Блок сортопрокатного стану
Номер патенту: 6881
Опубліковано: 31.03.1995
Автори: Черненко Анатолій Миколайович, Алексєєнко Георгій Якович, Филипченко Григорій Тимофійович, Покровський Анатолій Борисович
Формула / Реферат
1. Блок сортопрокатного стана, содержащий группу последовательно, компактно набранных клетей и крайние вертикальные стойки с окнами, установленные на опорной плите, отличающийся тем, что группа клетей набрана парами секций в виде плит квадратной формы, взаимно фиксируемых посредством выступов и впадин, со сквозными отверстиями в центре плит с размещенными в них вводимыми и выводными проводками, и в плоскостях сопряжения секций в паре выполнены расточки для размещения в них прокатных валков, а выступы и впадины выполнены, соответственно, в плоскостях сопряжения пар секций, и их центры симметрии совпадают с осью прокатки, а в продольном сечении, относительно плоскостей сопряжения секций, взаимоконтактные поверхности впадин и выступов образуют окружность, и в диаметральном сечении - форму тела вращения, обеспечивающие возможность их взаимного поворота на заданный угол.
2. Блок по п.1, оτличающийся тем, что стойки установлены на направляющих и имеют зажим, с возможностью обеспечения перемещения стоек вдоль оси прокатки, и в стойках выполнены отверстия для крепления набранных пар секций с натягом стяжными болтами.
Текст
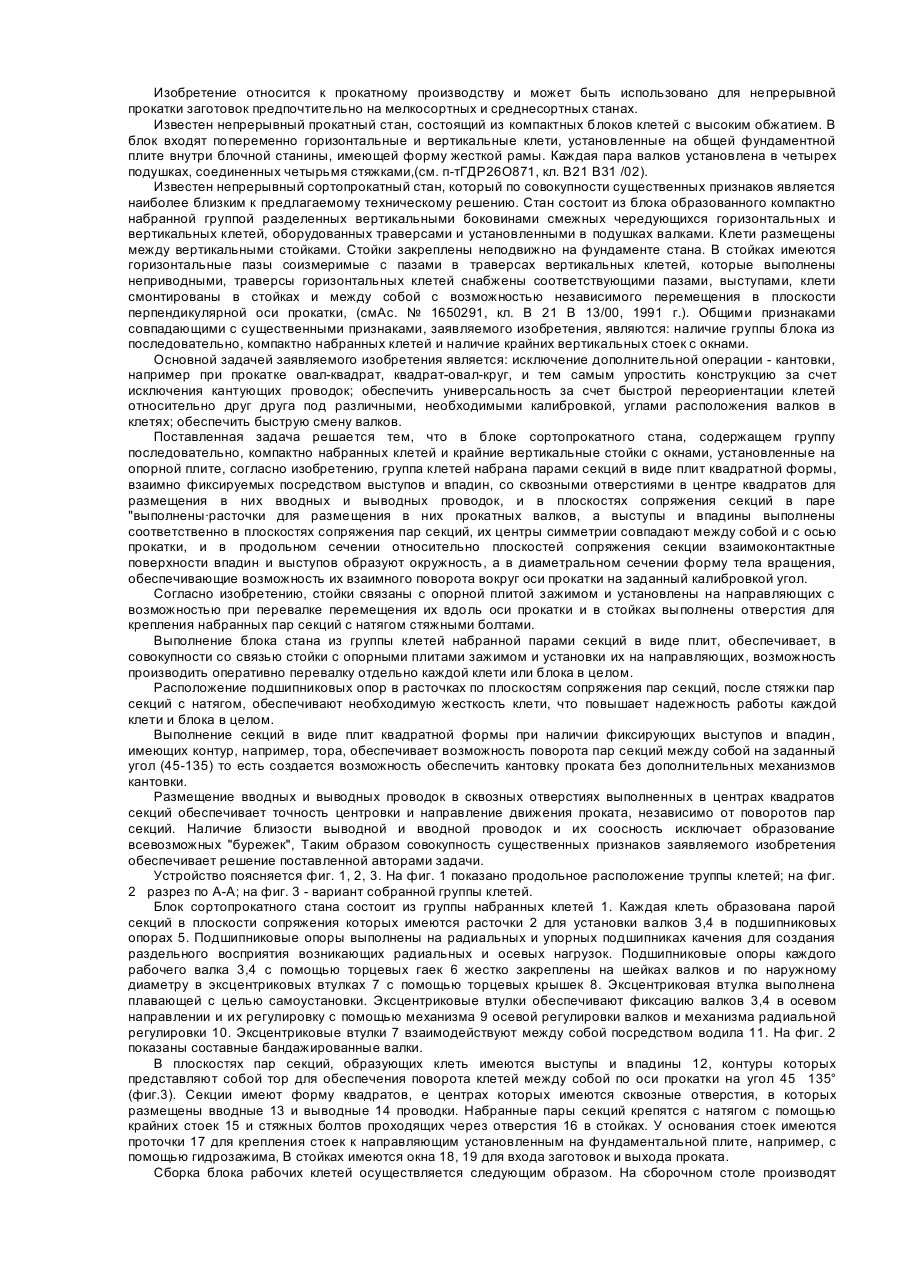
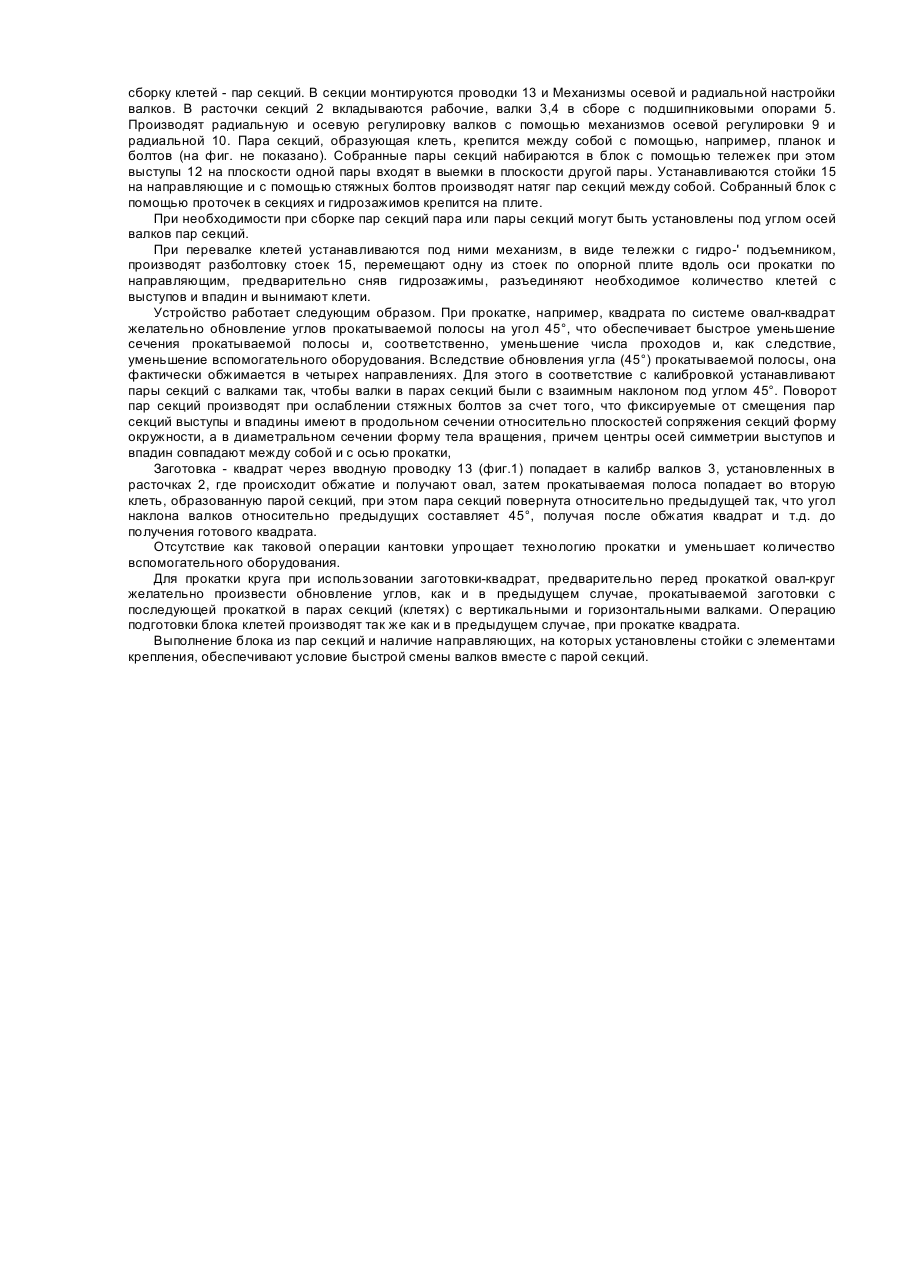
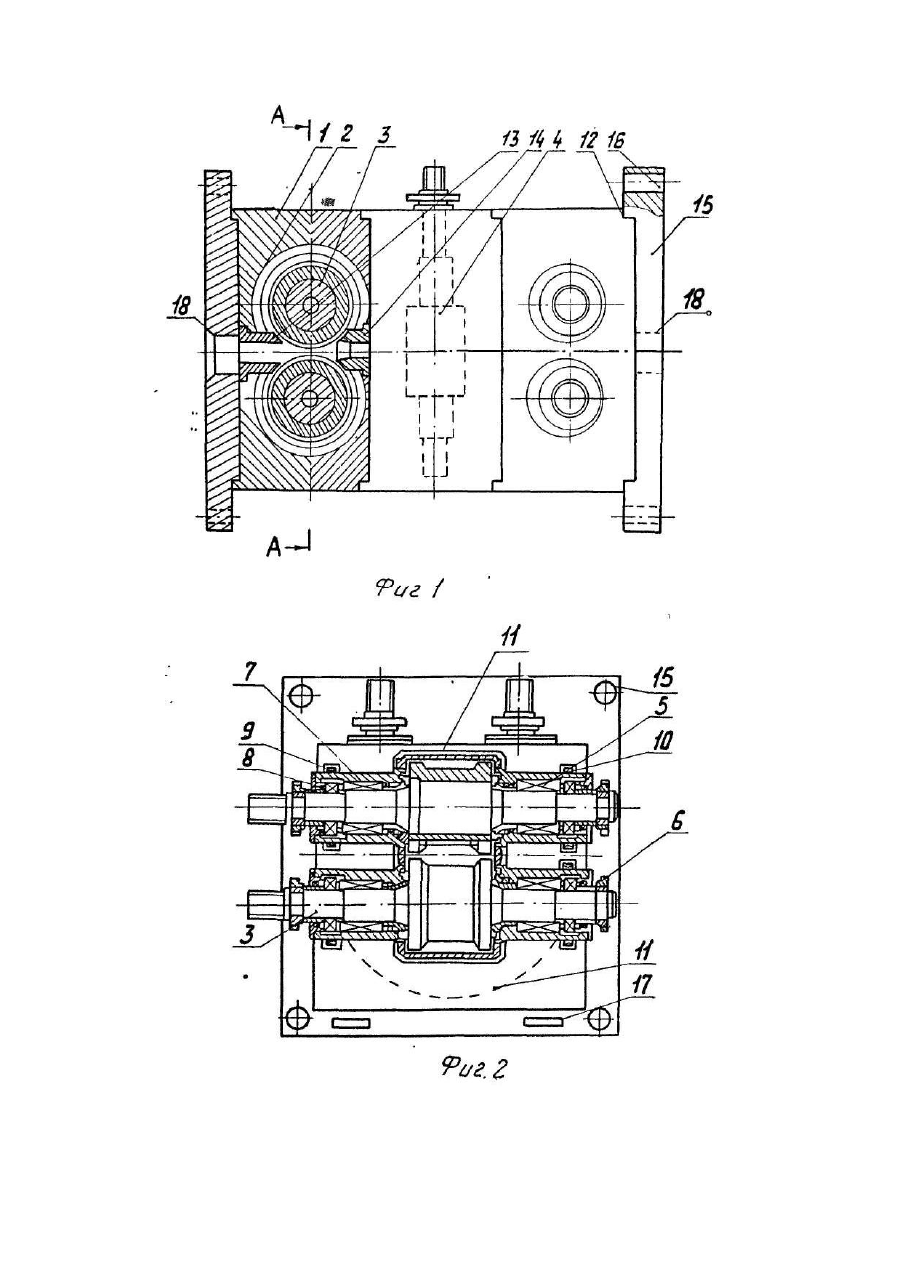
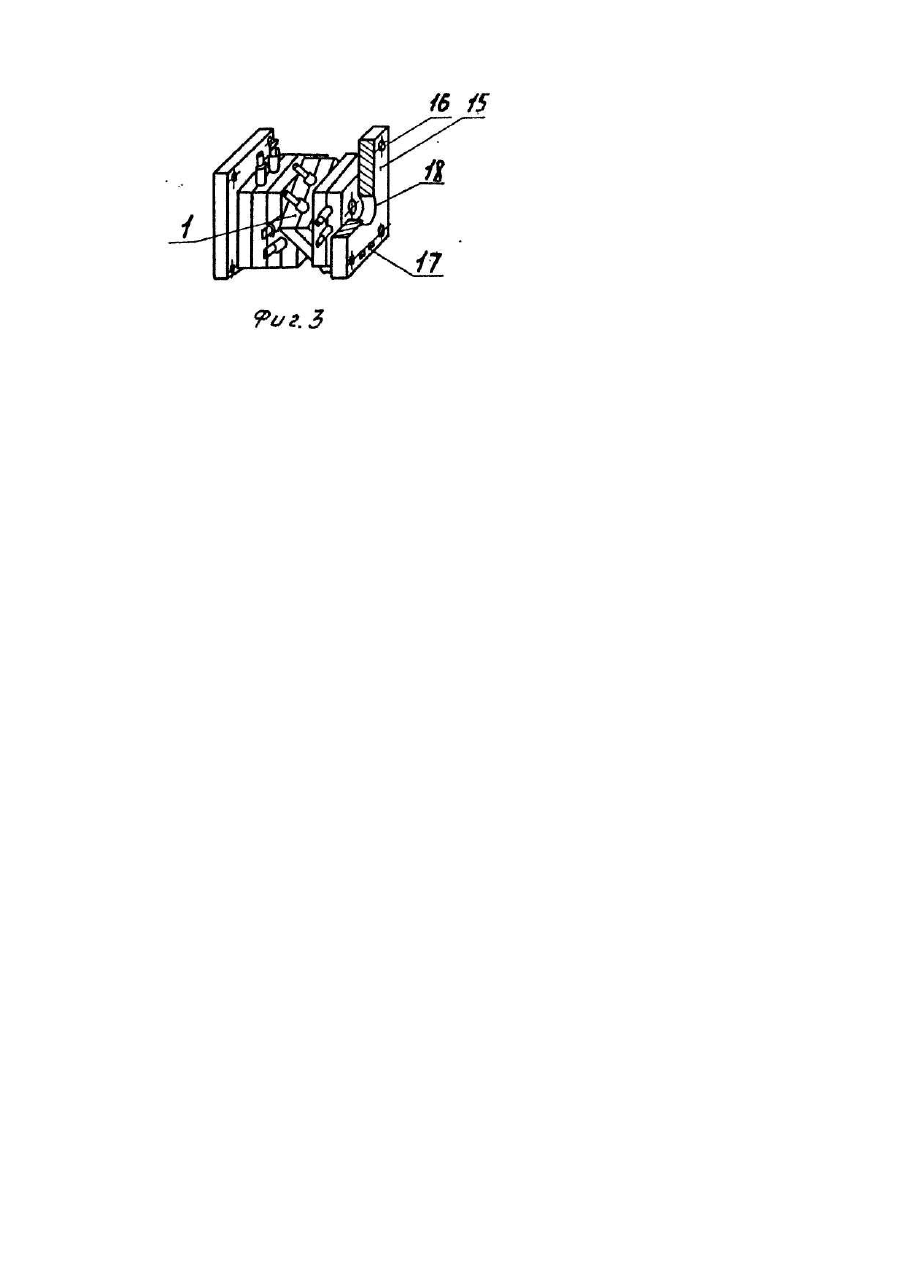
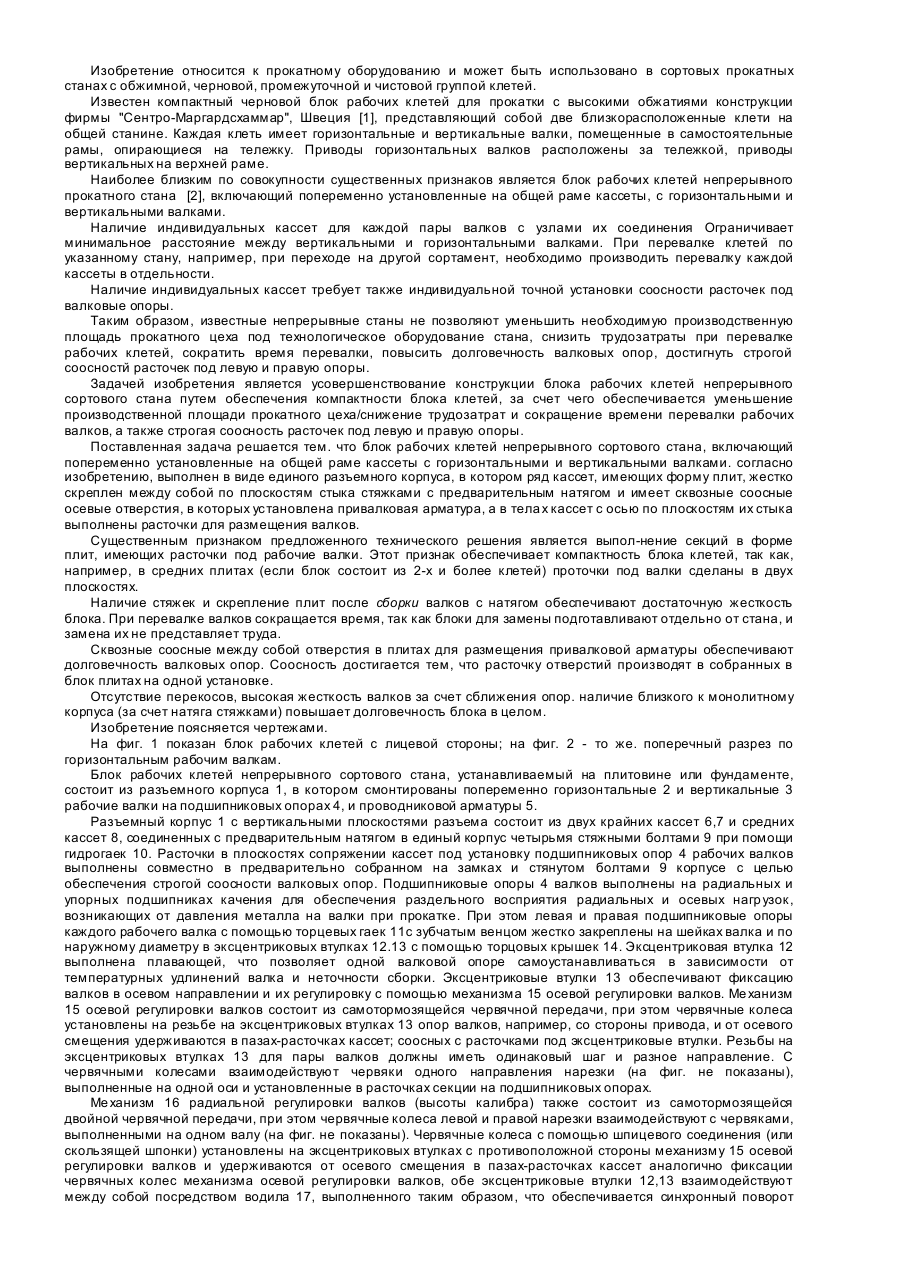
Изобретение относится к прокатному производству и может быть использовано для непрерывной прокатки заготовок предпочтительно на мелкосортных и среднесортных станах. Известен непрерывный прокатный стан, состоящий из компактных блоков клетей с высоким обжатием. В блок входят попеременно горизонтальные и вертикальные клети, установленные на общей фундаментной плите внутри блочной станины, имеющей форму жесткой рамы. Каждая пара валков установлена в четырех подушках, соединенных четырьмя стяжками,(см. п-тГДР26О871, кл. В21 В31 /02). Известен непрерывный сортопрокатный стан, который по совокупности существенных признаков является наиболее близким к предлагаемому техническому решению. Стан состоит из блока образованного компактно набранной группой разделенных вертикальными боковинами смежных чередующихся горизонтальных и вертикальных клетей, оборудованных траверсами и установленными в подушках валками. Клети размещены между вертикальными стойками. Стойки закреплены неподвижно на фундаменте стана. В стойках имеются горизонтальные пазы соизмеримые с пазами в траверсах вертикальных клетей, которые выполнены неприводными, траверсы горизонтальных клетей снабжены соответствующими пазами, выступами, клети смонтированы в стойках и между собой с возможностью независимого перемещения в плоскости перпендикулярной оси прокатки, (смАс. № 1650291, кл. В 21 В 13/00, 1991 г.). Общими признаками совпадающими с существенными признаками, заявляемого изобретения, являются: наличие группы блока из последовательно, компактно набранных клетей и наличие крайних вертикальных стоек с окнами. Основной задачей заявляемого изобретения является: исключение дополнительной операции - кантовки, например при прокатке овал-квадрат, квадрат-овал-круг, и тем самым упростить конструкцию за счет исключения кантующих проводок; обеспечить универсальность за счет быстрой переориентации клетей относительно друг друга под различными, необходимыми калибровкой, углами расположения валков в клетях; обеспечить быструю смену валков. Поставленная задача решается тем, что в блоке сортопрокатного стана, содержащем группу последовательно, компактно набранных клетей и крайние вертикальные стойки с окнами, установленные на опорной плите, согласно изобретению, группа клетей набрана парами секций в виде плит квадратной формы, взаимно фиксируемых посредством выступов и впадин, со сквозными отверстиями в центре квадратов для размещения в них вводных и выводных проводок, и в плоскостях сопряжения секций в паре "выполнены·расточки для размещения в них прокатных валков, а выступы и впадины выполнены соответственно в плоскостях сопряжения пар секций, их центры симметрии совпадают между собой и с осью прокатки, и в продольном сечении относительно плоскостей сопряжения секции взаимоконтактные поверхности впадин и выступов образуют окружность, а в диаметральном сечении форму тела вращения, обеспечивающие возможность их взаимного поворота вокруг оси прокатки на заданный калибровкой угол. Согласно изобретению, стойки связаны с опорной плитой зажимом и установлены на направляющих с возможностью при перевалке перемещения их вдоль оси прокатки и в стойках выполнены отверстия для крепления набранных пар секций с натягом стяжными болтами. Выполнение блока стана из группы клетей набранной парами секций в виде плит, обеспечивает, в совокупности со связью стойки с опорными плитами зажимом и установки их на направляющих, возможность производить оперативно перевалку отдельно каждой клети или блока в целом. Расположение подшипниковых опор в расточках по плоскостям сопряжения пар секций, после стяжки пар секций с натягом, обеспечивают необходимую жесткость клети, что повышает надежность работы каждой клети и блока в целом. Выполнение секций в виде плит квадратной формы при наличии фиксирующих выступов и впадин, имеющих контур, например, тора, обеспечивает возможность поворота пар секций между собой на заданный угол (45-135) то есть создается возможность обеспечить кантовку проката без дополнительных механизмов кантовки. Размещение вводных и выводных проводок в сквозных отверстиях выполненных в центрах квадратов секций обеспечивает точность центровки и направление движения проката, независимо от поворотов пар секций. Наличие близости выводной и вводной проводок и их соосность исключает образование всевозможных "бурежек", Таким образом совокупность существенных признаков заявляемого изобретения обеспечивает решение поставленной авторами задачи. Устройство поясняется фиг. 1, 2, 3. На фиг. 1 показано продольное расположение труппы клетей; на фиг. 2 разрез по А-А; на фиг. 3 - вариант собранной группы клетей. Блок сортопрокатного стана состоит из группы набранных клетей 1. Каждая клеть образована парой секций в плоскости сопряжения которых имеются расточки 2 для установки валков 3,4 в подшипниковых опорах 5. Подшипниковые опоры выполнены на радиальных и упорных подшипниках качения для создания раздельного восприятия возникающих радиальных и осевых нагрузок. Подшипниковые опоры каждого рабочего валка 3,4 с помощью торцевых гаек 6 жестко закреплены на шейках валков и по наружному диаметру в эксцентриковых втулках 7 с помощью торцевых крышек 8. Эксцентриковая втулка выполнена плавающей с целью самоустановки. Эксцентриковые втулки обеспечивают фиксацию валков 3,4 в осевом направлении и их регулировку с помощью механизма 9 осевой регулировки валков и механизма радиальной регулировки 10. Эксцентриковые втулки 7 взаимодействуют между собой посредством водила 11. На фиг. 2 показаны составные бандажированные валки. В плоскостях пар секций, образующих клеть имеются выступы и впадины 12, контуры которых представляют собой тор для обеспечения поворота клетей между собой по оси прокатки на угол 45 135° (фиг.3). Секции имеют форму квадратов, е центрах которых имеются сквозные отверстия, в которых размещены вводные 13 и выводные 14 проводки. Набранные пары секций крепятся с натягом с помощью крайних стоек 15 и стяжных болтов проходящих через отверстия 16 в стойках. У основания стоек имеются проточки 17 для крепления стоек к направляющим установленным на фундаментальной плите, например, с помощью гидрозажима, В стойках имеются окна 18, 19 для входа заготовок и выхода проката. Сборка блока рабочих клетей осуществляется следующим образом. На сборочном столе производят сборку клетей - пар секций. В секции монтируются проводки 13 и Механизмы осевой и радиальной настройки валков. В расточки секций 2 вкладываются рабочие, валки 3,4 в сборе с подшипниковыми опорами 5. Производят радиальную и осевую регулировку валков с помощью механизмов осевой регулировки 9 и радиальной 10. Пара секций, образующая клеть, крепится между собой с помощью, например, планок и болтов (на фиг. не показано). Собранные пары секций набираются в блок с помощью тележек при этом выступы 12 на плоскости одной пары входят в выемки в плоскости другой пары. Устанавливаются стойки 15 на направляющие и с помощью стяжных болтов производят натяг пар секций между собой. Собранный блок с помощью проточек в секциях и гидрозажимов крепится на плите. При необходимости при сборке пар секций пара или пары секций могут быть установлены под углом осей валков пар секций. При перевалке клетей устанавливаются под ними механизм, в виде тележки с гидро-' подъемником, производят разболтовку стоек 15, перемещают одну из стоек по опорной плите вдоль оси прокатки по направляющим, предварительно сняв гидрозажимы, разъединяют необходимое количество клетей с выступов и впадин и вынимают клети. Устройство работает следующим образом. При прокатке, например, квадрата по системе овал-квадрат желательно обновление углов прокатываемой полосы на угол 45°, что обеспечивает быстрое уменьшение сечения прокатываемой полосы и, соответственно, уменьшение числа проходов и, как следствие, уменьшение вспомогательного оборудования. Вследствие обновления угла (45°) прокатываемой полосы, она фактически обжимается в четырех направлениях. Для этого в соответствие с калибровкой устанавливают пары секций с валками так, чтобы валки в парах секций были с взаимным наклоном под углом 45°. Поворот пар секций производят при ослаблении стяжных болтов за счет того, что фиксируемые от смещения пар секций выступы и впадины имеют в продольном сечении относительно плоскостей сопряжения секций форму окружности, а в диаметральном сечении форму тела вращения, причем центры осей симметрии выступов и впадин совпадают между собой и с осью прокатки, Заготовка - квадрат через вводную проводку 13 (фиг.1) попадает в калибр валков 3, установленных в расточках 2, где происходит обжатие и получают овал, затем прокатываемая полоса попадает во вторую клеть, образованную парой секций, при этом пара секций повернута относительно предыдущей так, что угол наклона валков относительно предыдущих составляет 45°, получая после обжатия квадрат и т.д. до получения готового квадрата. Отсутствие как таковой операции кантовки упрощает технологию прокатки и уменьшает количество вспомогательного оборудования. Для прокатки круга при использовании заготовки-квадрат, предварительно перед прокаткой овал-круг желательно произвести обновление углов, как и в предыдущем случае, прокатываемой заготовки с последующей прокаткой в парах секций (клетях) с вертикальными и горизонтальными валками. Операцию подготовки блока клетей производят так же как и в предыдущем случае, при прокатке квадрата. Выполнение блока из пар секций и наличие направляющих, на которых установлены стойки с элементами крепления, обеспечивают условие быстрой смены валков вместе с парой секций.
ДивитисяДодаткова інформація
Назва патенту англійськоюBlock of section-rolling mill
Автори англійськоюAleksieienko Heorhii Yakovych, Fylypchenko Hryhorii Tymofiiovych, Pokrovskyi Anatolii Borysovych, Chernenko Anatolii Mykolaiovych
Назва патенту російськоюБлок сортопрокатного стана
Автори російськоюАлексеенко Георгий Яковлевич, Филипченко Григорий Тимофеевич, Покровский Анатолий Борисович, Черненко Анатолий Николаевич
МПК / Мітки
МПК: B21B 1/16, B21B 31/00
Мітки: блок, стану, сортопрокатного
Код посилання
<a href="https://ua.patents.su/4-6881-blok-sortoprokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Блок сортопрокатного стану</a>
Блок робочих клітей безперервного сортового стану
Номер патенту: 568
Опубліковано: 15.12.1993
Автори: Алексєєнко Георгій Якович, Филипченко Григорій Тимофійович, Чумаков Олександр Федорович, Горбов Альберт Володимирович
МПК: B21B 1/16, B21B 31/00
Мітки: безперервного, сортового, клітей, блок, робочих, стану
Формула / Реферат:
Блок рабочих клетей непрерывного сортового стана, включающий попеременно установленные на общей раме кассеты с горизонтальными и вертикальными валками, отличающийся тем, что он выполнен в виде единого разъемного корпуса, в котором ряд кассет, имеющих форму плит, жестко скреплен между собой по плоскостям стыка стяжками с предварительным натягом и имеет сквозные соосные осевые отверстия, в которых установлена привалковая арматура, а в телах...
Шпіндель прокатного стану
Номер патенту: 2457
Опубліковано: 26.12.1994
Автори: Комаров Олександр Миколайович, Украінець Михайло Логвинович, Анікеєнко Ігор Миколайович
МПК: B21B 35/14
Мітки: стану, прокатного, шпиндель
Формула / Реферат:
Шпиндель прокатного стана преимущественно для станов периодической продольной прокатки, включающий вал, обойму, гайку, крышку и установлен-ный между обоймой и валом кольцеобразный вкладыш с модульными зубьями на внешнем и внутреннем диаметрах, взаимодействующий с соответствующими зубьями обоймы и вала, при этом вкладыш ограничен в своем перемещении в осевом направлении, отличающийся тем, что, с целью регулирования взаимного углового...
Чорновий блок прокатних клітей
Номер патенту: 5601
Опубліковано: 28.12.1994
Автори: Афанасьєв Сергій Іванович, Сапригін Хразален Михайлович, Шевчук Генадій Сергійович, Курандо Ігор Григорович, Ющевський Віктор Карлович
МПК: B21B 1/12, B21B 31/00
Мітки: блок, чорновий, прокатних, клітей
Формула / Реферат:
(57) Черновой блок прокатных клетей, содержащий, по меньшей мере, одну клеть с волнообразными валками и одну клеть для выпрямления волнообразной заготовки с гладкими валками, оси которых параллельны осям волнообразных валков, отличающийся тем, что он выполнен в виде, по меньшей мере, двух групп клетей, в каждой из которых между упомянутыми клетями с волнообразными и гладкими валками дополнительно установлена клеть с ящичным калибром, причем...
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Герасименко Володимир Петрович, Коросташевський Павло Володимирович, Коросташевський Володимир Павлович, Пефтієв Володимир Михайлович, Ірха Віктор Миколаєвич, Ісіров Дмитро Іванович, Бойко Володимир Семенович
МПК: C02F 1/00, B01D 21/00
Мітки: безперервного, збору, очистки, ділянки, стану, групи, спосіб, гарячої, стічних, клітей, чистової, вод, прокатки
Формула / Реферат:
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Об’ємний блок
Номер патенту: 4466
Опубліковано: 27.12.1994
Автор: Остромогильский Володимир Миколайович
МПК: E04B 1/348
Формула / Реферат:
Объемный блок, содержащий монолитные рамы и соединенные с ними панели покрытий и перекрытий, отличающийся тем, что в качестве монолитных рам используют цельноформованные элементы замкнутого типа.
Попередній патент: Головне шасі літака
Наступний патент: Сопло для утворення високонапорного струмення рідини
Випадковий патент: Арбалет для підводного полювання