Спосіб нанесення покриттів сплавом срібло-кобальт
Номер патенту: 68415
Опубліковано: 26.03.2012
Автори: Сахненко Микола Дмитрович, Зюбанова Світлана Іванівна, Глушкова Марина Олександрівна, Ведь Марина Віталіївна

Формула / Реферат
Спосіб нанесення покриття сплавом срібло-кобальт на неблагородні метали та їх сплави, що включає імпульсний електроліз у водному розчині, який містить нітрат срібла, нітрат кобальту, пірофосфат калію, сульфат амонію, який відрізняється тим, що процес нанесення проводять при температурі 20 - 25 °C, густині струму амплітудою в межах 8-20 А/дм2, тривалості імпульсу 2·10-3 - 1·10-1 с, тривалості паузи 1·10-3 - 2·10-1 с.
Текст
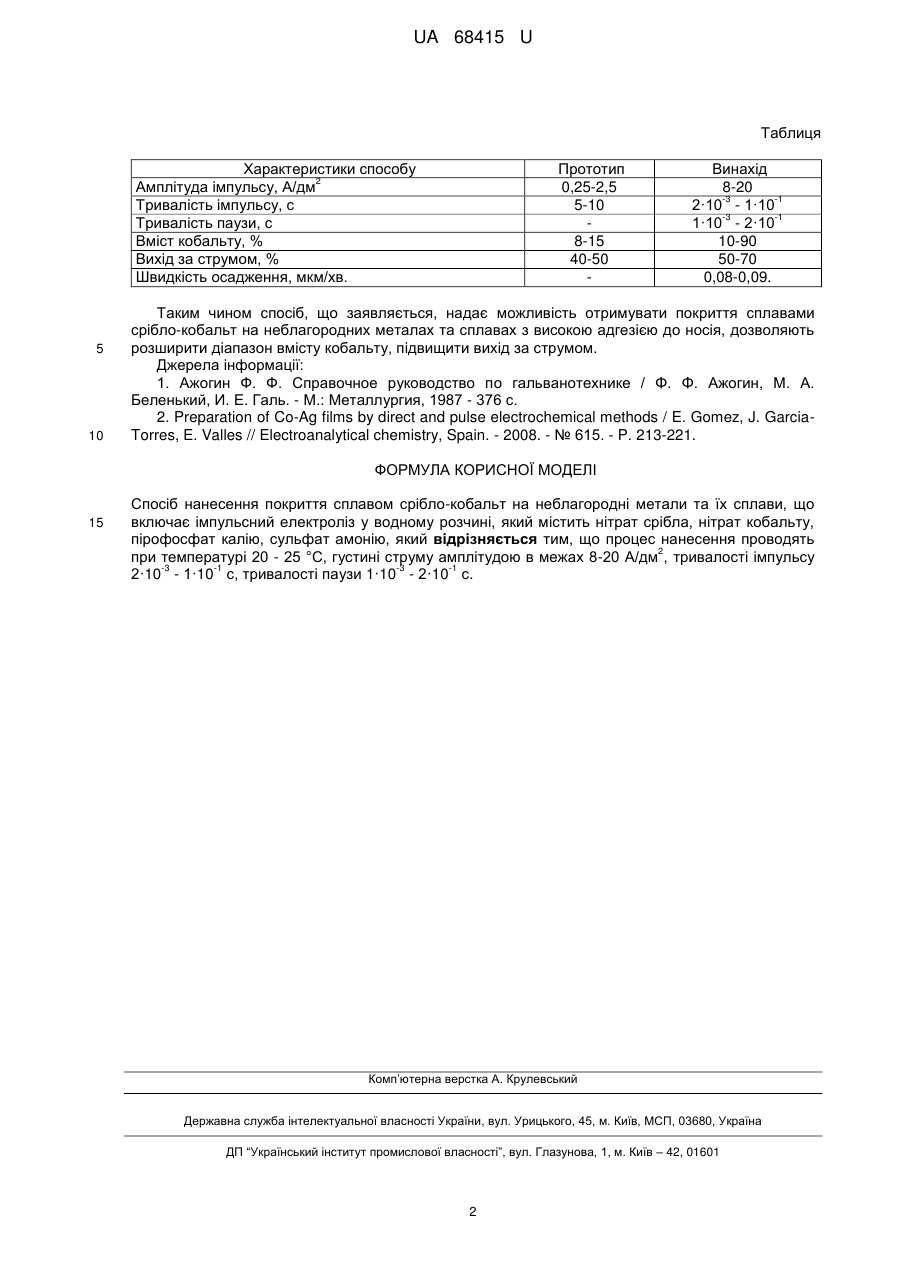
Реферат: Спосіб нанесення покриття сплавом срібло-кобальт на неблагородні метали та їх сплави включає імпульсний електроліз у водному розчині, який містить нітрат срібла, нітрат кобальту, пірофосфат калію, сульфат амонію. Процес нанесення проводять при температурі 20 - 25 °C, 2 -3 -1 густині струму амплітудою в межах 8-20 А/дм , тривалості імпульсу 2·10 - 1·10 с, тривалості -3 -1 паузи 1·10 - 2·10 с. UA 68415 U (54) СПОСІБ НАНЕСЕННЯ ПОКРИТТІВ СПЛАВОМ СРІБЛО-КОБАЛЬТ UA 68415 U UA 68415 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способу осадження сплавів срібла на неблагородні метали та їх сплави з метою надання функціональних властивостей, забезпечення високої адгезії до носія, зменшення витрат коштовного металу. Спосіб нанесення може бути використано в машинобудівній промисловості, для отримання покриттів електричних контактів в мікро- та радіоелектроніці, у виробництві засобів зв'язку. Особливо вони незамінні в електроконтактах, що працюють в умовах сухого тертя й в елементах ланцюгів високої частоти. Відомий спосіб отримання покриттів [1], який включає електроосадження сплавів срібло2 кобальт з ціанідно-пірофосфатного електроліту при постійному струмі густиною 0,4-0,5 А/дм та температурою 40-45 °C. Використовують нерозчинні аноди з нержавіючої сталі марки Х12Н9Т. Як катоди використовують стальну поліровану стрічку (марки 0,15С). Осаджений сплав містить 6-9 % кобальту, а вихід за струмом становить 40-50 %. Такий спосіб дозволяє отримувати покриття сплавом срібло-кобальт з високою мікротвердістю та зносостійкістю. Але електроліз потребує застосування підвищених температур, що збільшує витрати електроенергії. Крім того, вміст кобальту в сплаві і вихід за струмом досить не високі, тому електроліз не є ефективним. Найбільш близький за технічною суттю та досяжним ефектом є спосіб, вибраний за прототип [2], електрохімічного формування сплаву срібло-кобальт на неблагородні метали та сплави, переважно мідь, в імпульсному режимі. Значення параметрів прямокутного струму 2 поляризації становили: амплітуда імпульсу 0,25-2,5 А/дм ; тривалість імпульсу 5-10 с; рН = 3,7, 3 температура 20-25 °C. Електроліт містить, моль/дм : AgClO4 - 0,01; Со(СlО4)2 - 0,1-0,05; тіокарбамід (CSN2H4) - 0,1; глюконат натрію (C6H11O7Na) - 0,1; Н3ВО3 - 0,3; NaClO4 - 0,1. До недоліків цього способу слід віднести низький вміст кобальту в сплаві, який не перевищує 8-15 % та вихід за струмом, який становить 40-50 %, а також наявність сірки в покритті до 2 % мас. В основу корисної моделі поставлено задачу електроосадження з комплексного електроліту сплаву срібло-кобальт з вмістом кобальту 10-90 % і з виходом сплаву за струмом 50-70 %, а також з забезпеченням високої адгезії до носія. Поставлена задача вирішується тим, що, спосіб нанесення покриття сплавом сріблокобальт на неблагородні метали та їх сплави, що включає імпульсний електроліз у водному розчині, який містить нітрат срібла, нітрат кобальту, пірофосфат калію, амонію сульфат, згідно з корисною моделлю, процес нанесення проводять при температурі 20-25 °C, густині струму 2 -3 -1 -3 амплітудою в межах 8-20 А/дм , тривалості імпульсу 2·10 - 1·10 с, тривалості паузи 1·10 -1 2·10 с. Запропонований інтервал амплітуд густин струму обумовлений тим, що при густинах 2 струму, більших за 20 А/дм суттєво погіршується якість покриття. При густині струму, менше за 2 8 А/дм , знижується швидкість осадження. Нижня межа інтервалу тривалості імпульсів обумовлена зниженням виходу за струмом сплаву, а пауз - порушенням необхідного співвідношення компонентів у сплаві. Збільшення тривалості імпульсів приводить до підвищення середньої катодної густини струму вище за граничну дифузійну катодну густину струму і погіршує якість покриття, а збільшення тривалості пауз - до зниження ефективності осадження. Таким чином, складаються умови для одержання сплаву з вмістом кобальту 10-90 % мас., та виходом за струмом 50-70 %. Запропонований спосіб здійснюється таким чином. Приклад 1. В комірці для електролізу, заповненій електролітом на основі нітрату срібла, нітрату кобальту, пірофосфату калію та сульфата амонію електроосадження сплаву ведуть в 2 -1 імпульсному режимі при густині катодного струму 8 А/дм , тривалості імпульсу 1·10 с, паузи -2 1·10 с. Вміст кобальту становить 17 % мас. Приклад 2. В комірці для електролізу, заповненій електролітом на основі нітрату срібла, нітрату кобальту, пірофосфату калію та сульфату амонію електроосадження сплаву ведуть в 2 -3 імпульсному режимі при густині катодного струму 15 А/дм , тривалості імпульсу 5·10 с, паузи -2 5·10 с. Вміст кобальту становить 85 % мас. Порівняння прототипу та корисної моделі,що наведено в таблиці, свідчить, що спосіб, який заявляється, дозволяє отримувати сплав з вмістом кобальту від 10 % до 90 %, а використання імпульсного режиму забезпечує високі значення виходу за струмом і швидкості осадження. 1 UA 68415 U Таблиця Характеристики способу 2 Амплітуда імпульсу, А/дм Тривалість імпульсу, с Тривалість паузи, с Вміст кобальту, % Вихід за струмом, % Швидкість осадження, мкм/хв. 5 10 Прототип 0,25-2,5 5-10 8-15 40-50 Винахід 8-20 -3 -1 2·10 - 1·10 -3 -1 1·10 - 2·10 10-90 50-70 0,08-0,09. Таким чином спосіб, що заявляється, надає можливість отримувати покриття сплавами срібло-кобальт на неблагородних металах та сплавах з високою адгезією до носія, дозволяють розширити діапазон вмісту кобальту, підвищити вихід за струмом. Джерела інформації: 1. Ажогин Ф. Ф. Справочное руководство по гальванотехнике / Φ. Φ. Ажогин, Μ. Α. Беленький, И. Ε. Галь. - Μ.: Металлургия, 1987 - 376 с. 2. Preparation of Co-Ag films by direct and pulse electrochemical methods / E. Gomez, J. GarciaTorres, E. Valles // Electroanalytical chemistry, Spain. - 2008. - № 615. - P. 213-221. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб нанесення покриття сплавом срібло-кобальт на неблагородні метали та їх сплави, що включає імпульсний електроліз у водному розчині, який містить нітрат срібла, нітрат кобальту, пірофосфат калію, сульфат амонію, який відрізняється тим, що процес нанесення проводять 2 при температурі 20 - 25 °C, густині струму амплітудою в межах 8-20 А/дм , тривалості імпульсу -3 -1 -3 -1 2·10 - 1·10 с, тривалості паузи 1·10 - 2·10 с. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for coating application with silver-cobalt alloy
Автори англійськоюVed Maryna Vitaliivna, Sakhnenko Mykola Dmytrovych, Hlushkova Maryna Oleksandrivna, Ziubanova Svitlana Ivanivna
Назва патенту російськоюСпособ нанесения покрытий сплавом серебро-кобальт
Автори російськоюВедь Марина Витальевна, Сахненко Николай Дмитриевич, Глушкова Марина Александровна, Зюбанова Светлана Ивановна
МПК / Мітки
МПК: C25D 3/56
Мітки: покриттів, срібло-кобальт, сплавом, нанесення, спосіб
Код посилання
<a href="https://ua.patents.su/4-68415-sposib-nanesennya-pokrittiv-splavom-sriblo-kobalt.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриттів сплавом срібло-кобальт</a>
Електроліт для нанесення сплаву срібло-кобальт
Номер патенту: 68386
Опубліковано: 26.03.2012
Автори: Сахненко Микола Дмитрович, Глушкова Марина Олександрівна, Зюбанова Світлана Іванівна, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: срібло-кобальт, електроліт, нанесення, сплаву
Формула / Реферат:
Електроліт для нанесення сплаву срібло-кобальт, що містить пірофосфат калію, який відрізняється тим, що вводять нітрат кобальту, нітрат срібла і сульфат амонію, при такому співвідношенні компонентів, моль/дм3: нітрат срібла 0,001-0,005 нітрат кобальту 0,01-0,1 пірофосфат калію 1 сульфат амонію 0,3-0,6, ...
Спосіб нанесення покриття сплавом кобальт-вольфрам
Номер патенту: 34929
Опубліковано: 26.08.2008
Автори: Сахненко Микола Дмитрович, Ведь Марина Віталіївна, Байрачна Тетяна Миколаївна
МПК: C25D 3/56
Мітки: спосіб, покриття, нанесення, кобальт-вольфрам, сплавом
Формула / Реферат:
Спосіб нанесення покриття сплавом кобальт-вольфрам, що включає нанесення сплаву імпульсним струмом, який відрізняється тим, що процес ведуть з розчинним складеним анодом з кобальту та вольфраму при співвідношенні площ кобальту та вольфраму у межах від 1:1 до 1:5 та діапазоні значень анодних густин струму 2-10 А/дм2.
Спосіб нанесення покриття сплавом кобальт-вольфрам
Номер патенту: 24601
Опубліковано: 10.07.2007
Автори: Ведь Марина Віталіївна, Штефан Вікторія Володимирівна, Помошник Лариса Олександрівна, Сахненко Микола Дмитрович
МПК: C25D 3/56
Мітки: покриття, кобальт-вольфрам, сплавом, нанесення, спосіб
Формула / Реферат:
Спосіб нанесення покриття сплавом кобальт-вольфрам, що включає імпульсний електроліз у водному розчині, який містить сульфат кобальту, вольфрамат натрію, кислоту лимонну, кислоту борну, який відрізняється тим, що процес нанесення ведуть при густині струму 10-15 А/дм2, тривалості імпульсу 1·10-3-2·10-3 с, тривалості паузи 10·10-3-50·10-3 с.
Електроліт осадження функціональних покриттів сплавом залізо-кобальт
Номер патенту: 32606
Опубліковано: 26.05.2008
Автори: Байрачний Володимир Борисович, Орябинська Наталія Володимирівна, Савченко Валерія Олегівна, Скорікова Вікторія Миколаівна, Байрачний Борис Іванович
МПК: C25D 3/12
Мітки: сплавом, залізо-кобальт, покриттів, функціональних, осадження, електроліт
Формула / Реферат:
Електроліт осадження функціональних покриттів сплавом залізо-кобальт, що містить сульфамат кобальту, який відрізняється тим, що він додатково містить сульфат заліза, сульфамінову кислоту та сульфат мангану при такому співвідношенні компонентів, г/дм3: сульфамат кобальту 50-70 сульфат заліза 250-300 сульфат мангану 5-7 ...
Спосіб нанесення покриття сплавом паладій-нікель на неблагородні метали та їх сплави
Номер патенту: 28023
Опубліковано: 26.11.2007
Автори: Ведь Марина Віталіївна, Ненастіна Тетяна Олександрівна, Сахненко Микола Дмитрович
МПК: C25D 3/56
Мітки: сплавом, метали, сплави, паладій-нікель, неблагородні, спосіб, покриття, нанесення
Формула / Реферат:
Спосіб нанесення покриття сплавом паладій-нікель на неблагородні метали та їх сплави імпульсним електролізом у водному розчині, який містить паладій хлорид, нікель (II) хлорид гексагідрат, амоній гідроксид, амоній хлорид, калію пірофосфат, який відрізняється тим, що процес нанесення ведуть при густині струму 8-20 А/дм2, тривалості імпульсу 2.10-3-1.10-1 с, тривалості паузи 1.10-2-2.10-1 с.
Попередній патент: Анкерний затискач
Наступний патент: Спосіб ранньої оцінки секреторної функції підшлункової залози у доношених новонароджених
Випадковий патент: Спосіб одержання розплаву для вирощування кристалів оксіортосилікатів лютецію та гадолінію