Пристрій для виробництва двопластових витих дротових структур
Номер патенту: 2387
Опубліковано: 15.03.2004
Автори: Худалєй Юрий Лєанідавіч, Баглай Гєнадзь Валєр'янавіч, Савянок Анатоль Мікалаявіч
Формула / Реферат
1. Пристрій для виготовлення двопластових витих дротових виробів, що містить модуль статичного розмотування або модуль ротаційного розмотування дротів зовнішнього пласту витого дротового виробу, який відрізняється тим, що містить додатковий модуль подвійного попереднього скручення сердечника з котушками живлення дротів сердечника.
2. Пристрій за п. 1, який відрізняється тим, що додатковий модуль подвійного попереднього скручення сердечника містить від 2 до 7 котушок живлення.
3. Пристрій за пп. 1 або 2, який відрізняється тим, що модуль подвійного скручення витого дротового виробу містить торсійний пристрій.
4. Пристрій за пп. 1, 2 або 3, який відрізняється тим, що модуль ротаційного розмотування містить 18 котушок живлення з різними вузлами відкручення-підкручення дротів зовнішнього шару витого дротового виробу.
Текст
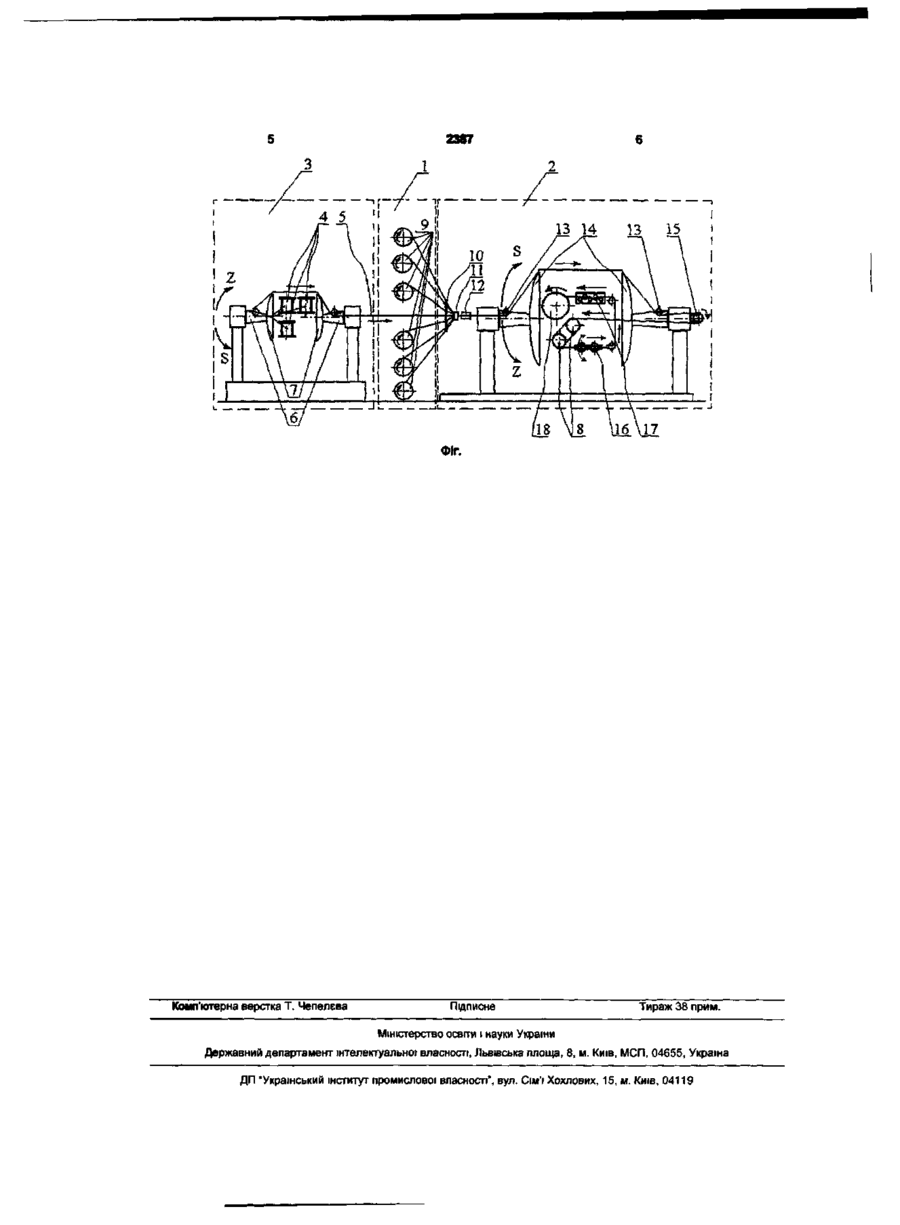
1 Пристрій для виготовлення двопластових витих дротових виробів, що містить модуль статичного розмотування або модуль ротаційного розмотування дротів зовнішнього пласту витого дро тового виробу, який відрізняється тим, що містить додатковий модуль подвійного попереднього скручення сердечника з котушками живлення дротів сердечника 2 Пристрій за п 1, який відрізняється тим, що додатковий модуль подвійного попереднього скручення сердечника містить від 2 до 7 котушок живлення 3 Пристрій за пп 1 або 2, який відрізняється тим, що модуль подвійного скручення витого дротового виробу містить торсійний пристрій 4 Пристрій за пп 1,2 або 3, який відрізняється тим, що модуль ротаційного розмотування містить 18 котушок живлення з різними вузлами відкручення-підкручення дротів зовнішнього шару витого дротового виробу Корисна модель відноситься до металургійної промисловості, а конкретніше до пристроїв для виробництва двопластових дротових виробів для армування шин, транспортерних ЛІНІЙ та інших гумотехнічних виробів, а також канатів і кабелів Відомо пристрій [1] для виробництв витих дротових виробів, що містить запитну котушку, зону першочергового виття, «балон», зону повторного виття, торсійний вузол, приймальну котушку, розподільний шаблон, плашки Недолік вказаного пристрою заключається в тому, що для виробництва двопластових витих дротових виробів з однаковими або різними напрямками виття в пластах необхідно другий пристрій [2, мал 3] для попереднього виробництва серцевини в окрему технологічну операцію В якості прототипу прийнято машину RIR фірми «Бармаг» [2, мал 5], що містить розкручуючий пристрій подвійної скрутки серцевини, відкручуючі пристрої (ротаційні розкрутки ) на 15 вузлів розкрутки для дротів зовнішнього пласту аналогічні по конструкції вузла розкрутки серцевини, розподільний шаблон, плашки, обертальну петлю, лопаточні колеса, витяжний механізм, рихтувальний пристрій, укладник, і намотувальний пристрій Недолік прототипу в тому, що машина не забезпечує виття двопластових дротових виробів в одну технологічну операцию з різними кроками скрутки серцевини і зовнішнього пласту Задача, що вирішується корисною моделлю, заключається в створені пристрою, забезпечуючого можливість виготовлення двопластових витих дротових виробів в одну технологічну операцію з різними кроками скрутки Технічний результат, одержаний при використанні корисної моделі, заключається в виключенні окремої операції виготовлення серцевини при виробництві двопластових витих дротових виробів Рішення поставленої задачі забезпечується тим, що пристрій для виробництва двопластових витих дротових виробів містить модуль статичної розмотки або модуль ротаційної розмотки дротів зовнішнього пласту витого дротового виробу, модуль подвійної скрутки витого дротового виробу, додатковий модуль подвійної - попередньої скрутки серцевини Додатковий модуль подвійної - попередньої скрутки серцевини містить від 2 до 7 запитних котушок дротів серцевини І 00 со 2387 Модуль ротаційної розмотки містить 18 запитних котушок з вузлами відкрутки - підкрутки дротів зовнішнього пласту дротового виробу Модуль подвійної скрутки витого дротового виробу містить торсійний пристрій ВІДМІННІСТЬ заявленого рішення від прототипу в тому, що пристрій містить додатковий модуль подвійної - попередньої скрутки серцевини з 2 7 запитними катушками Модуль подвійної скрутки витого дротового виробу містить торсійний пристрій, а модуль ротаційної розмотки містить 18 запитних котушок з вузлами відкрутки - підкрутки дротів зовнішнього пласту дротового виробу Корисна модель пояснюється кресленням, де на фіг зображено конструкцію пристрою для виробництва двопластових витих дротових виробів в одну технологічну операцію з різними кроками скрутки дротів серцевини і зовнішнього пласту Конструкція містить модуль статичної або ротаційної розмотки дротів зовнішнього пласту (1), модуль подвійної скрутки двопластового витого дротового виробу (2) і додатковий модуль подвійної попередньої скрутки серцевини (3) Модуль статично» розмотки містить 18 запитних котушок (9) для дротів зовнішнього пласту витого дротового виробу Модуль ротаційної розмотки містить 18 запитних котушок (9), з вузлами вщкрутки-підкрутки для дротів зовнішнього пласту дротового виробу Додатковий модуль подвійної попередньої скрутки серцевини (3) містить від 2 до 7 запитних котушок дротів серцевини (4), ротори (6) і маховики (7) Модуль подвійної скрутки витого дротового виробу (2) містить витяжний пристрій (8), розподільний шаблон (10), формуючу втулку (11), обжимні плашки (12), ведучі ролики (13), маховики (14), реверсійний ролик (15), торсійний пристрій (16), правильний пристрій (17), і приймальну котушку (18) Пристрій працює наступним способом розмотка першої групи дротів, формуючих серцевину з запитних котушок (4) і їх скручування в серцевину (5) в модулі подвійної скрутки (3) з попереднім кроком скрутки t 0 Скручування дротів серцевини здійснюється за рахунок обертального руху роторів (6) і маховиків (7) модуля подвійної попередньої скрутки (3) і поступального руху серцевини з ЛІНІЙНОЮ ШВИДКІСТЮ витяжки Yc, яка задається витяжним пристроєм (8) модуля подвійної скрутки двопластового витого дротового виробу (2) і, ВІДПОВІДНО, прирівнюється ЛІНІЙНІЙ швидкості витяжки металокорду Ym Наступна стадія - проходження серцевини, сформованої з попереднім кроком скрутки to і дру гою групою дротів зовнішнього пласту з запитних котушок другої групи дротів зовнішнього пласту з запитних котушок (9) модуля статичної або ротаційної розмотки дротів (1), через розподільний шаблон (10), формуючу втулку (11) і обжимні плашки (12) для утворення зовнішнього пласту навколо серцевини Подальша стадія містить подачу попередньо сформованого витого дротового виробу до ведучих роликів (13), маховиків (14) реверсивного ролика (15) витяжного пристрою (8), торсійного пристрою (16), правильного пристрою (17) і до приймальної катушки (18) модуля подвійної скрутки витого дротового виробу (2) в якому витий дротовий виріб звивається з встановленим кроком скрутки tm Одночасно з процесом скрутки витого дротового виробу здійснюється підкрутка попереднього кроку скрутки серцевини t 0 до фінального кроку tk в випадку, якщо серцевина і ЗОВНІШНІЙ пласт витого дротового виробу мають однаковий напрямок скрутки (SS або ZZ) При цьому напрямок обертання роторів і маховиків модуля подвійної попередньої скрутки серцевини (3) і модуля подвійної скрутки витого дротового виробу (2) протилежний (SZ або ZS) Якщо витий дротовий виріб має протилежний напрямок скрутки серцевини і зовнішнього пласту, в такому випадку, в процесі скрутки витого дротового виробу з кроком скрутки t m в модулі подвійної скрутки витого дротового виробу (2) здійснюється відкрутка попереднього кроку скрутки серцевини t 0 до фінального кроку скрутки tk При цьому напрямок обертання роторів і маховиків модуля подвійної попередньої скрутки серцевини (3) і модуля подвійної скрутки витого дротового виробу (2) однаковий (SS або ZZ) Використання даного пристрою дозволяє виготовляти двопластові виті дротові вироби методом подвійної скрутки з різними кроками скрутки дротів серцевини і зовнішнього пласту в одну технологічну операцію При цьому серцевину можна звивати з 2 7 дротів, а ЗОВНІШНІЙ пласт з 4 18 дротів однакового або різного діаметру, переважно дротами з покриттям або без покриття, виготовлених з високоякісної сталі з вмістом вуглецю 0,65 1,0% Джерела інформації 1 Бірюков Б А , Феоктістов Ю В , Ігнатєв С Н Розрахунки параметрів зкрутки металокорду Мн Білоргстанкінпромвидав, 1996, - 128с мал Стр75 2 Виробництво металокорду на Білоруському металургійному заводі /Ю В Феоктістов, В П Фетисов Б А Бірюков і др Зкспрес-інформ /Ін-т "Чорметінформація" М , 1990 30с ISBN 585450 009-4 илл Стр 18-20 (прототип) 2387 Комп'ютерна верстка Т. Чепелєва Підписне Тираж 38 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м. Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул. Сім'ї Хохлових, 15, м. Київ, 04119
ДивитисяДодаткова інформація
Автори англійськоюSavianok Anatol Mikalaiavich
Автори російськоюСавянок Анатоль Микалаявич
МПК / Мітки
Мітки: виробництва, витих, дротових, двопластових, пристрій, структур
Код посилання
<a href="https://ua.patents.su/4-2387-pristrijj-dlya-virobnictva-dvoplastovikh-vitikh-drotovikh-struktur.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виробництва двопластових витих дротових структур</a>
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56677
Опубліковано: 15.05.2003
Автори: Омесь Микола Михайлович, Костюченко Михайло Іванович, Хиноцький Анатолій Климентійович, Шеремет Володимир Олександрович, Курочкін Олександр Федорович, Козін Володимир Вячеславович, Чепа Валентин Васильович, Осокін Борис Федорович
МПК: B21F 3/00, B21F 11/00
Мітки: виробів, витих, пристрій, дроту, виготовлення
Формула / Реферат:
Пристрій для виготовлення витих виробів із дроту, який містить нерухому основу, привідний обертовий барабан, притискні ролики, напрямляч подачі дроту, який відрізняється тим, що барабан установлений під основою з вертикальною віссю обертання, а формоутворювач виконаний з напрямляча та притискного ролика, причому напрямляч виконаний на обертовому барабані у вигляді кільцевої канавки трапецеїдальної форми, у яку входить дріт, що притискається...
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56678
Опубліковано: 15.05.2003
Автори: Хиноцький Анатолій Климентійович, Чепа Валентин Васильович, Костюченко Михайло Іванович, Курочкін Олександр Федорович, Осокін Борис Федорович, Шеремет Володимир Олександрович, Козін Володимир Вячеславович, Омесь Микола Михайлович
МПК: B21F 1/00
Мітки: виробів, дроту, пристрій, виготовлення, витих
Формула / Реферат:
Пристрій для виготовлення витих виробів з дроту, що складається з основи, обертової оправки, притискного ролика й засобу для спрямування дроту, який відрізняється тим, що оправка містить ножі, радіальнo встановлені нижче зони формоутворення, а основа, на якій знаходиться оправка з приводом, оснащена роликом порізу, що вільно обертається на осі, і подається у зону обертання різальної крайки ножів до стикання з нею циліндричною поверхнею...
Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці w-подібного профілю
Номер патенту: 63171
Опубліковано: 15.01.2004
Автори: Троцан Анатолій Іванович, Лоік Валерій Петрович, Белов Борис Федорович
Мітки: оболонці, спосіб, дротових, профілю, модифікаторів, порошкових, металевій, виготовлення, w-подібного
Формула / Реферат:
1. Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці ω-подібного профілю, що включає засипання порошку в сформований з металевої стрічки жолоб із крайками замка, їхнє з'єднання з одерженням замкнутої оболонки, її обтиснення і калібрування до заданого типорозміру, який відрізняється тим, що ω-подібний профіль надають жолобу до засипання порошку, потім додатково ущільнюють порошок перед замиканням крайок...
Лінія для виготовлення порошкових дротових модифікаторів
Номер патенту: 63172
Опубліковано: 15.01.2004
Автори: Троцан Анатолій Іванович, Лоік Валерій Петрович, Белов Борис Федорович
МПК: B22F 7/00, B22F 3/00, B21C 37/00
Мітки: виготовлення, дротових, лінія, модифікаторів, порошкових
Формула / Реферат:
1. Лінія для виготовлення порошкових дротових модифікаторів, що містить формуючий стан із профільованими роликами і послідовно розташованими уздовж технологічної лінії розмотувальним, дозуючим, тягнучим і намотувальним пристроями, яка відрізняється тим, що профільовані ролики в складі верхнього, оснащеного цанговою опорою, і нижнього встановлені на вхідній ділянці формуючого стану перед дозуючим пристроєм, який складається з декількох...
Спосіб нарізання різі у витих заготовках і пристрій для його реалізації
Номер патенту: 56622
Опубліковано: 15.05.2003
Автор: Гудь Віктор Зіновійович
МПК: B23B 5/00
Мітки: витих, спосіб, заготовках, пристрій, нарізання, різі, реалізації
Формула / Реферат:
1. Спосіб нарізання різі у витих заготовках, який здійснюється обертовим переміщенням заготовки і відповідним рухом різця паралельно осі заготовки, який відрізняється тим, що проточену по зовнішньому діаметру виту заготовку встановлюють в канавку різі внутрішнього отвору корпуса, а між витками витої заготовки встановлюють підпірну гайку з внутрішнім діаметром меншим двох висот різі, здійснюють притиск витої заготовки торцем фланця, причому...
Попередній патент: Пристосування для очищення внутрішньої поверхні труб нафтових і газових свердловин від гідратних і парафінових відкладень і пробок
Наступний патент: Ніж бурякорізальний
Випадковий патент: Гастровітол