Шліфувальний круг з пазами на робочій поверхні
Номер патенту: 73596
Опубліковано: 25.09.2012
Автори: Богуцкий Володимир Борисович, Абдулгазіс Умер Абдуллайович, Шрон Леонід Борисович, Ягьяєв Ельмар Енверович, Абдулгазіс Азіз Умерович, Абдулгазіс Ділявер Умерович

Формула / Реферат
1. Шліфувальний круг з пазами на робочій поверхні, утвореними під кутом до його осі обертання, який відрізняється тим, що пази в поперечному перерізі виконані ^-подібними й заповнені твердим мастилом, до складу якого доданий кристалогідрат.
2. Шліфувальний круг за п. 1, який відрізняється тем. що у тверде мастило, що складається із графіту, дисульфід молібдену, пульвербакеліту й технічного воску як кристалогідрат уведено 15-20% кальцинованої соди.
Текст
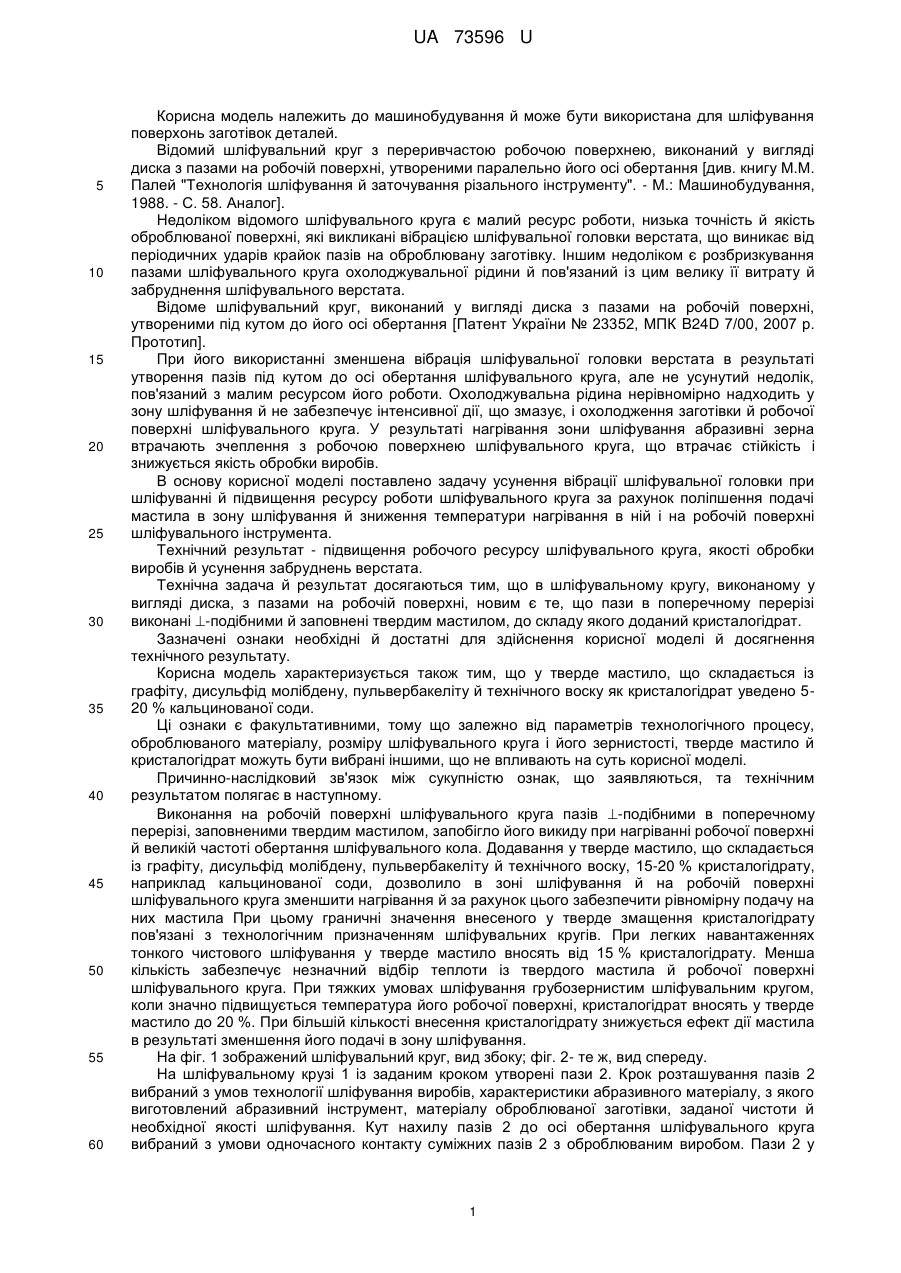
Реферат: Шліфувальний круг з пазами на робочій поверхні, утвореними під кутом до його осі обертання, причому пази в поперечному перерізі виконані -подібними й заповнені твердим мастилом, до складу якого доданий кристалогідрат. UA 73596 U (12) UA 73596 U UA 73596 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування й може бути використана для шліфування поверхонь заготівок деталей. Відомий шліфувальний круг з переривчастою робочою поверхнею, виконаний у вигляді диска з пазами на робочій поверхні, утвореними паралельно його осі обертання [див. книгу М.М. Палей "Технологія шліфування й заточування різального інструменту". - М.: Машинобудування, 1988. - С. 58. Аналог]. Недоліком відомого шліфувального круга є малий ресурс роботи, низька точність й якість оброблюваної поверхні, які викликані вібрацією шліфувальної головки верстата, що виникає від періодичних ударів крайок пазів на оброблювану заготівку. Іншим недоліком є розбризкування пазами шліфувального круга охолоджувальної рідини й пов'язаний із цим велику її витрату й забруднення шліфувального верстата. Відоме шліфувальний круг, виконаний у вигляді диска з пазами на робочій поверхні, утвореними під кутом до його осі обертання [Патент України № 23352, МПК B24D 7/00, 2007 р. Прототип]. При його використанні зменшена вібрація шліфувальної головки верстата в результаті утворення пазів під кутом до осі обертання шліфувального круга, але не усунутий недолік, пов'язаний з малим ресурсом його роботи. Охолоджувальна рідина нерівномірно надходить у зону шліфування й не забезпечує інтенсивної дії, що змазує, і охолодження заготівки й робочої поверхні шліфувального круга. У результаті нагрівання зони шліфування абразивні зерна втрачають зчеплення з робочою поверхнею шліфувального круга, що втрачає стійкість і знижується якість обробки виробів. В основу корисної моделі поставлено задачу усунення вібрації шліфувальної головки при шліфуванні й підвищення ресурсу роботи шліфувального круга за рахунок поліпшення подачі мастила в зону шліфування й зниження температури нагрівання в ній і на робочій поверхні шліфувального інструмента. Технічний результат - підвищення робочого ресурсу шліфувального круга, якості обробки виробів й усунення забруднень верстата. Технічна задача й результат досягаються тим, що в шліфувальному кругу, виконаному у вигляді диска, з пазами на робочій поверхні, новим є те, що пази в поперечному перерізі виконані -подібними й заповнені твердим мастилом, до складу якого доданий кристалогідрат. Зазначені ознаки необхідні й достатні для здійснення корисної моделі й досягнення технічного результату. Корисна модель характеризується також тим, що у тверде мастило, що складається із графіту, дисульфід молібдену, пульвербакеліту й технічного воску як кристалогідрат уведено 520 % кальцинованої соди. Ці ознаки є факультативними, тому що залежно від параметрів технологічного процесу, оброблюваного матеріалу, розміру шліфувального круга і його зернистості, тверде мастило й кристалогідрат можуть бути вибрані іншими, що не впливають на суть корисної моделі. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає в наступному. Виконання на робочій поверхні шліфувального круга пазів -подібними в поперечному перерізі, заповненими твердим мастилом, запобігло його викиду при нагріванні робочої поверхні й великій частоті обертання шліфувального кола. Додавання у тверде мастило, що складається із графіту, дисульфід молібдену, пульвербакеліту й технічного воску, 15-20 % кристалогідрату, наприклад кальцинованої соди, дозволило в зоні шліфування й на робочій поверхні шліфувального круга зменшити нагрівання й за рахунок цього забезпечити рівномірну подачу на них мастила При цьому граничні значення внесеного у тверде змащення кристалогідрату пов'язані з технологічним призначенням шліфувальних кругів. При легких навантаженнях тонкого чистового шліфування у тверде мастило вносять від 15 % кристалогідрату. Менша кількість забезпечує незначний відбір теплоти із твердого мастила й робочої поверхні шліфувального круга. При тяжких умовах шліфування грубозернистим шліфувальним кругом, коли значно підвищується температура його робочої поверхні, кристалогідрат вносять у тверде мастило до 20 %. При більшій кількості внесення кристалогідрату знижується ефект дії мастила в результаті зменшення його подачі в зону шліфування. На фіг. 1 зображений шліфувальний круг, вид збоку; фіг. 2- те ж, вид спереду. На шліфувальному крузі 1 із заданим кроком утворені пази 2. Крок розташування пазів 2 вибраний з умов технології шліфування виробів, характеристики абразивного матеріалу, з якого виготовлений абразивний інструмент, матеріалу оброблюваної заготівки, заданої чистоти й необхідної якості шліфування. Кут нахилу пазів 2 до осі обертання шліфувального круга вибраний з умови одночасного контакту суміжних пазів 2 з оброблюваним виробом. Пази 2 у 1 UA 73596 U 5 10 15 поперечному перерізі виконані -подібними й заповнені твердим мастилом 3, до складу якого входять: графіт, дисульфід молібдену, пульвербакеліт, технічний віск й 15-20 % кристалогідрату, наприклад кальцинованої соди. Робота шліфувального кола 1 виконується таким чином. При шліфуванні в зоні контакту заготівки й робочої поверхні шліфувального круга 1 створюється висока температура, що розріджує тверде мастило 3, у результаті чого воно може швидко витікати із пазів 2. Але одночасно, під дією високої температури, у твердому мастилі 3 відбувається перебудова структури дисперсної кристалогідратної фази кальцинованої соди з поглинанням тепла. Температура твердого мастила знижується, воно повільно випливає в зону шліфування й знижує нагрівання робочої поверхні шліфувального круга 1, що забезпечує збільшення його робочого ресурсу й поліпшує якість шліфування виробу. При цьому горизонтальні полки подібних пазів 2 перешкоджають викиду твердого мастила 3 зі шліфувального круга 1 при великій частоті його обертання. У результаті заповнення пазів 2 твердим мастилом 3 також забезпечується постійний контакт робочої поверхні шліфувального круга 1 з поверхнею оброблюваного матеріалу, що усуває вібрацію шліфувальної головки верстата. Таке виконання шліфувального круга забезпечує рівномірне надходження змащення в зону контакту шліфувального круга й оброблюваної деталі. За рахунок цього знижується нагрівання робочої поверхні шліфувального круга, збільшується ресурс його роботи й підвищується якість шліфування виробів. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 1. Шліфувальний круг з пазами на робочій поверхні, утвореними під кутом до його осі обертання, який відрізняється тим, що пази в поперечному перерізі виконані -подібними й заповнені твердим мастилом, до складу якого доданий кристалогідрат. 2. Шліфувальний круг за п. 1, який відрізняється тим, що у тверде мастило, що складається із графіту, дисульфід молібдену, пульвербакеліту й технічного воску як кристалогідрат уведено 15-20 % кальцинованої соди. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding wheel with cuts on working surface
Автори англійськоюAbdulhazis Umer Abdullaiovych, Yahiaiev Elmar Enverovych, Shron Leonid Borysovych, Abdulhazis Diliaver Umerovych, Bohutskyi Volodymyr Borysovych, Abdulhazis Aziz Umerovych
Назва патенту російськоюШлифовальный круг с пазами на рабочей поверхности
Автори російськоюАбдулгазис Умер Абдуллаевич, Ягьяев Эльмар Энверович, Шрон Леонид Борисович, Абдулгазис Дилявер Умерович, Богуцкий Владимир Борисович, Абдулгазис Азиз Умерович
МПК / Мітки
МПК: B24D 7/00
Мітки: пазами, шліфувальний, поверхні, робочий, круг
Код посилання
<a href="https://ua.patents.su/4-73596-shlifuvalnijj-krug-z-pazami-na-robochijj-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Шліфувальний круг з пазами на робочій поверхні</a>
Шліфувальний круг з переривчастою робочою поверхнею
Номер патенту: 23352
Опубліковано: 25.05.2007
Автори: Малигіна Віра Вікторівна, Богуцкий Володимир Борисович, Новосьолов Юрій Костянтинович
МПК: B24D 7/00
Мітки: переривчастою, поверхнею, круг, шліфувальний, робочою
Формула / Реферат:
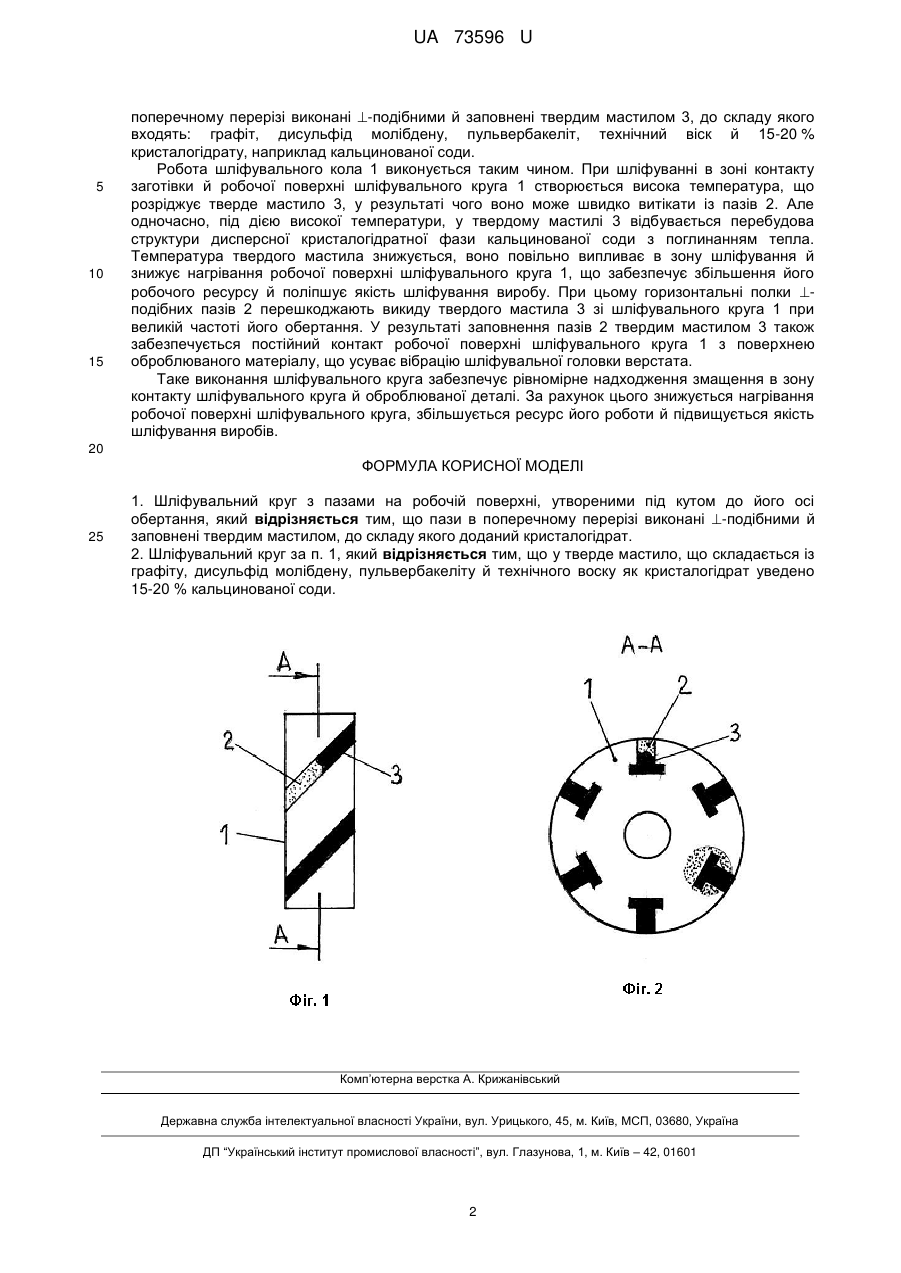
Шліфувальний круг з переривчастою робочою поверхнею, що має пази на своїй робочій поверхні, який відрізняється тим, що пази спрямовані під кутом α до осі круга, діапазон кута складає 37-76 градусів.
Переривистий нахилений шліфувальний круг
Номер патенту: 87600
Опубліковано: 27.07.2009
Автори: Сизий Юрій Анатолійович, Сталінський Дмитро Віталійович, Пірогов Олександр Юрійович
Мітки: переривистий, шліфувальний, круг, нахилений
Формула / Реферат:
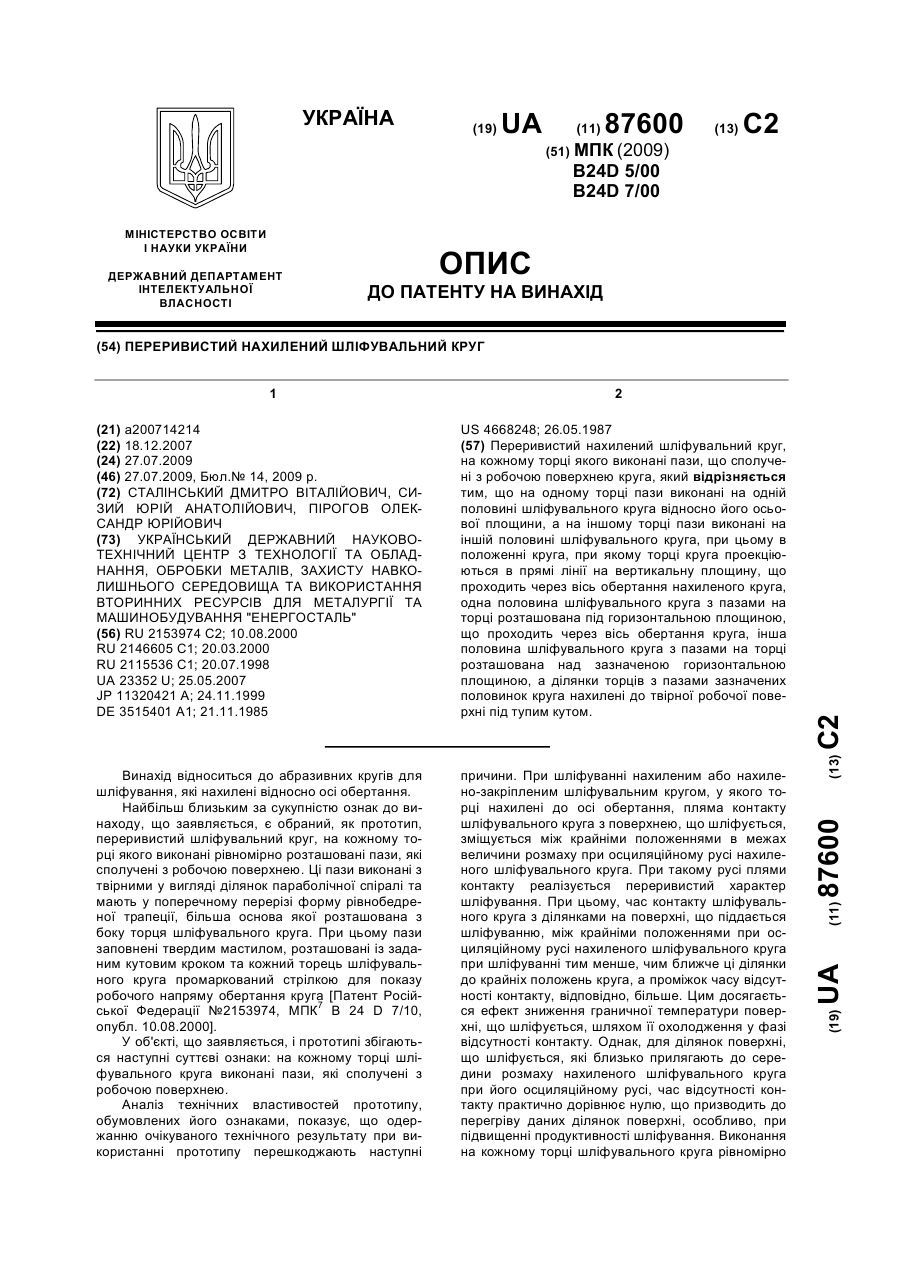
Переривистий нахилений шліфувальний круг, на кожному торці якого виконані пази, що сполучені з робочою поверхнею круга, який відрізняється тим, що на одному торці пази виконані на одній половині шліфувального круга відносно його осьової площини, а на іншому торці пази виконані на іншій половині шліфувального круга, при цьому в положенні круга, при якому торці круга проекціюються в прямі лінії на вертикальну площину, що проходить через вісь...
Переривистий нахилений шліфувальний круг
Номер патенту: 31907
Опубліковано: 25.04.2008
Автори: Сизий Юрій Анатолійович, Сталінський Дмитро Віталійович, Пірогов Олександр Юрійович
МПК: B24D 7/00
Мітки: переривистий, круг, шліфувальний, нахилений
Формула / Реферат:
Переривистий нахилений шліфувальний круг, на кожному торці якого виконані пази, що сполучені з робочою поверхнею, який відрізняється тим, що на одному торці пази виконані на одній половині шліфувального круга відносно його осьової площини, а на іншому торці пази виконані на іншій половині шліфувального круга, при цьому в положенні круга, при якому торці круга проекціюються в прямі лінії на вертикальну площину, що проходить через вісь...
Шліфувальний круг

Номер патенту: 73595
Опубліковано: 25.09.2012
Автори: Абдулгазіс Умер Абдуллайович, Шрон Леонід Борисович, Абдулгазіс Ділявер Умерович, Ягьяєв Ельмар Енверович, Богуцкий Володимир Борисович
МПК: B24D 7/00
Мітки: шліфувальний, круг
Формула / Реферат:
1. Шліфувальний круг, робоча поверхня якого утворена виступами і западинами, що чергуються, виконаними у вигляді радіальних прорізів, заповнених твердим мастилом, який відрізняється тим, що твердим мастилом заповнені тільки парні радіальні прорізи, а непарні - заповнені твердим кристалогідратом зі сполучним матеріалом.2. Шліфувальний круг за п. 1, який відрізняється тим, що як тверде мастило використане графіт, дисульфід молібдену й...
Шліфувальний круг
Номер патенту: 61563
Опубліковано: 25.07.2011
Автори: Марчук Віктор Іванович, Пташенчук Віталій Віталійович
Мітки: круг, шліфувальний
Формула / Реферат:
1. Шліфувальний круг, що містить виконаний у формі круглого фланця корпус з абразивною робочою поверхнею, у якій виконані отвори, частина яких з'єднана з камерами, що утворені всередині корпуса, який відрізняється тим, що отвори, які з'єднані з камерами, оснащені соплами та розташовані еквідистантно у радіально розміщених пазах, виконаних на абразивній робочій поверхні, при цьому камери усередині корпуса з'єднані трубопроводами з каналом для...
Попередній патент: Шліфувальний круг
Наступний патент: Спосіб підвищення ресурсу пневмодвигуна гірничої машини
Випадковий патент: Пристрій для гальванічної обробки виробів електроконтактним методом