Екструзійна головка для формування порожнистого виробу
Номер патенту: 68120
Опубліковано: 12.03.2012
Автори: Гончаренко Василь Власович, Мартиненко Наталія Михайлівна, Мікульонок Ігор Олегович

Формула / Реферат
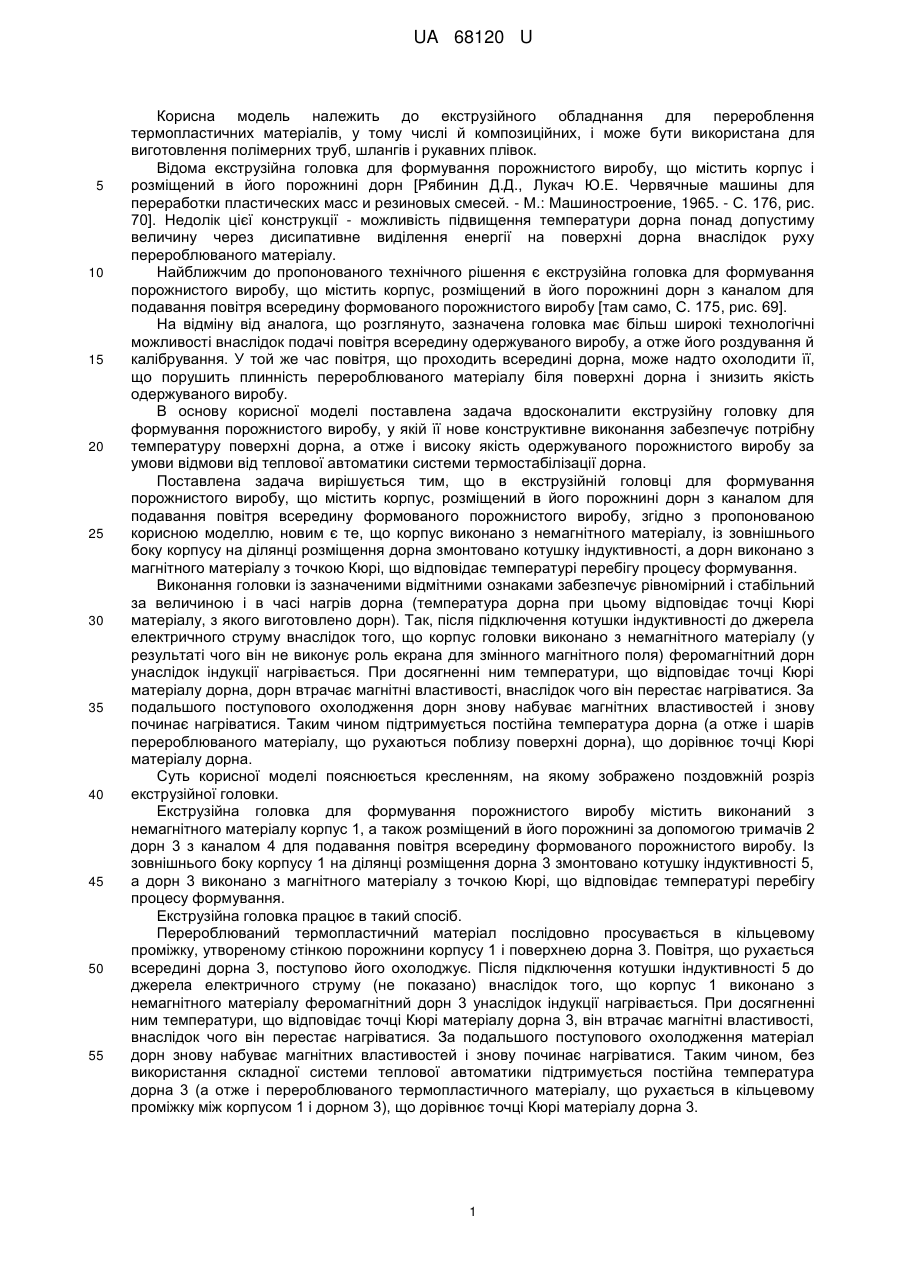
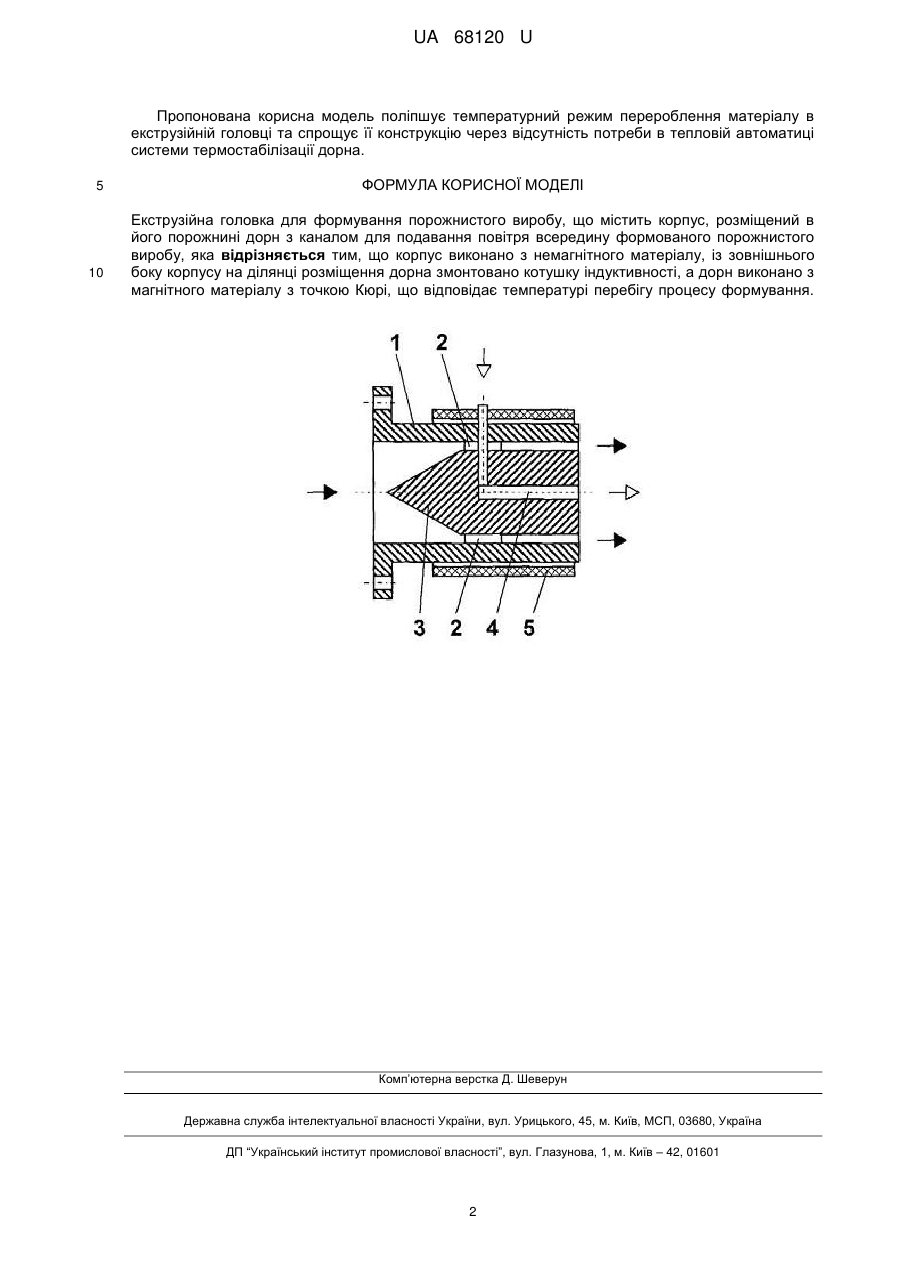
Екструзійна головка для формування порожнистого виробу, що містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу, яка відрізняється тим, що корпус виконано з немагнітного матеріалу, із зовнішнього боку корпусу на ділянці розміщення дорна змонтовано котушку індуктивності, а дорн виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу формування.
Текст
Реферат: Екструзійна головка для формування порожнистого виробу містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу. Корпус виконано з немагнітного матеріалу. Із зовнішнього боку корпусу на ділянці розміщення дорна змонтовано котушку індуктивності. Дорн виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу формування. UA 68120 U (12) UA 68120 U UA 68120 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до екструзійного обладнання для перероблення термопластичних матеріалів, у тому числі й композиційних, і може бути використана для виготовлення полімерних труб, шлангів і рукавних плівок. Відома екструзійна головка для формування порожнистого виробу, що містить корпус і розміщений в його порожнині дорн [Рябинин Д.Д., Лукач Ю.Е. Червячные машины для переработки пластических масс и резиновых смесей. - М.: Машиностроение, 1965. - С. 176, рис. 70]. Недолік цієї конструкції - можливість підвищення температури дорна понад допустиму величину через дисипативне виділення енергії на поверхні дорна внаслідок руху перероблюваного матеріалу. Найближчим до пропонованого технічного рішення є екструзійна головка для формування порожнистого виробу, що містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу [там само, С. 175, рис. 69]. На відміну від аналога, що розглянуто, зазначена головка має більш широкі технологічні можливості внаслідок подачі повітря всередину одержуваного виробу, а отже його роздування й калібрування. У той же час повітря, що проходить всередині дорна, може надто охолодити її, що порушить плинність перероблюваного матеріалу біля поверхні дорна і знизить якість одержуваного виробу. В основу корисної моделі поставлена задача вдосконалити екструзійну головку для формування порожнистого виробу, у якій її нове конструктивне виконання забезпечує потрібну температуру поверхні дорна, а отже і високу якість одержуваного порожнистого виробу за умови відмови від теплової автоматики системи термостабілізації дорна. Поставлена задача вирішується тим, що в екструзійній головці для формування порожнистого виробу, що містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу, згідно з пропонованою корисною моделлю, новим є те, що корпус виконано з немагнітного матеріалу, із зовнішнього боку корпусу на ділянці розміщення дорна змонтовано котушку індуктивності, а дорн виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу формування. Виконання головки із зазначеними відмітними ознаками забезпечує рівномірний і стабільний за величиною і в часі нагрів дорна (температура дорна при цьому відповідає точці Кюрі матеріалу, з якого виготовлено дорн). Так, після підключення котушки індуктивності до джерела електричного струму внаслідок того, що корпус головки виконано з немагнітного матеріалу (у результаті чого він не виконує роль екрана для змінного магнітного поля) феромагнітний дорн унаслідок індукції нагрівається. При досягненні ним температури, що відповідає точці Кюрі матеріалу дорна, дорн втрачає магнітні властивості, внаслідок чого він перестає нагріватися. За подальшого поступового охолодження дорн знову набуває магнітних властивостей і знову починає нагріватися. Таким чином підтримується постійна температура дорна (а отже і шарів перероблюваного матеріалу, що рухаються поблизу поверхні дорна), що дорівнює точці Кюрі матеріалу дорна. Суть корисної моделі пояснюється кресленням, на якому зображено поздовжній розріз екструзійної головки. Екструзійна головка для формування порожнистого виробу містить виконаний з немагнітного матеріалу корпус 1, а також розміщений в його порожнині за допомогою тримачів 2 дорн 3 з каналом 4 для подавання повітря всередину формованого порожнистого виробу. Із зовнішнього боку корпусу 1 на ділянці розміщення дорна 3 змонтовано котушку індуктивності 5, а дорн 3 виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу формування. Екструзійна головка працює в такий спосіб. Перероблюваний термопластичний матеріал послідовно просувається в кільцевому проміжку, утвореному стінкою порожнини корпусу 1 і поверхнею дорна 3. Повітря, що рухається всередині дорна 3, поступово його охолоджує. Після підключення котушки індуктивності 5 до джерела електричного струму (не показано) внаслідок того, що корпус 1 виконано з немагнітного матеріалу феромагнітний дорн 3 унаслідок індукції нагрівається. При досягненні ним температури, що відповідає точці Кюрі матеріалу дорна 3, він втрачає магнітні властивості, внаслідок чого він перестає нагріватися. За подальшого поступового охолодження матеріал дорн знову набуває магнітних властивостей і знову починає нагріватися. Таким чином, без використання складної системи теплової автоматики підтримується постійна температура дорна 3 (а отже і перероблюваного термопластичного матеріалу, що рухається в кільцевому проміжку між корпусом 1 і дорном 3), що дорівнює точці Кюрі матеріалу дорна 3. 1 UA 68120 U Пропонована корисна модель поліпшує температурний режим перероблення матеріалу в екструзійній головці та спрощує її конструкцію через відсутність потреби в тепловій автоматиці системи термостабілізації дорна. 5 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Екструзійна головка для формування порожнистого виробу, що містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу, яка відрізняється тим, що корпус виконано з немагнітного матеріалу, із зовнішнього боку корпусу на ділянці розміщення дорна змонтовано котушку індуктивності, а дорн виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу формування. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюExtrusion head for molding hollow article
Автори англійськоюHoncharenko Vasyl Vlasovych, Martynenko Natalia Mykhailivna, Mikulionok Ihor Olehovych
Назва патенту російськоюЭкструзионная головка для формования полого изделия
Автори російськоюГончаренко Василий Власович, Мартыненко Наталья Михайловна, Микуленок Игорь Олегович
МПК / Мітки
МПК: B29C 47/20
Мітки: головка, виробу, формування, екструзійна, порожнистого
Код посилання
<a href="https://ua.patents.su/4-68120-ekstruzijjna-golovka-dlya-formuvannya-porozhnistogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Екструзійна головка для формування порожнистого виробу</a>
Кільцева екструзійна головка

Номер патенту: 16817
Опубліковано: 15.08.2006
Автори: Сокольський Олександр Леонідович, Погодаєв Костянтин Сергійович, Сівецький Володимир Іванович
МПК: B29C 47/14
Мітки: головка, екструзійна, кільцева
Формула / Реферат:
1. Кільцева екструзійна головка, що містить корпус та дорн, встановлений на дорнотримачі, утворюючи канал для протікання розплаву з вихідною ділянкою, яка відрізняється тим, що між дорнотримачем та вихідною ділянкою каналу встановлені з можливістю колового руху тіла обертання.2. Кільцева екструзійна головка за п. 1, яка відрізняється тим, що тіла обертання об'єднані сепаратором, який зв'язаний з лопатями.3. Кільцева...
Екструзійна головка для виробництва виробів з полімерних матеріалів
Номер патенту: 60882
Опубліковано: 25.06.2011
Автори: Біль Вікторія Анатоліївна, Колосов Олександр Євгенович, Пєтухов Аркадій Дем'янович, Осьмаков Олег Григорович, Свідерський Валентин Анатолійович, Пєтухов Микола Аркадійович
МПК: B29D 7/00
Мітки: головка, екструзійна, виробництва, полімерних, матеріалів, виробів
Формула / Реферат:
Екструзійна головка для виробництва виробів з полімерних матеріалів, що містить корпус, який утворює з ним кільцевий формуючий зазор, дорн та розподільник розплаву, встановлений з можливістю обертання, яка відрізняється тим, що розподільник розплаву виконаний у вигляді втулки з радіальними отворами, встановленої із зазором між корпусом і дорном.
Екструзійна головка
Номер патенту: 25417
Опубліковано: 10.08.2007
Автори: Сівецький Володимир Іванович, Півненко Сергій Васильович, Сокольський Олександр Леонідович
МПК: B29C 47/14
Мітки: головка, екструзійна
Формула / Реферат:
Екструзійна головка, що містить корпус з внутрішніми поверхнями, які утворюють канал для протікання розплаву, яка відрізняється тим, що в корпусі додатково виконано принаймні один канал, що з'єднує його зовнішню поверхню з каналом для протікання розплаву.
Плоскощілинна екструзійна головка
Номер патенту: 31538
Опубліковано: 10.04.2008
Автори: Сокольський Олександр Леонідович, Півненко Сергій Васильович, Сівецький Володимир Іванович
МПК: B29C 47/14
Мітки: головка, плоскощілинна, екструзійна
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить канал для протікання розплаву, який складається з вхідної ділянки, перехідної ділянки та формуючої ділянки, яка має форму плоскої щілини, яка відрізняється тим, що перехідну ділянку каналу виконано у вигляді рівнотовщинної щілини замкнутого перерізу на вході, що розгортається в напрямку виходу в щілину прямокутного перерізу, поздовжня вісь якої лежить перпендикулярно напрямку руху виробу, який...
Плоскощілинна екструзійна головка

Номер патенту: 12383
Опубліковано: 15.02.2006
Автори: Бакалов Олег Валерійович, Чередніченко Петро Іванович, Шевелило Тетяна Миколаївна, Бакалов Валерій Григорович
МПК: B29C 47/14
Мітки: екструзійна, головка, плоскощілинна
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить верхню і нижню частини корпусу, з утворенням між ними розплавоводу, а також верхню й нижню губки формувальної щілини, яка відрізняється тим, що містить розрізну втулку з можливістю регулювання перерізу вхідної ділянки розплавоводу, в якій виконано похилі конусоподібні канали, які переходять у формувальну щілину.
Попередній патент: Пристрій для вимірювання концентрації газів
Наступний патент: Спосіб прогнозування перебігу гострого панкреатиту та розвитку його ускладнень
Випадковий патент: Пристрій для вібраційної шпиндельно-планетарної обробки деталей