Гармата для забивання льотки металургійної печі
Номер патенту: 73740
Опубліковано: 10.10.2012
Автори: Суков Генадій Сергійович, Дзержинская Любов Олександрівна, Сімашов Роман Шовкатович, Удовенко Сергій Олександрович, Зубарєв Сергій Олександрович, Єрін Вадим Валерійович, Крайній Михайло Вікторович


Формула / Реферат
Гармата для забивання льотки металургійної печі, що містить робочий циліндр з плунжером, оснащений люком для завантаження льоточної маси та перехідним патрубком, оснащеним носком для подачі льоточної маси, що взаємодіє з отвором футляра льотки печі, яка відрізняється тим, що плунжер робочого циліндра виконаний діаметром ![]() ,
, ![]() , де
, де ![]() - коефіцієнт пластичності льоточної маси,
- коефіцієнт пластичності льоточної маси, ![]() - діаметр отвору носка, а довжина перехідного патрубка
- діаметр отвору носка, а довжина перехідного патрубка ![]() від діаметра плунжера
від діаметра плунжера ![]() до діаметра
до діаметра ![]() отвору носка гармати складає
отвору носка гармати складає ![]() .
.
Текст
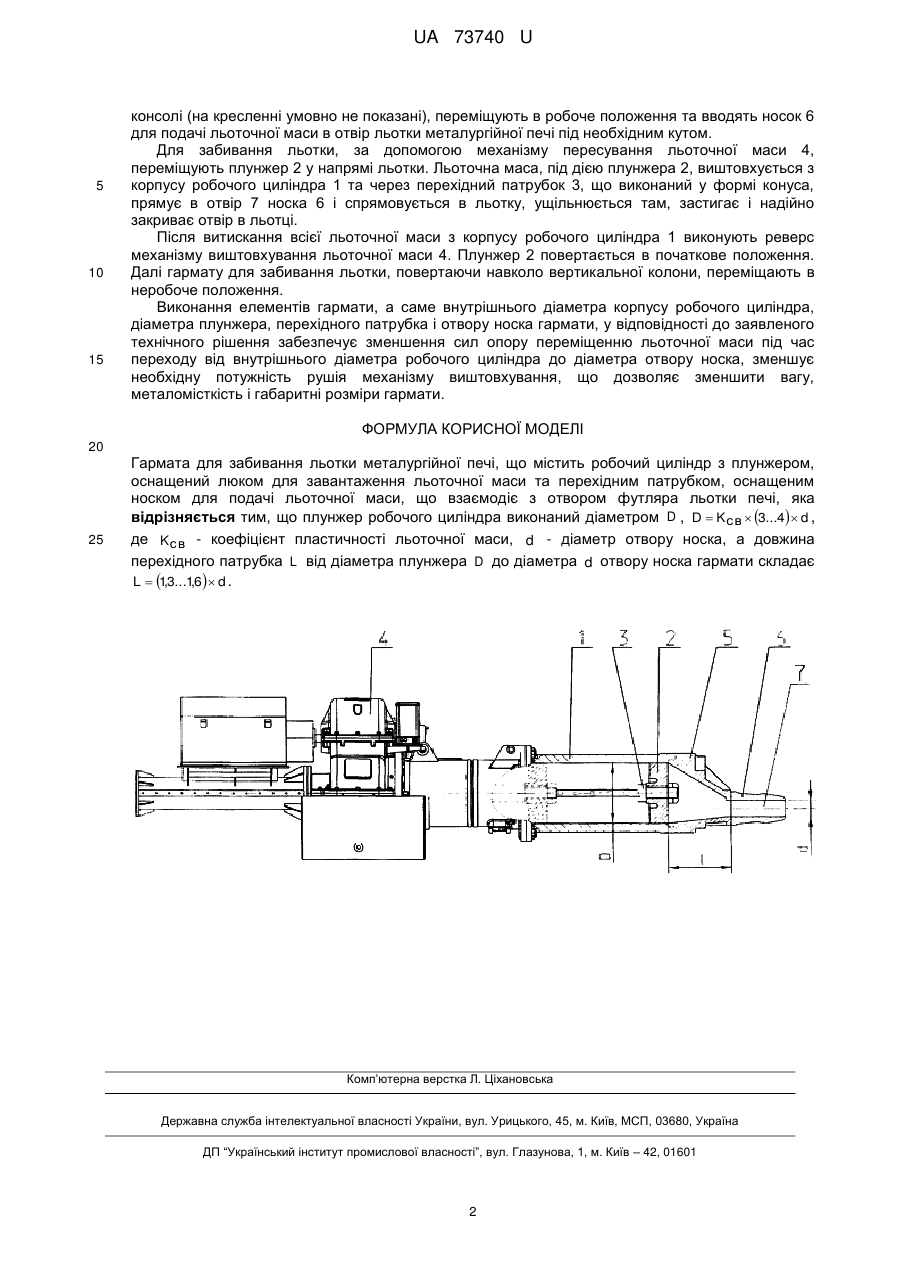
Реферат: Гармата для забивання льотки металургійної печі містить робочий циліндр з плунжером, оснащений люком для завантаження льоточної маси та перехідним патрубком, оснащеним носком для подачі льоточної маси, що взаємодіє з отвором футляра льотки печі. Плунжер робочого циліндра виконаний діаметром D , D K св 3...4 d , де Kсв - коефіцієнт пластичності льоточної маси, d - діаметр отвору носка. Довжина перехідного патрубка L від діаметра плунжера D до діаметра d отвору носка гармати складає L 13...16 d . , , UA 73740 U (12) UA 73740 U UA 73740 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металургійної промисловості, а саме до машин для забивання льотки металургійної печі, і може бути використана при проектуванні і виготовленні гармати для забивання льотки. Відома гармата для забивання чавунної льотки доменної печі, що містить циліндричний корпус, оснащений плунжером, люком для завантаження льоточної суміші і перехідним патрубком з носком для подачі льоточної маси. Гармата забезпечена гідроциліндром з гідроприводом для витискування льоточної суміші [див., наприклад, Патент України № 39108 від 25.04.1995, МПК С21В 7/12]. До недоліків відомої гармати слід віднести її високу вогненебезпечність за рахунок застосування у гідросистемі оливи, що знаходиться під високим тиском. Цей недолік усунений в іншій відомій гарматі для забивання чавунної льотки, що змонтована на колоні за допомогою поворотної консолі і яка містить циліндричний корпус, оснащений плунжером, перехідним патрубком з носком для подачі льоточної маси та люком для її завантаження. Шток плунжера за допомогою пари гвинт - гайка зв'язаний з електромеханічним рушієм пресування льоточної маси [див., наприклад, А.С. СРСР № 1036744 від 21.04.1981, МПК С21В7/12, бюл. № 31]. По сукупності істотних ознак відома гармата є найбільш близькою до заявленої корисної моделі і може бути прийнята за найближчий аналог. До недоліків найближчого аналога слід віднести те, що для надійного забивання льотки металургійної печі, а також для продавлювання льоточної маси через отвір носка необхідно створити значне зусилля пресування. Це призводить до значного збільшення потужності рушія пресування льоточної маси, його габаритних розмірів і ваги, що негативно впливає на ефективну роботу машини. В основу корисної моделі поставлена задача створити гармату для забивання льотки металургійної печі, що забезпечує необхідне зусилля пресування і яка має мінімальні габаритні розміри і вагу, шляхом забезпечення оптимального співвідношення між основними елементами гармати і за рахунок технічного результату, що полягає в зменшенні внутрішнього опору пресуванню льоточної маси. Поставлена задача вирішується тим, що в гарматі для забивання льотки металургійної печі, що містить робочий циліндр з плунжером, оснащений люком для завантаження льоточної маси і перехідним патрубком, оснащеним носком для подачі льоточної маси, що взаємодіє з отвором футляра льотки печі, плунжер, що виштовхує з робочого циліндра льоточну масу через отвір носка гармати діаметром d у футляр доменної печі, виконаний діаметром D , при цьому діаметр плунжера D рівний D Kсв 3...4 d , де Kсв - коефіцієнт пластичності льоточної маси, а довжина перехідного патрубка L від діаметра поршня D до діаметра отвору d носка гармати складає L 13...16 d . , , Технічний результат досягається завдяки тому, що в гарматі для забивання льотки металургійної печі плунжер, що виштовхує з робочого циліндра льоточну масу через отвір носка гармати діаметром d у футляр доменної печі, виконаний діаметром D , при цьому діаметр плунжера D рівний D Kсв 3...4 d , де Kсв - коефіцієнт пластичності льоточної маси, а довжина перехідного патрубка від діаметра поршня D до діаметра носка гармати d складає L 13...16 d . , , Суть корисної моделі пояснюється кресленнями, де показаний загальний вид гармати для забивання льотки металургійної печі. Заявлена гармата для забивання льотки металургійної печі складається з циліндричного корпусу робочого циліндра 1, плунжера 2, що зв'язаний за допомогою штока 3 з рушієм механізму пресування льоточної маси 4, перехідного патрубка 5 з носком 6 і отвором 7 для виходу льоточної маси. Відмітними ознаками корисної моделі є: - діаметр плунжера 2 робочого циліндра 1 визначено за формулою D Kсв 3...4 d , де Kсв - коефіцієнт пластичності льоточної маси, d - діаметр отвору 7 носка 6 гармати; - довжина перехідного патрубка 5 від діаметра плунжера D до діаметра отвору носка гармати d складає L 13...16 d . , , Працює гармата для забивання льотки металургійної печі таким чином. Перед забиванням льотки проводять завантаження льоточної маси (пластичної вогнетривкої суміші) в корпус робочого циліндра 1 гармати. Завантаження виконують з торця робочого циліндра 1 гармати, відвівши убік перехідний патрубок 3. Після закінчення завантаження перехідний патрубок 3 встановлюють назад у робоче положення. Дозавантаження гармати здійснюють через люк на бічній поверхні корпусу. Далі гармату, що встановлена на колону за допомогою поворотної 1 UA 73740 U 5 10 15 консолі (на кресленні умовно не показані), переміщують в робоче положення та вводять носок 6 для подачі льоточної маси в отвір льотки металургійної печі під необхідним кутом. Для забивання льотки, за допомогою механізму пересування льоточної маси 4, переміщують плунжер 2 у напрямі льотки. Льоточна маса, під дією плунжера 2, виштовхується з корпусу робочого циліндра 1 та через перехідний патрубок 3, що виконаний у формі конуса, прямує в отвір 7 носка 6 і спрямовується в льотку, ущільнюється там, застигає і надійно закриває отвір в льотці. Після витискання всієї льоточної маси з корпусу робочого циліндра 1 виконують реверс механізму виштовхування льоточної маси 4. Плунжер 2 повертається в початкове положення. Далі гармату для забивання льотки, повертаючи навколо вертикальної колони, переміщають в неробоче положення. Виконання елементів гармати, а саме внутрішнього діаметра корпусу робочого циліндра, діаметра плунжера, перехідного патрубка і отвору носка гармати, у відповідності до заявленого технічного рішення забезпечує зменшення сил опору переміщенню льоточної маси під час переходу від внутрішнього діаметра робочого циліндра до діаметра отвору носка, зменшує необхідну потужність рушія механізму виштовхування, що дозволяє зменшити вагу, металомісткість і габаритні розміри гармати. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Гармата для забивання льотки металургійної печі, що містить робочий циліндр з плунжером, оснащений люком для завантаження льоточної маси та перехідним патрубком, оснащеним носком для подачі льоточної маси, що взаємодіє з отвором футляра льотки печі, яка відрізняється тим, що плунжер робочого циліндра виконаний діаметром D , D K св 3...4 d , 25 де Kсв - коефіцієнт пластичності льоточної маси, d - діаметр отвору носка, а довжина перехідного патрубка L від діаметра плунжера D до діаметра d отвору носка гармати складає L 13...16 d . , , Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюBarrel mud gun of metallurgical furnace
Автори англійськоюSukov Henadii Serhiiovych, Krainii Mykhailo Viktorovych, Dzerzhynskai Liubov Oleksandrivna, Yerin Vadym Valeriiovych, Udovenko Serhii Oleksandrovych, Simashov Roman Shovkatovych, Zubarev Serhii Oleksandrovych
Назва патенту російськоюПушка для забивки летки металлургической печи
Автори російськоюСуков Геннадий Сергеевич, Крайний Михаил Викторович, Дзержинская Любовь Александровна, Ерин Вадим Валерьевич, Удовенко Сергей Александрович, Симашов Роман Шовкатович, Зубарев Сергей Александрович
МПК / Мітки
МПК: C21B 7/12
Мітки: печі, гармата, забивання, льотки, металургійної
Код посилання
<a href="https://ua.patents.su/4-73740-garmata-dlya-zabivannya-lotki-metalurgijjno-pechi.html" target="_blank" rel="follow" title="База патентів України">Гармата для забивання льотки металургійної печі</a>
Гармата для забивання льотки металургійної печі

Номер патенту: 96824
Опубліковано: 12.12.2011
Автори: Йоханнес Якобус Гусен, Джон Пол Вінсент
Мітки: печі, льотки, металургійної, забивання, гармата
Формула / Реферат:
1. Гармата (1) для забивання льотки для металургійних печей, яка містить циліндр високого тиску (2), призначений для прийому закупорювальної сполуки, який має заправний отвір (3) для закупорювальної сполуки, що може закриватися, і закупорювальний поршень (5), призначений для витискування закупорювальної сполуки з наконечника (6) циліндра високого тиску (2) гармати (1), з можливістю притискання до льотки вказаної печі, яка відрізняється тим,...
Гідрогармата для забивання чавунної льотки доменної печі
Номер патенту: 70631
Опубліковано: 15.10.2004
Автори: Волик Анатолій Павлович, Фоменко Олександр Павлович, Пеліпенко Олександр Михайлович, Півень Олександр Васильович, Крутас Микола Васильович
МПК: C21B 7/12
Мітки: гідрогармата, льотки, доменної, забивання, печі, чавунної
Формула / Реферат:
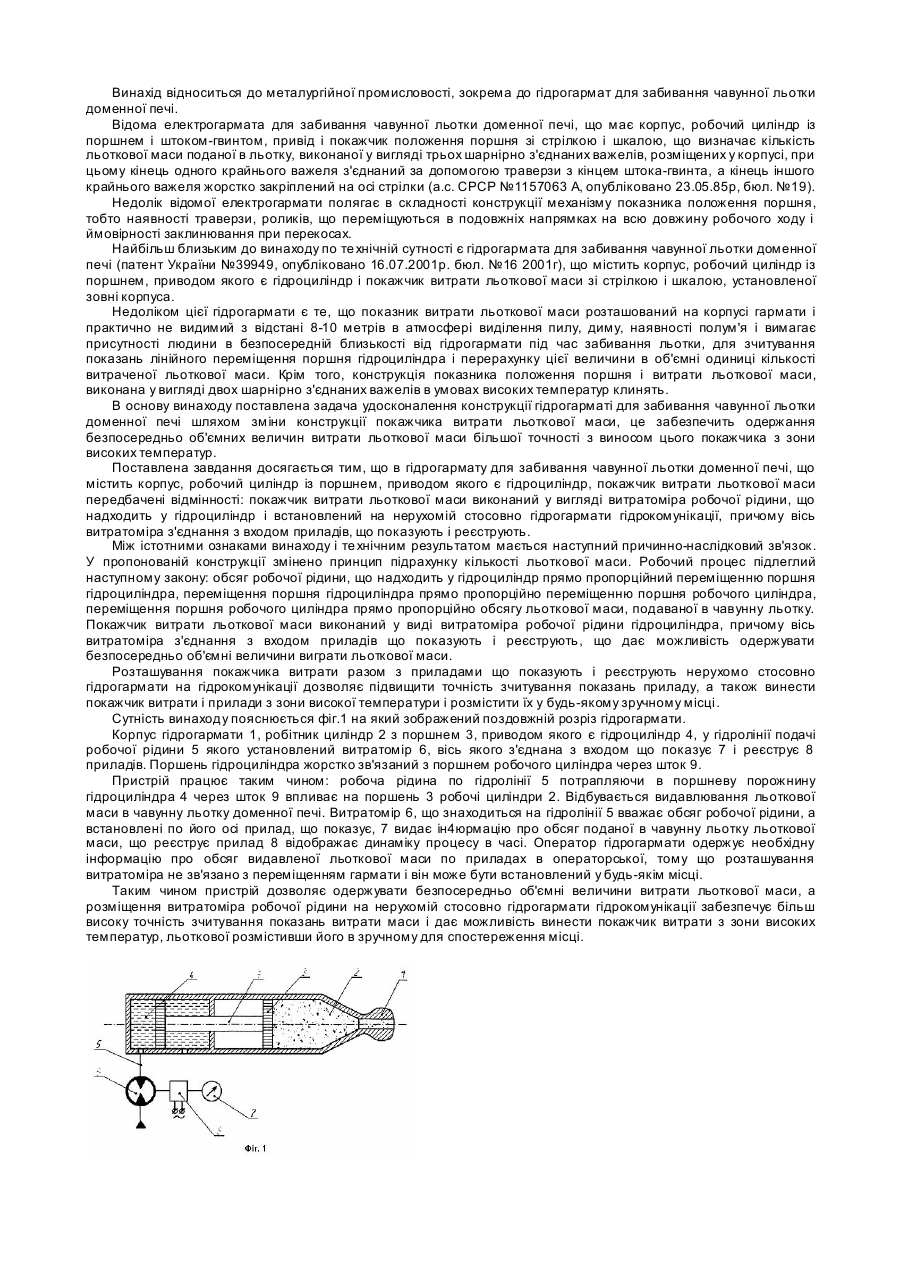
Гідрогармата для забивання чавунної льотки доменної печі, що містить корпус, робочий циліндр із поршнем, приводом якого є гідроциліндр, показник витрати льоткової маси, яка відрізняється тим, що показник витрати льоткової маси виконаний у вигляді витратоміра робочої рідини, що надходить у гідроциліндр, і встановлений на нерухомій стосовно гідрогармати гідрокомунікації, причому вісь витратоміра з'єднана з входом приладів, що показують і...
Машина забивання чавунної льотки доменної печі
Номер патенту: 68698
Опубліковано: 16.08.2004
Автори: Ірха Віктор Миколайович, Царицин Евген Олександрович, Тітов Валерій Георгійович, Зарапін Іван Леонідович, Зайка Володимир Якович, Косолап Микола Володимирович
МПК: C21B 7/12
Мітки: доменної, машина, забивання, чавунної, льотки, печі
Формула / Реферат:
1. Машина забивання чавунної льотки доменної печі, яка включає основу, поворотну колону з консоллю, пушку поршневого типу, закріплену на каретці з можливістю переміщення в напрямних пазах лафета, закріпленого на консолі, механізм зачеплення лафета до скоби печі, яка відрізняється тим, що вона оснащена горизонтальною, із вертикальним леєрним огородженням площадкою, виконаною у вигляді металоконструкції з основою трапецеїдальної форми,...
Снаряд для буріння льотки доменної печі
Номер патенту: 29609
Опубліковано: 25.01.2008
Автори: Давіденко Олександр Миколайович, Змієвський Артур Станіславович
МПК: C21B 7/12
Мітки: снаряд, печі, доменної, льотки, буріння
Формула / Реферат:
Снаряд для буріння льотки доменної печі, що містить порожнистий корпус з різальним елементом, перехідник, розташований між корпусом і бурильними трубами, розширник, який відрізняється тим, що різальний елемент виконаний у вигляді вінця твердосплавних різців, насаджений на вільний кінець порожнистого корпусу, снаряд містить кернорвач, розміщений між різальним елементом і розширником, і додатковий кернорвач, який розміщений у розширнику,...
Снаряд для буріння льотки доменної печі

Номер патенту: 86437
Опубліковано: 27.04.2009
Автори: Давіденко Олександр Миколайович, Змієвський Артур Станіславович
Мітки: буріння, доменної, печі, льотки, снаряд
Формула / Реферат:
Снаряд для буріння льотки доменної печі, що включає порожній корпус з ріжучим елементом, перехідник між корпусом і бурильними трубами та розширювач-центратор, який відрізняється тим, що ріжучий елемент виконаний у вигляді вінця твердосплавних різців, насадженого на вільний кінець порожнього корпусу, що містить кернорвач, розміщений між ріжучим елементом і розширювачем-центратором, і додатковий кернорвач, розміщений у розширювачі-центраторі,...
Попередній патент: Суцільнолита коронка при протезуванні на природних зубах або імплантатах
Випадковий патент: Гравійна система для очищення питної води