Спосіб виготовлення порошкового електрода для зносостійкого наплавлення
Номер патенту: 70305
Опубліковано: 11.06.2012
Автори: Чигарьов Валерій Васильович, Зареченський Деніс Олександрович

Формула / Реферат
Спосіб виготовлення порошкового електрода для зносостійкого наплавлення, при якому сердечник, в складі якого є гранули комплексно-легованого сплаву, одержують методом прокатки при сукупному обтисненні оболонки з наповнювачем, який відрізняється тим, що встановлюють силу обтиснення в межах 30-35 кН, а швидкість протягання стрічки на стані в межах 120-180 м/г.
Текст
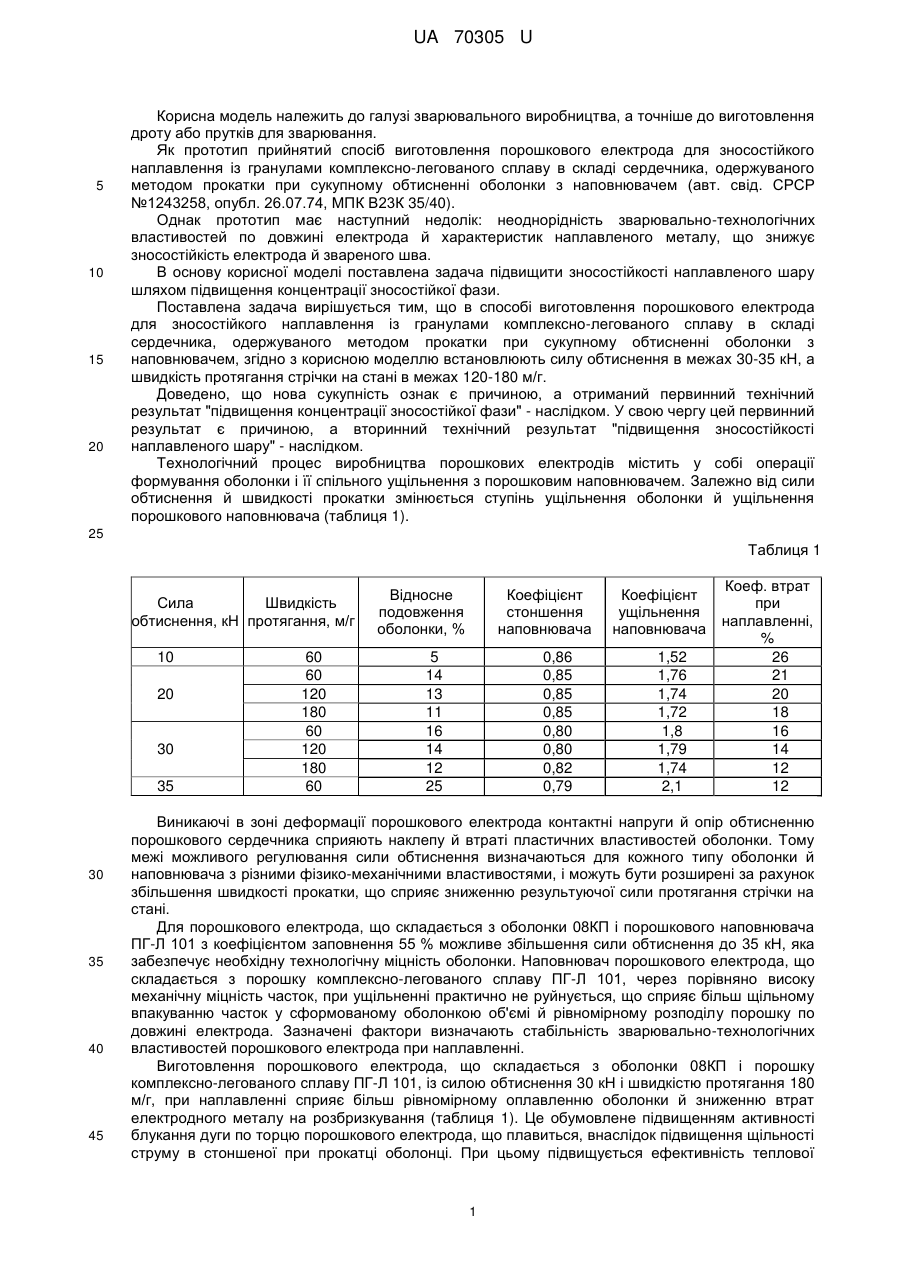
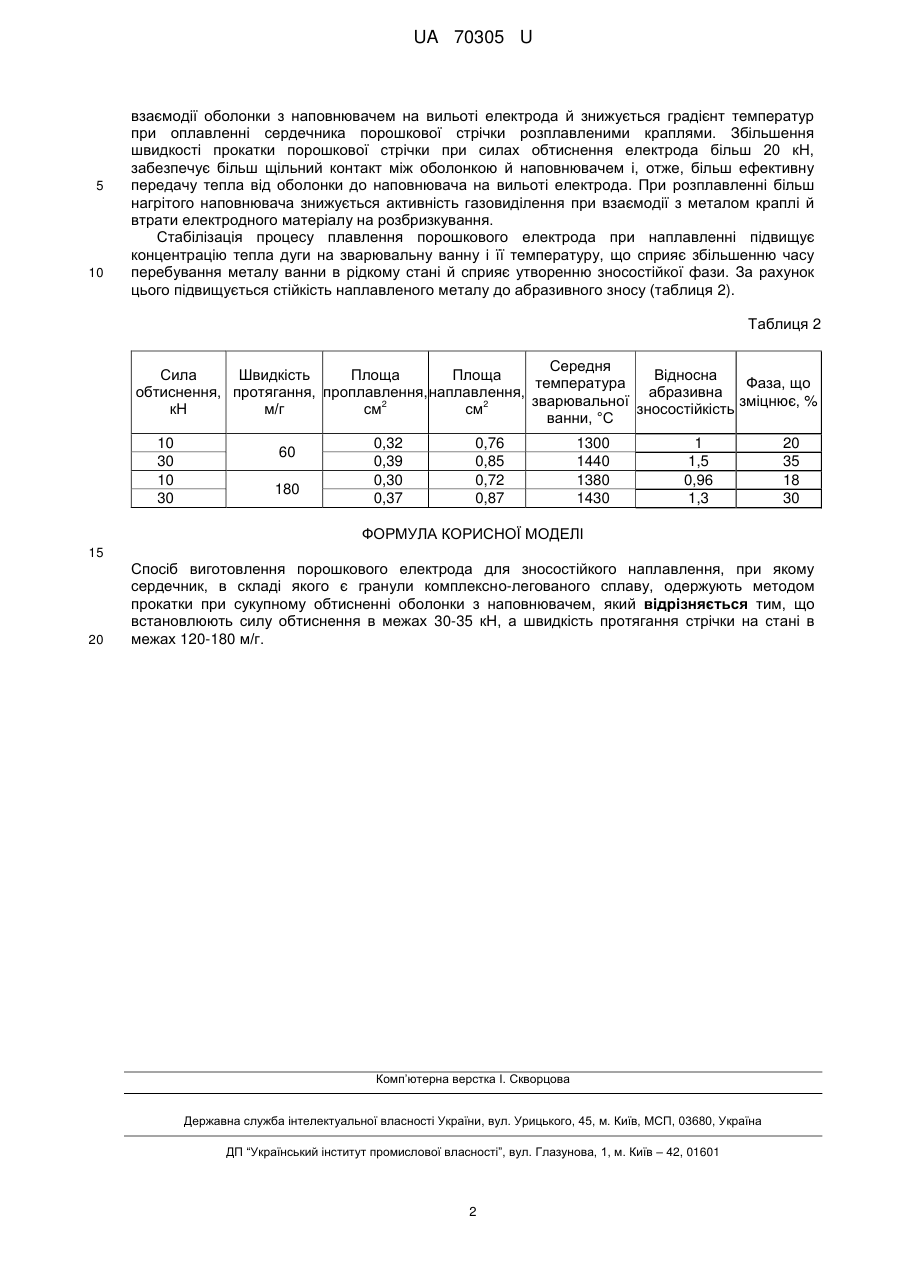
Реферат: Спосіб виготовлення порошкового електрода для зносостійкого наплавлення, при якому сердечник, в складі якого є гранули комплексно-легованого сплаву, одержують методом прокатки при сукупному обтисненні оболонки з наповнювачем. Встановлюють силу обтиснення в межах 30-35 кН, а швидкість протягання стрічки на стані в межах 120-180 м/г. UA 70305 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОРОШКОВОГО ЕЛЕКТРОДА ДЛЯ ЗНОСОСТІЙКОГО НАПЛАВЛЕННЯ UA 70305 U UA 70305 U 5 10 15 20 Корисна модель належить до галузі зварювального виробництва, а точніше до виготовлення дроту або прутків для зварювання. Як прототип прийнятий спосіб виготовлення порошкового електрода для зносостійкого наплавлення із гранулами комплексно-легованого сплаву в складі сердечника, одержуваного методом прокатки при сукупному обтисненні оболонки з наповнювачем (авт. свід. СРСР №1243258, опубл. 26.07.74, МПК В23К 35/40). Однак прототип має наступний недолік: неоднорідність зварювально-технологічних властивостей по довжині електрода й характеристик наплавленого металу, що знижує зносостійкість електрода й звареного шва. В основу корисної моделі поставлена задача підвищити зносостійкості наплавленого шару шляхом підвищення концентрації зносостійкої фази. Поставлена задача вирішується тим, що в способі виготовлення порошкового електрода для зносостійкого наплавлення із гранулами комплексно-легованого сплаву в складі сердечника, одержуваного методом прокатки при сукупному обтисненні оболонки з наповнювачем, згідно з корисною моделлю встановлюють силу обтиснення в межах 30-35 кН, а швидкість протягання стрічки на стані в межах 120-180 м/г. Доведено, що нова сукупність ознак є причиною, а отриманий первинний технічний результат "підвищення концентрації зносостійкої фази" - наслідком. У свою чергу цей первинний результат є причиною, а вторинний технічний результат "підвищення зносостійкості наплавленого шару" - наслідком. Технологічний процес виробництва порошкових електродів містить у собі операції формування оболонки і її спільного ущільнення з порошковим наповнювачем. Залежно від сили обтиснення й швидкості прокатки змінюється ступінь ущільнення оболонки й ущільнення порошкового наповнювача (таблиця 1). 25 Таблиця 1 Сила Швидкість обтиснення, кН протягання, м/г 10 20 30 35 30 35 40 45 60 60 120 180 60 120 180 60 Відносне подовження оболонки, % Коефіцієнт стоншення наповнювача 5 14 13 11 16 14 12 25 0,86 0,85 0,85 0,85 0,80 0,80 0,82 0,79 Коефіцієнт ущільнення наповнювача 1,52 1,76 1,74 1,72 1,8 1,79 1,74 2,1 Коеф. втрат при наплавленні, % 26 21 20 18 16 14 12 12 Виникаючі в зоні деформації порошкового електрода контактні напруги й опір обтисненню порошкового сердечника сприяють наклепу й втраті пластичних властивостей оболонки. Тому межі можливого регулювання сили обтиснення визначаються для кожного типу оболонки й наповнювача з різними фізико-механічними властивостями, і можуть бути розширені за рахунок збільшення швидкості прокатки, що сприяє зниженню результуючої сили протягання стрічки на стані. Для порошкового електрода, що складається з оболонки 08КП і порошкового наповнювача ПГ-Л 101 з коефіцієнтом заповнення 55 % можливе збільшення сили обтиснення до 35 кН, яка забезпечує необхідну технологічну міцність оболонки. Наповнювач порошкового електрода, що складається з порошку комплексно-легованого сплаву ПГ-Л 101, через порівняно високу механічну міцність часток, при ущільненні практично не руйнується, що сприяє більш щільному впакуванню часток у сформованому оболонкою об'ємі й рівномірному розподілу порошку по довжині електрода. Зазначені фактори визначають стабільність зварювально-технологічних властивостей порошкового електрода при наплавленні. Виготовлення порошкового електрода, що складається з оболонки 08КП і порошку комплексно-легованого сплаву ПГ-Л 101, із силою обтиснення 30 кН і швидкістю протягання 180 м/г, при наплавленні сприяє більш рівномірному оплавленню оболонки й зниженню втрат електродного металу на розбризкування (таблиця 1). Це обумовлене підвищенням активності блукання дуги по торцю порошкового електрода, що плавиться, внаслідок підвищення щільності струму в стоншеної при прокатці оболонці. При цьому підвищується ефективність теплової 1 UA 70305 U 5 10 взаємодії оболонки з наповнювачем на вильоті електрода й знижується градієнт температур при оплавленні сердечника порошкової стрічки розплавленими краплями. Збільшення швидкості прокатки порошкової стрічки при силах обтиснення електрода більш 20 кН, забезпечує більш щільний контакт між оболонкою й наповнювачем і, отже, більш ефективну передачу тепла від оболонки до наповнювача на вильоті електрода. При розплавленні більш нагрітого наповнювача знижується активність газовиділення при взаємодії з металом краплі й втрати електродного матеріалу на розбризкування. Стабілізація процесу плавлення порошкового електрода при наплавленні підвищує концентрацію тепла дуги на зварювальну ванну і її температуру, що сприяє збільшенню часу перебування металу ванни в рідкому стані й сприяє утворенню зносостійкої фази. За рахунок цього підвищується стійкість наплавленого металу до абразивного зносу (таблиця 2). Таблиця 2 Середня Сила Швидкість Площа Площа Відносна температура Фаза, що обтиснення, протягання, проплавлення, наплавлення, абразивна зварювальної зміцнює, % 2 2 кН м/г см см зносостійкість ванни, °С 10 30 10 30 60 180 0,32 0,39 0,30 0,37 0,76 0,85 0,72 0,87 1300 1440 1380 1430 1 1,5 0,96 1,3 20 35 18 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб виготовлення порошкового електрода для зносостійкого наплавлення, при якому сердечник, в складі якого є гранули комплексно-легованого сплаву, одержують методом прокатки при сукупному обтисненні оболонки з наповнювачем, який відрізняється тим, що встановлюють силу обтиснення в межах 30-35 кН, а швидкість протягання стрічки на стані в межах 120-180 м/г. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing powder electrode for wear resistant surfacing
Автори англійськоюZarechenskyi Denys Oleksandrovych, Chyhariov Valerii Vasyliovych
Назва патенту російськоюСпособ изготовления порошкового электрода для износостойкой наплавки
Автори російськоюЗареченский Денис Александрович, Чигарев Валерий Васильевич
МПК / Мітки
МПК: B23K 35/40
Мітки: зносостійкого, спосіб, електрода, виготовлення, наплавлення, порошкового
Код посилання
<a href="https://ua.patents.su/4-70305-sposib-vigotovlennya-poroshkovogo-elektroda-dlya-znosostijjkogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового електрода для зносостійкого наплавлення</a>
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Пресняков Віктор Анатолійович, Волков Дмитро Анатолійович, Катренко Віталій Трохимович
МПК: B22F 3/00
Мітки: порошкового, спосіб, дроту, наплавлення, електроконтактного, виготовлення, двосегментного
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб виготовлення порошкового електрода
Номер патенту: 10233
Опубліковано: 15.11.2005
Автори: Чигарьов Валерій Васильович, Сєров Ігор Васильович, Гавриш Павло Анатолійович
МПК: B23K 35/40
Мітки: порошкового, виготовлення, електрода, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового електрода, у якому металеву стрічку формують у жолоб, потім заповнюють його наготовленою порошкоподібною сумішшю, який відрізняється тим, що готують суміш з терморозширеного вермикулярного графіту та шаруватого з'єднання графітотерморозширення з низькою температурою деструкції та низьким коефіцієнтом, з цієї суміші виготовляють (штампують жолоб, товщиною 1/8-1/6 діаметра металевого жолоба), та закладають його в...
Пристрій для виготовлення порошкового електрода
Номер патенту: 35049
Опубліковано: 26.08.2008
Автори: Іванов Олександр Олександрович, Касова Олена Валеріївна, Грибков Едуард Петрович, Дворжак Артем Іванович
МПК: B22F 3/00
Мітки: виготовлення, порошкового, пристрій, електрода
Формула / Реферат:
Пристрій для виготовлення порошкового електрода, що включає робочу кліть і розмотувач, який відрізняється тим, що проміж робочою кліттю та розмотувачем встановлена формуюча труба під кутом, більшим за кут самогальмування, в вертикальній площині та під кутом α=πD/b в горизонтальній площині, з отвором у верхній частині, через який з'єднується з бункером, в якому знаходяться металеві порошкові матеріали.
Порошковий стрічковий електрод для зносостійкого наплавлення
Номер патенту: 55600
Опубліковано: 27.12.2010
Автори: Чигарьов Валерій Васильович, Зареченський Деніс Олександрович
МПК: B23K 35/36
Мітки: стрічковій, порошковий, наплавлення, електрод, зносостійкого
Формула / Реферат:
Порошковий стрічковий електрод для зносостійкого наплавлення, що складається з металевої оболонки та наповнювача зі сплавлених гранул ПГ-Л101, що містять вуглець, хром, кремній, нікель, марганець та залізо, який відрізняється тим, що наповнювач порошкового стрічкового електрода додатково містить феромолібден, феротитан, гематит, ПАМ, мідний порошок і графіт, при наступному складі компонентів наповнювача, мас. %: сплавлені ...
Склад порошкового електрода

Номер патенту: 60984
Опубліковано: 11.07.2011
Автори: Бережна Олена Валеріївна, Чигарьов Валерій Васильович
МПК: B23K 35/30
Мітки: склад, порошкового, електрода
Формула / Реферат:
Склад порошкового електрода, який вміщує сталеву оболонку, нікель та борний ангідрид, який відрізняється тим, що склад додатково містить карбіди вольфраму, мідь та марганець при наступному співвідношенні компонентів складу шихти, мас. %: карбіди вольфраму 45...65 мідь 13,8...25,8 нікель 4,6...8,6 марганець ...
Попередній патент: Пристрій для зрізання надлишків суміші з поверхні ливарних напівформ
Наступний патент: Спосіб стабілізації кисловершкового масла по вологості
Випадковий патент: Спосіб демонстрації псевдооб'ємних та/або варіативних зображень