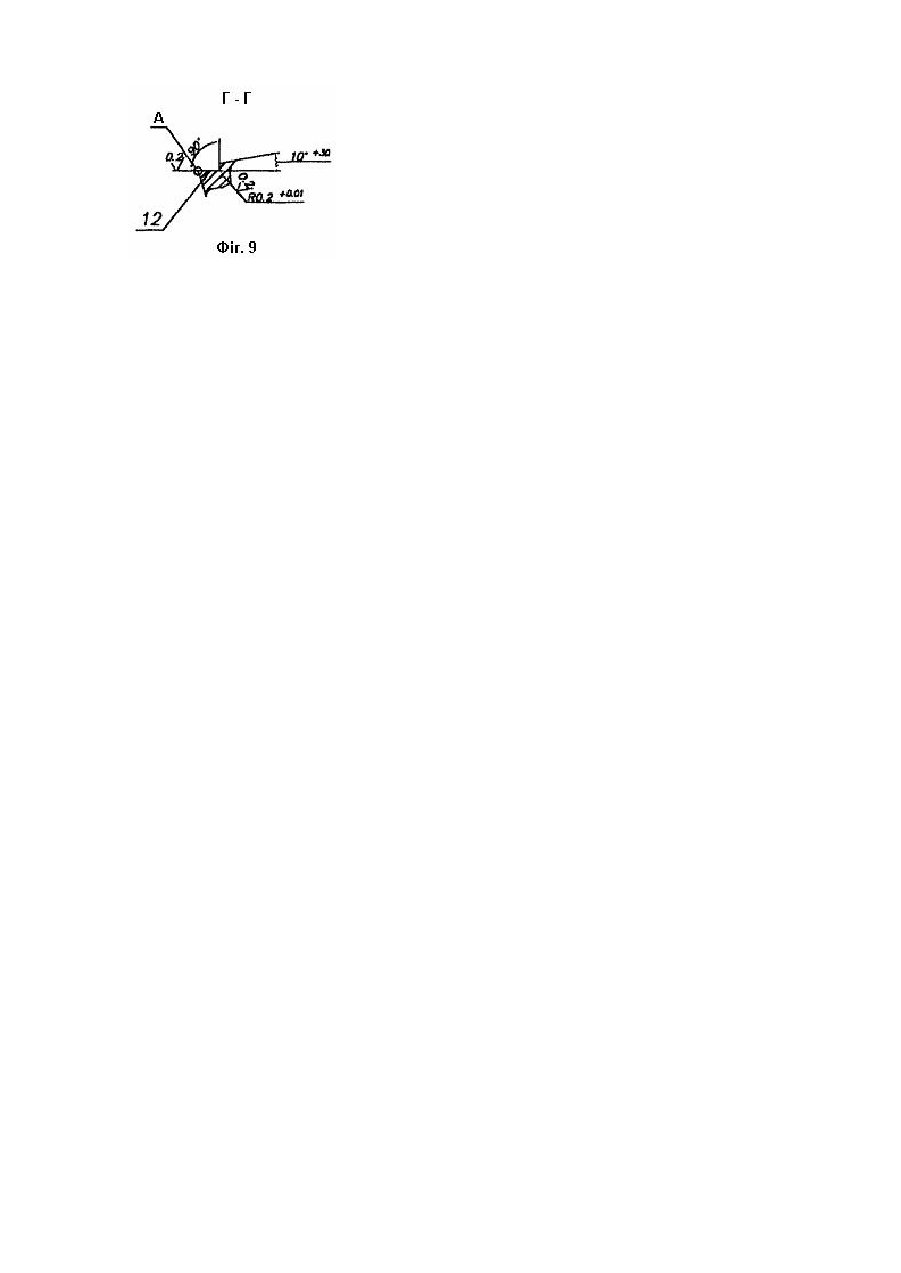
Винахід відноситься до галузі машинобудування і може мати практичне використання при обробці штоків пневмоциліндрів і інших довгомірних циліндричних деталей. Відома плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса з установчими і кріпильними елементами, в який жорстко з двох сторін отвору радіально встановлені радіальні різці (Б.Л. Беспалов и др. Технология машиностроения. - М.: Машиностроения, 1973, рис.134). Аналог. Основні недоліки даного пристрою мала продуктивність праці, відсутність можливості самоцентрування і рівномірного розприділення припуску при обробці для всіх різців. Відома плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса, в якому жорстко з двох сторін отвору радіально встановлені різці, механізмів регулювання положення різців, установчих і зажимних елементів, патрона і пінолі задньої бабки (Технология машиностроения, М.Е. Егоров и др. Изд. ”Высшая школа”, М., 1976, рис.55). Прототип. Основні недоліки даного пристрою мала продуктивність праці, відсутність можливості самоцентрування і рівномірного розприділення припуску при обробці для всіх різців. Метою даного винаходу є підвищення продуктивності праці, покращення умов різання за рахунок рівномірного розприділення припуску між різцями шляхом виконання плаваючої головки для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса, в якому жорстко з двох сторін отвору радіально встановлені різці, механізмів регулювання положення різців, установчих і зажимних елементів, відрізняється тим, що корпус виконано у вигляді прямокутника в центрі якого виконано наскрізний отвір, діаметр якого є більшим зовнішнього діаметра оброблюваної деталі, з двох сторін наскрізного отвору жорстко встановлені по дві пари радіальних різців з кріпильними і регулювальними елементами, ріжучі кромки яких розміщені на лінії діаметра, причому праві радіальні різці ріжучими кромками встановлені до верху, а ліві до низу, затиск яких здійснено трапецевидним прижимом з гвинтами зі сторони протилежної від різців площини корпуса виконана прямокутна виїмка в яку жорстко вставлено текстолітову прокладку, лицева сторона якої співпадає з площиною корпуса, в іншому випадку ліві і праві різці виставлені послідовно з можливістю рівномірного зйому припуску, перші чорнові, другі чистові, крім того кожен з чистових різців виконаний по радіусу R=25-0,05мм з кромками для чорнового, напівчистового і чистового точіння, з заглибленою фаскою шириною 2,7мм і глибиною 0,4+0,1мм з перемичкою з протилежної сторони різця від напрямку подачі величиною 1,2...2,1мм, причому поперечне січення тіла різця має форму прямокутної трапеції, косі площини двох різців є у взаємодії з трапецевидним затисним елементом з відповідними кріпильними і регулювальними елементами. Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок зображена на фіг.1, фіг.2 - вид зверху на фіг.1, фіг.3 - січення по А-А на фіг.1, фіг.4 - плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних деталей встановлена в корпусі пристрою токарного верстату, фіг.5 - січення по Б-Б на фіг.4, фіг.6 - креслення різця, фіг.7 вид зверху на фіг.6, фіг.8 вид по Б на фіг.6, фіг.9 січення по Г-Г на фіг.7. Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок складається з корпуса 1, який виконано у вигляді прямокутника в центрі якого виконано наскрізний отвір 2, діаметр якого є більшим зовнішнього діаметра оброблюваної деталі. З двох сторін наскрізного отвору 2 жорстко встановлені по дві пари радіальних різців, з ліва - чорновий 3 і - чистовий 4, а з права - чорновий 5, і чистовий 6 з кріпильними і регулювальними елементами. Ріжучі кромки цих різців розміщені на лінії діаметра отвору 2. Причому праві різці 4 і 5 ріжучими кромками встановлені вверх, а ліві - до низу. Причому поперечне січення різця маг форму прямокутної трапеції косі площини яких є у взаємодії з відповідними площинами трапецієвидного затискного елементу 8, який затискується болтами, а регулювання виставлення різців 3, 4, 5 і 6 здійснюється болтами 9. Зі сторони протилежної від площини різців 3, 4, 5 і 6 в корпусі 1 виконана прямокутна виїмка 10 в яку жорстко встановлена текстолітова прокладка 11, лицева сторона якої співпадає з площиною корпуса 1. Текстолітова прокладка 11 при встановленні в корпус пристрою забезпечує безшумність роботи і сприяє покращенню умов самовстановлення. Ліві 3, 4 і праві - 5 і 6 радіальні різці встановлені послідовно з можливістю рівномірного зйому, припуску. Ріжуча кромка кожного із чистових різців 4, 6 виконано R=25-0,05мм з кромками для чорнового, півчистового і чистового точіння. Ріжуча кромка 12 чистових різців виконана з заглибленою фаскою шириною 2,7мм і глибиною 0,4+0,1мм з перемичкою 13 з протилежної від напрямку подачі сторони різця. Корпус 1 в зборі з радіальними різцями 3, 4, 5 і 6 встановлюється в корпус пристрою 14 і фіксується нижнім 15 і верхнім 16 прижимами з можливістю горизонтального і вертикального зміщення в межах допуску на оброблення заготовки 17. Для правильного встановлення і центрування заготовки 17 під центральним отвором 2 співвісно жорстко закріплено призму 18 до корпуса пристрою 14 відомими способами, а лівим кіпцем заготовка 17 жорстко кріпиться в патроні токарного верстату 19. Правим кінцем заготовка 17 жорстко встановлюється в піноль 20 і задній центр 21. Робота плаваючої головки для обробки зовнішніх циліндричних поверхонь довгомірних заготовок здійснюється наступним чином. Заготовка 17 лівим кінцем жорстко вставляється в патрон токарного верстату 19, а правим в піноль 20 і задній центр 21, радіальні різці 3, 4, 5, і 6 виставляються по шаблону для зняття відповідних величин припуску. Після цих підготовчих операцій включається верстат, наприклад, 16К20 з осьовою подачею 0,2...0,6мм/об і здійснюється технологічний процес оброблення довго мірної заготовки 17 по зовнішньому діаметру. Після завершення технологічного процесу заготовку 17 знімають з верстату і встановлюють наступну. До переваг винаходу відноситься підвищення продуктивності праці і покращення умов різання за рахунок рівномірного зйому припуску різцями.
ДивитисяДодаткова інформація
Назва патенту англійськоюFloating head for treatment of external cylindrical surfaces of long-length blanks
Автори англійськоюVovk Yaroslav Yuriiovych, Stoiko Ihor Ivanovych, Matviichuk Anatolii Vasyliovych, Hevko Ihor Bohdanovych
Назва патенту російськоюПлавающая головка для обработки внешних цилиндрических поверхностей длинномерных заготовок
Автори російськоюВовк Ярослав Юрьевич, Стойко Игорь Иванович, Матвийчук Анатолий Васильевич, Гевко Игорь Богданович
МПК / Мітки
МПК: B23P 25/00
Мітки: поверхонь, довгомірних, циліндричних, обробки, плаваюча, головка, заготовок, зовнішніх
Код посилання
<a href="https://ua.patents.su/4-66501-plavayucha-golovka-dlya-obrobki-zovnishnikh-cilindrichnikh-poverkhon-dovgomirnikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок</a>
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Чайковський Олександр Борисович, Осін Руслан Анатолійович, Наливайко Володимир Миколайович, Щербина Андрій Михайлович, Русских Віктор Васильович, Саловський Віталій Семенович
МПК: B24B 39/00
Мітки: циліндричних, поверхонь, деталей, вигладжуванням, зовнішніх, зміцнення, пристрій
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей
Номер патенту: 51720
Опубліковано: 16.12.2002
Автори: Грицай Ігор Євгенович, Кусий Ярослав Маркіянович, Афтаназів Іван Семенович
МПК: B23P 9/00
Мітки: деталей, циліндричних, поверхонь, зміцнення, пристрій, довгомірних
Формула / Реферат:
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей, що містить кільцеві статор і якір електромагнітного приводу та встановлені з можливістю коливання ударні елементи, виконані у вигляді циліндричних дисків із рівномірно розташованими по їх периферії і виступаючими за їх межі деформуючими кульками, який відрізняється тим, що кожен із ударних елементів з'єднаний відповідно із статором чи якорем пружними елементами рівної...
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Шишиць Микола Пилипович, Логовський Євген Іванович, Корбут Микола Антонович
МПК: B24B 5/00
Мітки: обробки, безцентровошліфувальний, циліндричних, зовнішніх, поверхонь, верстат, деталей
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації
Номер патенту: 40164
Опубліковано: 16.07.2001
Автори: Кузнєцов Юрій Миколайович, Вачев Ангел Атанасов, Самойленко Олексій Васильович
МПК: B23B 41/00
Мітки: пристрій, поверхонь, обробки, реалізації, спосіб, полігональних, зовнішніх
Формула / Реферат:
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної...
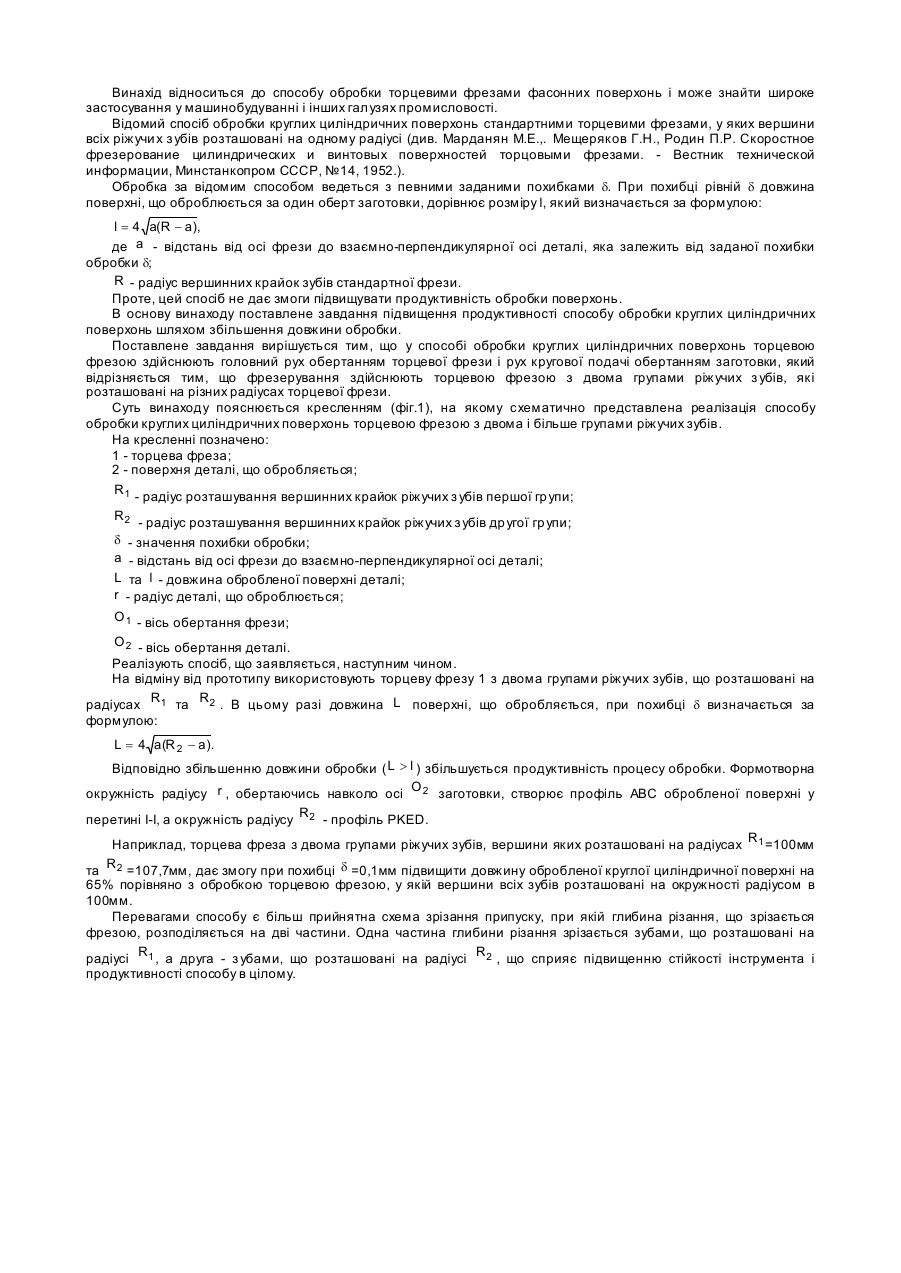
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою
Номер патенту: 65905
Опубліковано: 15.04.2004
Автори: Мамлюк Олег Володимирович, Равська Наталья Сергіївна, Родін Родіон Петрович, Лупкін Борис Володимирович
МПК: B23C 3/00
Мітки: спосіб, торцевою, круглих, фрезою, поверхонь, обробки, циліндричних
Формула / Реферат:
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою, в якому при фрезеруванні здійснюють головний рух обертанням торцевої фрези і рух кругової подачі обертання заготовки, який відрізняється тим, що фрезерування здійснюють торцевою фрезою з двома групами різальних зубів, які розташовані на різних радіусах торцевої фрези.
Попередній патент: Спосіб інтенсивної терапії гострого періоду тяжкої черепно-мозкової травми
Наступний патент: Верстат заточувальний
Випадковий патент: Блок живлення із захистом від перенапруги