Спосіб розігріву футеровки металургійних ковшів
Номер патенту: 6936
Опубліковано: 31.03.1995
Автори: Городецький Олександр Аркадійович, Петренко Людмила Абрамівна, Щербін Арнольд Іванович, Аріст Леонід Михайлович, Яровинський Юхим Абович, Чорний Олександр Михайлович
Формула / Реферат
(57) Способ разогрева футеровки металлургических ковшей, включающий подачу ковша под крышку с горелкой и вытяжным узлом, нагрев футеровки путем сжигания газа в емкости ковша и отвод продуктов горения, отличающийся тем, что зазор между ковшом и крышкой перекрывают сплошной перегородкой, нагревают футеровку до 1200°С в течение 20-30 мин., после чего перегородку извлекают.
Текст
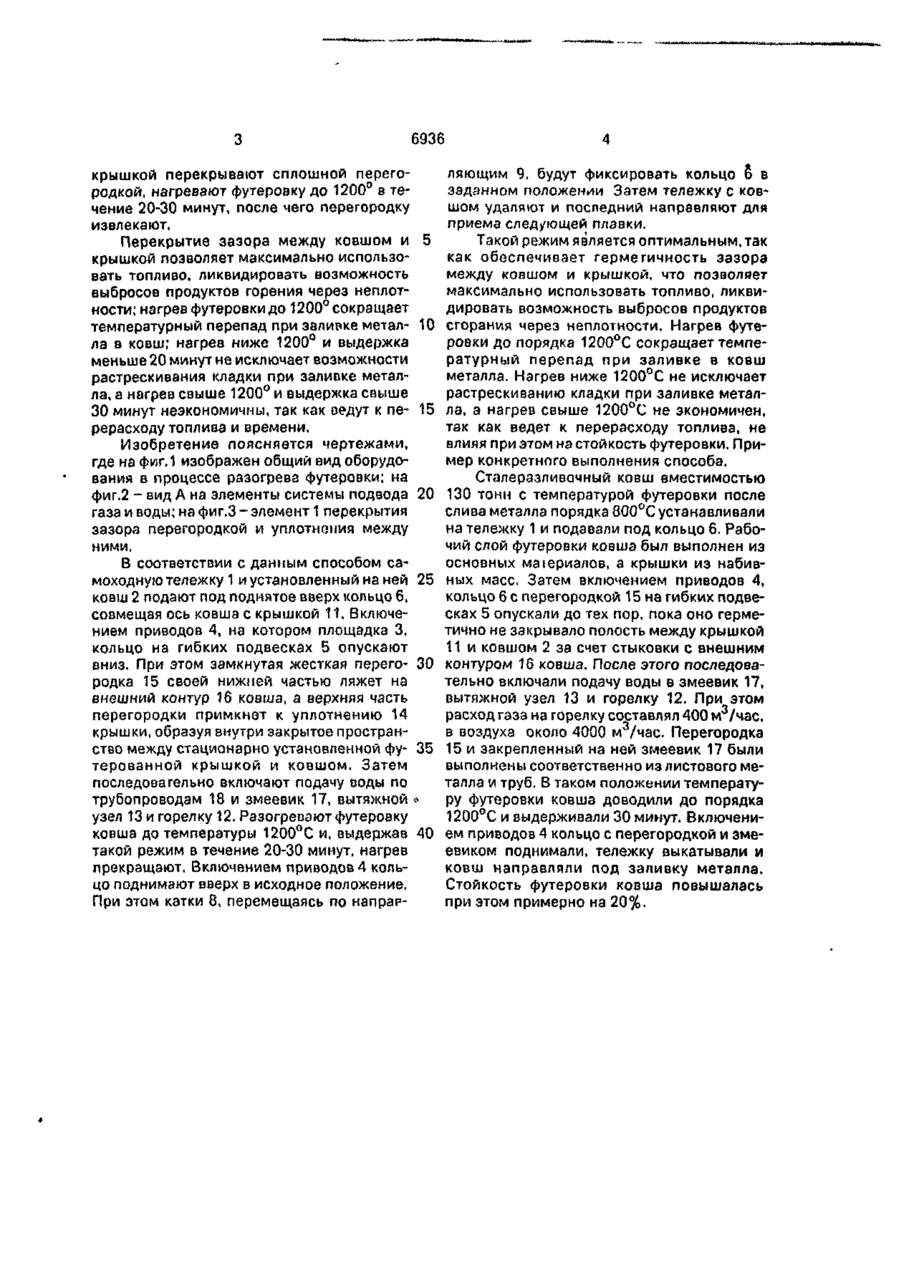
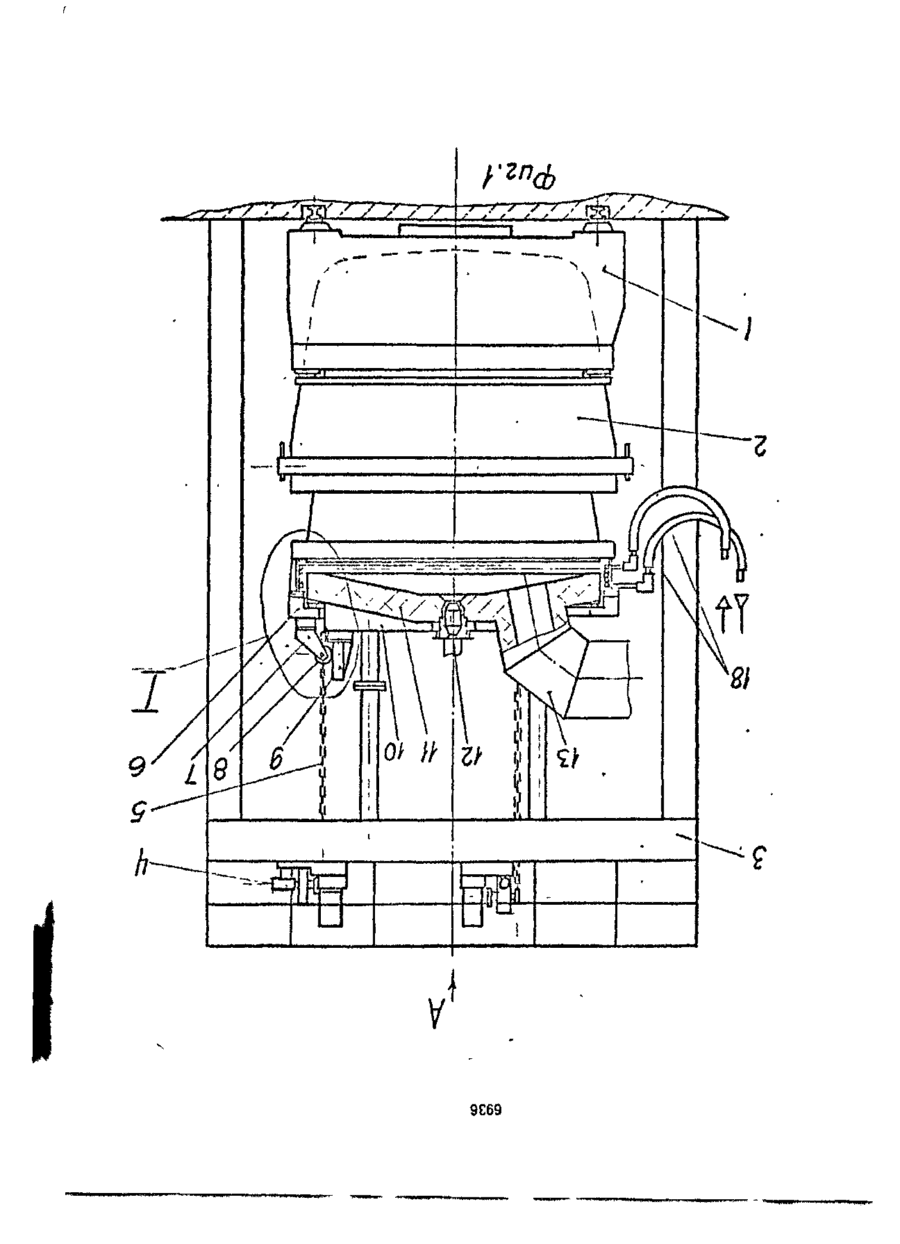
Способ разогрева футеровки металлургических ковшей, включающий подачу ковша под крышку с горелкой и вытяжным узлом, нагрев футеровки путем сжигания газа в емкости ковша и отвод продуктов горения, о т л и ч а ю щ и й с я тем, что зазор между ковшом и крышкой перекрывают сплошной перегородкой, нагревают футеровку до 1200°С в течение 20-30 мин., после чего перегородку извлекают. | С > Изобретение относится к металлургии, преимущественно к сталеплавильному производству, и может быть использовано для разогрева футеровки ковшей, Известен способ сушки и разогрева футеровки ковшей, согласно которому ковш подают под крышку, опускают ее и сжиганием газа сушат и разогревают его футеровку [1]. Известен также способ нагрева футеровки ковша, по которому разогрев футеровки ведут путем подачи ковша под крышку с последующим сжиганием газа и отводом продуктов горения через крышку [2]. Недостатками известных технических решений являются низкая эффективность процесса разогрева футеровки. Это объясняется тем, что при эксплуатации необходимо поднимать и опускать тяжеловесную крышку с газоотводами, воздухоподводами и системой удаления продуктов горения. При этом не обеспечивается плотность меж ду крышкой и ковшом, что приводит к потерям тепла, выбросам продуктов горения и к подсосам воздуха В основу изобретения поставлена задача усовершенствовать способ разогрева футеровки металлургических ковшей путем перекрытия зазора между ковшом и крышкой при нагреве футеровки в оптимальном режиме, что обеспечивает герметизацию зоны между ковшом и крышкой и, таким образом, исключение теплопотерь и вредных подсосов воздуха, что и позволяет сократить время на догрев футеровки, а также способствует улучшению экологической обстановки. Поставленная задача решается тем, что в способе разогрева футеровки металлургических ковшей, включающем подачу ковша под крышку с горелкой и вытяжным узлом, нагрев футеровки путем сжигания газа в емкости ковша и отвод продуктов горения, согласно изобретению, зазор между ковшом и о •о со о О З 6936 крышкой перекрывают сплошной перегородкой, нагревают футеровку до 1200° в течение 20-30 минут, после чего перегородку извлекают. Перекрытие зазора между ковшом и 5 крышкой позволяет максимально использовать топливо, ликвидировать возможность выбросов продуктов горения через неплотности; нагрев футеровки до 1200° сокращает температурный перепад при заливке метал- 10 ла в ковш; нагрев ниже 1200° и выдержка меньше 20 минут не исключает возможности растрескивания кладки при заливке металла, а нагрев свыше 1200° и выдержка свыше 30 минут неэкономичны, так как ведут к пе- 15 рерасходу топлива и времени. Изобретение поясняется чертежами, где на фиг.1 изображен общий вид оборудования в процессе разогрева футеровки; на фиг.2 - вид А на элементы системы подвода 20 газа и воды; на фиг.З - элемент 1 перекрытия зазора перегородкой и уплотнония между ними. В соответствии с данным способом самоходную тележку 1 и установленный на ней 25 ковш 2 подают под поднятое вверх кольцо 6, совмещая ось ковша с крышкой 11. Включением приводов 4, на котором площадка 3, кольцо на гибких подвесках 5 опускают вниз. При этом замкнутая жесткая перего- 30 родка 15 своей нижней частью ляжет на внешний контур 16 ковша, а верхняя часть перегородки примкнет к уплотнению 14 крышки, образуя внутри закрытое пространство между стационарно установленной фу- 35 терованной крышкой и ковшом. Затем последовательно включают подачу воды по трубопроводам 18 и змеевик 17, вытяжной с узел 13 и горелку 12. Разогревают футеровку ковша до температуры 1200°С и, выдержав 40 такой режим в течение 20-30 минут, нагрев прекращают. Включением приводов 4 кольцо поднимают вверх в исходное положение. При этом катки 8, перемещаясь по напрар ляющим 9. будут фиксировать кольцо $ в заданном положении Затем тележку с ковшом удаляют и последний направляют для приема следующей плавки. Такой режим является оптимальным, так как обеспечивает герметичность зазора между ковшом и крышкой, что позволяет максимально использовать топливо, ликвидировать возможность выбросов продуктов сгорания через неплотности. Нагрев футеровки до порядка 1200°С сокращает температурный перепад при заливке в ковш металла. Нагрев ниже 1200°С не исключает растрескиванию кладки при заливке металла, а нагрев свыше 1200°С не экономичен, так как ведет к перерасходу топлива, не влияя при этом на стойкость футеровки. Пример конкретного выполнения способа, Сталеразливочный ковш вместимостью 130 тонн с температурой футеровки после слива металла порядка 800°С устанавливали на тележку 1 и подавали под кольцо 6. Рабочий слой футеровки ковша был выполнен из основных маїериалов, а крышки из набивных масс. Затем включением приводов 4, кольцо 6 с перегородкой 15 на гибких подвесках 5 опускали до тех пор, пока оно герметично не закрывало полость между крышкой 11 и ковшом 2 за счет стыковки с внешним контуром 16 ковша. После этого последовательно включали подачу воды в змеевик 17, вытяжной узел 13 и горелку 12. При этом расход газа на горелку составлял 400 м 3 /час, в воздуха около 4000 м /час. Перегородка 15 и закрепленный на ней змеевик 17 были выполнены соответственно из листового металла и труб. В таком положении температуру футеровки ковша доводили до порядка 1200°С и выдерживали 30 минут. Включением приводов 4 кольцо с перегородкой и змеевиком поднимали, тележку выкатывали и ковш направляли под заливку металла. Стойкость футеровки ковша повышалась при этом примерно на 20%. h 9E69 6936 ВидЛ Упорядник Замовлення 4506 Техред М.Моргентал Коректор А. Козоріз Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл м 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of warming-up of the lining of metallurgical ladles
Автори англійськоюArist Leonid Mykhailovych, Scherbin Arnold Ivanovych, Yarovynskyi Yukhym Abovych, Chornyi Oleksandr Mykhailovych, Horodetskyi Oleksandr Arkadiiovych, Petrenko Liudmyla Abramivna
Назва патенту російськоюСпособ разогрева футеровки металлургических ковшей
Автори російськоюАрист Леонид Михайлович, Щербин Арнольд Иванович, Яровинский Ефим Абович, Черный Александр Михайлович, Городецкий Александр Аркадьевич, Петренко Людмила Абрамовна
МПК / Мітки
МПК: B22D 41/00
Мітки: спосіб, металургійних, футеровки, розігріву, ковшів
Код посилання
<a href="https://ua.patents.su/4-6936-sposib-rozigrivu-futerovki-metalurgijjnikh-kovshiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб розігріву футеровки металургійних ковшів</a>
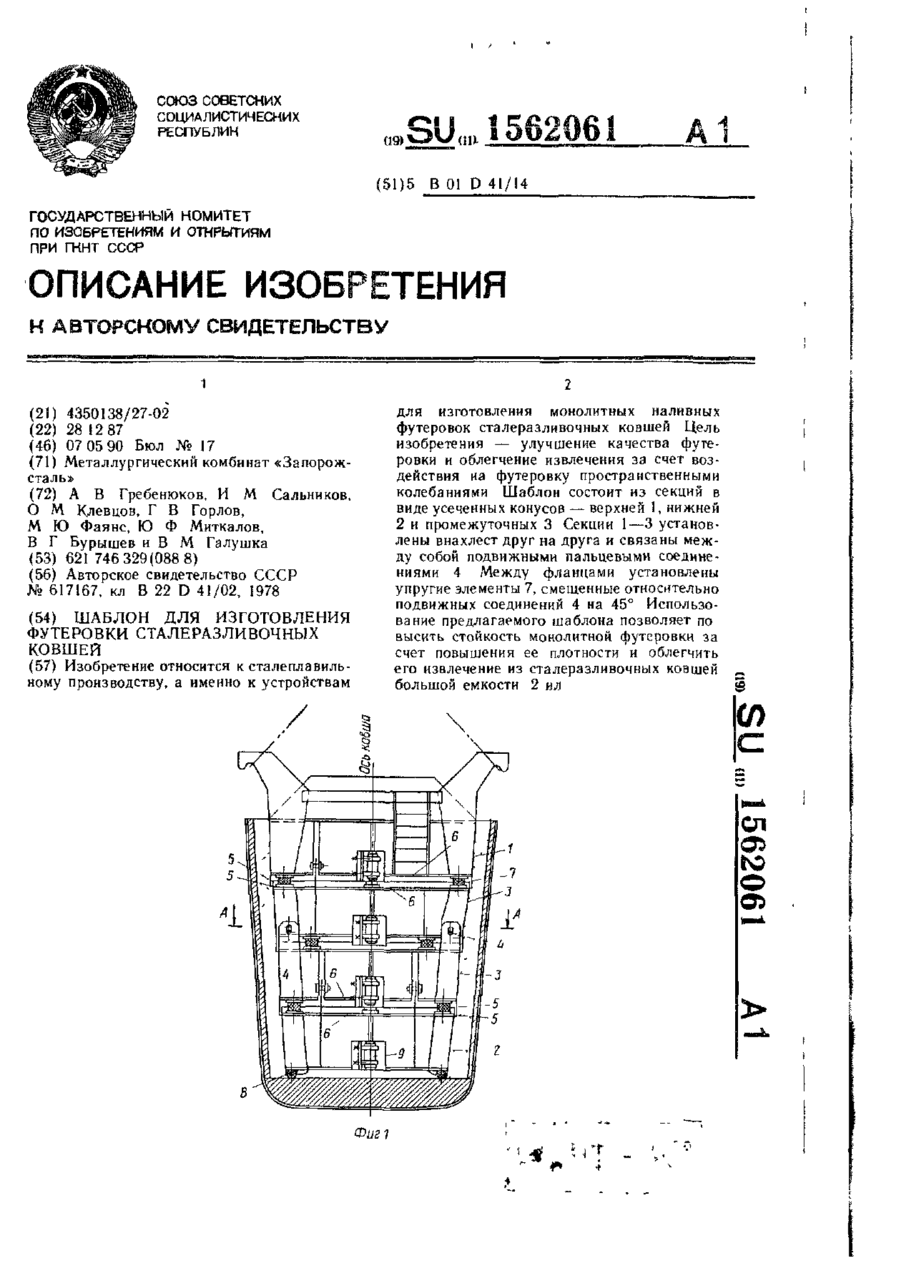
Шаблон для виготовлення футеровки сталерозливних ковшів
Номер патенту: 2173
Опубліковано: 26.12.1994
Автори: Сальніков Ігор Михайлович, Галушка Віктор Митрофанович, Горлов Геннадій Васильович, Міткалов Юрій Федорович, Фаянс Михайло Юрійович, Клевцов Олег Михайлович, Гребенюков Анатолій Васильович, Буришев Володимир Григорович
МПК: B22D 41/02
Мітки: сталерозливних, виготовлення, ковшів, футеровки, шаблон
Формула / Реферат:
Шаблон для изготовления футеровки сталеразливочных ковшей, содержащий секции в виде усеченных конусов, установленные с возможностью перемещения относительно друг друга, упругие элементы и вибраторы, отличающийся тем, что, с целью улучшения качества футеровки и облегчения извлечения за счет воздействия на футеровку пространственными колебаниями, секции шаблона установлены внахлест и связаны одна с другой посредством подвижных пальцевых...
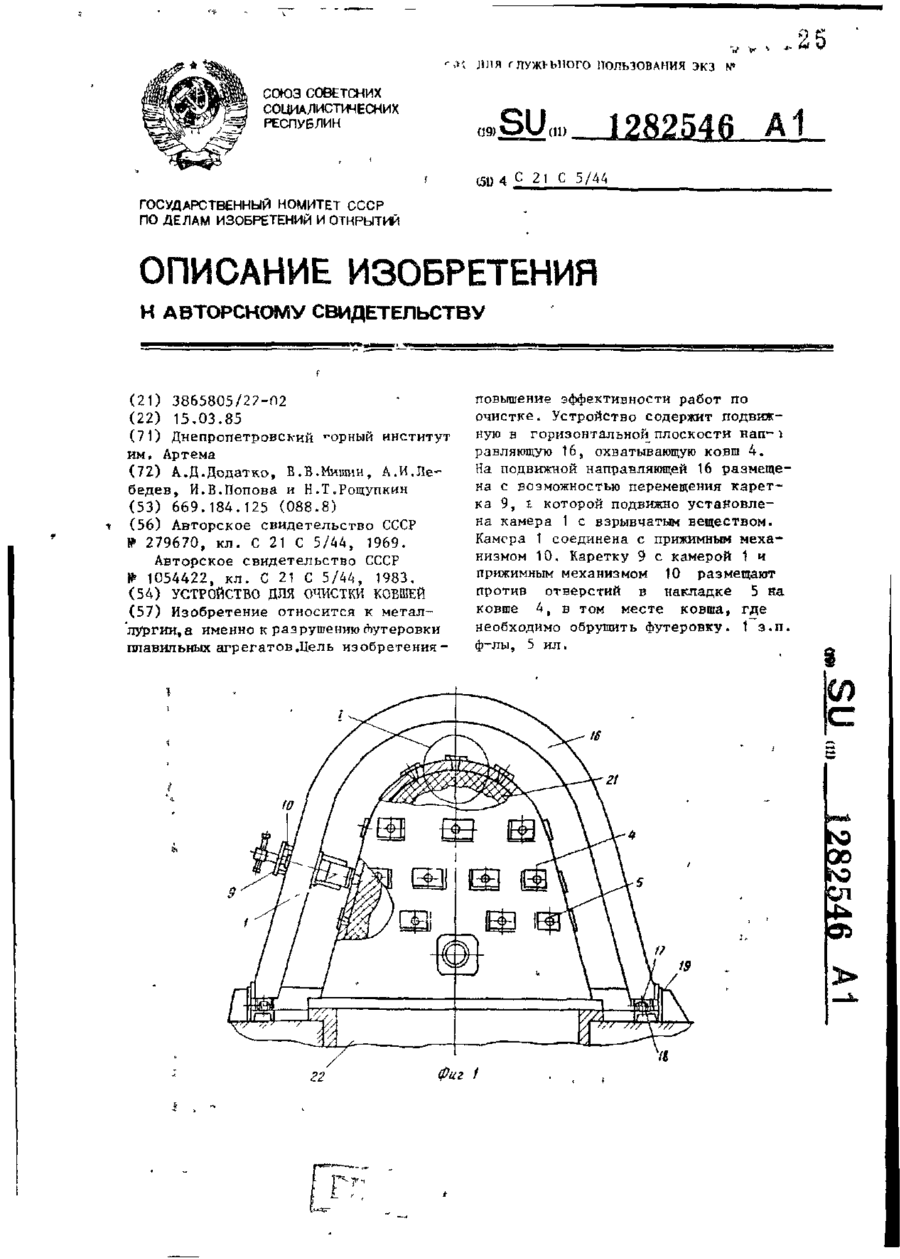
Пристрій для очистки ковшів
Номер патенту: 4404
Опубліковано: 27.12.1994
Автори: Мішин Володимир Васильович, Лебедев Олександр Іванович, Додатко Олександр Дмитрович, Попова Ірина Всеволодівна, Рошупкін Миколай Тихоновіч
МПК: C21C 5/44
Мітки: ковшів, очистки, пристрій
Формула / Реферат:
1. Устройство для очистки ковшей, содержащее камеру с размещенным в ней зарядом взрывчатого вещества, отличающееся тем, что, с целью обеспечения удобства обслуживания, оно снабжено подвижной в горизонтальной плоскости направляющей, охватывающей ковш, размещенной на направляющей с возможностью перемещения кареткой и прижимным механизмом камеры, при этом камера установлена подвижно в каретке и связана с прижимным механизмом. 2....
Спосіб обробки шлакових ковшів
Номер патенту: 3986
Опубліковано: 27.12.1994
Автори: Ковальов Володимир Васильович, Коваль Петро Павлович, Горб Володимир Іванович, Сальніков Ігор Михайлович, Хлопков Леонід Піменович, Гончар Віктор Якович
МПК: C21B 3/10
Мітки: шлакових, спосіб, ковшів, обробки
Формула / Реферат:
Способ обработки шлаковых ковшей перед наливом расплава, включающий нанесение защитного покрытия на горячую внутреннюю поверхность ковша, отличающийся тем, что в качестве защитного покрытия на внутреннюю поверхность ковша с температурой 410-500°С наносят отходы титано-магниевого производства в виде геля с удельной плотностью 1,1-1,2 г/см3.
Спосіб розігріву розплаву в кисневому конвертері
Номер патенту: 1975
Опубліковано: 20.12.1994
Автор: Коваль Володимир Павлович
МПК: C21C 5/35, C21C 5/30, C21C 5/32
Мітки: розігріву, розплаву, конвертері, кисневому, спосіб
Формула / Реферат:
Способ разогрева расплава в кислородном конвертере, включающий подачу на расплав рафинирующих и закрученных струй кислорода, дожигание окиси углерода в полости конвертера, отличающийся тем, что закрученную струю кислорода подают внутри кольцевой сверхзвуковой струи с интенсивностью W/V = 0,3-0,6, где W и V - окружная и осевая ее скорости, соответственно, при этом, закрученную струю вводят в зону расплава (1-3,3)R от центра поверхности,...
Пристрій для руйнування футеровки плавильних агрегатів
Номер патенту: 4405
Опубліковано: 27.12.1994
Автори: Тимошкін Віктор Андрійович, Захар'ін Олег Миколайович, Клепка Володимир Пилипович, Зябрев Володимир Олександрович, Мішин Володимир Васильович, Попова Ірина Всеволодівна, Хагажіїв Джонсон Талович, Форіков Боріс Іванович, Чихачев Віктор Андрійович
Мітки: футеровки, плавильних, пристрій, руйнування, агрегатів
Формула / Реферат:
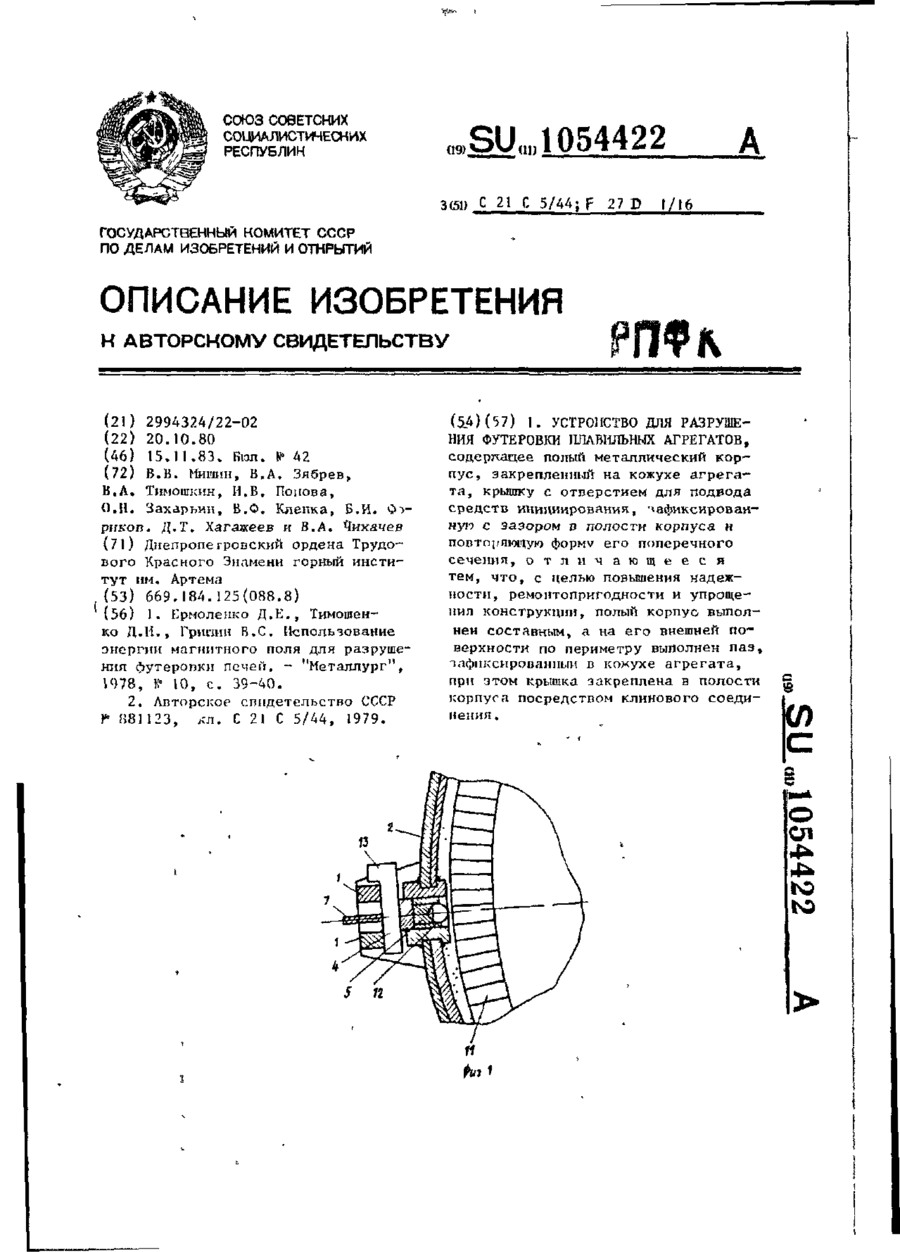
1. Устройство для разрушения футеровки плавильных агрегатов, содержащее палый металлический корпус, закрепленный на кожухе агрегата, крышку с отверстием для подвода средств инициирования, зафиксированную с зазором в полости корпуса и повторяющую форму его поперечного сечения, отличающееся тем, что, с целью повышения надежности, ремонтопригодности и упрощения конструкции, палый корпус выполнен составным, а на его внешней поверхности по...
Попередній патент: Маніпулятор
Наступний патент: Пристрій управління гальмом транспортного засобу
Випадковий патент: Комплект упаковки для харчових продуктів