Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах
Номер патенту: 69285
Опубліковано: 25.04.2012
Автори: Шевченко Вадим Володимирович, Філіпова Марина В'ячеславівна, Ревенко Ірина Володимирівна
Формула / Реферат
Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах, який полягає в зміні режимів різання в функції вимірювальних в процесі обробки сигналів термоерс, потужності різання та пружних переміщень технологічної системи, який відрізняється тим, що з метою підвищення точності та продуктивності обробки, відокремлюють постійні та складові сигналів, при цьому по постійних складових формують керуючі програми на зміну режимів різання, а змінні перетворюють у взаємокорелюючі функції та зчитують величини цих функцій, на основі яких формують корегуючі функції на зміну режимів різання та керують приводами станка.
Текст
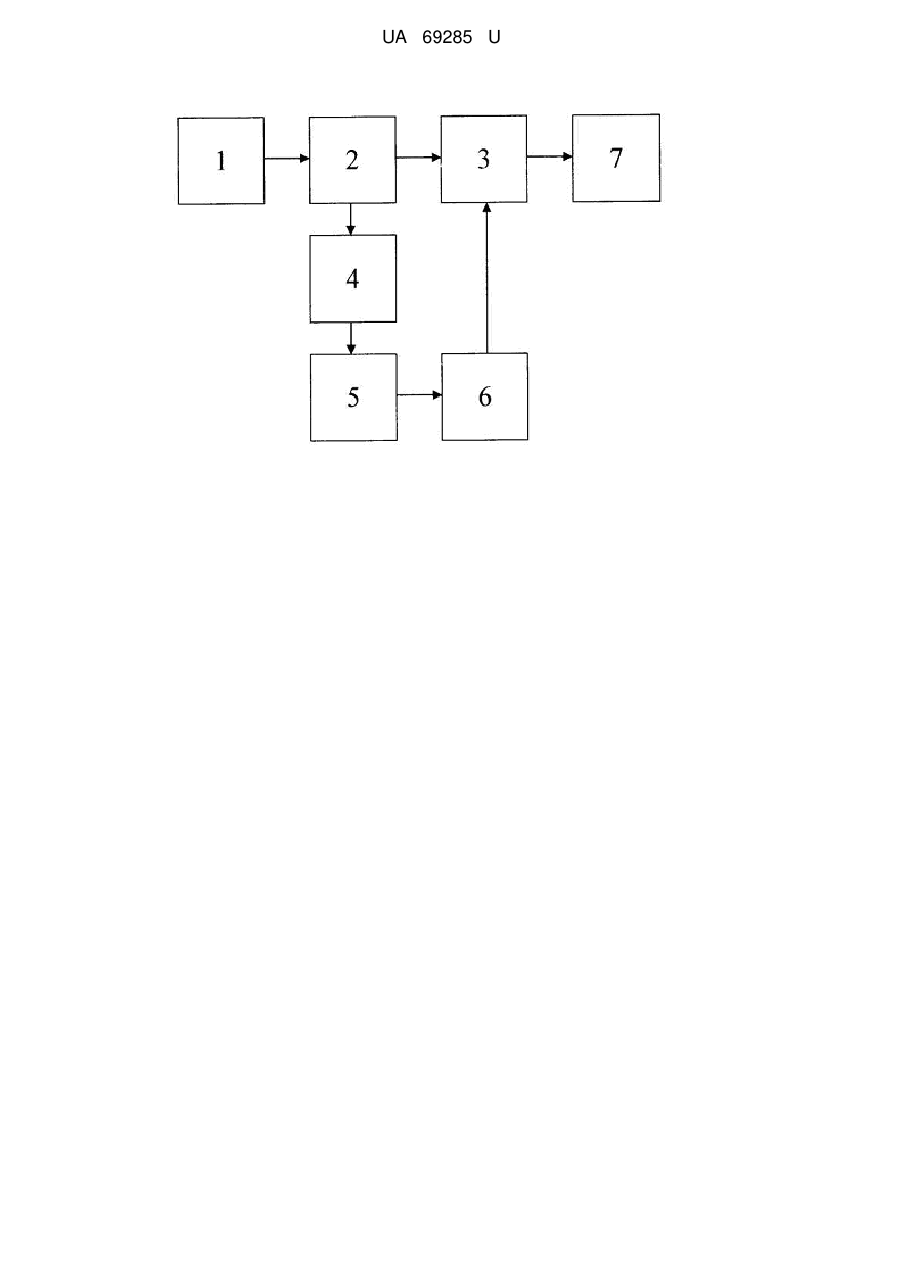
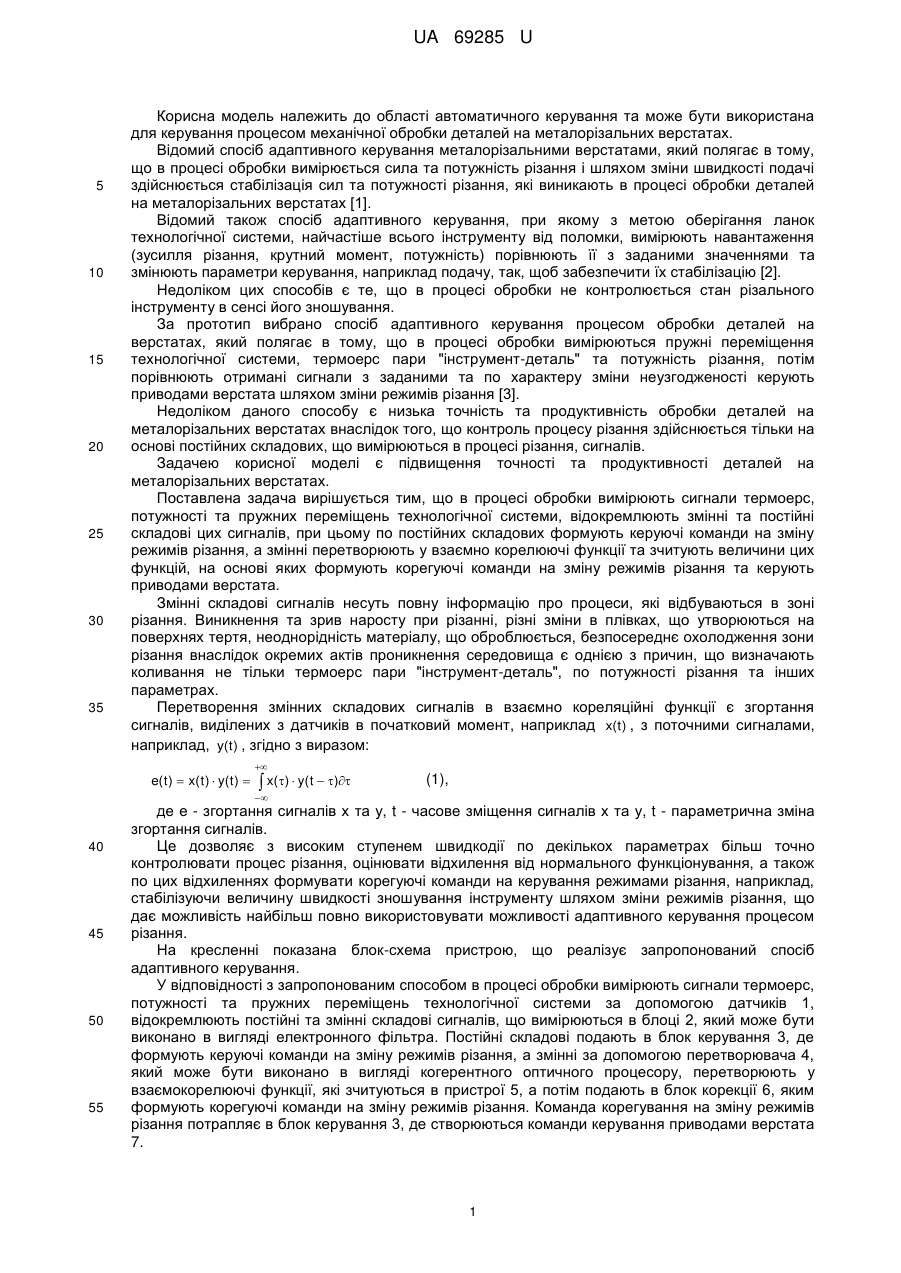
Реферат: Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах, який полягає в зміні режимів різання в функції вимірювальних в процесі обробки сигналів термоерс, потужності різання та пружних переміщень технологічної системи. З метою підвищення точності та продуктивності обробки, відокремлюють постійні та складові сигналів, при цьому по постійних складових формують керуючі програми на зміну режимів різання, а змінні перетворюють у взаємокорелюючі функції та зчитують величини цих функцій, на основі яких формують корегуючі функції на зміну режимів різання та керують приводами станка. UA 69285 U (12) UA 69285 U UA 69285 U 5 10 15 20 25 30 35 Корисна модель належить до області автоматичного керування та може бути використана для керування процесом механічної обробки деталей на металорізальних верстатах. Відомий спосіб адаптивного керування металорізальними верстатами, який полягає в тому, що в процесі обробки вимірюється сила та потужність різання і шляхом зміни швидкості подачі здійснюється стабілізація сил та потужності різання, які виникають в процесі обробки деталей на металорізальних верстатах [1]. Відомий також спосіб адаптивного керування, при якому з метою оберігання ланок технологічної системи, найчастіше всього інструменту від поломки, вимірюють навантаження (зусилля різання, крутний момент, потужність) порівнюють її з заданими значеннями та змінюють параметри керування, наприклад подачу, так, щоб забезпечити їх стабілізацію [2]. Недоліком цих способів є те, що в процесі обробки не контролюється стан різального інструменту в сенсі його зношування. За прототип вибрано спосіб адаптивного керування процесом обробки деталей на верстатах, який полягає в тому, що в процесі обробки вимірюються пружні переміщення технологічної системи, термоерс пари "інструмент-деталь" та потужність різання, потім порівнюють отримані сигнали з заданими та по характеру зміни неузгодженості керують приводами верстата шляхом зміни режимів різання [3]. Недоліком даного способу є низька точність та продуктивність обробки деталей на металорізальних верстатах внаслідок того, що контроль процесу різання здійснюється тільки на основі постійних складових, що вимірюються в процесі різання, сигналів. Задачею корисної моделі є підвищення точності та продуктивності деталей на металорізальних верстатах. Поставлена задача вирішується тим, що в процесі обробки вимірюють сигнали термоерс, потужності та пружних переміщень технологічної системи, відокремлюють змінні та постійні складові цих сигналів, при цьому по постійних складових формують керуючі команди на зміну режимів різання, а змінні перетворюють у взаємно корелюючі функції та зчитують величини цих функцій, на основі яких формують корегуючі команди на зміну режимів різання та керують приводами верстата. Змінні складові сигналів несуть повну інформацію про процеси, які відбуваються в зоні різання. Виникнення та зрив наросту при різанні, різні зміни в плівках, що утворюються на поверхнях тертя, неоднорідність матеріалу, що оброблюється, безпосереднє охолодження зони різання внаслідок окремих актів проникнення середовища є однією з причин, що визначають коливання не тільки термоерс пари "інструмент-деталь", по потужності різання та інших параметрах. Перетворення змінних складових сигналів в взаємно кореляційні функції є згортання сигналів, виділених з датчиків в початковий момент, наприклад x(t) , з поточними сигналами, наприклад, y(t) , згідно з виразом: e( t ) x( t ) y( t ) x() y(t ) (1), 40 45 50 55 де e - згортання сигналів x та y, t - часове зміщення сигналів x та y, t - параметрична зміна згортання сигналів. Це дозволяє з високим ступенем швидкодії по декількох параметрах більш точно контролювати процес різання, оцінювати відхилення від нормального функціонування, а також по цих відхиленнях формувати корегуючі команди на керування режимами різання, наприклад, стабілізуючи величину швидкості зношування інструменту шляхом зміни режимів різання, що дає можливість найбільш повно використовувати можливості адаптивного керування процесом різання. На кресленні показана блок-схема пристрою, що реалізує запропонований спосіб адаптивного керування. У відповідності з запропонованим способом в процесі обробки вимірюють сигнали термоерс, потужності та пружних переміщень технологічної системи за допомогою датчиків 1, відокремлюють постійні та змінні складові сигналів, що вимірюються в блоці 2, який може бути виконано в вигляді електронного фільтра. Постійні складові подають в блок керування 3, де формують керуючі команди на зміну режимів різання, а змінні за допомогою перетворювача 4, який може бути виконано в вигляді когерентного оптичного процесору, перетворюють у взаємокорелюючі функції, які зчитуються в пристрої 5, а потім подають в блок корекції 6, яким формують корегуючі команди на зміну режимів різання. Команда корегування на зміну режимів різання потрапляє в блок керування 3, де створюються команди керування приводами верстата 7. 1 UA 69285 U 5 10 15 20 Використання запропонованого способу дозволяє з високим ступенем точності по ряду параметрів отримати більш точну інформацію про швидкість зношення різального інструменту в процесі обробки та тим самим найбільш повно використовувати інструмент за його властивостями стійкості, що в кінцевому результаті дозволяє підвищити продуктивність обробки деталей на верстатах в 1,6-1,8 разу та знизити собівартість на 30-50 %. 1. Патент США. G05B13/00 Adaptive control system for numerically controlled machine tools / Richard A. Mathias, Lyle С Adams, Edward N. Miller, №4078195. Заявл. 13.02.1976. Опубл. 07.03.1978. 2. Каминская В.В. Направление развития адаптивных систем для станков с ЧПУ // Станки и инструмент. - М.: Станкин, 1973, № 3, с. 3. 3. Соломенцев Ю.М. Основы автоматизации машиностроительного производства. М.: Высш. шк., 2000, 450 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах, який полягає в зміні режимів різання в функції вимірювальних в процесі обробки сигналів термоерс, потужності різання та пружних переміщень технологічної системи, який відрізняється тим, що з метою підвищення точності та продуктивності обробки, відокремлюють постійні та складові сигналів, при цьому по постійних складових формують керуючі програми на зміну режимів різання, а змінні перетворюють у взаємокорелюючі функції та зчитують величини цих функцій, на основі яких формують корегуючі функції на зміну режимів різання та керують приводами станка. 25 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adaptive control of processing parts on machine tools
Автори англійськоюShevchenko Vadym Volodymyrovych, Filipova Maryna Viacheslavivna, Revenko Iryna Volodymyrivna
Назва патенту російськоюСпособ адаптивного управления процессом обработки деталей на металлорежущих станках
Автори російськоюШевченко Вадим Владимирович, Филипова Марина Вячеславовна, Ревенко Ирина Владимировна
МПК / Мітки
Мітки: процесом, деталей, металорізальних, керування, адаптивного, спосіб, обробки, верстатах
Код посилання
<a href="https://ua.patents.su/4-69285-sposib-adaptivnogo-keruvannya-procesom-obrobki-detalejj-na-metalorizalnikh-verstatakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах</a>
Спосіб обробки високоточних деталей на верстатах з чпк
Номер патенту: 82468
Опубліковано: 25.04.2008
Автори: Торлін Вадім Миколайович, Кіяшко Лариса Олександрівна
МПК: G05B 19/18, B23Q 15/00
Мітки: обробки, верстатах, чпк, деталей, спосіб, високоточних
Формула / Реферат:
Спосіб обробки високоточних деталей на верстатах з ЧПК, що включає вимірювання температури різання, який відрізняється тим, що при проведенні кожного попереднього проходу по результатах вимірювання температури різання в оперативній пам'яті пристрою ЧПК розраховують температуру деталі та величину її теплового розширення, а за результатами цих розрахунків коректують положення інструмента для проведення наступного проходу.
Спосіб підвищення точності обробки на металорізальних верстатах
Номер патенту: 61344
Опубліковано: 17.11.2003
Автори: Бабін Олег Фавієвич, Мельник Максим Сергойович, Ковальов Віктор Дмитрович
МПК: B23Q 35/00, B23Q 33/00
Мітки: обробки, точності, металорізальних, верстатах, спосіб, підвищення
Формула / Реферат:
Спосіб підвищення точності обробки на металорізальних верстатах, при якому під час обробки виконується корекція взаємного положення інструмента і виробу - у напрямку виконуваного розміру за допомогою приводу подачі на значення, що отримане на підставі попередніх вимірів похибок реальної поверхні, який відрізняється тим, що вимірюється реальна поверхня заготовки, а значення корекції отримується як різниця між поточною глибиною різання,...
Система адаптивного керування процесом різання
Номер патенту: 15659
Опубліковано: 17.07.2006
Автори: Любас Андрій Валентинович, Шевченко Вадим Володимирович
МПК: B23Q 15/00
Мітки: процесом, різання, керування, система, адаптивного
Формула / Реферат:
Система адаптивного керування процесом різання, що містить струмознімач зв'язаний з різальним інструментом та датчиком ЕРС різання, який послідовно з'єднаний з пристроєм порівняння, до якого підключено пристрій задавання оптимального значення ЕРС різання, блоком керування режимами різання, при цьому система оснащена блоком вимірювання шорсткості, котрий містить послідовно з'єднані лінзу, модулятор, фотоприймач інфрачервоного випромінювання,...
Пристрій для адаптивного керування процесом металообробки
Номер патенту: 35845
Опубліковано: 16.04.2001
Автор: Коцюбинський Віктор Семенович
МПК: G05B 13/02
Мітки: пристрій, керування, процесом, металообробки, адаптивного
Формула / Реферат:
Пристрій для адаптивного керування процесом металообробки, до складу якого входить блок завдання, вихід якого з'єднаний з першим входом суматора , вихід суматора з'єднаний зі входом електроприводу подачі, підключеного виходом зі входом датчика швидкості подачі, і зі входом редуктора приводу подачі, вихід редуктора з'єднаний із верстатом, який містить електродвигун приводе шпинделя верстати, який містить датчик потужності, вихід якого...
Спосіб автоматичного керування процесом обробки
Номер патенту: 44267
Опубліковано: 25.09.2009
Автори: Катрук Орест Вікторович, Юр'єв Максим Віталійович, Вислоух Сергій Петрович
МПК: B23B 1/00
Мітки: автоматичного, керування, спосіб, процесом, обробки
Формула / Реферат:
Спосіб автоматичного керування процесом обробки, який полягає в тому, що проводять вимірювання вхідних та вихідних прямих і непрямих параметрів процесу обробки і на підставі аналізу результатів визначають залежності параметрів якості поверхні від режимів обробки і на їх основі корегують швидкість або подачу різання, який відрізняється тим, що як непрямий параметр контролю процесу обробки, який відповідає заданим параметрам якості обробленої...
Попередній патент: Індукторний трифазний різнополюсний вентильний генератор
Наступний патент: Електророзрядна ексиплексна лампа з випромінюванням у синьо-зеленій області спектра
Випадковий патент: Спосіб сольвентного фракціонування для одержання мезофазної смоли (варіанти)