Вимірювальний пристрій для верстатів з чпк
Номер патенту: 68721
Опубліковано: 16.08.2004
Автори: Скицюк Володимир Іванович, Плотников Олександр Олександрович, Глоба Лариса Сергіївна
Формула / Реферат
Вимірювальний пристрій для верстатів з ЧПК, що містить корпус, вимірювальний елемент, котрий підпружинений до опор, який відрізняється тим, що на корпусі розташовані очисне пристосування на захисній шторці, кінцеві перемикачі, світлові індикатори, а вимірювальний елемент виконаний у вигляді підпружинених до опор електрично ізольованих від корпусу плиток, розташованих по координатах X, Y, Z, які електрично з‘єднані з розташованим в корпусі електронним блоком формування електромагнітного поля та обробки інформаційного сигналу з виводами підключення через блок світлових індикаторів та пристроєм узгодження до системи ЧПК верстатом.
Текст
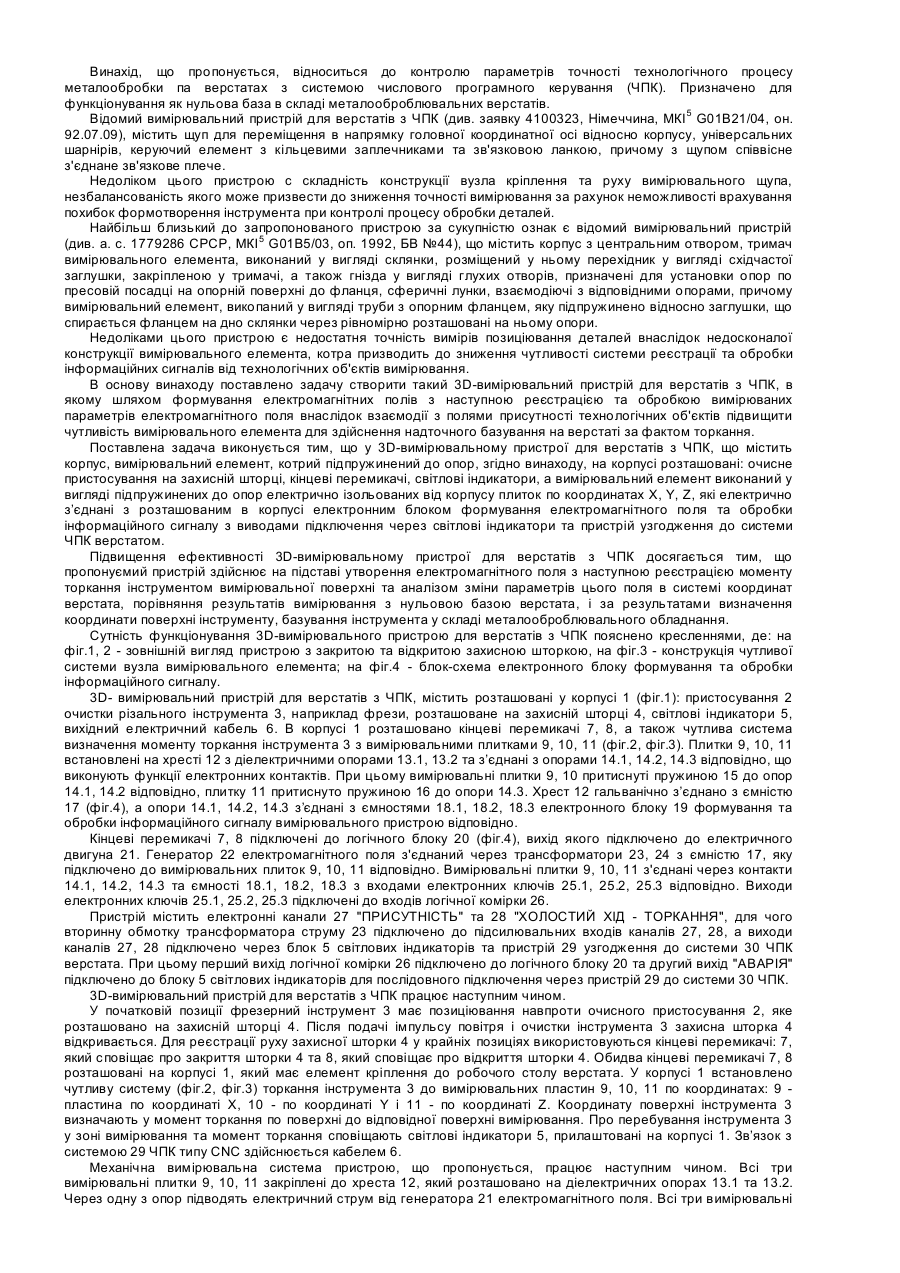
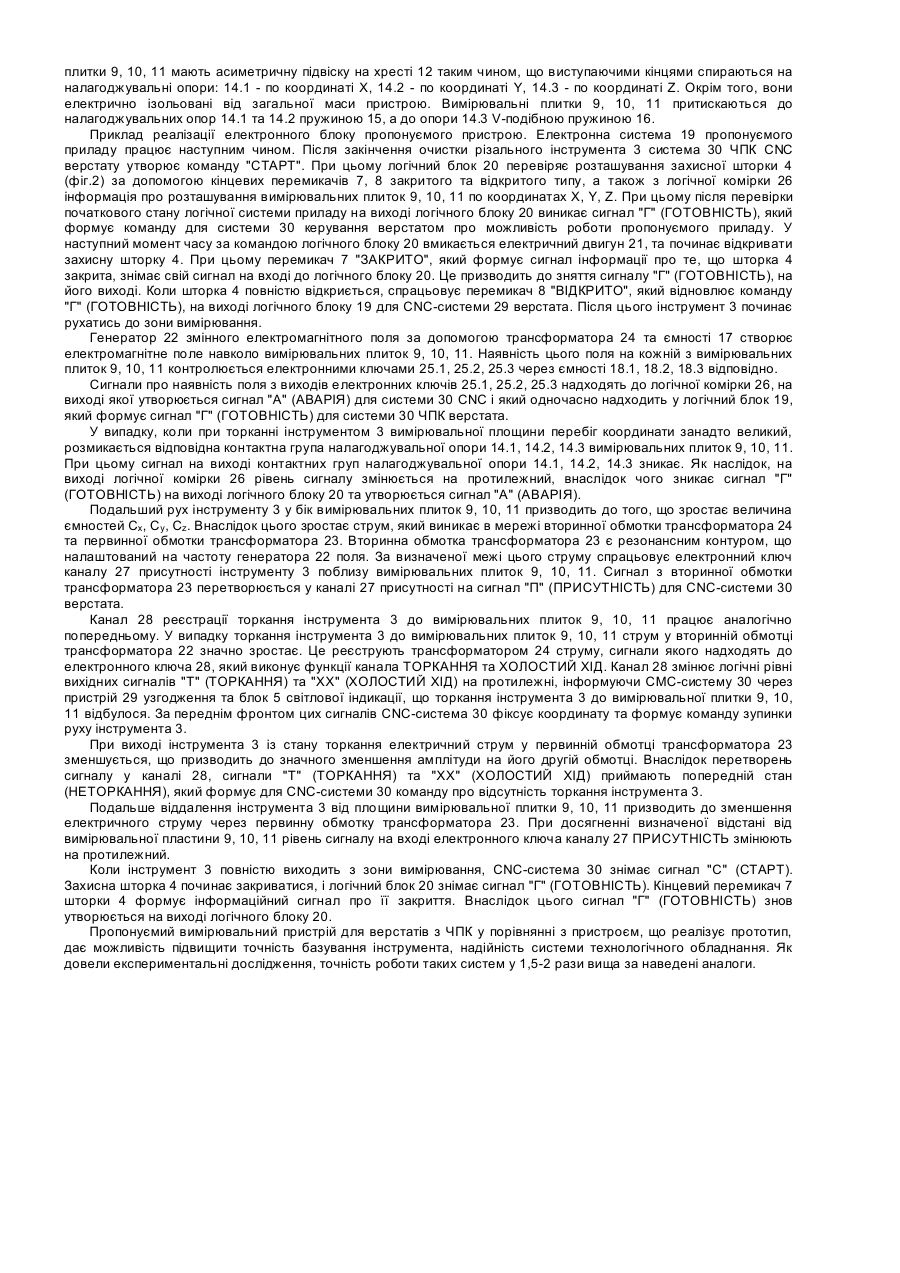
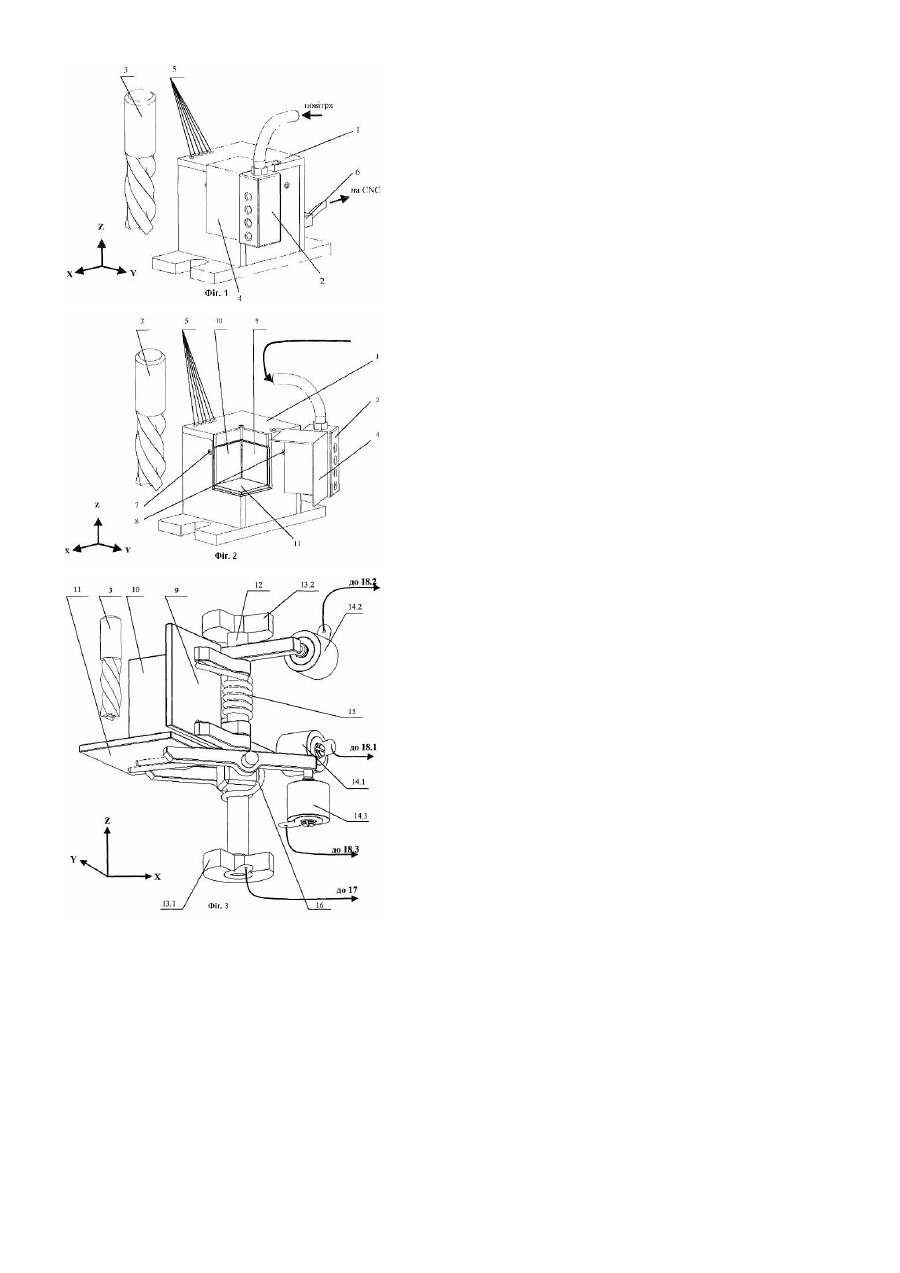
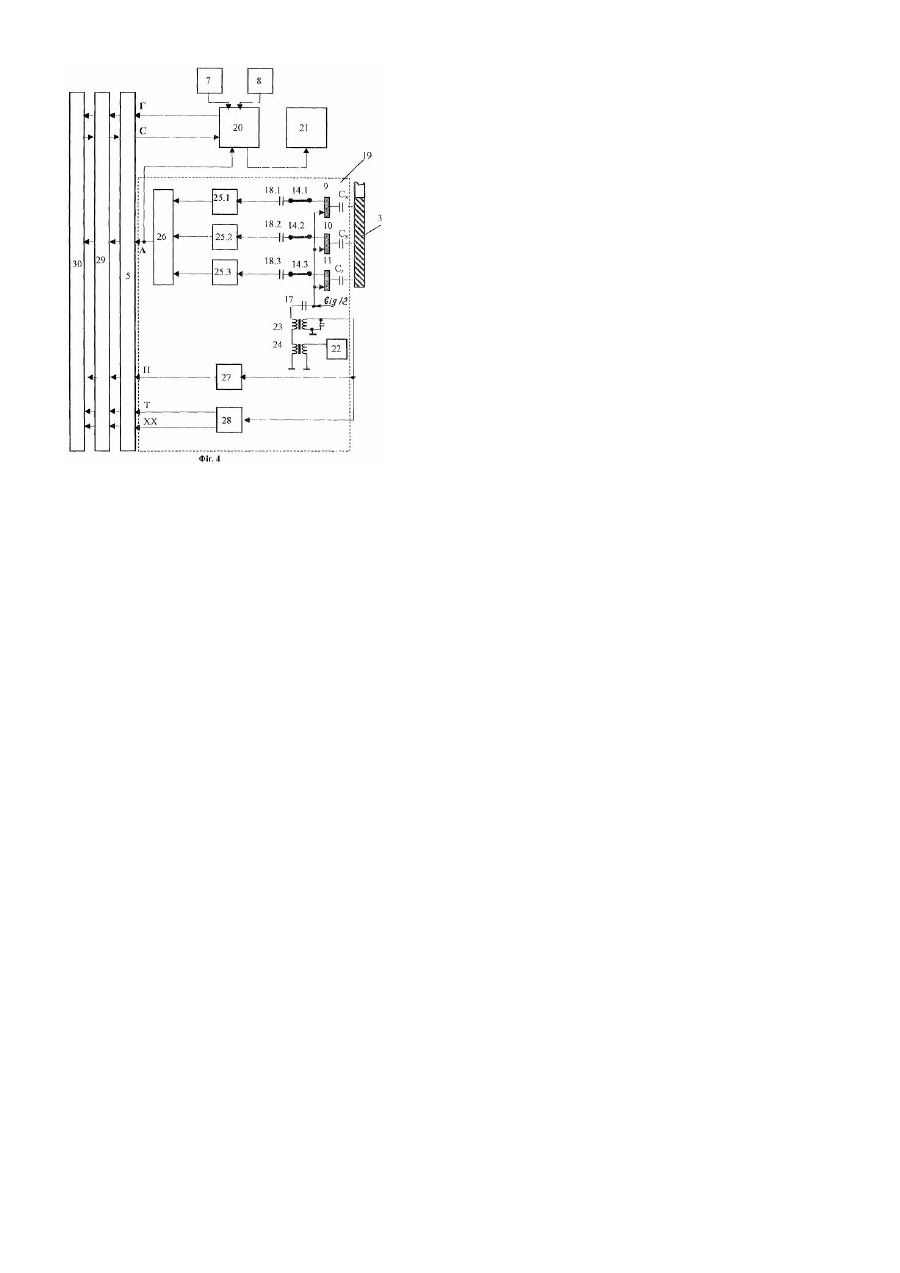
Винахід, що пропонується, відноситься до контролю параметрів точності технологічного процесу металообробки па верстатах з системою числового програмного керування (ЧПК). Призначено для функціонування як нульова база в складі металооброблювальних верстатів. Відомий вимірювальний пристрій для верстатів з ЧПК (див. заявку 4100323, Німеччина, МКI 5 G01В21/04, он. 92.07.09), містить щуп для переміщення в напрямку головної координатної осі відносно корпусу, універсальних шарнірів, керуючий елемент з кільцевими заплечниками та зв'язковою ланкою, причому з щупом співвісне з'єднане зв'язкове плече. Недоліком цього пристрою с складність конструкції вузла кріплення та руху вимірювального щупа, незбалансованість якого може призвести до зниження точності вимірювання за рахунок неможливості врахування похибок формотворення інструмента при контролі процесу обробки деталей. Найбільш близький до запропонованого пристрою за сукупністю ознак є відомий вимірювальний пристрій (див. а. с. 1779286 СРСР, МКІ 5 G01В5/03, оп. 1992, БВ №44), що містить корпус з центральним отвором, тримач вимірювального елемента, виконаний у вигляді склянки, розміщений у ньому перехідник у вигляді східчастої заглушки, закріпленою у тримачі, а також гнізда у вигляді глухих отворів, призначені для установки опор по пресовій посадці на опорній поверхні до фланця, сферичні лунки, взаємодіючі з відповідними опорами, причому вимірювальний елемент, викопаний у вигляді труби з опорним фланцем, яку підпружинено відносно заглушки, що спирається фланцем на дно склянки через рівномірно розташовані на ньому опори. Недоліками цього пристрою є недостатня точність вимірів позиціювання деталей внаслідок недосконалої конструкції вимірювального елемента, котра призводить до зниження чутливості системи реєстрації та обробки інформаційних сигналів від технологічних об'єктів вимірювання. В основу винаходу поставлено задачу створити такий 3D-вимірювальний пристрій для верстатів з ЧПК, в якому шляхом формування електромагнітних полів з наступною реєстрацією та обробкою вимірюваних параметрів електромагнітного поля внаслідок взаємодії з полями присутності технологічних об'єктів підвищити чутливість вимірювального елемента для здійснення надточного базування на верстаті за фактом торкання. Поставлена задача виконується тим, що у 3D-вимірювальному пристрої для верстатів з ЧПК, що містить корпус, вимірювальний елемент, котрий підпружинений до опор, згідно винаходу, на корпусі розташовані: очисне пристосування на захисній шторці, кінцеві перемикачі, світлові індикатори, а вимірювальний елемент виконаний у вигляді підпружинених до опор електрично ізольованих від корпусу плиток по координатах X, Y, Z, які електрично з’єднані з розташованим в корпусі електронним блоком формування електромагнітного поля та обробки інформаційного сигналу з виводами підключення через світлові індикатори та пристрій узгодження до системи ЧПК верстатом. Підвищення ефективності 3D-вимірювальному пристрої для верстатів з ЧПК досягається тим, що пропонуємий пристрій здійснює на підставі утворення електромагнітного поля з наступною реєстрацією моменту торкання інструментом вимірювальної поверхні та аналізом зміни параметрів цього поля в системі координат верстата, порівняння результатів вимірювання з нульовою базою верстата, і за результатами визначення координати поверхні інструменту, базування інструмента у складі металооброблювального обладнання. Сутність функціонування 3D-вимірювального пристрою для верстатів з ЧПК пояснено кресленнями, де: на фіг.1, 2 - зовнішній вигляд пристрою з закритою та відкритою захисною шторкою, на фіг.3 - конструкція чутливої системи вузла вимірювального елемента; на фіг.4 - блок-схема електронного блоку формування та обробки інформаційного сигналу. 3D- вимірювальний пристрій для верстатів з ЧПК, містить розташовані у корпусі 1 (фіг.1): пристосування 2 очистки різального інструмента 3, наприклад фрези, розташоване на захисній шторці 4, світлові індикатори 5, вихідний електричний кабель 6. В корпусі 1 розташовано кінцеві перемикачі 7, 8, а також чутлива система визначення моменту торкання інструмента 3 з вимірювальними плитками 9, 10, 11 (фіг.2, фіг.3). Плитки 9, 10, 11 встановлені на хресті 12 з діелектричними опорами 13.1, 13.2 та з’єднані з опорами 14.1, 14.2, 14.3 відповідно, що виконують функції електронних контактів. При цьому вимірювальні плитки 9, 10 притиснуті пружиною 15 до опор 14.1, 14.2 відповідно, плитку 11 притиснуто пружиною 16 до опори 14.3. Хрест 12 гальванічно з’єднано з ємністю 17 (фіг.4), а опори 14.1, 14.2, 14.3 з’єднані з ємностями 18.1, 18.2, 18.3 електронного блоку 19 формування та обробки інформаційного сигналу вимірювального пристрою відповідно. Кінцеві перемикачі 7, 8 підключені до логічного блоку 20 (фіг.4), вихід якого підключено до електричного двигуна 21. Генератор 22 електромагнітного поля з'єднаний через трансформатори 23, 24 з ємністю 17, яку підключено до вимірювальних плиток 9, 10, 11 відповідно. Вимірювальні плитки 9, 10, 11 з'єднані через контакти 14.1, 14.2, 14.3 та ємності 18.1, 18.2, 18.3 з входами електронних ключів 25.1, 25.2, 25.3 відповідно. Виходи електронних ключів 25.1, 25.2, 25.3 підключені до входів логічної комірки 26. Пристрій містить електронні канали 27 "ПРИСУТНІСТЬ" та 28 "ХОЛОСТИЙ ХІД - ТОРКАННЯ", для чого вторинну обмотку трансформатора струму 23 підключено до підсилювальних входів каналів 27, 28, а виходи каналів 27, 28 підключено через блок 5 світлових індикаторів та пристрій 29 узгодження до системи 30 ЧПК верстата. При цьому перший вихід логічної комірки 26 підключено до логічного блоку 20 та другий вихід "АВАРІЯ" підключено до блоку 5 світлових індикаторів для послідовного підключення через пристрій 29 до системи 30 ЧПК. 3D-вимірювальний пристрій для верстатів з ЧПК працює наступним чином. У початковій позиції фрезерний інструмент 3 має позиціювання навпроти очисного пристосування 2, яке розташовано на захисній шторці 4. Після подачі імпульсу повітря і очистки інструмента 3 захисна шторка 4 відкривається. Для реєстрації руху захисної шторки 4 у крайніх позиціях використовуються кінцеві перемикачі: 7, який сповіщає про закриття шторки 4 та 8, який сповіщає про відкриття шторки 4. Обидва кінцеві перемикачі 7, 8 розташовані на корпусі 1, який має елемент кріплення до робочого столу верстата. У корпусі 1 встановлено чутливу систему (фіг.2, фіг.3) торкання інструмента 3 до вимірювальних пластин 9, 10, 11 по координатах: 9 пластина по координаті X, 10 - по координаті Y і 11 - по координаті Z. Координату поверхні інструмента 3 визначають у момент торкання по поверхні до відповідної поверхні вимірювання. Про перебування інструмента 3 у зоні вимірювання та момент торкання сповіщають світлові індикатори 5, прилаштовані на корпусі 1. Зв’язок з системою 29 ЧПК типу CNC здійснюється кабелем 6. Механічна вимірювальна система пристрою, що пропонується, працює наступним чином. Всі три вимірювальні плитки 9, 10, 11 закріплені до хреста 12, який розташовано на діелектричних опорах 13.1 та 13.2. Через одну з опор підводять електричний струм від генератора 21 електромагнітного поля. Всі три вимірювальні плитки 9, 10, 11 мають асиметричну підвіску на хресті 12 таким чином, що виступаючими кінцями спираються на налагоджувальні опори: 14.1 - по координаті X, 14.2 - по координаті Y, 14.3 - по координаті Z. Окрім того, вони електрично ізольовані від загальної маси пристрою. Вимірювальні плитки 9, 10, 11 притискаються до налагоджувальних опор 14.1 та 14.2 пружиною 15, а до опори 14.3 V-подібною пружиною 16. Приклад реалізації електронного блоку пропонуємого пристрою. Електронна система 19 пропонуємого приладу працює наступним чином. Після закінчення очистки різального інструмента 3 система 30 ЧПК CNC верстату утворює команду "СТАРТ". При цьому логічний блок 20 перевіряє розташування захисної шторки 4 (фіг.2) за допомогою кінцевих перемикачів 7, 8 закритого та відкритого типу, а також з логічної комірки 26 інформація про розташування вимірювальних плиток 9, 10, 11 по координатах X, Y, Z. При цьому після перевірки початкового стану логічної системи приладу на виході логічного блоку 20 виникає сигнал "Г" (ГОТОВНІСТЬ), який формує команду для системи 30 керування верстатом про можливість роботи пропонуємого приладу. У наступний момент часу за командою логічного блоку 20 вмикається електричний двигун 21, та починає відкривати захисну шторку 4. При цьому перемикач 7 "ЗАКРИТО", який формує сигнал інформації про те, що шторка 4 закрита, знімає свій сигнал на вході до логічного блоку 20. Це призводить до зняття сигналу "Г" (ГОТОВНІСТЬ), на його виході. Коли шторка 4 повністю відкриється, спрацьовує перемикач 8 "ВІДКРИТО", який відновлює команду "Г" (ГОТОВНІСТЬ), на виході логічного блоку 19 для CNC-системи 29 верстата. Після цього інструмент 3 починає рухатись до зони вимірювання. Генератор 22 змінного електромагнітного поля за допомогою трансформатора 24 та ємності 17 створює електромагнітне поле навколо вимірювальних плиток 9, 10, 11. Наявність цього поля на кожній з вимірювальних плиток 9, 10, 11 контролюється електронними ключами 25.1, 25.2, 25.3 через ємності 18.1, 18.2, 18.3 відповідно. Сигнали про наявність поля з виходів електронних ключів 25.1, 25.2, 25.3 надходять до логічної комірки 26, на виході якої утворюється сигнал "А" (АВАРІЯ) для системи 30 CNC і який одночасно надходить у логічний блок 19, який формує сигнал "Г" (ГОТОВНІСТЬ) для системи 30 ЧПК верстата. У випадку, коли при торканні інструментом 3 вимірювальної площини перебіг координати занадто великий, розмикається відповідна контактна група налагоджувальної опори 14.1, 14.2, 14.3 вимірювальних плиток 9, 10, 11. При цьому сигнал на виході контактних груп налагоджувальної опори 14.1, 14.2, 14.3 зникає. Як наслідок, на виході логічної комірки 26 рівень сигналу змінюється на протилежний, внаслідок чого зникає сигнал "Г" (ГОТОВНІСТЬ) на виході логічного блоку 20 та утворюється сигнал "А" (АВАРІЯ). Подальший рух інструменту 3 у бік вимірювальних плиток 9, 10, 11 призводить до того, що зростає величина ємностей Сх, Су, Сz. Внаслідок цього зростає струм, який виникає в мережі вторинної обмотки трансформатора 24 та первинної обмотки трансформатора 23. Вторинна обмотка трансформатора 23 є резонансним контуром, що налаштований на частоту генератора 22 поля. За визначеної межі цього струму спрацьовує електронний ключ каналу 27 присутності інструменту 3 поблизу вимірювальних плиток 9, 10, 11. Сигнал з вторинної обмотки трансформатора 23 перетворюється у каналі 27 присутності на сигнал "П" (ПРИСУТНІСТЬ) для CNC-системи 30 верстата. Канал 28 реєстрації торкання інструмента 3 до вимірювальних плиток 9, 10, 11 працює аналогічно попередньому. У випадку торкання інструмента 3 до вимірювальних плиток 9, 10, 11 струм у вторинній обмотці трансформатора 22 значно зростає. Це реєструють трансформатором 24 струму, сигнали якого надходять до електронного ключа 28, який виконує функції канала ТОРКАННЯ та ХОЛОСТИЙ ХІД. Канал 28 змінює логічні рівні вихідних сигналів "Т" (ТОРКАННЯ) та "XX" (ХОЛОСТИЙ ХІД) на протилежні, інформуючи CMC-систему 30 через пристрій 29 узгодження та блок 5 світлової індикації, що торкання інструмента 3 до вимірювальної плитки 9, 10, 11 відбулося. За переднім фронтом цих сигналів CNC-система 30 фіксує координату та формує команду зупинки руху інструмента 3. При виході інструмента 3 із стану торкання електричний струм у первинній обмотці трансформатора 23 зменшується, що призводить до значного зменшення амплітуди на його другій обмотці. Внаслідок перетворень сигналу у каналі 28, сигнали "Т" (ТОРКАННЯ) та "XX" (ХОЛОСТИЙ ХІД) приймають попередній стан (НЕТОРКАННЯ), який формує для CNC-системи 30 команду про відсутність торкання інструмента 3. Подальше віддалення інструмента 3 від площини вимірювальної плитки 9, 10, 11 призводить до зменшення електричного струму через первинну обмотку трансформатора 23. При досягненні визначеної відстані від вимірювальної пластини 9, 10, 11 рівень сигналу на вході електронного ключа каналу 27 ПРИСУТНІСТЬ змінюють на протилежний. Коли інструмент 3 повністю виходить з зони вимірювання, CNC-система 30 знімає сигнал "С" (СТАРТ). Захисна шторка 4 починає закриватися, і логічний блок 20 знімає сигнал "Г" (ГОТОВНІСТЬ). Кінцевий перемикач 7 шторки 4 формує інформаційний сигнал про її закриття. Внаслідок цього сигнал "Г" (ГОТОВНІСТЬ) знов утворюється на виході логічного блоку 20. Пропонуємий вимірювальний пристрій для верстатів з ЧПК у порівнянні з пристроєм, що реалізує прототип, дає можливість підвищити точність базування інструмента, надійність системи технологічного обладнання. Як довели експериментальні дослідження, точність роботи таких систем у 1,5-2 рази вища за наведені аналоги.
ДивитисяДодаткова інформація
Назва патенту англійськоюMeasuring device for numerical control machines
Автори англійськоюSkytsiuk Volodymyr Ivanovych
Назва патенту російськоюИзмерительное устройство для станков с числовым программным управлением
Автори російськоюСкицюк Владимир Иванович
МПК / Мітки
МПК: G01B 5/02, G01B 21/02
Мітки: чпк, верстатів, вимірювальний, пристрій
Код посилання
<a href="https://ua.patents.su/4-68721-vimiryuvalnijj-pristrijj-dlya-verstativ-z-chpk.html" target="_blank" rel="follow" title="База патентів України">Вимірювальний пристрій для верстатів з чпк</a>
Спосіб та пристрій для визначення градієнта точності металообробних верстатів з чпк
Номер патенту: 62421
Опубліковано: 15.12.2003
Автори: Скицюк Володимир Іванович, Глоба Лариса Сергійовна, Плотников Олександр Олександрович
МПК: B23Q 17/22, G01B 11/00
Мітки: пристрій, градієнта, спосіб, точності, чпк, металообробних, визначення, верстатів
Формула / Реферат:
1. Спосіб визначення градієнта точності металообробних верстатів з ЧПК, що заснований на реєстрації електричного інформаційного сигналу, параметри якого залежать від геометричних параметрів вимірюваного об'єкта, визначенні координати вимірювання, який відрізняється тим, що додатково утворюють захисне електромагнітне поле навколо об'єкта вимірювання, за параметрами якого визначають місце розташування та відстань до об'єкта, реєструють зміну...
Мостовий тензометричний вимірювальний пристрій
Номер патенту: 36091
Опубліковано: 16.04.2001
Автор: Селівановський Володимир Юрійович
Мітки: тензометричний, мостовий, вимірювальний, пристрій
Текст:
...тензорезисторів незмінний, оскільки активні тензорезистори включені у всі плечі моста, сигнал від двох з них (наприклад 2 та 4) буде протилежної полярності (фіг. 4). Всі тензорезистори знаходяться в однакових температурних умовах, тому зміна температури зубців не змінить балансу моста. Чотири тензорезистори (чотири точки вимірювань) потребують тільки чотирьох з'єднувальних ліній: дві для подачі живлення та дві для підключення вимірювального...
Вимірювальний пристрій для голови
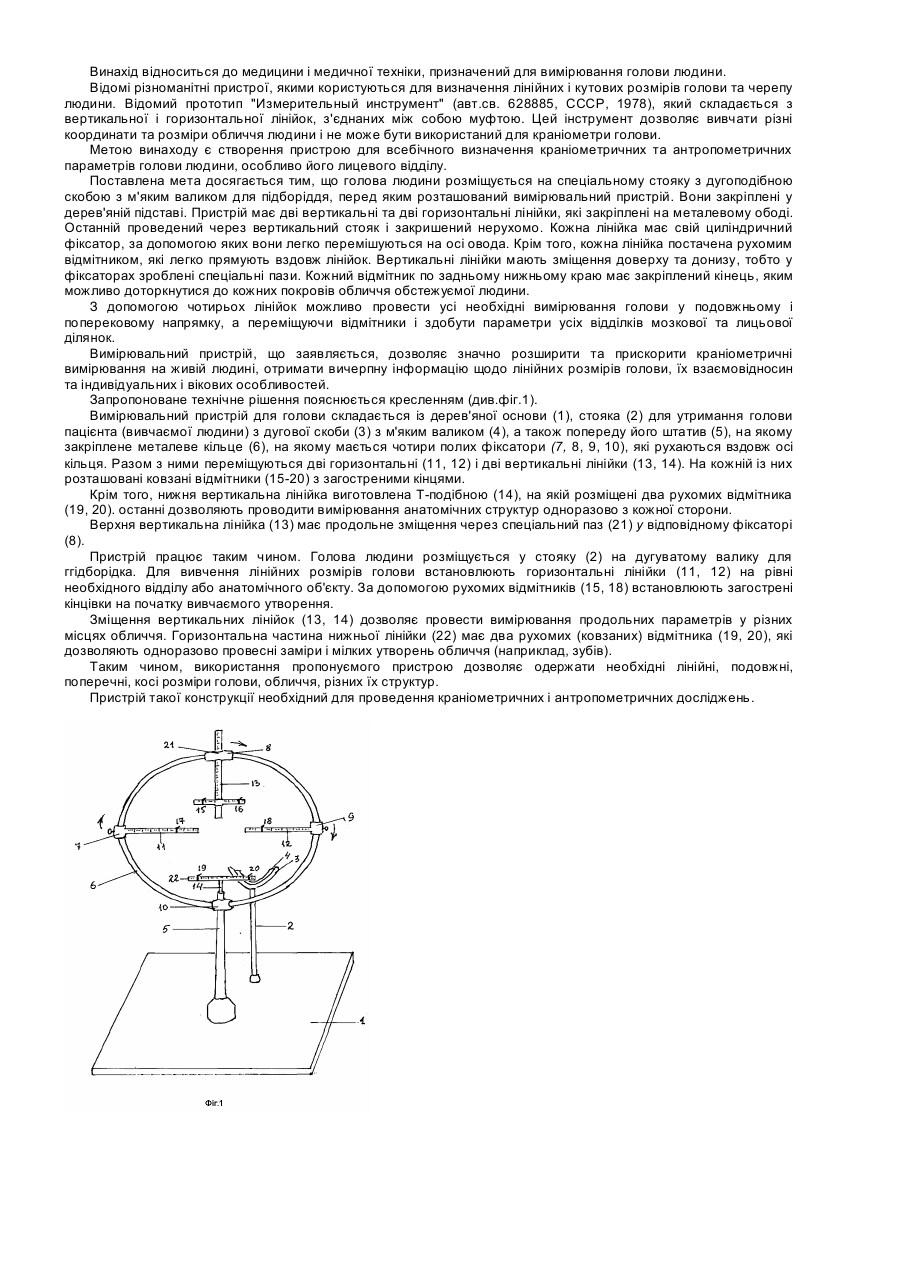
Номер патенту: 67910
Опубліковано: 15.07.2004
Автори: Вовк Олег Юрійович, Труфанов Сергій Юрійович, Логвінов Федор Володимирович, Вовк Юрій Миколайович
МПК: A61B 5/107
Мітки: вимірювальний, голови, пристрій
Формула / Реферат:
1. Вимірювальний пристрій для голови, що містить дерев'яну основу, стояк для утримання голови, штатив, вертикальні і горизонтальні лінійки, який відрізняється тим, що на штативі закріплене металеве кільце з парними горизонтальними і вертикальними лінійками, які переміщуються за допомогою полих фіксаторів і встановлюються загостреними кінцями рухомих відмітників на анатомічному об’єкті, що вивчається.2. Пристрій за п. 1, який...
Вимірювальний пристрій на пересувній збиральній машині
Номер патенту: 47482
Опубліковано: 15.07.2002
Автор: Норберт Дікханс
МПК: A01D 75/00, A01D 41/12
Мітки: вимірювальний, пристрій, збиральний, пересувний, машини
Формула / Реферат:
1. Вимірювальний пристрій на пересувній збиральній машині, зокрема на польовому подрібнювачі, для визначення параметрів зібраного матеріалу і/або специфічних параметрів його подачі, причому збиральна машина містить передній навісний пристрій для приймання зібраного матеріалу і щонайменше один обробний агрегат для обробки зібраного матеріалу, який відрізняється тим, що в збиральній машині встановлений щонайменше один вимірювальний пристрій на...
Вимірювальний пристрій для визначення концентрації бору
Номер патенту: 39233
Опубліковано: 15.06.2001
Автори: Бауер Хорст, Герінг Едуард, Нопіч Клаус
МПК: G21C 17/02
Мітки: бору, вимірювальний, концентрації, визначення, пристрій
Формула / Реферат:
1. Вимірювальний пристрій для визначення концентрації бору втеплоносії контуру охолодження ядерної енергетичної установки з передавачем та приймачем, який відрізняється тим, що передавач і приймач виконані мобільними, між ними виконана щонайменше одна просторова область з можливістю встановлення вимірювального пристрою на здатній пропускати теплоносій компоненті контуру охолодження, причому просторова область містить канал охолодження...
Попередній патент: Спосіб моделювання защемленої грижі передньої черевної стінки
Наступний патент: Електродвигун змінного струму
Випадковий патент: Сільськогосподарська машина