Спосіб виготовлення поглинаючого стержневого елемента ядерного реактора
Формула / Реферат
1. Спосіб виготовлення поглинаючого стержневого елемента ядерного реактора, який включає формування обхоплюючої ділянки на стаканоподібній кінцевій деталі, формування обхопленої ділянки на гафнієвому стержні у вигляді кільцевих поперемінних виступів та канавок, з'єднання зварюванням кінцевої деталі з боку обхоплюючої ділянки із стержнем, а з боку днища - з оболонкою, заповненою нейтронопоглинаючим матеріалом, який відрізняється тим, що на зовнішній бічній поверхні обхоплюючої ділянки кінцевої деталі формують ділянку з поперемінних кільцевих виступів та канавок із кроком, який дорівнює кроку поперемінних канавок та виступів на гафнієвому стержні, стержень розміщують у кінцевій деталі так, щоб його кільцеві канавки були розташовані напроти кільцевих виступів кінцевої деталі, причому кільцеві канавки на гафнієвому стержні створюють глибиною, більшою за половину товщини оболонки, а обхоплюючу ділянку кінцевої деталі та обхоплену ділянку стержня створюють такими, щоб виконувалась умова:
4Sоб/pd2£(D2к-D2вн)/d2£кsст/sоб,
де Sоб - площа поперечного перерізу оболонки, d - діаметр канавки на стержні, Dк - діаметр канавки на кінцевій деталі, Dвн - внутрішній діаметр кінцевої деталі, к=(1,0…2,8), sст і sоб - значення границі міцності відповідно матеріалів стержня та оболонки.
2. Спосіб за п. 1, який відрізняється тим, що з'єднання кінцевої деталі із стержнем здійснюють шляхом розплавлення кінцевої деталі у місцях виступів.
Текст
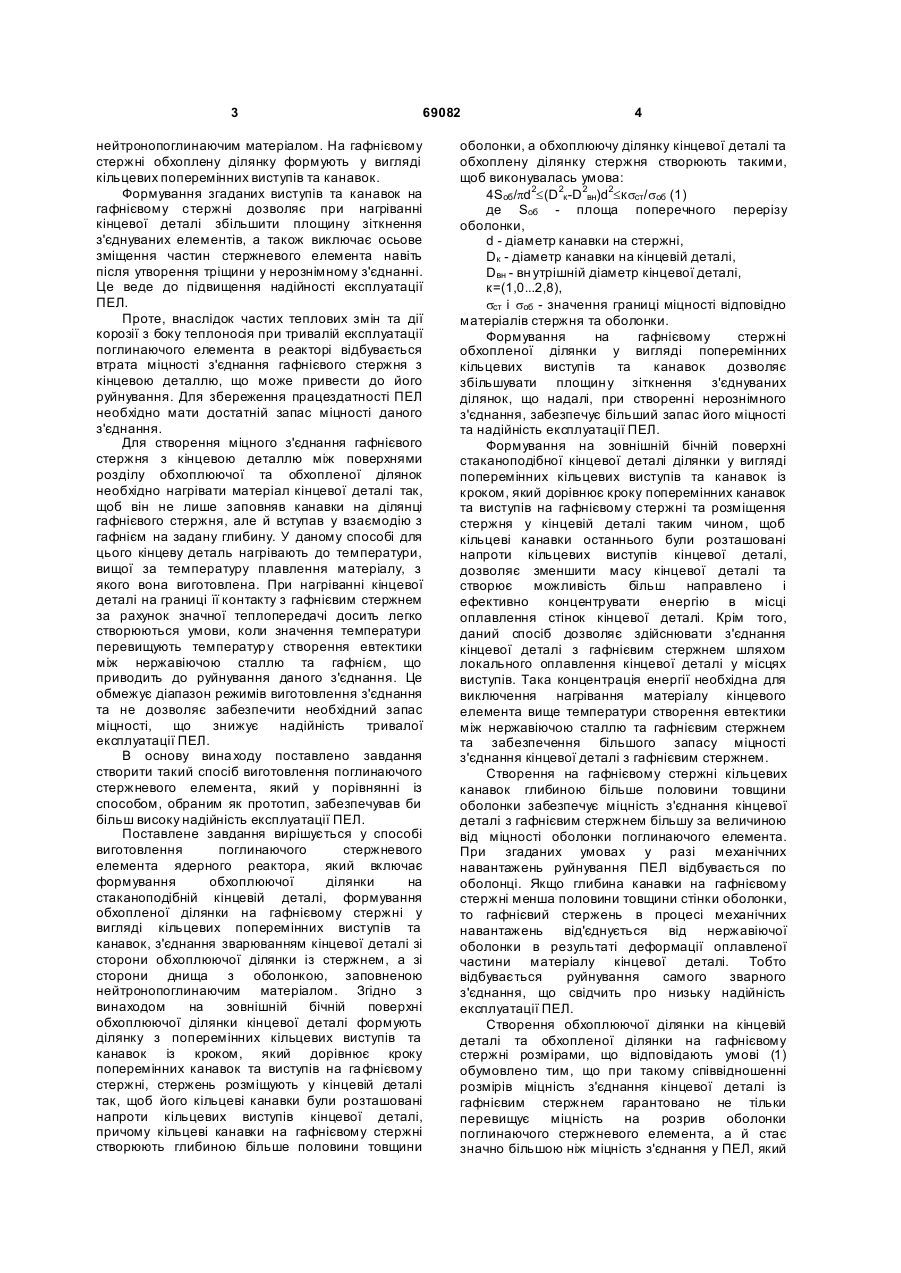
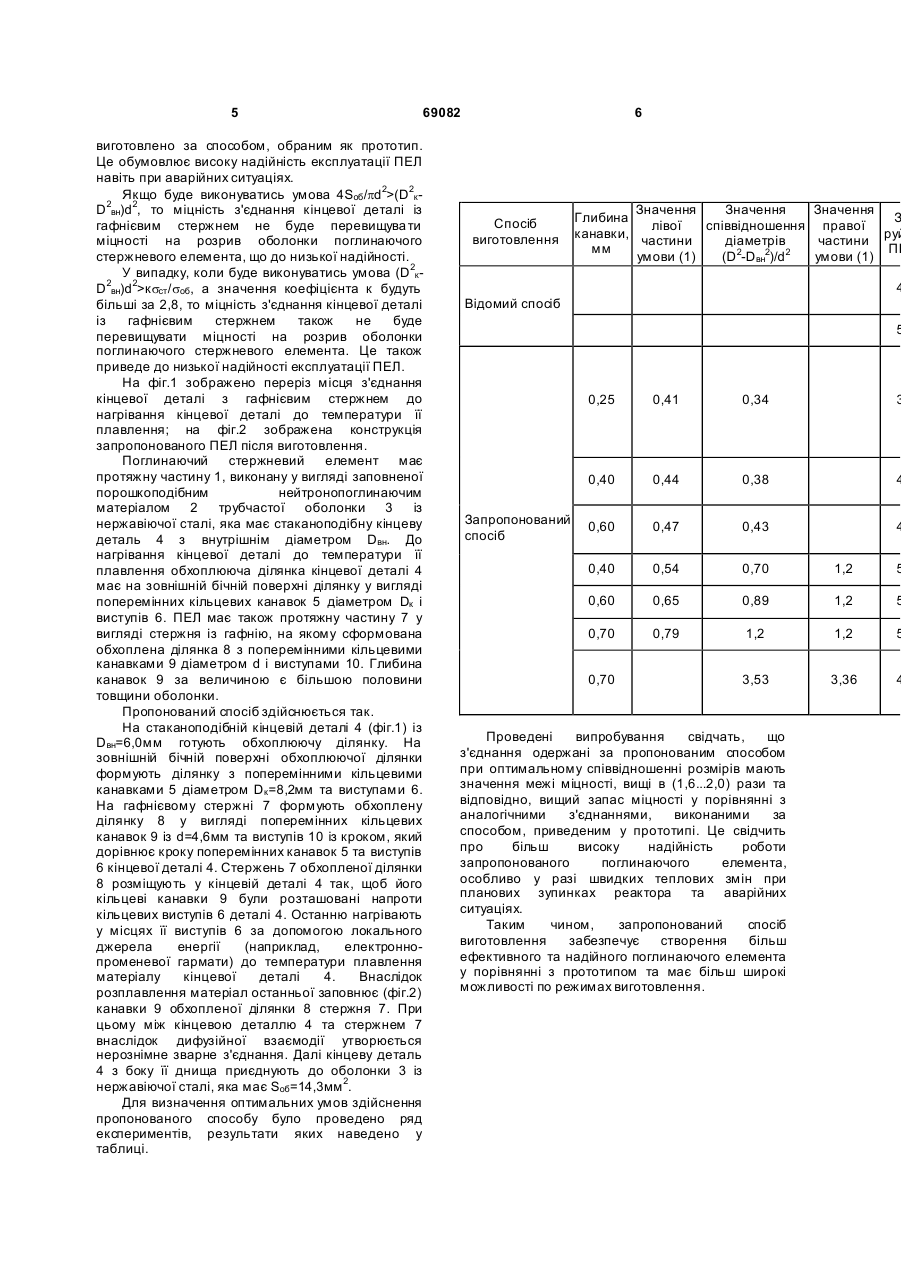
1. Спосіб виготовлення поглинаючого стержневого елемента ядерного реактора, який включає формування обхоплюючої ділянки на стаканоподібній кінцевій деталі, формування обхопленої ділянки на гафнієвому стержні у вигляді кільцевих поперемінних виступів та канавок, з'єднання зварюванням кінцевої деталі з боку обхоплюючої ділянки із стержнем, а з боку днища з оболонкою, заповненою нейтронопоглинаючим матеріалом, який відрізняє ться тим, що на зовнішній бічній поверхні обхоплюючої ділянки кінцевої деталі формують ділянку з поперемінних кільцевих виступів та канавок із кроком, який дорівнює кроку C2 2 (19) 1 3 69082 нейтронопоглинаючим матеріалом. На гафнієвому стержні обхоплену ділянку формують у вигляді кільцевих поперемінних виступів та канавок. Формування згаданих виступів та канавок на гафнієвому стержні дозволяє при нагріванні кінцевої деталі збільшити площину зіткнення з'єднуваних елементів, а також виключає осьове зміщення частин стержневого елемента навіть після утворення тріщини у нерознімному з'єднанні. Це веде до підвищення надійності експлуатації ПЕЛ. Проте, внаслідок частих теплових змін та дії корозії з боку теплоносія при тривалій експлуатації поглинаючого елемента в реакторі відбувається втрата міцності з'єднання гафнієвого стержня з кінцевою деталлю, що може привести до його руйнування. Для збереження працездатності ПЕЛ необхідно мати достатній запас міцності даного з'єднання. Для створення міцного з'єднання гафнієвого стержня з кінцевою деталлю між поверхнями розділу обхоплюючої та обхопленої ділянок необхідно нагрівати матеріал кінцевої деталі так, щоб він не лише заповняв канавки на ділянці гафнієвого стержня, але й вступав у взаємодію з гафнієм на задану глибину. У даному способі для цього кінцеву деталь нагрівають до температури, вищої за температуру плавлення матеріалу, з якого вона виготовлена. При нагріванні кінцевої деталі на границі її контакту з гафнієвим стержнем за рахунок значної теплопередачі досить легко створюються умови, коли значення температури перевищують температур у створення евтектики між нержавіючою сталлю та гафнієм, що приводить до руйнування даного з'єднання. Це обмежує діапазон режимів виготовлення з'єднання та не дозволяє забезпечити необхідний запас міцності, що знижує надійність тривалої експлуатації ПЕЛ. В основу вина ходу поставлено завдання створити такий спосіб виготовлення поглинаючого стержневого елемента, який у порівнянні із способом, обраним як прототип, забезпечував би більш високу надійність експлуатації ПЕЛ. Поставлене завдання вирішується у способі виготовлення поглинаючого стержневого елемента ядерного реактора, який включає формування обхоплюючої ділянки на стаканоподібній кінцевій деталі, формування обхопленої ділянки на гафнієвому стержні у вигляді кільцевих поперемінних виступів та канавок, з'єднання зварюванням кінцевої деталі зі сторони обхоплюючої ділянки із стержнем, а зі сторони днища з оболонкою, заповненою нейтронопоглинаючим матеріалом. Згідно з винаходом на зовнішній бічній поверхні обхоплюючої ділянки кінцевої деталі формують ділянку з поперемінних кільцевих виступів та канавок із кроком, який дорівнює кроку поперемінних канавок та виступів на га фнієвому стержні, стержень розміщують у кінцевій деталі так, щоб його кільцеві канавки були розташовані напроти кільцевих виступів кінцевої деталі, причому кільцеві канавки на гафнієвому стержні створюють глибиною більше половини товщини 4 оболонки, а обхоплюючу ділянку кінцевої деталі та обхоплену ділянку стержня створюють такими, щоб виконувалась умова: 4Sоб /pd2£(D2к -D2вн)d2£кsст/sоб (1) де Sоб - площа поперечного перерізу оболонки, d - діаметр канавки на стержні, Dк - діаметр канавки на кінцевій деталі, Dвн - вн утрішній діаметр кінцевої деталі, к=(1,0...2,8), sст і sоб - значення границі міцності відповідно матеріалів стержня та оболонки. Формування на гафнієвому стержні обхопленої ділянки у вигляді поперемінних кільцевих виступів та канавок дозволяє збільшувати площин у зіткнення з'єднуваних ділянок, що надалі, при створенні нерознімного з'єднання, забезпечує більший запас його міцності та надійність експлуатації ПЕЛ. Формування на зовнішній бічній поверхні стаканоподібної кінцевої деталі ділянки у вигляді поперемінних кільцевих виступів та канавок із кроком, який дорівнює кроку поперемінних канавок та виступів на гафнієвому стержні та розміщення стержня у кінцевій деталі таким чином, щоб кільцеві канавки останнього були розташовані напроти кільцевих виступів кінцевої деталі, дозволяє зменшити масу кінцевої деталі та створює можливість більш направлено і ефективно концентрувати енергію в місці оплавлення стінок кінцевої деталі. Крім того, даний спосіб дозволяє здійснювати з'єднання кінцевої деталі з гафнієвим стержнем шляхом локального оплавлення кінцевої деталі у місцях виступів. Така концентрація енергії необхідна для виключення нагрівання матеріалу кінцевого елемента вище температури створення евтектики між нержавіючою сталлю та гафнієвим стержнем та забезпечення більшого запасу міцності з'єднання кінцевої деталі з гафнієвим стержнем. Створення на гафнієвому стержні кільцевих канавок глибиною більше половини товщини оболонки забезпечує міцність з'єднання кінцевої деталі з гафнієвим стержнем більшу за величиною від міцності оболонки поглинаючого елемента. При згаданих умовах у разі механічних навантажень руйнування ПЕЛ відбувається по оболонці. Якщо глибина канавки на гафнієвому стержні менша половини товщини стінки оболонки, то гафнієвий стержень в процесі механічних навантажень від'єднується від нержавіючої оболонки в результаті деформації оплавленої частини матеріалу кінцевої деталі. Тобто відбувається руйнування самого зварного з'єднання, що свідчить про низьку надійність експлуатації ПЕЛ. Створення обхоплюючої ділянки на кінцевій деталі та обхопленої ділянки на гафнієвому стержні розмірами, що відповідають умові (1) обумовлено тим, що при такому співвідношенні розмірів міцність з'єднання кінцевої деталі із гафнієвим стержнем гарантовано не тільки перевищує міцність на розрив оболонки поглинаючого стержневого елемента, а й стає значно більшою ніж міцність з'єднання у ПЕЛ, який 5 69082 виготовлено за способом, обраним як прототип. Це обумовлює високу надійність експлуатації ПЕЛ навіть при аварійних ситуаціях. Якщо буде виконуватись умова 4Sоб /pd2>(D2к 2 D вн)d2, то міцність з'єднання кінцевої деталі із гафнієвим стержнем не буде перевищува ти міцності на розрив оболонки поглинаючого стержневого елемента, що до низької надійності. У випадку, коли буде виконуватись умова (D2к 2 D вн)d2>кsст/sоб , а значення коефіцієнта к будуть більші за 2,8, то міцність з'єднання кінцевої деталі із гафнієвим стержнем також не буде перевищувати міцності на розрив оболонки поглинаючого стержневого елемента. Це також приведе до низької надійності експлуатації ПЕЛ. На фіг.1 зображено переріз місця з'єднання кінцевої деталі з гафнієвим стержнем до нагрівання кінцевої деталі до температури її плавлення; на фіг.2 зображена конструкція запропонованого ПЕЛ після виготовлення. Поглинаючий стержневий елемент має протяжну частину 1, виконану у вигляді заповненої порошкоподібним нейтронопоглинаючим матеріалом 2 трубчастої оболонки 3 із нержавіючої сталі, яка має стаканоподібну кінцеву деталь 4 з внутрішнім діаметром Dвн. До нагрівання кінцевої деталі до температури її плавлення обхоплююча ділянка кінцевої деталі 4 має на зовнішній бічній поверхні ділянку у вигляді поперемінних кільцевих канавок 5 діаметром Dк і виступів 6. ПЕЛ має також протяжну частину 7 у вигляді стержня із гафнію, на якому сформована обхоплена ділянка 8 з поперемінними кільцевими канавками 9 діаметром d і виступами 10. Глибина канавок 9 за величиною є більшою половини товщини оболонки. Пропонований спосіб здійснюється так. На стаканоподібній кінцевій деталі 4 (фіг.1) із Dвн=6,0мм готують обхоплюючу ділянку. На зовнішній бічній поверхні обхоплюючої ділянки формують ділянку з поперемінними кільцевими канавками 5 діаметром Dк =8,2мм та виступами 6. На гафнієвому стержні 7 формують обхоплену ділянку 8 у вигляді поперемінних кільцевих канавок 9 із d=4,6мм та виступів 10 із кроком, який дорівнює кроку поперемінних канавок 5 та виступів 6 кінцевої деталі 4. Стержень 7 обхопленої ділянки 8 розміщують у кінцевій деталі 4 так, щоб його кільцеві канавки 9 були розташовані напроти кільцевих виступів 6 деталі 4. Останню нагрівають у місцях її виступів 6 за допомогою локального джерела енергії (наприклад, електроннопроменевої гармати) до температури плавлення матеріалу кінцевої деталі 4. Внаслідок розплавлення матеріал останньої заповнює (фіг.2) канавки 9 обхопленої ділянки 8 стержня 7. При цьому між кінцевою деталлю 4 та стержнем 7 внаслідок дифузійної взаємодії утворюється нерознімне зварне з'єднання. Далі кінцеву деталь 4 з боку її днища приєднують до оболонки 3 із нержавіючої сталі, яка має Sоб =14,3мм 2. Для визначення оптимальних умов здійснення пропонованого способу було проведено ряд експериментів, результати яких наведено у таблиці. 6 Спосіб виготовлення Значення Значення Значення Глибина З лівої співвідношення правої канавки, руй частини діаметрів частини мм ПЕ умови (1) (D2-Dвн2)/d2 умови (1) 4 Відомий спосіб 5 0,25 0,34 3 0,40 0,44 0,38 4 0,60 0,47 0,43 4 0,40 0,54 0,70 1,2 5 0,60 0,65 0,89 1,2 5 0,70 Запропонований спосіб 0,41 0,79 1,2 1,2 5 3,53 3,36 4 0,70 Проведені випробування свідчать, що з'єднання одержані за пропонованим способом при оптимальному співвідношенні розмірів мають значення межі міцності, вищі в (1,6...2,0) рази та відповідно, вищий запас міцності у порівнянні з аналогічними з'єднаннями, виконаними за способом, приведеним у прототипі. Це свідчить про більш високу надійність роботи запропонованого поглинаючого елемента, особливо у разі швидких теплових змін при планових зупинках реактора та аварійних ситуаціях. Таким чином, запропонований спосіб виготовлення забезпечує створення більш ефективного та надійного поглинаючого елемента у порівнянні з прототипом та має більш широкі можливості по режимах виготовлення. 7 69082 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of absorbing rod element of nuclear reactor
Автори англійськоюBielash Mykola Mykolaiovych
Назва патенту російськоюСпособ изготовления поглощающего стержневого элемента ядерного реактора
Автори російськоюБелаш Николай Николаевич
МПК / Мітки
МПК: G21C 21/00, G21C 7/08
Мітки: виготовлення, елемента, поглинаючого, стержневого, ядерного, спосіб, реактора
Код посилання
<a href="https://ua.patents.su/4-69082-sposib-vigotovlennya-poglinayuchogo-sterzhnevogo-elementa-yadernogo-reaktora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поглинаючого стержневого елемента ядерного реактора</a>
Ядерний реактор, активна зона ядерного реактора, спосіб управління активною зоною ядерного реактора, осередок “ядро-оболонка” паливних елементів ядерного реактора
Номер патенту: 42847
Опубліковано: 15.11.2001
Автор: Радковскі Елвін
Мітки: ядерного, паливних, осередок, реактор, ядро-оболонка, управління, ядерний, елементів, зона, зоною, активною, спосіб, активна, реактора
Формула / Реферат:
1. Ядерний реактор, що включає активну зону з великою кількістю осередків "ядро-оболонка", причому кожен з осередків "ядро-оболонка" має центральну зону ядра, яка містить паливні елементи ядра, виготовлені зі здатного до ядерного розпаду матеріалу, що включає U-235, U-238, та сповільнювач, і кільцеподібну зону оболонки, яка оточує зону ядра і містить паливні елементи оболонки, які включають торій і збагачений уран або їх...
Поглинальний стержневий елемент ядерного реактора (варіанти)
Номер патенту: 76216
Опубліковано: 17.07.2006
Автори: Бєлаш Микола Миколайович, Красноруцький Володимир Семенович
МПК: G21C 21/00, G21C 7/08
Мітки: ядерного, елемент, стержневий, варіанти, поглинальний, реактора
Формула / Реферат:
1. Поглинальний стержневий елемент ядерного реактора, що містить з'єднані між собою дві частини, одна з яких має заповнену нейтронопоглинальним матеріалом трубчасту оболонку, з'єднану із кінцевою деталлю, яка має обхоплену ділянку та виконана із нержавіючої сталі, а друга частина виготовлена у вигляді стержня із гафнію з охоплюючою ділянкою для кінцевої деталі та співвісно прикріплена до кінцевої деталі з утворенням нерознімного з'єднання,...
Поглинаючий елемент ядерного реактора
Номер патенту: 11357
Опубліковано: 15.12.2005
Автори: Красноруцький Володимир Семенович, Бєлаш Микола Миколайович, Михайлов Микола Олександрович
МПК: G21C 7/08
Мітки: елемент, ядерного, поглинаючий, реактора
Формула / Реферат:
1. Поглинаючий елемент ядерного реактора, що містить оболонку, що герметизується верхньою і нижньою кінцевими деталями, верхній та нижній газозбірники, вміщений усередину оболонки поглинаючий матеріал на основі бору, відокремлений від газозбірників газопроникними вставками та втулку із гафнію, поширену на всю довжину нижнього газозбірника, який відрізняється тим, що оболонка виконана із матеріалу на основі одного з перехідних елементів, які...
Поглинаючий стержневий елемент ядерного реактора (варіанти)
Номер патенту: 738
Опубліковано: 15.03.2001
Автори: Татаринов Володимир Романович, Красноруцький Володимир Семенович, Чернов Петро Анатолійович
МПК: G21C 7/08
Мітки: ядерного, поглинаючий, елемент, стержневий, реактора, варіанти
Формула / Реферат:
1. Поглинаючий стержневий елемент ядерного реактора, який містить сполучені між собою принаймні дві протяжні частини, одна з яких містить нейтронопоглинаючий матеріал та оснащена кінцевою деталлю, яка має обхоплену ділянку з бічною поверхнею та виконана з нержавіючої сталі, а друга частина виконана з гафнію, має відповідну обхоплюючу ділянку з внутрішньою бічною поверхнею та співвісно прикріплена до згаданої кінцевої деталі з утворенням...
Пасивна система охолодження захисної оболонки ядерного реактора
Номер патенту: 1464
Опубліковано: 15.10.2002
Автори: Ніщик Олександр Павлович, Письменний Євген Миколайович, Гершуні Олександр Наумович
МПК: G21C 15/18, G21C 15/00
Мітки: система, оболонки, ядерного, охолодження, реактора, захисної, пасивна
Формула / Реферат:
Пасивна система охолодження захисної оболонки ядерного реактора, що містить ядерний реактор, корпус захисної оболонки і пасивні елементи, яка відрізняється тим, що пасивні елементи виконані як блок теплових труб, випаровувальні ділянки яких вмонтовано в корпус захисної оболонки, а конденсуючі ділянки під'єднані до блока радіаторів, розміщеного в навколишньому середовищі.
Попередній патент: Агоністи альфа-рецепторів, активованих проліфератором пероксисом
Наступний патент: Водостійка вибухова речовина україніт-гр і спосіб її виготовлення (варіанти)
Випадковий патент: Накопичувальний вагон з вимірювальним пристроєм