Спосіб виробництва двошарових витих дротових виробів
Номер патенту: 73214
Опубліковано: 15.06.2005
Автори: Баглай Гєнадзь Валєр'янавіч, Савянок Анатоль Мікалаявіч, Худалєй Юрий Лєанідавіч
Формула / Реферат
1. Спосіб виробництва двошарових витих дротових виробів, який містить одночасну звивку серцевини і зовнішнього пласта, який відрізняється тим, що центральна серцевина і готовий виріб звиваються методом подвійного кручення з різними кроками виття в одну технологічну операцію, причому центральну серцевину звивають з попереднім кроком ![]() а потім підкручують (при однаковому напрямку звивки серцевини і зовнішнього пласта SS або ZZ) або відкручують (при протилежному напрямку виття серцевини і зовнішнього пласта ZS або SZ), одночасно з операцією виття двошарового витого дротового виробу згідно з наступною залежністю:
а потім підкручують (при однаковому напрямку звивки серцевини і зовнішнього пласта SS або ZZ) або відкручують (при протилежному напрямку виття серцевини і зовнішнього пласта ZS або SZ), одночасно з операцією виття двошарового витого дротового виробу згідно з наступною залежністю:
![]()
де:
![]() - попередній крок звивки серцевини;
- попередній крок звивки серцевини;
![]() - фінальний крок звивки серцевини;
- фінальний крок звивки серцевини;
![]() - крок звивки витого дротового виробу
- крок звивки витого дротового виробу
(-) - для витого дротового виробу з однаковим напрямком звивки серцевини і зовнішнього пласта SS або ZZ (при лівосторонньому витті серцевини S і зовнішнього пласта S або при правосторонньому витті серцевини Z і зовнішнього пласта Z);
(+) - для витого дротового виробу з протилежними напрямками виття серцевини і зовнішнього пласта ZS або SZ (при правосторонньому витті серцевини Z і лівосторонньому витті зовнішнього пласта S або при лівосторонньому витті серцевини S і правосторонньому витті зовнішнього пласта Z).
2. Спосіб за п. 1, який відрізняється тим, що містить одночасну звивку 2...7 дротів серцевини і 4...15 дротів зовнішнього пласта.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що виття виробу здійснюється з дротів однакових або різних діаметрів.
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що для виготовлення виробів використовують дроти з покриттям або без покриття, які виготовлено з високоякісної сталі з вмістом вуглецю 0,65...1,0%.
Текст
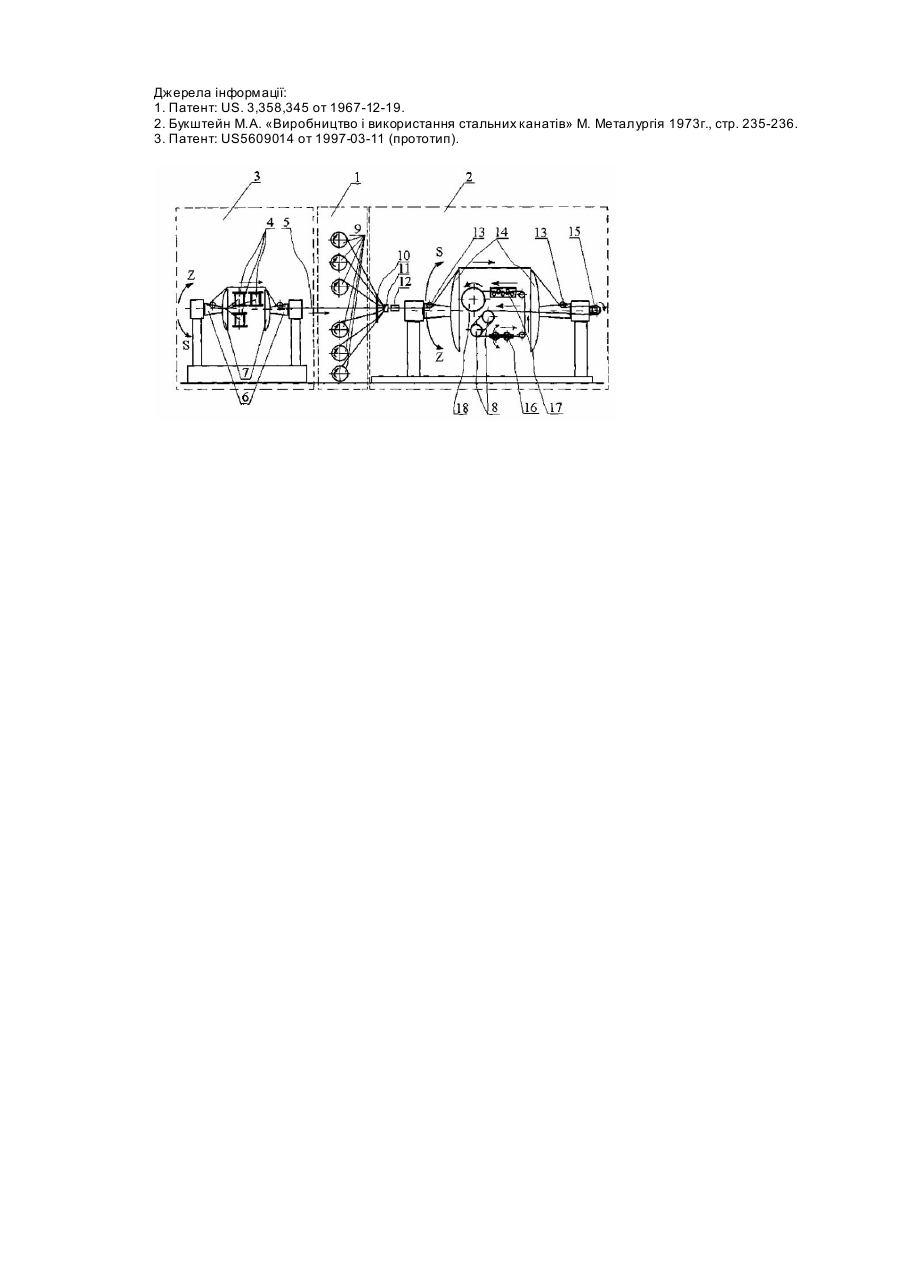
Винахід відноситься до металургійного виробництва, а конкретніше до галузі виготовлення металокорду, що використовується для армування шин транспортерних ліній; рукавів високого тиску, інших гумотехнічних виробів, а також канатів і кабелів. Відомі способи виробництва металокорду, що містить центральну серцевину і зовнішній пласт, які мають однаковий або різній діаметр дротів; однаковий або протилежний напрямок зкрутки і різні кроки зкрутки, виробляється в дві технологічні операції, тобто операції зкрутки серцевини і зовнішнього пласту металокорду проходять окремо і на різних типах зкручуючих машин[ 1 ]; [ 2 ]. Недоліком такого способу є низька продуктивність і висока вартість. В якості прототипу [3] принято спосіб виготовлення двопластового компактного металокорду, що містить в структурі центральну серцевину і зовнішній пласт, складені із однакових або різних діаметрів дротів. При такому методі металокорд виробляється з однаковим напрямком і кроком зкрутки дротів серцевини і зовнішнього пласту. Недоліком такого способу являється утворення структури металокорду, в якому проявляється «феномен міграції дротів», тобто на практиці, при використанні в шинах, одна або більше дротин зміщуються вздовж відносно сусідніх і виступають на кінці корду, проколюючи шину, виводять її зі строю. Другим недоліком вказаного методу являється відсутність можливості виготовлення двопластових витих дротових виробів в одну технологічну операцію з різними кроками зкрутки ценральної серцевини і зовнішнього пласту. Задача даного винаходу заключається в тому, щоб запропонувати спосіб виготовлення методом подвійного кручення двопластових вити х дротови х виробів з різними кроками зкрутки з високою степеню обробки. Наступна задача даного винаходу заключається в тому, щоб запропонувати спосіб виготовлення двопластових вити х дротових виробів, підвищуючий анкеруючу здібність ниток і запобігання появлення миграції дротів зі структури виробу при эксплуатации, збільшуючий термін служби гумотехнічних виробів при зксплуатації і забезпечуючий більш низьку вартість виробу. Технічний результат, досягнутий при використанні виробу, заключається у досягненні високої степені обробки і підвищення якості виробу, за рахунок збільшення анкеруючої здібності дротів, що складають структур у виробу. Рішення поставленної задачі забезпечується тим, що пропонований спосіб виготовлення витих дротових виробів методом подвійного виття містить одночасову зкрутку серцевини і зовнішнього пласту, в якому центральна серцевина і готовий виріб зкручують методом подвійного виття з різними кроками крутки в одну технологічну операцію. При цьому центральну серцевину зкручують з попереднім t0, а потім підкручують, при однаковому напрямку зкрутки серцевини і зовнішнього пласту SS або ZZ (при лівосторонньому витті серцевини S і зовнішнього пласту S або при правосторонньому витті серцевини Z і зовнішнього пласту Z), або відкручують при протилежних напрямках зкрути серцевини і одночасно з операцією зкрути зовнішнього пласту ZS або SZ (при правосторонньому витті серцевини Z і лівосторонньому витті зовнішнього пласту S або при лівосторонньому витті серцевини S і правосторонньому витті зовнішнього пласту Z), одночасно з операцією зкрути двопластового витого дротового виробу згідно наступній залежності: tm t ±t t = m k = m ±1 , to tk tk де: t0 - попередній крок зкрутки серцевини; tk - фінальний крок зкрутки серцевини; tm - крок зкрутки витого дротового виробу. ( - ) - для витого дротового виробу з однаковим напрямком зкрутки серцевини і зовнішнього пласту ( SS або ZZ ). ( + ) - для ви того дротового виробу з протилежним напрямком зкрутки серцевини і зовнішнього пласту ( ZS або SZ). Спосіб включає одночасову зкрутку 2...7 дротів серцевини і 4...15 дротів зовнішнього пласту. Дроти серцевини мають однаковий або різний діаметр з дротами зовнішнього пласту витого виробу. Переважно використовуються дроти з покриттям або без покриття, вироблені з високоякісної сталі з вмістом вуглецю 0,65 -1,0%. Вказана задача рішається застосуванням методу подвійного виття при зкрутці серцевини і самого двопластового витого дротового виробу в одну технологічную операцію, з різними кроками зкрутки, і з однаковим ( SS або ZZ )або протилежними ( ZS або SZ ) напрямками виття. При цьому дроти серцевини зкручують з попереднім кроком зкрутки t0, значно більшим ніж вимагає того готовий виріб при однаковому напрямку зкрутки дротів серцевини зовнішнього пласту витого дротового виробу (SS або ZZ), або з попереднім кроком зкрутки t0, значно меньшим ніж вимагає того готовий виріб при протилежному напрямку зкрутки дротів серцевини зовнішнього пласту витого дротового виробу (ZS або SZ). Досягнення потрібного кроку зкрутки дротів серцевини в готовому двопластовому дротовому виробі, виготовленому з однаковим кроком крутки дротів серцевини і зовнішнього пласту (SS або ZZ), здійснюється за рахунок підкрутки попереднього кроку зкрутки серцевини t0 до фінального кроку зкрутки tk одночасовою операцією зкрутки витого дротового виробу з кроком зкрутки tm При виготовленні двопластового витого дротового виробу з протилежним напрямком зкрутки дротів серцевини і дротів зовнішнього пласту ( ZS або SZ ), досягнення потрібного кроку зкрутки дротів серцевини в готовому ви тому дротовому виробі здійснюється за рахунок підкрутки попереднього кроку зкрутки серцевини to до фінального кроку зкрутки tk одночасовою операцією зкрутки витого дротового виробу з кроком зкрутки tm. Як правило, в серцевину входять 2-7дроти, а в зовнішній пласт 4-15 дротів. Дроти серцевини мають однаковий або різний діаметр з дротами зовнішнього пласту витого виробу. Переважно використовуються дроти з покриттям або без покриття, вироблені з високоякісної сталі з вмістом вуглецю 0,65 - 1,0%. Таким чином, при виготовленні двопластового витого дротового виробу з однаковим напрямком дротів серцевини і зовнішнього пласту (SS або ZZ) кількість зкруток необхідна для формування фінального кроку зкрутки серцевини визначається сумою кількості витків, необхідних для формування кроку зкрутки витого дротового виробу і попереднього кроку зкрутки серцевини. 2p 2p 2p = + tk tm t0 звідси: попереднього кроку зкрутки дротів серцевини tm t ±t t = m k = m ±1 , (1) to tk tk При виготовленні двопластового витого дротового виробу з протилежними напрямками зкрутки дротів серцевини і зовнішнього пласту (ZS або SZ ) кількість зкручень, необхідну для формування фінального кроку зкрутки серцевини визначається різницею кількості зкручень, необхідних для формування попередніх кроків зкрутки дротів серцевини і крок зкрутки готового виробу 2p 2p 2p = tk t0 tm звідси: попереднього кроку зкрутки дротів серцевини t t t0 = m k (2) tm + tk Відношення кроку витого дротового виробу до попереднього кроку зкрутки серцевини: згідно ( 1) становить: tm tm - tk t = = m -1 , (3) to tk tk згідно ( 2 ) становить: tm t +t t = m k = m +1 , (4) to tk tk В пропонованому способі зкрутки линійна швидкість витяжки сецевини Nct0, звитої подвійним крученням з попореднім кроком t0 задається витяжним пристроєм модуля подвійного виття дротового виробу і, відповідно, рівняється линійній швидкості витяжки витого дротового виробу Nmt m Nct0 = Nmtm, звідси: звіряєм правильність розрахунків попереднього кроку зкрутки серцевини N mt m t0 = (5) Nc Співвідношення швидкості обертання роторів модуля подвійної - попередньої зкрутки серцевини (Nc) і роторів подвійної зкрутки готового витого дротового виробу (Nm) визначається виразом: звідси: швидкість обертання роторів модуля подвійной - попередньої зкрутки серцевини: Nc t t = m = m ± 1, Nm t0 tk де: (-) - для витого дротового виробу з однаковим напрямком зкрутки серцевини зовнішнього пласту (SS або ZZ ). (+) - для витого дротового виробу з протилежними напрямками зкрутки серцевини і зовнішнього пласту (ZS або SZ). На фіг. схематично зображено спосіб виготовлення двопластового витого дротового виробу, згідно даному винаходу. Суть пропонованого способу заключається в об'єднанні операцій по виготовленню центральної серцевини і готового витого дротового виробу в одну те хнологічну операцію, шляхом приєднання до існуючої машини подвійного кручення мал. , складеної із модуля статичної розмотки (1) і модуля подвійного кручення (2) додаткового модуля подвійного кручення (3). Вказаний спосіб містить наступні складники: розмотка першої группи дротів, формуючих серцевину з запитних катушок (4) і їх зкручування в серцевину (5) в модуль подвійного виття (3) з попереднім кроком зкрутки t0. Зкручування дроту в серцевину здійснюється за рахунок обертального руху роторів (6) і маховиків (7) модуля подвійного кручення ( 3 ) і поступового руху серцевини з лінійною швидкістю витяжки Yc, яка задається витяжним пристроєм (8) модуля подвійного виття двопластового витого дротового виробу (2) і, відповідно, прирівнюється лінійній швидкості витяжки витого дротового виробу Ym Наступна стадія - проходження серцевини, сформованої з попереднім кроком зкрутки t0 і другою групою дротів з запитних катушо к(9), модуля статичної размотки (1), через разподільний шаблон (10); формуючу втулку ( 11 ) и обтискні плашки ( 12 ) для утворення зовнішнього пласту навколо серцевини. Дальнійша стадія включає подачу попередньо сформованого двопластового витого дротового виробу до приводних роликів (13), маховиків (14) реверсивному роликові (15) витяжному пристрою (7), торсіону (16), правильному пристрою (17) і до приймальної катушки (18) модуля подвійного виття двопластового витого дротового виробу tm Одночасно з процесом виття двопластового витого дротового виробу здійснюється підкрутка попереднього кроку зкрутки серцевини to до фінального кроку t k, в разі, якщо серцевина і зовнішній пласт мають однаковий напрямок зкрутки (SS або ZZ). При цьому напрямку обертання роторів і маховиків модуля попередньої зкрутки серцевини (3) і модуля подвійного виття двопластового витого дротового виробу (2) - протилежне (SZ або ZS). Якщо двопластовий витий дротовий виріб має протилежний напрямок зкрутки серцевини і зовнішнього пласту, в такому випадку, в процесі зкрутки витого виробу з кроком зкрутки tm в модулі подвійної зкрутки витого виробу (2) відбувається відкрутка попереднього кроку зкрутки серцевини t0 до фінального кроку зкрутки tk. При цьому напрямок обертання роторов і маховиків модуля попередньої - подвійної зкрутки серцевини (3) і модуля подвійної зкрутки витого дротового виробу (2) - однаковий (SS або ZZ). В пропонованому способі (див. фіг.), замість модуля статичної розмотки (1) може використовуватися модуль з ротаційною розмоткою, тобто, з підкруткою дротів зовнішнього пласту, а також подвійний або одинарний зовнішній підкручуючий пристрій (торсіон). Спосіб виробництва двопластового витого дротового виробу продемонструємо на прикладі: а) Виробництво металлокорду конструкції 2 + 7 х 0,23 SS з однаковим напрямком виття дротів серцевини і зовнішнього пласту ( SS або ZZ ). Початкові дані: Швидкість обертання роторів і маховиків модуля зкрутки металлокорду 3250об/хв. Крок зкрутки металлокорду 12,5мм Фінальний крок зкрутки дротів серцевини 6,3мм Знаходимо: Співвідношення між числом обертів роторів модуля попередньої зкрутки серцевини і модуль подвійної зкрутки металокорду (К): t 12,5 - 6,3 K = m -1 = = 0,984 tk 6,3 Число обертів роторів модуля подвійної зкрутки дротів серцевини: N (t - t k ) 3250(12,5 - 6,3) Nc = m m = = 31984 об / хв. tk 6,3 Попередній крок зкрутки дротів серцевини: t t 12,5 * 6,3 t0 = m k = = 12,7мм t m - t k 12,5 - 6,3 Перевірка правильності розрахунків попередньго кроку зкрутки серцевини: N t 1250 * 12,5 t0 = m m = = 12,7мм Nc 3198 б) Виробництво металокорду конструкції 3 х 0,20 + 6 х 0, 35 SZ з протилежним напрямком зкрутки дротів серцевини і дротів зовнішнього пласту (ZS або SZ): Початкові дані: Швидкість обертання роторів і маховиків модуля зкрутки металлокорду 3250об/хв. Крок зкрутки металлокорду 18,0мм Фінальний крок зкрутки дротів серцевини 10,0мм Знаходимо: Співвідношення між числом обертів роторів модуля подвійної - попередньої зкрутки серцевини і модуль подвійної зкрутки металокорду: t 18 * 10 k = m + 1= = 2,8 tk 18 + 100 Число обертів модуля подвійної - попередньої зкрутки дротів серцевини N (t + t k ) 3250(18 + 10) Nc = m m = = 9100об / хв. tk 10 Попередній крок зкрутки серцевини: t t 18 * 10 t0 = m k = = 6,4312,7мм t m + t k 18 + 10 Перевірка правильності розрахунків попереднього кроку зкрутки дротів серцевини: N t 3250 * 18 t0 = m m = = 6,43мм Nc 9100 В порівнянні з металокордом 2 + 7 х 0,23 SS і 3 х 0 20 + 6 х 0,35 SZ, виготовленним з різними кроками зкрутки дротів серцевини і готового металокорду в дві окремі операції, при виготовленні за новою технологією продуктивність підвищується до 60%. Нова технологія виключає можливість з'явлення миграції ниток витого дротового виробу. Однак, використовують новий спосіб переважно при виготовленні металокорду з однаковим напрямком зкрутки серцевини (SS і ZZ). При виготовленні металокорду з протилежним напрямком зкрутки серцевини застосування нового способу обмежується високими швидкостями роторів і маховиків модуля попередньої - подвійної зкрутки серцевини. Джерела інформації: 1. Патент: US. 3,358,345 от 1967-12-19. 2. Букштейн М.А. «Виробництво і використання стальних канатів» М. Металургія 1973г., стр. 235-236. 3. Патент: US5609014 от 1997-03-11 (прототип).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of two-layer twisted wire articles
Автори англійськоюSavianok Anatol Mikalaiavich
Назва патенту російськоюСпособ производства двухслойных витых проволочных изделий
Автори російськоюСавянок Анатоль Микалаявич
МПК / Мітки
Мітки: дротових, виробів, виробництва, витих, спосіб, двошарових
Код посилання
<a href="https://ua.patents.su/4-73214-sposib-virobnictva-dvosharovikh-vitikh-drotovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва двошарових витих дротових виробів</a>
Пристрій для виробництва двопластових витих дротових структур
Номер патенту: 2387
Опубліковано: 15.03.2004
Автори: Худалєй Юрий Лєанідавіч, Баглай Гєнадзь Валєр'янавіч, Савянок Анатоль Мікалаявіч
Мітки: двопластових, пристрій, структур, дротових, витих, виробництва
Формула / Реферат:
1. Пристрій для виготовлення двопластових витих дротових виробів, що містить модуль статичного розмотування або модуль ротаційного розмотування дротів зовнішнього пласту витого дротового виробу, який відрізняється тим, що містить додатковий модуль подвійного попереднього скручення сердечника з котушками живлення дротів сердечника.2. Пристрій за п. 1, який відрізняється тим, що додатковий модуль подвійного попереднього скручення...
Машина для виробництва металокорду із двох груп дроту
Номер патенту: 2381
Опубліковано: 15.03.2004
Автори: Баглай Генадзь Валер'янавіч, Худалєй Юрий Лєанідавіч
Мітки: металокорду, двох, машина, дроту, виробництва, груп
Формула / Реферат:
1. Машина для виробництва металокорду з двох груп дроту, яка містить модуль подвійної звивки металокорду, яка відрізняється тим, що містить додаткові зовнішні статичні розмотувальні пристрої для першої групи дротів з вмонтованими в них живильними котушками.2. Машина за п. 1, яка відрізняється тим, що додаткові зовнішні статичні розмотувальні пристрої для першої групи дротів містять 2...4 живильні котушки.3. Машина за п. 1 або п....
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56677
Опубліковано: 15.05.2003
Автори: Козін Володимир Вячеславович, Чепа Валентин Васильович, Хиноцький Анатолій Климентійович, Шеремет Володимир Олександрович, Костюченко Михайло Іванович, Омесь Микола Михайлович, Осокін Борис Федорович, Курочкін Олександр Федорович
МПК: B21F 3/00, B21F 11/00
Мітки: виробів, витих, пристрій, дроту, виготовлення
Формула / Реферат:
Пристрій для виготовлення витих виробів із дроту, який містить нерухому основу, привідний обертовий барабан, притискні ролики, напрямляч подачі дроту, який відрізняється тим, що барабан установлений під основою з вертикальною віссю обертання, а формоутворювач виконаний з напрямляча та притискного ролика, причому напрямляч виконаний на обертовому барабані у вигляді кільцевої канавки трапецеїдальної форми, у яку входить дріт, що притискається...
Спосіб виробництва двошарових труб
Номер патенту: 65483
Опубліковано: 15.03.2004
Автор: Давидов Фома Давидович
МПК: B21C 37/06
Мітки: труб, виробництва, спосіб, двошарових
Формула / Реферат:
Спосіб виробництва двошарових труб, що включає складання зчеплених з зазором труб, нагрівання і редукування зовнішньої труби, який відрізняється тим, що редукування проводять при швидкісному режимі, який забезпечує стовщення стінки зовнішньої труби на від товщини труби d, при цьому оптимальне число обертів валків редукційного стану
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56678
Опубліковано: 15.05.2003
Автори: Костюченко Михайло Іванович, Омесь Микола Михайлович, Осокін Борис Федорович, Козін Володимир Вячеславович, Чепа Валентин Васильович, Хиноцький Анатолій Климентійович, Курочкін Олександр Федорович, Шеремет Володимир Олександрович
МПК: B21F 1/00
Мітки: дроту, виготовлення, виробів, витих, пристрій
Формула / Реферат:
Пристрій для виготовлення витих виробів з дроту, що складається з основи, обертової оправки, притискного ролика й засобу для спрямування дроту, який відрізняється тим, що оправка містить ножі, радіальнo встановлені нижче зони формоутворення, а основа, на якій знаходиться оправка з приводом, оснащена роликом порізу, що вільно обертається на осі, і подається у зону обертання різальної крайки ножів до стикання з нею циліндричною поверхнею...
Попередній патент: Пристрій для з’єднання між собою комірок електричного розподільного пристрою
Наступний патент: Спосіб визначення дії магнітного поля на водні системи
Випадковий патент: Пристрій для знезараження