Шліфувальний круг
Номер патенту: 73595
Опубліковано: 25.09.2012
Автори: Ягьяєв Ельмар Енверович, Шрон Леонід Борисович, Богуцкий Володимир Борисович, Абдулгазіс Умер Абдуллайович, Абдулгазіс Ділявер Умерович

Формула / Реферат
1. Шліфувальний круг, робоча поверхня якого утворена виступами і западинами, що чергуються, виконаними у вигляді радіальних прорізів, заповнених твердим мастилом, який відрізняється тим, що твердим мастилом заповнені тільки парні радіальні прорізи, а непарні - заповнені твердим кристалогідратом зі сполучним матеріалом.
2. Шліфувальний круг за п. 1, який відрізняється тим, що як тверде мастило використане графіт, дисульфід молібдену й зв'язувальні речовини - пульвербакеліт і технічний віск, а як кристалогідрат - кальцинована сода й зв'язувальна речовина - парафін, при цьому графіт, дисульфід молібдену й кальцинована сода використані здрібненими до розміру наночасток.
Текст
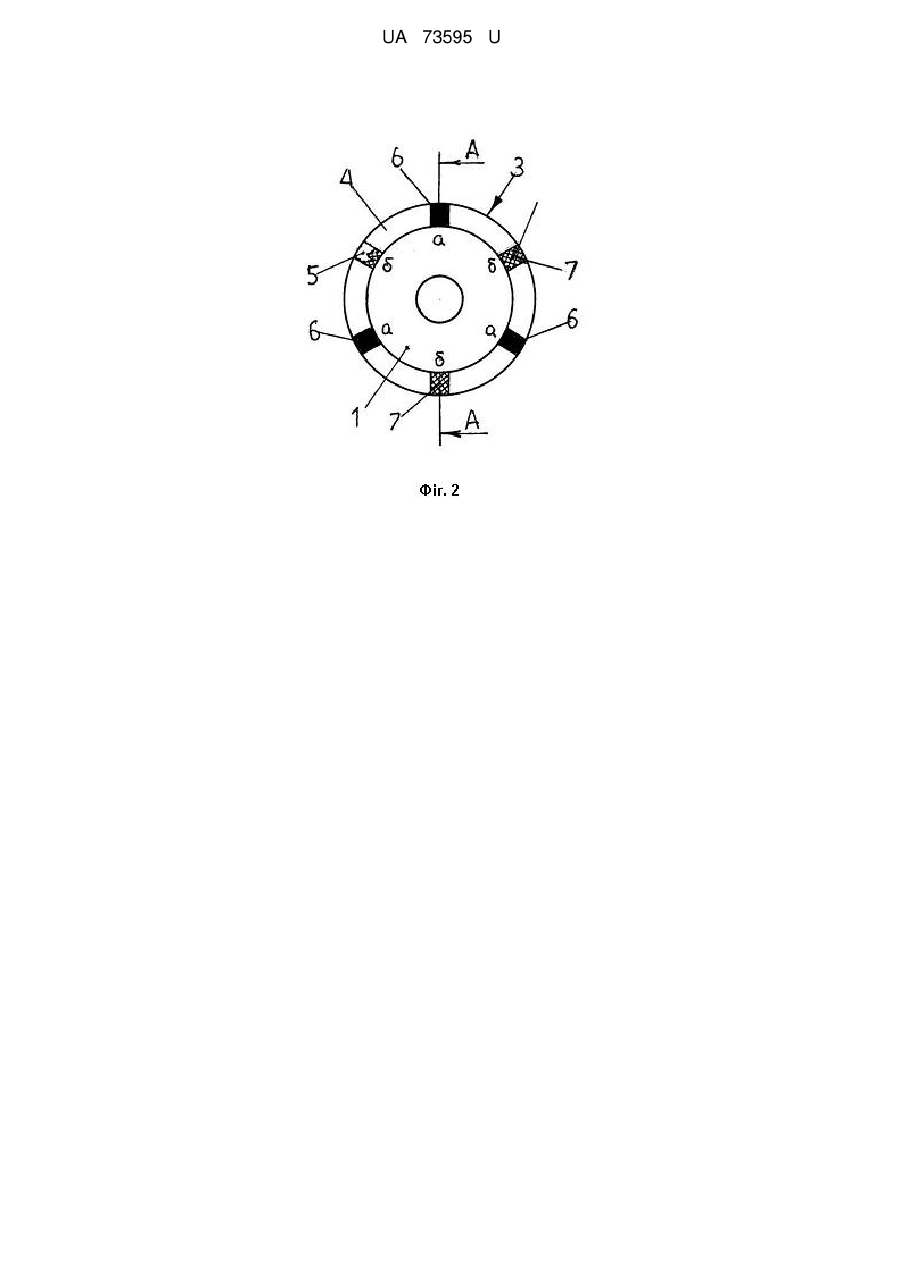
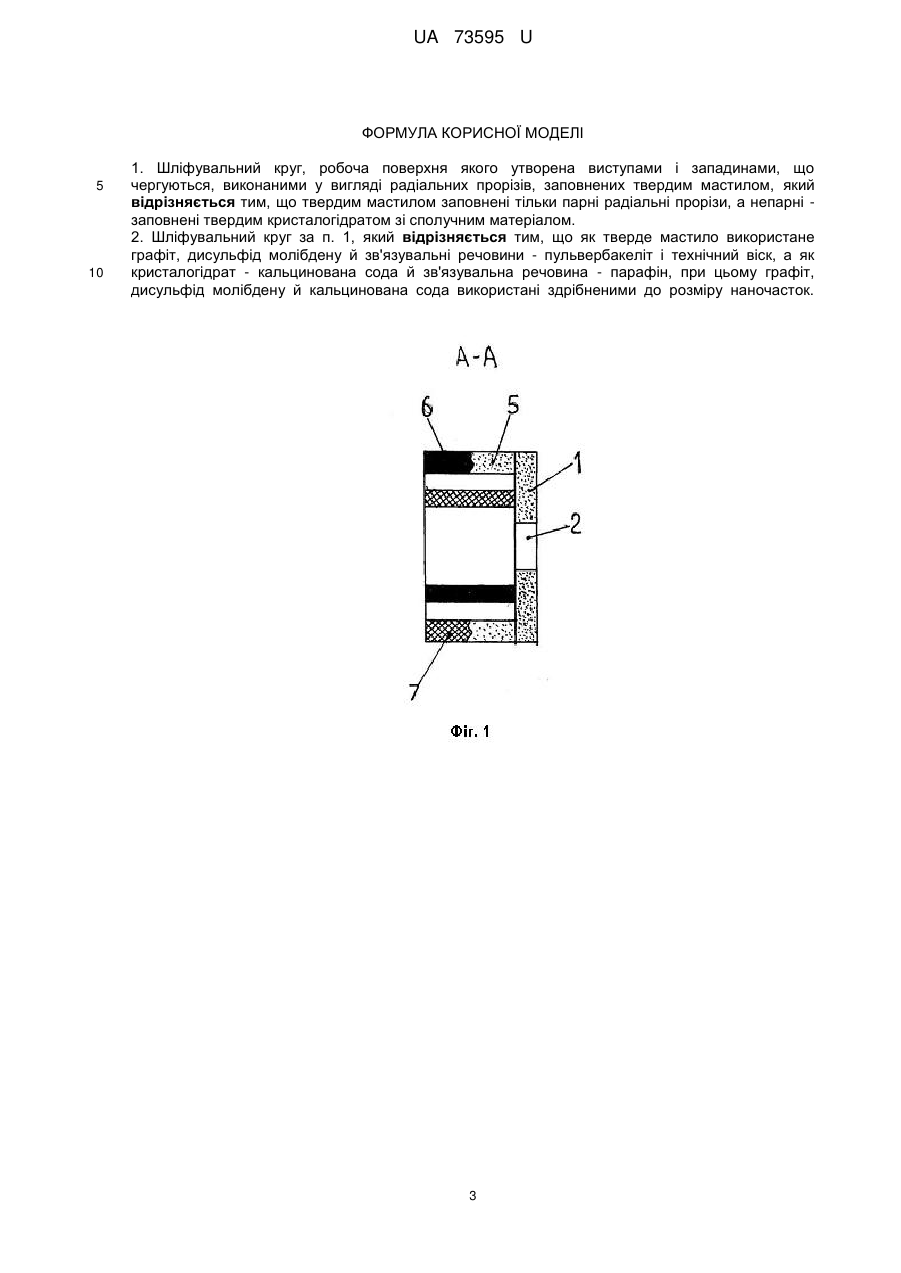
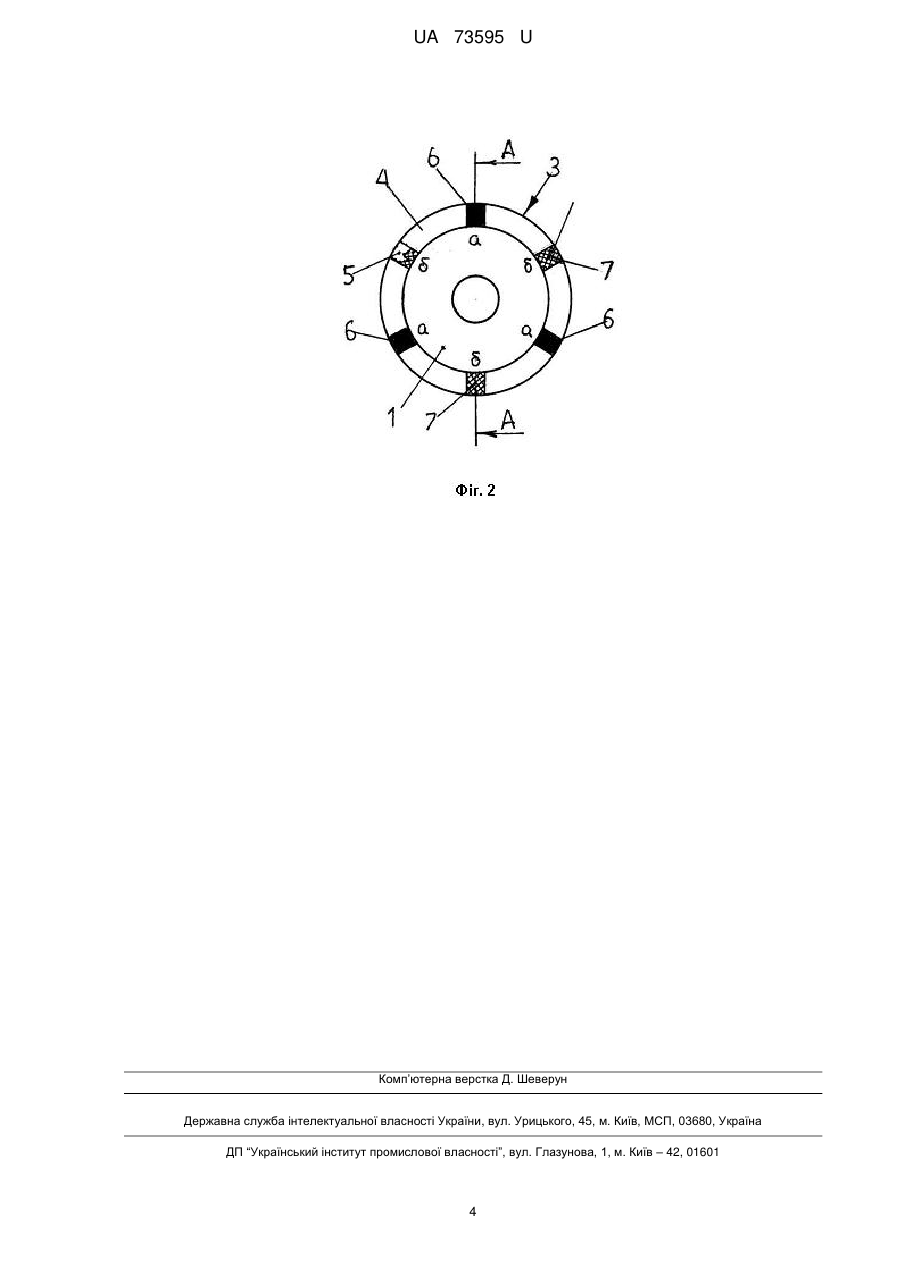
Реферат: Шліфувальний круг, робоча поверхня якого утворена виступами і западинами, що чергуються, виконаними у вигляді радіальних прорізів, заповнених твердим мастилом, причому твердим мастилом заповнені тільки парні радіальні прорізи, а непарні - заповнені твердим кристалогідратом зі сполучним матеріалом. UA 73595 U (12) UA 73595 U UA 73595 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування, а саме до ріжучих абразивних інструментів, зокрема до шліфувальних кругів, призначених для шліфування металів і сплавів, заточення інструментів і т.п. Шліфувальні круги виготовляють об'ємним штампуванням на основі абразивних зерен, скріплених сполучним матеріалом. Відомий шліфувальний круг типу чашки, виконаний у вигляді корпуса з робочою абразивною поверхнею (далі робоча поверхня), обмеженою внутрішньою й зовнішньою окружностями (див. Краткий политехнический словарь. Государственное издательство технико-теоретической литературы. М.: - 1956. - Реферат. "Абразивный инструмент". - С. 7. - Рис. 3-5. Аналог). Недоліком відомого аналога є те, що при суцільній робочій поверхні шліфувального круга утруднене проникнення мастильно-охолоджувальної рідини (СОЖ) у зону шліфування й обмежена її мастильна дія, а нагрівання шліфувального круга здійснює негативну дію на його стійкість і робочий ресурс. У результаті підвищення температури шліфувального круга знижується зчеплення абразивних зерен, відбувається швидке зношування робочої поверхні й погіршується якість обробки заготівок виробів. Відомий переривчастий шліфувальний круг типу чашки, виконаний у вигляді корпуса з робочою поверхнею, обмеженою внутрішньою й зовнішньою окружностями, утвореної виступами і западинами, що чергуються (див. а.с. СРСР № 1593936, МІЖ B24D 7/00, 1990 г. Аналог). Недоліком даного аналога є негативний вплив переривчастої робочої поверхні шліфувального круга на проникнення мастильно-охолоджувальної рідини (СОЖ) у зону шліфування і її розбризкування, що знижує стійкість і ресурс роботи шліфувального інструмента й збільшує витрату охолоджувальної рідини. Відомий шліфувальний круг, що включає робочу поверхню, утворену виступами і западинами, що чергуються, виконаними у вигляді радіальних прорізів, заповнених твердим змащенням. В осьовому напрямку й у перерізі, перпендикулярному осі обертання круга, прорізи виконані у формі рівнобічної трапеції, більша підстава якої розташована, відповідно з боку робочого торця шліфувального круга й з боку його посадкової поверхні (див. патент RU № 2163535, МПК 7 B24D 7/10. Прототип). Недоліком прототипу є те, що змащення на заготівку в зоні різання й на виступи шліфувального круга надходить нерівномірно. При великому нагріванні й окружній швидкості шліфувального круга тверде змащення розріджується й під дією відцентрової сили швидко випливає й викидається з радіальних прорізів. Цьому сприяє виконання радіальних прорізів у вигляді трапеції, більша підстава якої розташована з боку робочого торця шліфувального круга й з боку його посадкової поверхні. При цьому подача СОЖ не усуває цей недолік й у процесі шліфування розбризкується шліфувальним кругом, що викликає її підвищену витрату. У результаті цього відбувається інтенсивне зношування, знижується стійкість шліфувального круга й обмежується ресурс його роботи. Проте, відомий аналог за сукупністю ознак і результатом, що є найбільш близьким з рівня техніки й прийнятий нами як прототип. Загальними ознаками із пристроєм, що заявляється, є: шліфувальний круг, робоча поверхня якого утворена виступами і западинами, що чергуються, виконаними у вигляді прорізів, заповнених твердим змащенням. Технічна задача корисної моделі - удосконалювання конструкції шліфувального круга, у якому створені умови охолодження робочої поверхні, пов'язаної із зоною шліфування й за рахунок цього запобігання інтенсивному витіканню й викиду твердого мастила із западин абразивного інструмента. Технічний результат - підвищення стійкості абразивного інструмента, його робочого ресурсу й поліпшення якості шліфування виробів. Технічне задача вирішується тим, що шліфувальний круг містить робочу поверхню, що утворена виступами і западинами, що чергуються, виконаними у вигляді радіальних прорізів, заповнених твердим мастилом. Новим є те, що твердим мастилом заповнені тільки парні радіальні прорізи, а непарні - заповнені твердим кристалогідратом зі сполучним матеріалом. Зазначені ознаки необхідні й достатні для здійснення корисної моделі й досягнення технічного результату - охолодження зони шліфування, твердого мастила й робочої поверхні шліфувального круга. Корисна модель характеризується також тим, що як тверде мастило використано графіт, дисульфід молібдену й зв'язувальної речовини - пульвербакеліт і технічний віск, а як кристалогідрат - кальцинована сода й зв'язувальна речовина - парафін. При цьому графіт, дисульфід молібдену й кальцинована сода використані у твердому мастилі й кристалогідраті здрібненими до розміру наночасток. 1 UA 73595 U 5 10 15 20 25 30 35 40 45 50 55 Причинно-наслідковий зв'язок нових ознак і технічним результатом, що досягає, полягає в наступному. Виконання тільки парних радіальних прорізів, що чергуються, заповненими твердим мастилом, а непарних - твердим кристалогідратом зі зв'язувальною речовиною, дозволило одночасно забезпечити подачу в зону шліфування мастила й використати кристалогідрат як засіб її охолодження, а також робочої поверхні шліфувального круга й зони шліфування. За рахунок цього досягнута рівномірна подача мастила й збільшений робочий ресурс абразивного інструмента. Використання як твердого мастила графіту й дисульфіду молібдену зі зв'язувальними речовинами - пульвербакелітом і технічним воском, дозволило одержати тверду масу мастила, здатну при шліфуванні дозовано надходити в зону контакту шліфувального круга з оброблюваною заготівкою виробу. Використання як твердого кристалогідрату і кальцинованої соди зі сполучним парафіном, дозволило в результаті перебудови кристалічних грат при нагріванні, поглинати тепло й за рахунок цього запобігти великому нагріванню шліфувального круга й твердого змащення й сповільнити її витікання. Використання у твердому мастилі й кристалогідрат графіту й дисульфіду молібдену, а також кальцинованої соди, здрібнених до розміру наночасток, дозволило інтенсифікувати процеси подачі мастила в зону шліфування й поглинання з неї тепла й за рахунок цього запобігти перегріву твердого мастила й забезпечити рівномірну його подачу в зону шліфування. Проведений аналіз рівня техніки по патентних і науково-технічних джерелах інформації, не виявив технічних рішень, що мають ознаки, тотожні новим ознакам корисної моделі, що заявляється, що дає підставу вважати його відповідному критерію «новизна». На фіг.1 показаний чашковий шліфувальний круг; фіг.2 - розріз А-А на фіг.1; Чашковий шліфувальний круг виконаний у вигляді корпуса 1 з посадковим отвором 2 і робочою поверхнею 3. Робоча поверхня 3 у процесі об'ємного штампування абразивного матеріалу й зв'язувальних речовин утворена у вигляді виступів 4 і западин 5, що чергуються. Западини 5 являють собою парні «а» і непарні «б» радіальні прорізи з паралельними бічними сторонами. Парні прорізи «а» заповнені твердим мастилом 6, а непарні прорізи «б» - кристалогідратом 7. Як тверде мастило 6 використано графіт і дисульфід молібдену, а як сполучне - пульвербакеліт і технічний віск. Як кристалогідрат 7 використана кальцинована сода Na2 СО3 10Н2О, а зв'язувальна речовина парафін. При цьому графіт, дисульфід молібдену й кальцинована сода у твердому мастилі й кристалогідраті використані здрібненими до розміру наночасток. Шліфувальний круг працює в такий спосіб. При шліфуванні заготовок виробів, у результаті впливу абразивних зерен на оброблювану поверхню, у зоні шліфування відбувається інтенсивне нагрівання. Під впливом теплоти, що утворилась, пульвербакеліт і технічний віск частини твердого мастила 6, що перебуває в парних прорізах «а» в зоні шліфування розріджуються й, під дією відцентрової сили шліфувального круга, який обертається, минають і наносяться на оброблювану поверхню заготовки й робочої поверхні 3. У результаті мастильної дії твердого мастила 6 знижується тертя робочої поверхні 3 шліфувального круга об заготовку й частково знижується теплова напруженість процесу шліфування. Однак зниження температури відбувається при невеликих швидкостях шліфування й тиску шліфувального круга на заготовку. При великій частоті обертання шліфувального круга, великій швидкості переміщення щодо заготовки й тиску на неї, тверде мастило 6 перейде в рідкий легкотекучий стан і швидко пройде із парних прорізів «а». Цей негативний наслідок усувається тим, що в кристалогідраті, що перебуває в непарних прорізах «б», шліфувального круга під дією високої температури відбувається перебудова кристалічної структури дисперсної кристалогідратної фази з поглинання тепла, у результаті чого знижується температура в зоні різання й у твердому мастилі 6. Створюються умови повільного витікання твердого мастила 6 з парних прорізів «а» і додаткового мастила від витікання сполучного кристалогідрату парафіну з непарних прорізів «б», що знижує температуру в зоні шліфування й на робочій поверхні 3 шліфувального круга. У результаті цього зношування шліфувального круга зменшується, підвищується його стійкість і працездатність. У ряді випадків відпадає необхідність у використанні мастильно-охолоджуючої рідини й забруднення шліфувального верстата від її розбризкування. Застосування шліфувального круга, що заявляється, забезпечується збільшення робочого ресурсу, підвищення якості шліфування виробів, а також зниження витрат на проведення процесу шліфування заготовок виробів. 60 2 UA 73595 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Шліфувальний круг, робоча поверхня якого утворена виступами і западинами, що чергуються, виконаними у вигляді радіальних прорізів, заповнених твердим мастилом, який відрізняється тим, що твердим мастилом заповнені тільки парні радіальні прорізи, а непарні заповнені твердим кристалогідратом зі сполучним матеріалом. 2. Шліфувальний круг за п. 1, який відрізняється тим, що як тверде мастило використане графіт, дисульфід молібдену й зв'язувальні речовини - пульвербакеліт і технічний віск, а як кристалогідрат - кальцинована сода й зв'язувальна речовина - парафін, при цьому графіт, дисульфід молібдену й кальцинована сода використані здрібненими до розміру наночасток. 3 UA 73595 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding wheel
Автори англійськоюBohutskyi Volodymyr Borysovych, Abdulhazis Diliaver Umerovych, Shron Leonid Borysovych, Yahiaiev Elmar Enverovych, Abdulhazis Umer Abdullaiovych
Назва патенту російськоюШлифовальный круг
Автори російськоюБогуцкий Владимир Борисович, Абдулгазис Дилявер Умерович, Шрон Леонид Борисович, Ягьяев Эльмар Энверович, Абдулгазис Умер Абдуллаевич
МПК / Мітки
МПК: B24D 7/00
Мітки: шліфувальний, круг
Код посилання
<a href="https://ua.patents.su/6-73595-shlifuvalnijj-krug.html" target="_blank" rel="follow" title="База патентів України">Шліфувальний круг</a>
Шліфувальний круг з переривчастою робочою поверхнею
Номер патенту: 23352
Опубліковано: 25.05.2007
Автори: Новосьолов Юрій Костянтинович, Малигіна Віра Вікторівна, Богуцкий Володимир Борисович
МПК: B24D 7/00
Мітки: поверхнею, переривчастою, шліфувальний, робочою, круг
Формула / Реферат:
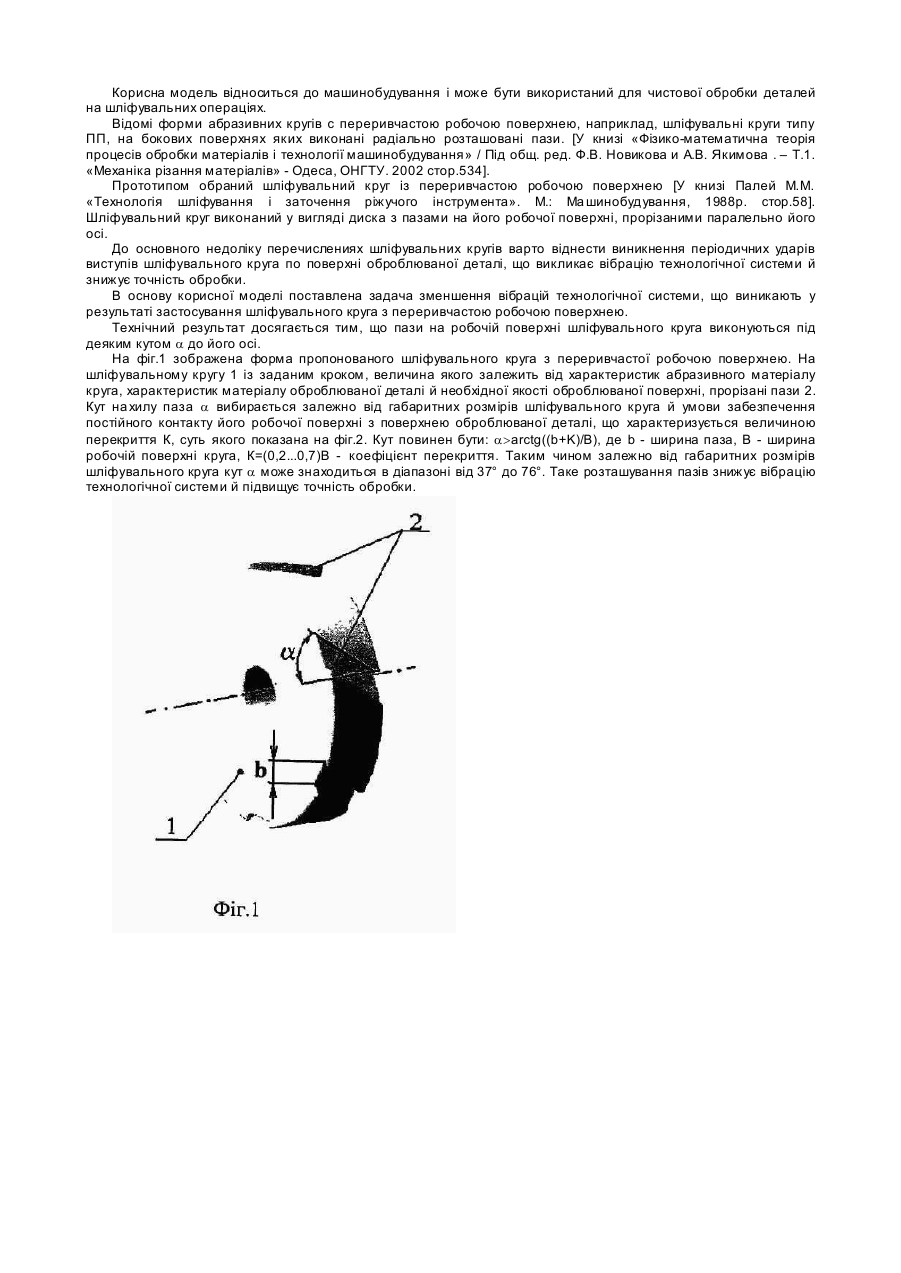
Шліфувальний круг з переривчастою робочою поверхнею, що має пази на своїй робочій поверхні, який відрізняється тим, що пази спрямовані під кутом α до осі круга, діапазон кута складає 37-76 градусів.
Збірний шліфувальний круг

Номер патенту: 20257
Опубліковано: 15.01.2007
Автор: Борблик Сергій Борисович
МПК: B24D 5/00
Мітки: шліфувальний, збірний, круг
Формула / Реферат:
1. Збірний шліфувальний круг, що містить корпус з отвором в центральній частині для кріплення на консолі шпінделя внутрішньошліфувального верстата і абразивні елементи, що радіальнo розташовані і закріплені на корпусі за допомогою елементів кріплення, який відрізняється тим, що корпус виконано у вигляді двох паралельно розташованих і жорстко з'єднаних між собою на деякій відстані дисків, між якими розміщені абразивні елементи, які виконані у...
Переривистий нахилений шліфувальний круг
Номер патенту: 31907
Опубліковано: 25.04.2008
Автори: Сизий Юрій Анатолійович, Пірогов Олександр Юрійович, Сталінський Дмитро Віталійович
МПК: B24D 7/00
Мітки: шліфувальний, нахилений, переривистий, круг
Формула / Реферат:
Переривистий нахилений шліфувальний круг, на кожному торці якого виконані пази, що сполучені з робочою поверхнею, який відрізняється тим, що на одному торці пази виконані на одній половині шліфувального круга відносно його осьової площини, а на іншому торці пази виконані на іншій половині шліфувального круга, при цьому в положенні круга, при якому торці круга проекціюються в прямі лінії на вертикальну площину, що проходить через вісь...
Переривистий нахилений шліфувальний круг
Номер патенту: 87600
Опубліковано: 27.07.2009
Автори: Сизий Юрій Анатолійович, Пірогов Олександр Юрійович, Сталінський Дмитро Віталійович
Мітки: нахилений, шліфувальний, переривистий, круг
Формула / Реферат:
Переривистий нахилений шліфувальний круг, на кожному торці якого виконані пази, що сполучені з робочою поверхнею круга, який відрізняється тим, що на одному торці пази виконані на одній половині шліфувального круга відносно його осьової площини, а на іншому торці пази виконані на іншій половині шліфувального круга, при цьому в положенні круга, при якому торці круга проекціюються в прямі лінії на вертикальну площину, що проходить через вісь...
Збірний шліфувальний круг

Номер патенту: 29681
Опубліковано: 25.01.2008
Автори: Юров Дмитро Петрович, Стиріков Олександр Миколайович
МПК: B24B 5/00
Мітки: шліфувальний, круг, збірний
Формула / Реферат:
1. Збірний шліфувальний круг, що містить корпус, який виконано у вигляді двох паралельно розташованих і жорстко з'єднаних між собою на деякій відстані дисків з отвором в центральній частині для кріплення на консолі шпинделя внутрішньошліфувального верстата, і абразивних елементів, що виконані у вигляді кругів, радіально розміщених між дисками і роз'ємно скріплених з ними за допомогою елементів кріплення, які розташовані на дисках по колу,...
Попередній патент: Пристрій для очищення повітря в тваринницьких приміщеннях
Наступний патент: Шліфувальний круг з пазами на робочій поверхні
Випадковий патент: Обладнання для реконструкції