Чорновий блок прокатних клітей
Номер патенту: 5601
Опубліковано: 28.12.1994
Автори: Ющевський Віктор Карлович, Сапригін Хразален Михайлович, Курандо Ігор Григорович, Афанасьєв Сергій Іванович, Шевчук Генадій Сергійович
Формула / Реферат
(57) Черновой блок прокатных клетей, содержащий, по меньшей мере, одну клеть с волнообразными валками и одну клеть для выпрямления волнообразной заготовки с гладкими валками, оси которых параллельны осям волнообразных валков, отличающийся тем, что он выполнен в виде, по меньшей мере, двух групп клетей, в каждой из которых между упомянутыми клетями с волнообразными и гладкими валками дополнительно установлена клеть с ящичным калибром, причем оси валков этой клети перпендикулярны оси валков других клетей группы, и клети каждой группы развернуты вокруг оси прокатки на 90° относительно аналогичных клетей соседней группы, а калибры четных клетей с волнообразными валками выполнены закрытыми.
Текст
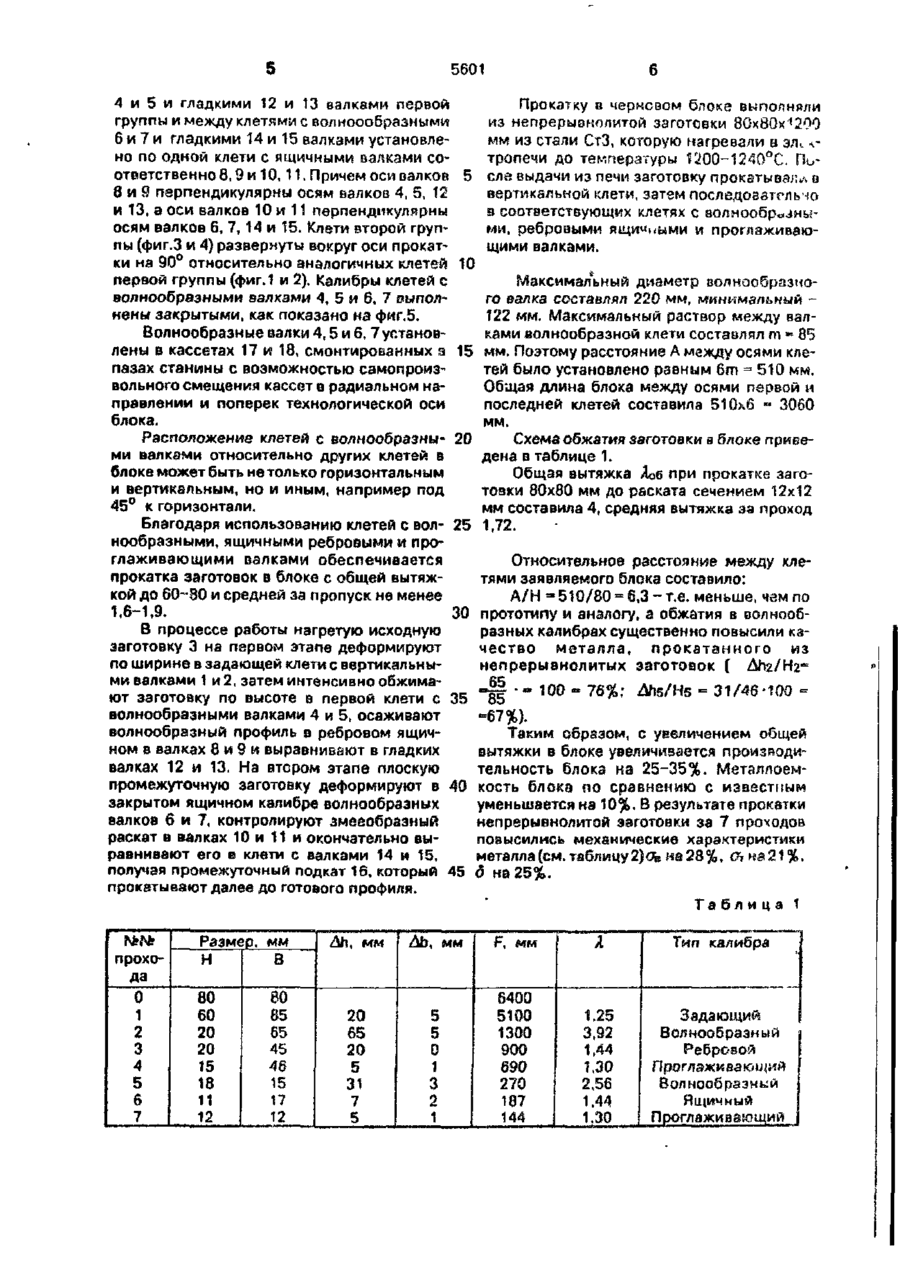
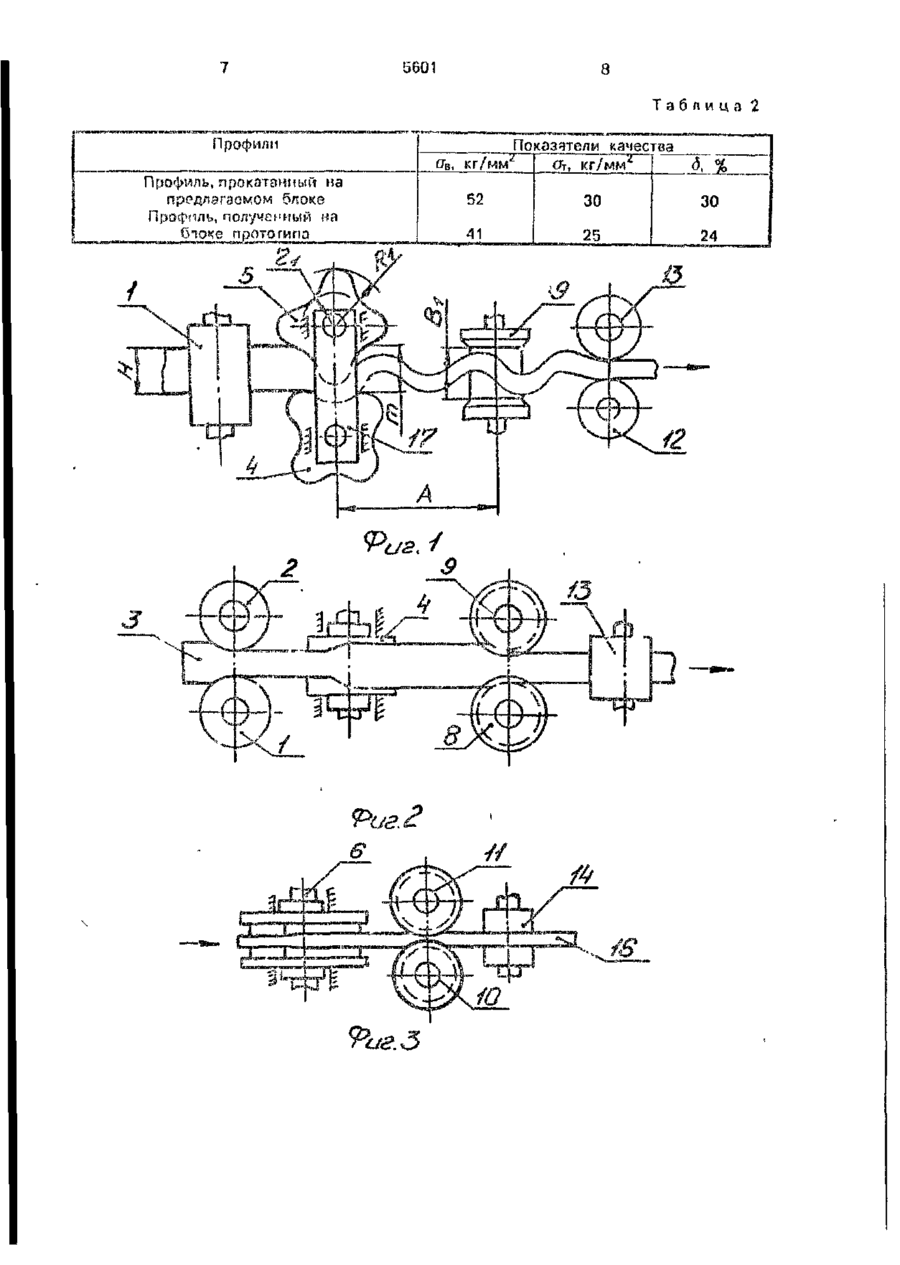
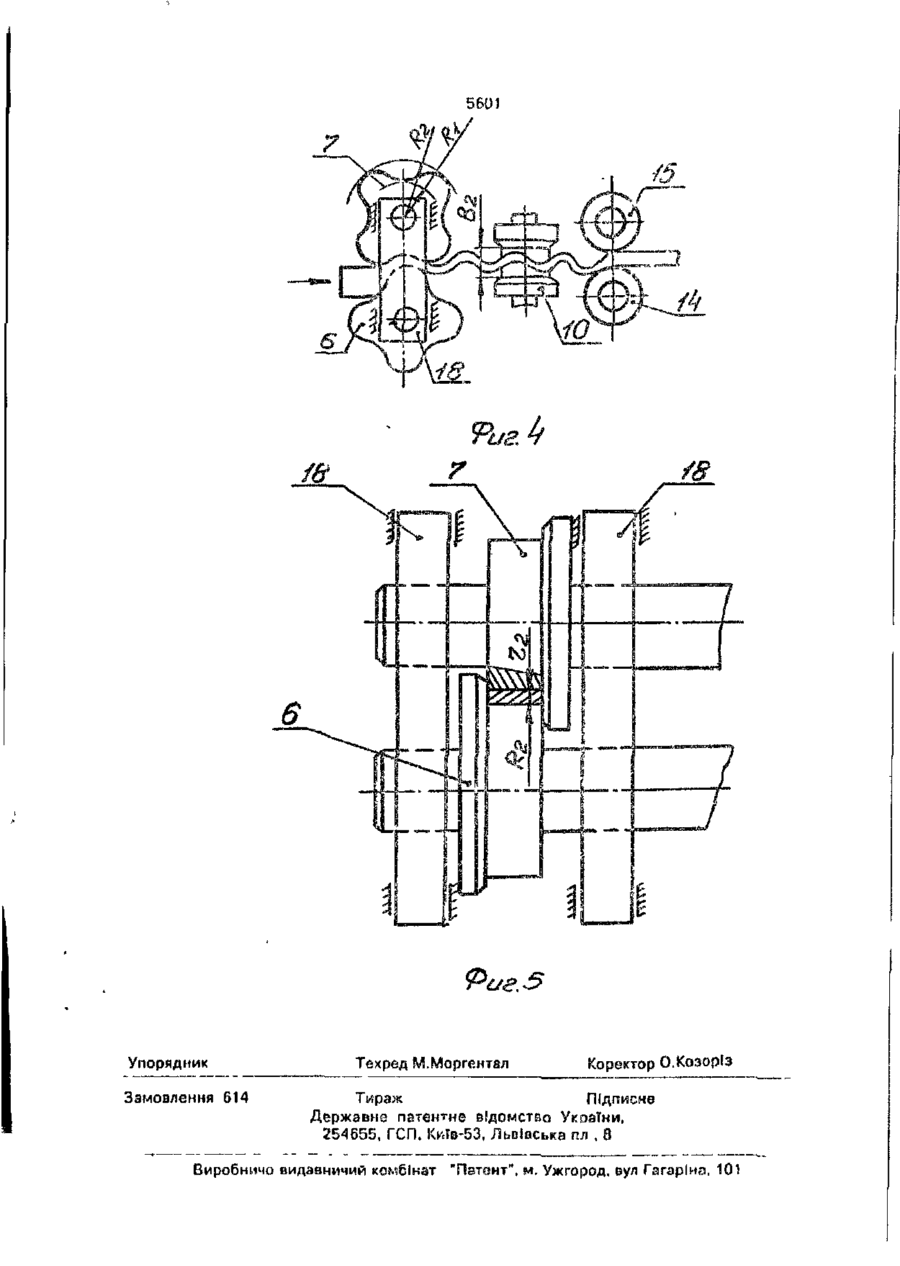
Черновой блок прокатных клетей, содержащий, по меньшей мере, одну клеть с вол - Изобретение относится к обработке металлов давлением и более конкретно, к прокатке профилей преимущественно из непрерывнолитых заготовок и предназначено для выполнения прокатки в клетях с большими (до 40-90°) углами захвата. Известен, выбранный в качестве прототипа, компактный черновой блок фирмы "Помини Фзврел", Италия, состоящий из смонтированных на общей плитозине горизонтальных и вертикальных клетей дуо с гладкими непериодическими валками [1]. Блоки характеризуются попеременные расположением вертикальных и горизонтальных клетей с общим числом б, предназначенных для обжатия исходных заготовок со стороной 120-200 мм. Минимальное расстояние между осями двух клетей с валками диаметром 440-780 мм составляет 1200— • - Р . нообразными валками и одну кяегь для выпрямления волнообразной заготовки с гладкими валками, оси которых параллельны осям волнообразных валков, о т л и ч а ю - щ и й с я тем, что он выполнен в виде, по меньшей мере, двух групп клетей, в каждой из которых между упомянутыми клетями с волнообразными и гладкими валками дополнительно установлена клеть с ящичным калибром, причем оси валков этой 'клети перпендикулярны оси валков других клетей группы, и клети каждой группы развернуты вокруг оси прокатки на 90° относительно аналогичных клетей соседней группы, а калибры четных клетей с волнообразными валками выполнены закрытыми. 1550 ни. По сравнению с первым аналоговом черновой блок компактнее обеспечивает в каждой клети более высокие обжатия: A/D = 2-2,5; А/Н - 7-10; H/D * -0,26; Ah/D-0,13; вытяжка в клети достигает величины 1,4. Однако и этотблскимеетотносительно большую металпоемкость из-за болыиил диаметров валков э КЛЄТРХ ограничено оЬ жатме, что снижает в целом производительность станов при использовании тягкх блоков, ухудшается качество меняла из-за СНИЖеНИЯ ВОЗНаЖНОСТеЙ ЄГО Шр0ра?ОТ!"Л Общими признаками дпя прототипа и заявляемого чернового блока прокати*^ клетей являются: наличие по меньшей мгре одмой клети с волнообразными ватками v одной клегм для выпрямл-зния SOJV ооГірїиной за;стоячи с гладкими валками, оси кого if * 5601 (г-ы.ч парлллелыш осям волнообразных внпков других клетей группы и установка клетей ков Получение требуемого технического рекаждой группы, разпернутой вокруг оси прозультата прг, использовании прототипа катки на 90° относительно аналогичных клеНЄСІОЗМОЖНО ИЗ-ЗЗ ограниченно!! величины тей соседней группы, необходимы для угля ЗЭУОРТП а валках заявляемого блока кле- 5 двусторонней интенсивной прокатки исході ей. ной заготовки валками относительно малого В основу изобретения поставлена зададиаметра с обжатиями, превышающими ча усооершонстзопония чернового блока 65% за каждый проход, и дли уменьшения прокатных клетей за счет дополнительной габаритов блока. установки клети с ящичным калибром и вы- 10 Выполнение калибров клетей с волнообполнения закрытыми калибров с оолнообразными валками закрытыми позволяет наразными палками. Это позволяет резко дежнее удерживать задаваемую п валки увеличить углы захвата валков, интенсифизаготовку (особенно прямоугольную), лучше цировать обжатие заготовок во взаимно стабилизировать прокатку при несоизмериперпендикулярных направлениях и, тем са- 15 мо больших обжатиях, увеличить производимым, повысить производительность стана и тельность процесса, улучшить проработку улучшить качество профилей. металла. Для рзшения поставленной задачи Сущность изобретения поясняется черпредлагаемый черновой блок прокатных тежами, на которых изображено: клетей содержит по меньшей мере одну 20 на фиг.1 - пероэя группа прокатных клеклеть с волнообразными валками и одну тей блока;на фиг.2 - то же, вид сверху; клеть для выпрямления волнообразной загона.фиг.3 - оторая группа клетей блока; товки с гладкими валками, оси которых пана фиг.4 - то же, вид сверху; раллельны осям волнообразных валков. В на фиг.5 - схема закрытого калибра волотличие от прототипа черновой блок выпол- 25 нообразных валков. ней в виде по меньшей мере двух групп Черновой блок прокатных клетей содерклетей, в каждой из которых между упомянужит, по меньшей мере, по одной клети с тыми клетями с волнообразными и гладкими полнообразными валками и по одной клети валками дополнительно установлена клеть с для выпрямления волнообразной заготовки ящичным калибром, Причем оси вал коз этой 30 с гладкими валками, оси которых параллельклети перпендикулярны осям пзлкоо других ны осям волнообразных валков. клетей группы. Клети каждой группы разверБлок включает задающую клеть с вертинуты вокруг оси прокатки на 90° относителькальными гладкими валками 1 и 2, обеспечино аналогичных кпетей соседней группы, а вающий проработку боковых поверхностей калибры клетей с волнообразными валками 35 заготовки 3, подготавливаемой для обжатия выполнены закрытыми. в первой клети с волнообразными валками 4 В результате использования заявляемои 5. Блок снабжен по крайней мере двумя го изобретения достигается технический реклетями с волнообразными валками 4, 5, 6 и зультат, заключающийся в двустороннем 7, с числом волн по образующей поверхноинтенсивном обжатии заготовок в чериоаом 40 сти не превышающим пгпи. Оси валков 4 и 5 блоке клетей с некруглыми валками, оси коодной клети взаимно леппендикулярны торых расположены перпендикулярно отноосям взлков 6 и 7 другой клети. За клетями сительно друг друга, что позволяет повысить с волнообразными валками 4, 5 и 6, 7 устапроизводительности стана и улучшить каченовлены клети с ящичными калибрами соотство готового проката. 45 ветствующих валков В, 9 и 10, 11 Ширина Выполнение чернового блока в виде, по упомянутых калибров составляет *,05-1,25 меньшей мере, доух гпупп клатей, п каждой разности экстремальных радиусов предиз которых между упомянутыми клетями с ыдущих волнообразных валков, т.е. Вт « волнообразными и гладкими валками допол=(1.05-1,25) (Ri - п) и В 2 « (1,05 - 1,25) (R? нительно установлена клеть с ящичным ка- 50 гз). Калибр второй клети с волнообразными либром, позьоляеі продеформироэать валками 6 и 7 гзыполнен закрытым. За клетяполосовой волнообразный раскат еще до его ми с ящичными калибрами смонтированы рззглзживанич. причем со значительно проглаживающие клети с гладкими палками большей поперечной деформацией (в 1,512, 13 и 14, 15 соответственно. Расстояние 2,5 раза), чем ее. выполняли бы на прямоли- 55 между клетями А не превышает шести макнейном полосе а обычном ребровом симальных растворов "гп" волнообразных калибре, *-*то позволяет увеличит*, произвовалков 4, 5 первой клети. дительность блока. Заявляемый блок выполнен в виде, по Выполнение осей валков клети с ящичменьшей мере, двух групп клетей (фиг.1, 2 и ным калибром перпендикулярно осям валфиг.3и4). Между клетями с волнообразными 5601 4 и 5 и гладкими 12 и 13 валками первой Прокатку в черновом блоке выполняли группы и между клетями с волноообразными из непрерывнолитой заготовки 80х80х1200 б и 7 и гладкими 14 и 15 валками установлемм из стали СтЗ, которую нагревали а эл*. *но по одной клети с ящичными валками сотропечи до температуры 12О0-124О°С. Поответственно 8,9 и 10,11, Причем оси валков сле выдачи из печи заготовку прокатывал* Й 8 и 9 перпендикулярны осям валков 4. 5, 12 вертикальной клети, затем последовательчо и 13, а оси валков 10 и 11 перпендикулярны в соответствующих клетях с волнообразныосям валков 6, 7, 14 и 15. Клети второй групми, ребровыми ящи«ными и проглаживаюпы (фиг.З и 4) развернуты вокруг оси прокатщими валками. ки на 90° относительно аналогичных клетей 10 первой группы (фиг.1 и 2). Калибры клетей с Максимальный диаметр волнообразноволнообразными валками 4, 5 и 6, 7 выполго валка составлял 220 мм, минимальный нены закрытыми, как показано на фиг.5. 122 мм. Максимальный раствор между валВолнообразные валки 4,5 и 6, 7 установками волнообразной клети составлял m лены в кассетах 17 и 18, смонтированных а 15 мм. Поэтому расстояние А между осями клетей было установлено равным 6 т = 510 мм. пазах станины с возможностью самопроизОбщая длина блока между осями первой и вольного смещения кассет в радиальном напоследней клетей составила 510x6 - 3060 правлении и поперек технологической оси мм. блока. Схема обжатия заготовки в блоке привеРасположение клетей с волнообразны- 20 дена в таблице 1. ми валками относительно других клетей в Общая вытяжка Аоб при прокатке загоблоке может быть не только горизонтальным товки 80x80 мм до раската сечением 12x12 и вертикальным, но и иным, например под мм составила 4, средняя вытяжка за проход 45° к горизонтали. Благодаря использованию клетей с вол- 25 1,72. нообразными, ящичными ребровыми и проОтносительное расстояние между клеглаживающими валками обеспечивается тями заявляемого блока составило: прокатка заготовок в блоке с общей вытяжкой до 60-80 и средней за пропуск не менее А/Н =510/80 = 6,3-т.е. меньше, чем по 1,6-1,9. 30 прототипу и аналогу, а обжатия в волнообВ процессе работы нагретую исходную разных калибрах существенно повысили казаготовку 3 на первом этапе деформируют чество металла, прокатанного из по ширине в задающей клети с вертикальнынепрерывнолитых заготовок ( Дпг/Нг* 65 ми валками 1 и 2, затем интенсивно обжима100 «76%; Ahs/Hs - 37/46 -too = ют заготовку по высоте в первой клети с 35 85 =67%). волнообразными валками 4 и 5, осаживают Таким образом, с увеличением общей волнообразный профиль в ребровом ящичвытяжки в блоке увеличивается произподином в валках 8 и 9 и выравнивают в гладких тельность блока на 25-35%. Металлоемвалках 12 и 13. На втором этапе плоскую промежуточную заготовку деформируют в 40 кость блока по сравнению с известным закрытом ящичном калибре волнообразных уменьшается на 10%. В результате прокатки валков 6 и 7, контролируют змееобразный непрерывнолитой заготовки за 7 проходов раскат в валках 10 и 11 и окончательно выповысились механические характеристики равнивают его в клети с валками 14 и 15, металла (см. таблицу 2)й» на28%,
ДивитисяДодаткова інформація
Назва патенту англійськоюRoughing block of rolling mills
Автори англійськоюSapryhin Khrazalen Mykhailovych, Afanasiev Serhii Ivanovych, Kurando Ihor Hryhorovych, Shevchuk Henadii Serhiiovych, Yuschevskyi Viktor Karlovych
Назва патенту російськоюЧерновой блок прокатных клетей
Автори російськоюСапрыгин Хразален Михайлович, Афанасьев Сергей Иванович, Курандо Игорь Григорьевич, Шевчук Геннадий Сергеевич, Ющевский Виктор Карлович
МПК / Мітки
МПК: B21B 1/12, B21B 31/00
Мітки: чорновий, блок, клітей, прокатних
Код посилання
<a href="https://ua.patents.su/6-5601-chornovijj-blok-prokatnikh-klitejj.html" target="_blank" rel="follow" title="База патентів України">Чорновий блок прокатних клітей</a>
Блок робочих клітей безперервного сортового стану
Номер патенту: 568
Опубліковано: 15.12.1993
Автори: Алексєєнко Георгій Якович, Горбов Альберт Володимирович, Филипченко Григорій Тимофійович, Чумаков Олександр Федорович
МПК: B21B 1/16, B21B 31/00
Мітки: робочих, стану, безперервного, клітей, блок, сортового
Формула / Реферат:
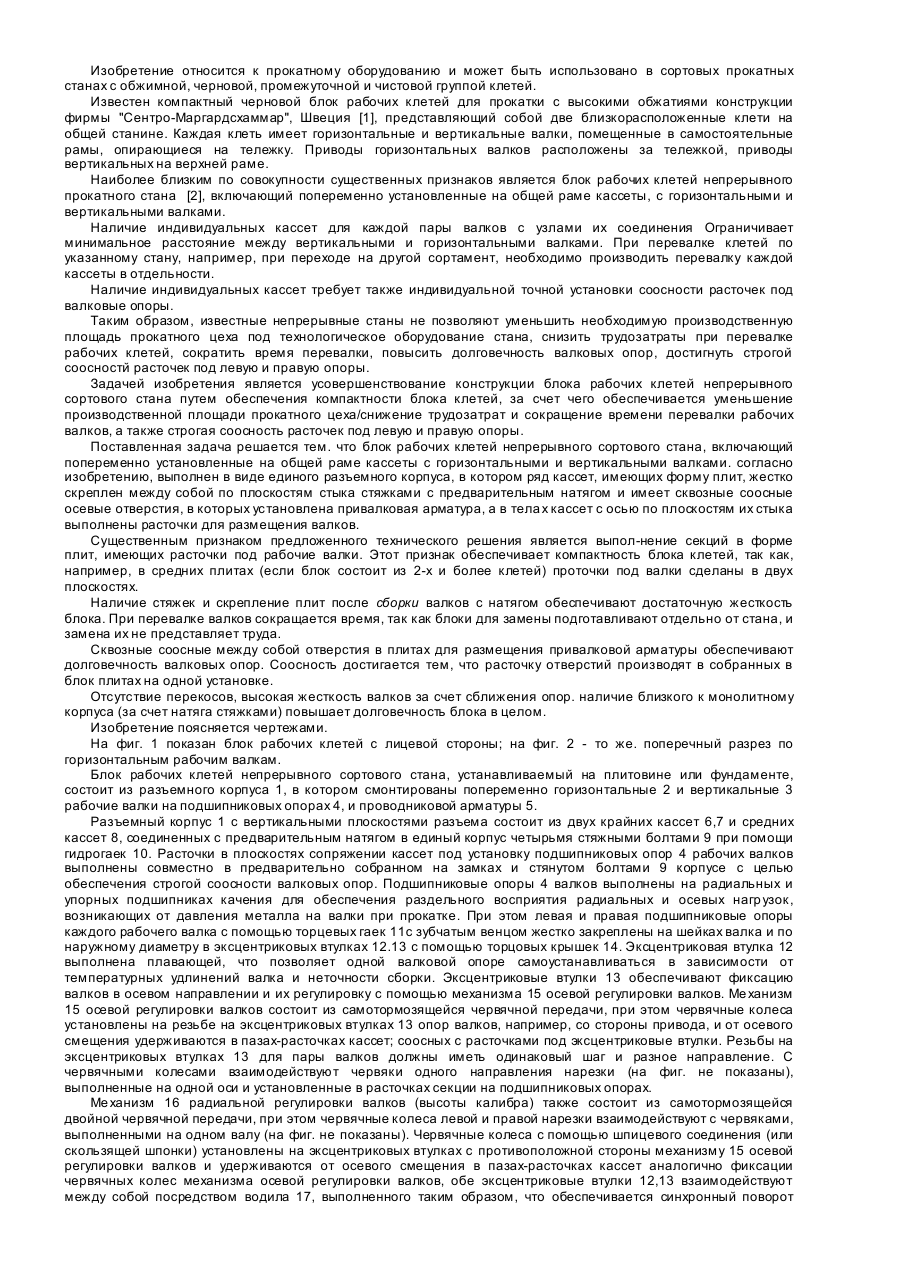
Блок рабочих клетей непрерывного сортового стана, включающий попеременно установленные на общей раме кассеты с горизонтальными и вертикальными валками, отличающийся тем, что он выполнен в виде единого разъемного корпуса, в котором ряд кассет, имеющих форму плит, жестко скреплен между собой по плоскостям стыка стяжками с предварительным натягом и имеет сквозные соосные осевые отверстия, в которых установлена привалковая арматура, а в телах...
Обладнання для перевалювання валків прокатних клітей кварто
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Барикін Віктор Іванович, Федоров Анатолій Михайлович, Ісіров Дмитро Іванович, Руднев Анатолій Юхимович, Коросташевський Павло Володимирович, Голубченко Анатолій Костянтинович, Савенко Юрій Євдокимович, Коросташевський Володимир Павлович
МПК: B21B 37/16
Мітки: валків, клітей, перевалювання, кварто, обладнання, прокатних
Формула / Реферат:
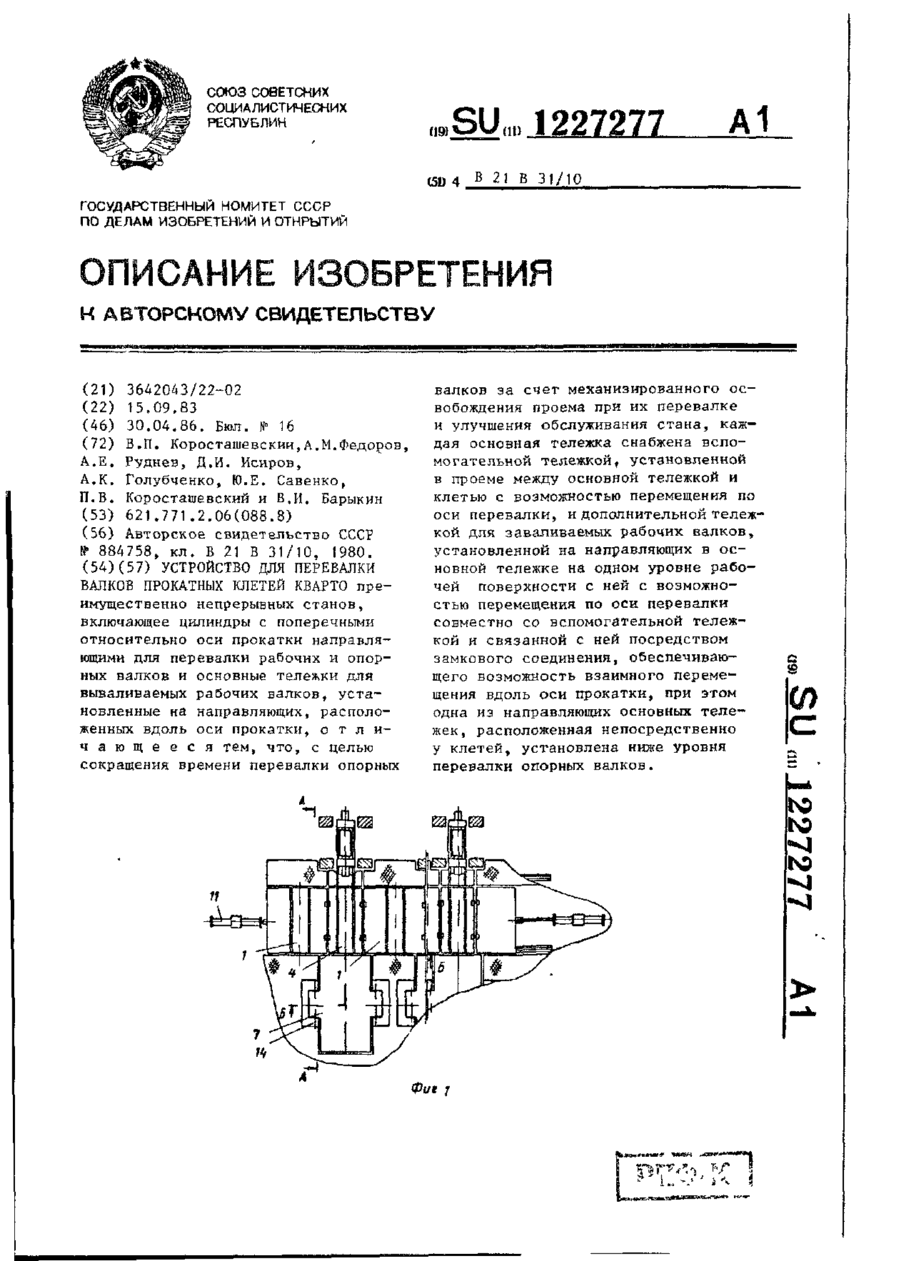
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Коросташевський Володимир Павлович, Коросташевський Павло Володимирович, Герасименко Володимир Петрович, Пефтієв Володимир Михайлович, Ісіров Дмитро Іванович, Бойко Володимир Семенович, Ірха Віктор Миколаєвич
МПК: C02F 1/00, B01D 21/00
Мітки: гарячої, спосіб, стічних, чистової, стану, вод, збору, безперервного, очистки, ділянки, клітей, групи, прокатки
Формула / Реферат:
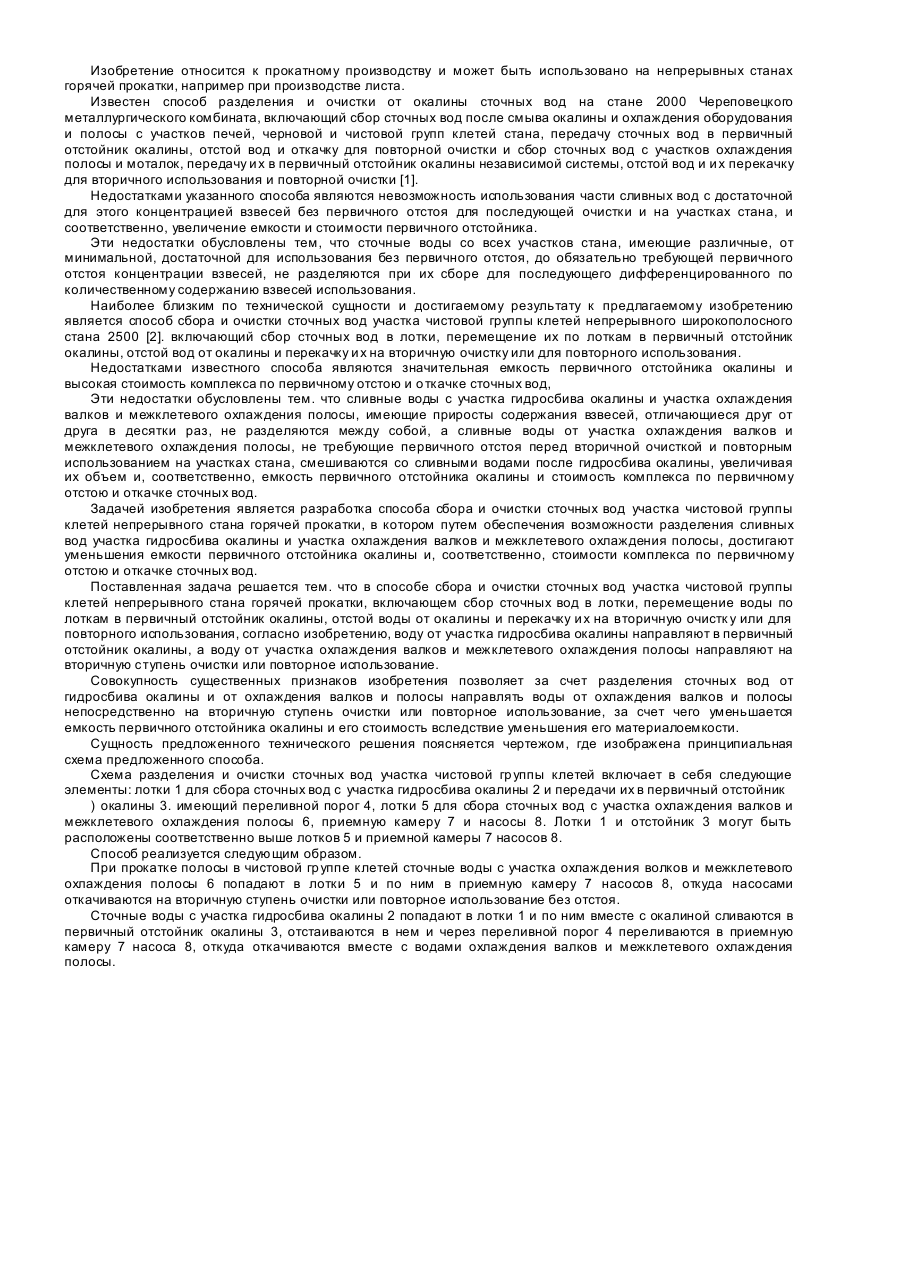
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Марченко Віктор Семенович, Калужський Володимир Борисович, Здибель Микола Маркович
МПК: B21D 5/06
Мітки: гнутих, виготовлення, спосіб, профілей
Формула / Реферат:
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Каплан Володимир Нусійович, Крамарь Віктор Григорович, Кошелев Олександр Євдокимович, Худанов Володимир Констянтинович, Фалькович Валерій Михайлович, Кац Григорій Аронович, Шмельцер Іван Іванович
МПК: B22D 11/16
Мітки: заготовок, спосіб, розкроєм, зливка, машини, безперервного, лиття, управління
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Попередній патент: Очисник головок коренеплодів від гички на корені
Наступний патент: Пристрій для селективного плазмаферезу
Випадковий патент: Пресерви з оселедця у гірчично-медовому соусі