Спосіб обробки круглих циліндричних поверхонь торцевою фрезою
Номер патенту: 65905
Опубліковано: 15.04.2004
Автори: Лупкін Борис Володимирович, Равська Наталья Сергіївна, Родін Родіон Петрович, Мамлюк Олег Володимирович
Формула / Реферат
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою, в якому при фрезеруванні здійснюють головний рух обертанням торцевої фрези і рух кругової подачі обертання заготовки, який відрізняється тим, що фрезерування здійснюють торцевою фрезою з двома групами різальних зубів, які розташовані на різних радіусах торцевої фрези.
Текст
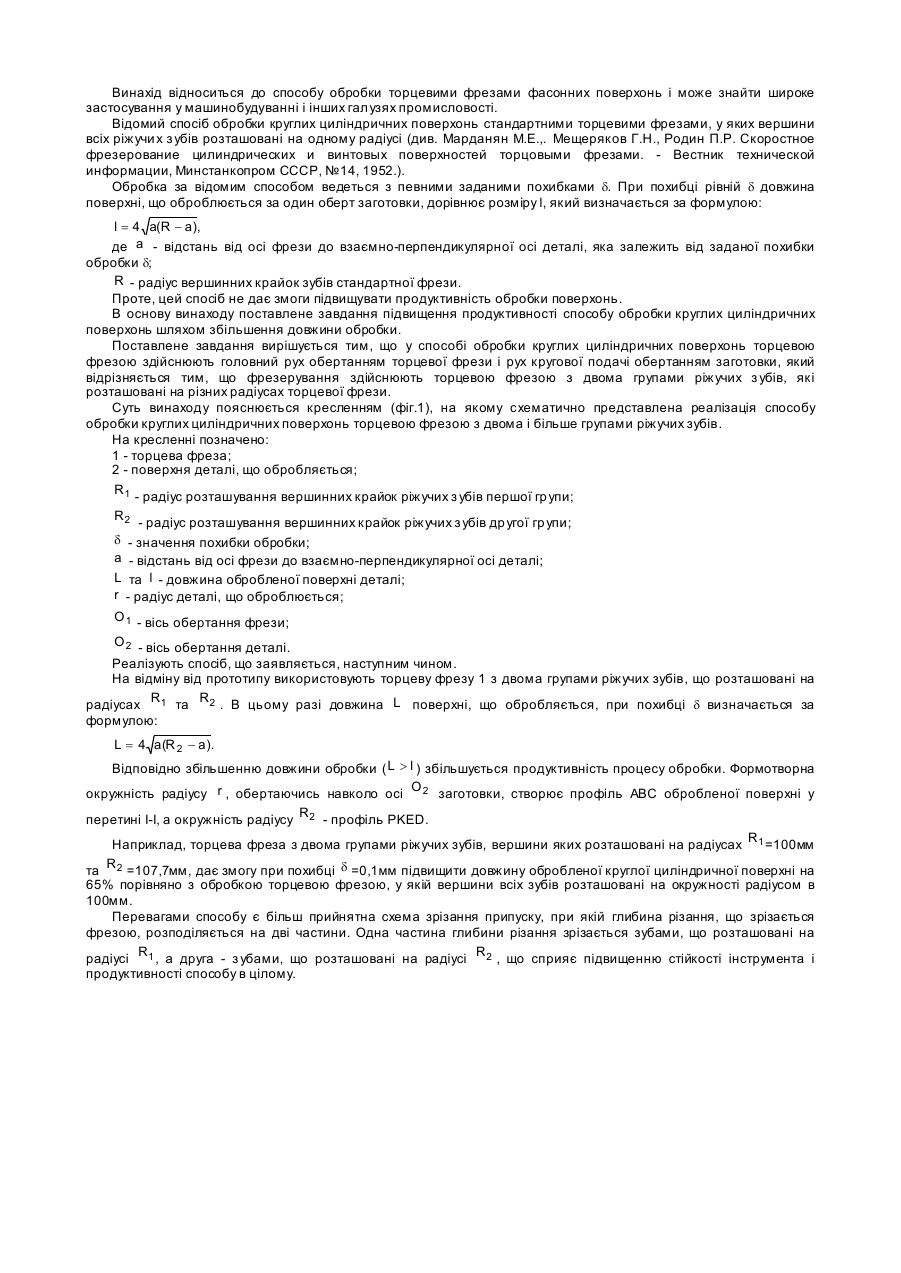
Винахід відноситься до способу обробки торцевими фрезами фасонних поверхонь і може знайти широке застосування у машинобудуванні і інших галузях промисловості. Відомий спосіб обробки круглих циліндричних поверхонь стандартними торцевими фрезами, у яких вершини всіх ріжучи х з убів розташовані на одному радіусі (див. Марданян М.Е.,. Мещеряков Г.Н., Родин П.Р. Скоростное фрезерование цилиндрических и винтовых поверхностей торцовыми фрезами. - Вестник технической информации, Минстанкопром СССР, №14, 1952.). Обробка за відомим способом ведеться з певними заданими похибками d. При похибці рівній d довжина поверхні, що оброблюється за один оберт заготовки, дорівнює розміру l, який визначається за формулою: l = 4 a(R - a), де a - відстань від осі фрези до взаємно-перпендикулярної осі деталі, яка залежить від заданої похибки обробки d; R - радіус вершинних крайок зубів стандартної фрези. Проте, цей спосіб не дає змоги підвищувати продуктивність обробки поверхонь. В основу винаходу поставлене завдання підвищення продуктивності способу обробки круглих циліндричних поверхонь шляхом збільшення довжини обробки. Поставлене завдання вирішується тим, що у способі обробки круглих циліндричних поверхонь торцевою фрезою здійснюють головний рух обертанням торцевої фрези і рух кругової подачі обертанням заготовки, який відрізняється тим, що фрезерування здійснюють торцевою фрезою з двома групами ріжучих з убів, які розташовані на різних радіусах торцевої фрези. Суть винаходу пояснюється кресленням (фіг.1), на якому схематично представлена реалізація способу обробки круглих циліндричних поверхонь торцевою фрезою з двома і більше групами ріжучих зубів. На кресленні позначено: 1 - торцева фреза; 2 - поверхня деталі, що обробляється; R1 - радіус розташування вершинних крайок ріжучих з убів першої гр упи; R2 - радіус розташування вершинних крайок ріжучих з убів др угої гр упи; d - значення похибки обробки; a - відстань від осі фрези до взаємно-перпендикулярної осі деталі; L та l - довжина обробленої поверхні деталі; r - радіус деталі, що оброблюється; O 1 - вісь обертання фрези; O 2 - вісь обертання деталі. Реалізують спосіб, що заявляється, наступним чином. На відміну від прототипу використовують торцеву фрезу 1 з двома групами ріжучих зубів, що розташовані на радіусах R1 та R2 . В цьому разі довжина L поверхні, що обробляється, при похибці d визначається за формулою: L = 4 a(R 2 - a). Відповідно збільшенню довжини обробки ( L > l ) збільшується продуктивність процесу обробки. Формотворна окружність радіусу r , обертаючись навколо осі O 2 заготовки, створює профіль ABC обробленої поверхні у перетині I-I, а окружність радіусу R2 - профіль PKED. Наприклад, торцева фреза з двома групами ріжучих зубів, вершини яких розташовані на радіусах R1 =100мм та R2 =107,7мм, дає змогу при похибці d =0,1мм підвищити довжину обробленої круглої циліндричної поверхні на 65% порівняно з обробкою торцевою фрезою, у якій вершини всіх зубів розташовані на окружності радіусом в 100мм. Перевагами способу є більш прийнятна схема зрізання припуску, при якій глибина різання, що зрізається фрезою, розподіляється на дві частини. Одна частина глибини різання зрізається зубами, що розташовані на радіусі R1 , а друга - з убами, що розташовані на радіусі R2 , що сприяє підвищенню стійкості інструмента і продуктивності способу в цілому.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for working round cylindrical surfaces by face-milling cutter
Автори англійськоюLupkin Borys Volodymyrovych, Mamliuk Oleh Volodymyrovych, Ravska Natalia Serhiivna, Rodin Rodion Petrovych
Назва патенту російськоюСпособ обработки круглых цилиндрических поверхностей торцевой фрезой
Автори російськоюЛупкин Борис Владимирович, Мамлюк Олег Владимирович, Равская Наталья Сергеевна, Родин Родион Петрович
МПК / Мітки
МПК: B23C 3/00
Мітки: круглих, циліндричних, обробки, фрезою, поверхонь, торцевою, спосіб
Код посилання
<a href="https://ua.patents.su/2-65905-sposib-obrobki-kruglikh-cilindrichnikh-poverkhon-torcevoyu-frezoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки круглих циліндричних поверхонь торцевою фрезою</a>
Спосіб чистової обробки зубчастих коліс методом обкату черв’ячною фрезою “победа”
Номер патенту: 53967
Опубліковано: 17.02.2003
Автори: Шаповалов Віктор Федорович, Давиденко Юрій Миколайович, Неженець Євген Іванович, Колесник Володимир Федорович
МПК: B23F 5/00
Мітки: коліс, зубчастих, чистової, победа, спосіб, обробки, черв'ячною, обкату, методом, фрезою
Формула / Реферат:
Спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "Победа", при якому обробку здійснюють у два прийоми: спочатку обробляють одну бічну поверхню зубів, а потім - іншу, при цьому перед кожним прийомом обробки інструмент установлюють на оправці зі зміщенням на розрахункову відстань у відповідний бік відносно міжосьового перпендикуляра, який відрізняється тим, що обробку ведуть одним інструментом, який при обробці...
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Рибак Валерій Якович, Розенберг Олег Олександрович, Маховський Юрій Олексійович, Микищенко Олександр Анатолійович
МПК: B23F 9/00
Мітки: обробки, коліс, спосіб, зубчастих, великомодульних, циліндричних
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Пристрій для кінцевої, з використанням змащувально-охолоджувальної рідини, обробки внутрішніх циліндричних поверхонь
Номер патенту: 43691
Опубліковано: 17.12.2001
Автори: Степанов Михайло Сергійович, Коваленко Олена Леонідівна, Мішустін Дмитро Борисович, Борисов Дмитро Володимирович, Морозов Роман Вадимович
МПК: B24B 55/00
Мітки: внутрішніх, поверхонь, кінцевої, обробки, рідини, циліндричних, використанням, пристрій, змащувально-охолоджувальної
Формула / Реферат:
Пристрій для кінцевої, з використанням змащувально-охолоджувальної рідини (ЗОР) обробки внутрішніх циліндричних поверхонь, який містить вал, шліфувальний круг, бічну кришку, магістраль підводу ЗОР, який відрізняється тим, що шліфувальний круг виконаний розбірним і обладнаний планшайбою, в пазах якої встановлені зв'язані з додатковою бічною кришкою пластини з роликами, причому додаткова бічна кришка виконана роз'ємною.
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: поверхонь, спосіб, циліндричних, шліфування, торцевих
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб обробки зубчастих коліс та шліцьових поверхонь
Номер патенту: 32763
Опубліковано: 15.02.2001
Автори: Махоркін Євген Миколайович, Афтаназів Іван Семенович, Гуліда Едуард Миколайович, Грицай Ігор Євгенович
МПК: B23F 5/00
Мітки: поверхонь, коліс, спосіб, обробки, зубчастих, шліцьових
Формула / Реферат:
Спосіб обробки зубчастих коліс та шліцьових поверхонь, що здійснюють в умовах обкочування різальним інструментом з повздовжньою подачею вздовж осі заготовки, який відрізняється тим, що заготовку одночасно обробляють другим, ідентичним до першого, різальним інструментом, який розташовують діаметрально протилежно, при цьому режими різання встановлюють однаковими для обох інструментів.
Попередній патент: Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення
Наступний патент: Спосіб визначення швидкості росту тріщин в матеріалах
Випадковий патент: Теплообмінна труба