Пристрій для вимірювання товщини металовиробів
Номер патенту: 74673
Опубліковано: 12.11.2012
Автори: Десятніченко Олексій Володимирович, Сучков Григорій Михайлович

Формула / Реферат
Електромагнітно-акустичний товщиномір, який має центральний процесорний пристрій, поєднаний з генератором зондувальних імпульсів, підсилювачем прийнятих з об'єкта контролю акустичних імпульсів, клавіатурою, дисплеєм та аналогово-цифровим перетворювачем, при цьому генератором зондувальних імпульсів підключено до підсилювача зондувального сигналу, який під'єднаний до електромагнітно-акустичного перетворювача, а аналогово-цифровий перетворювач під'єднаний до центрального процесорного пристрою, який відрізняється тим, що між підсилювачем прийнятих з об'єкта контролю акустичних імпульсів та аналогово-цифровим перетворювачем включені два блоки добутку сигналу, два смугові фільтри низької частоти з однаковими характеристиками, два блоки зведення в квадрат та суматор, при цьому підсилювач прийнятих з об'єкта контролю акустичних імпульсів поєднаний з двома однаковими блоками добутку електричних сигналів, кожен з блоків добутку електричних сигналів поєднаний з генератором зондувальних імпульсів та одним з блоків смугового фільтра низької частоти, кожен фільтр низької частоти поєднано з блоком зведення в квадрат, кожен з блоків зведення в квадрат приєднано до суматора, вихід суматора приєднаний до входу аналогово-цифрового перетворювача.
Текст
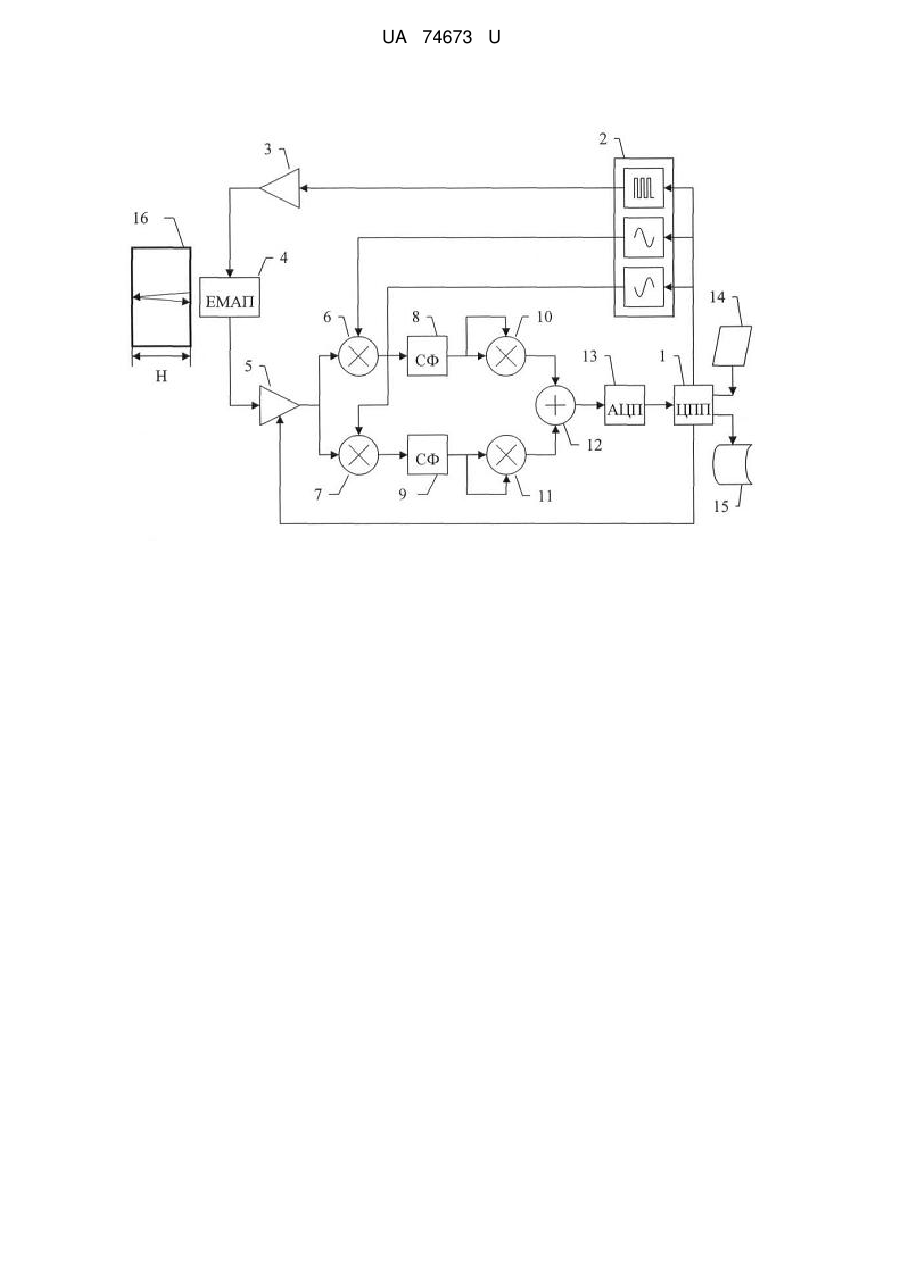
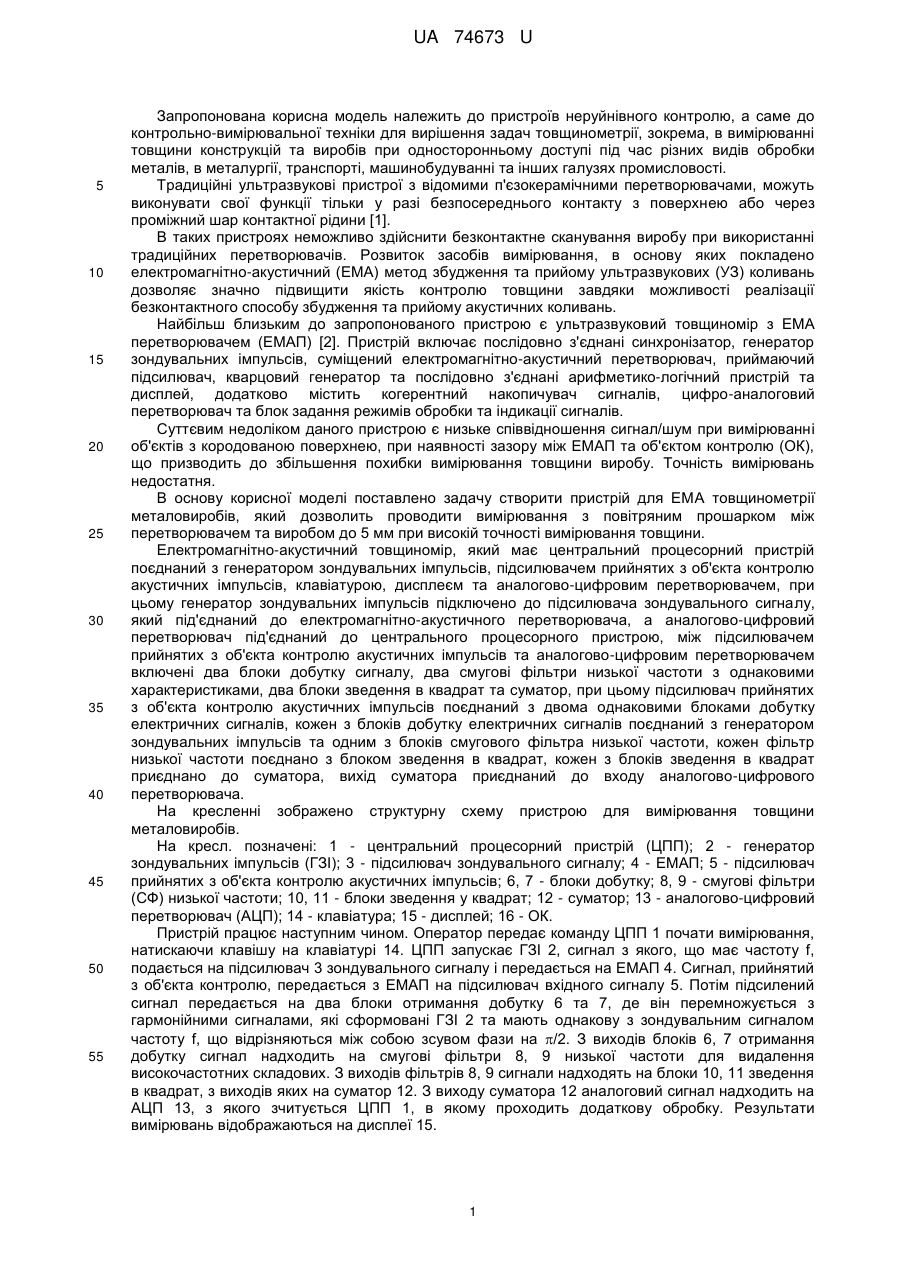
Реферат: UA 74673 U UA 74673 U 5 10 15 20 25 30 35 40 45 50 55 Запропонована корисна модель належить до пристроїв неруйнівного контролю, а саме до контрольно-вимірювальної техніки для вирішення задач товщинометрії, зокрема, в вимірюванні товщини конструкцій та виробів при односторонньому доступі під час різних видів обробки металів, в металургії, транспорті, машинобудуванні та інших галузях промисловості. Традиційні ультразвукові пристрої з відомими п'єзокерамічними перетворювачами, можуть виконувати свої функції тільки у разі безпосереднього контакту з поверхнею або через проміжний шар контактної рідини [1]. В таких пристроях неможливо здійснити безконтактне сканування виробу при використанні традиційних перетворювачів. Розвиток засобів вимірювання, в основу яких покладено електромагнітно-акустичний (ЕМА) метод збудження та прийому ультразвукових (УЗ) коливань дозволяє значно підвищити якість контролю товщини завдяки можливості реалізації безконтактного способу збудження та прийому акустичних коливань. Найбільш близьким до запропонованого пристрою є ультразвуковий товщиномір з ЕМА перетворювачем (ЕМАП) [2]. Пристрій включає послідовно з'єднані синхронізатор, генератор зондувальних імпульсів, суміщений електромагнітно-акустичний перетворювач, приймаючий підсилювач, кварцовий генератор та послідовно з'єднані арифметико-логічний пристрій та дисплей, додатково містить когерентний накопичувач сигналів, цифро-аналоговий перетворювач та блок задання режимів обробки та індикації сигналів. Суттєвим недоліком даного пристрою є низьке співвідношення сигнал/шум при вимірюванні об'єктів з кородованою поверхнею, при наявності зазору між ЕМАП та об'єктом контролю (ОК), що призводить до збільшення похибки вимірювання товщини виробу. Точність вимірювань недостатня. В основу корисної моделі поставлено задачу створити пристрій для ЕМА товщинометрії металовиробів, який дозволить проводити вимірювання з повітряним прошарком між перетворювачем та виробом до 5 мм при високій точності вимірювання товщини. Електромагнітно-акустичний товщиномір, який має центральний процесорний пристрій поєднаний з генератором зондувальних імпульсів, підсилювачем прийнятих з об'єкта контролю акустичних імпульсів, клавіатурою, дисплеєм та аналогово-цифровим перетворювачем, при цьому генератор зондувальних імпульсів підключено до підсилювача зондувального сигналу, який під'єднаний до електромагнітно-акустичного перетворювача, а аналогово-цифровий перетворювач під'єднаний до центрального процесорного пристрою, між підсилювачем прийнятих з об'єкта контролю акустичних імпульсів та аналогово-цифровим перетворювачем включені два блоки добутку сигналу, два смугові фільтри низької частоти з однаковими характеристиками, два блоки зведення в квадрат та суматор, при цьому підсилювач прийнятих з об'єкта контролю акустичних імпульсів поєднаний з двома однаковими блоками добутку електричних сигналів, кожен з блоків добутку електричних сигналів поєднаний з генератором зондувальних імпульсів та одним з блоків смугового фільтра низької частоти, кожен фільтр низької частоти поєднано з блоком зведення в квадрат, кожен з блоків зведення в квадрат приєднано до суматора, вихід суматора приєднаний до входу аналогово-цифрового перетворювача. На кресленні зображено структурну схему пристрою для вимірювання товщини металовиробів. На кресл. позначені: 1 - центральний процесорний пристрій (ЦПП); 2 - генератор зондувальних імпульсів (ГЗІ); 3 - підсилювач зондувального сигналу; 4 - ЕМАП; 5 - підсилювач прийнятих з об'єкта контролю акустичних імпульсів; 6, 7 - блоки добутку; 8, 9 - смугові фільтри (СФ) низької частоти; 10, 11 - блоки зведення у квадрат; 12 - суматор; 13 - аналогово-цифровий перетворювач (АЦП); 14 - клавіатура; 15 - дисплей; 16 - ОК. Пристрій працює наступним чином. Оператор передає команду ЦПП 1 почати вимірювання, натискаючи клавішу на клавіатурі 14. ЦПП запускає ГЗІ 2, сигнал з якого, що має частоту f, подається на підсилювач 3 зондувального сигналу і передається на ЕМАП 4. Сигнал, прийнятий з об'єкта контролю, передається з ЕМАП на підсилювач вхідного сигналу 5. Потім підсилений сигнал передається на два блоки отримання добутку 6 та 7, де він перемножується з гармонійними сигналами, які сформовані ГЗІ 2 та мають однакову з зондувальним сигналом частоту f, що відрізняються між собою зсувом фази на /2. З виходів блоків 6, 7 отримання добутку сигнал надходить на смугові фільтри 8, 9 низької частоти для видалення високочастотних складових.З виходів фільтрів 8, 9 сигнали надходять на блоки 10, 11 зведення в квадрат, з виходів яких на суматор 12. З виходу суматора 12 аналоговий сигнал надходить на АЦП 13, з якого зчитується ЦПП 1, в якому проходить додаткову обробку. Результати вимірювань відображаються на дисплеї 15. 1 UA 74673 U 5 10 Таким чином, за рахунок використання додаткових блоків 6-12 вдається підвищити співвідношення сигнал/шум у 10 та більше разів, завдяки чому вдається суттєво збільшити зазор між ЕМАП та ОК розширюючи можливості товщиноміра та підвищити точність вимірювання товщини металовиробів. Джерела інформації: 1. Неразрушающий контроль: справочник в 7 т. Т. 3. Ультразвуковой контроль / В.В. Клюев, И.Н. Ермолов, Ю.В. Ланге; под ред. В.В. Клюева. - М.: Машиностроение, 2004.-864 с. 2. Пат. 2185600 (Россия), G01B17/02. Ультразвуковой толщиномер / Безлюдько Г. Я., Долбня Е.В.; Мужицкий В.Ф., Удовенко С. М.; заявитель и патентообладатель Закрытое акционерное общество "Научно-исследовательский институт интроскопии МНПО "Спектр" № 2001110303/28; заяв. 16.04.2001; напечат. 20.07.2002. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Електромагнітно-акустичний товщиномір, який має центральний процесорний пристрій, поєднаний з генератором зондувальних імпульсів, підсилювачем прийнятих з об'єкта контролю акустичних імпульсів, клавіатурою, дисплеєм та аналогово-цифровим перетворювачем, при цьому генератором зондувальних імпульсів підключено до підсилювача зондувального сигналу, який під'єднаний до електромагнітно-акустичного перетворювача, а аналогово-цифровий перетворювач під'єднаний до центрального процесорного пристрою, який відрізняється тим, що між підсилювачем прийнятих з об'єкта контролю акустичних імпульсів та аналоговоцифровим перетворювачем включені два блоки добутку сигналу, два смугові фільтри низької частоти з однаковими характеристиками, два блоки зведення в квадрат та суматор, при цьому підсилювач прийнятих з об'єкта контролю акустичних імпульсів поєднаний з двома однаковими блоками добутку електричних сигналів, кожен з блоків добутку електричних сигналів поєднаний з генератором зондувальних імпульсів та одним з блоків смугового фільтра низької частоти, кожен фільтр низької частоти поєднано з блоком зведення в квадрат, кожен з блоків зведення в квадрат приєднано до суматора, вихід суматора приєднаний до входу аналогово-цифрового перетворювача. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for measurement of thicknesses of metal articles
Автори англійськоюDesiatnichenko Oleksii Volodymyrovych, Suchkov Hryhorii Mykhailovych
Назва патенту російськоюУстройство для измерения толщины металлоизделий
Автори російськоюДесятниченко Алексей Владимирович, Сучков Григорий Михайлович
МПК / Мітки
МПК: G01B 17/02
Мітки: пристрій, товщини, вимірювання, металовиробів
Код посилання
<a href="https://ua.patents.su/4-74673-pristrijj-dlya-vimiryuvannya-tovshhini-metalovirobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання товщини металовиробів</a>
Пристрій для вимірювання товщини довгомірних матеріалів
Номер патенту: 38463
Опубліковано: 15.05.2001
Автори: Скирута Михайло Андрійович, Скрипник Юрій Олексійович, Хоменко Олег Миколайович
МПК: G01R 17/00, G01B 7/02
Мітки: пристрій, товщини, вимірювання, довгомірних, матеріалів
Формула / Реферат:
Дата прийняттярішення28.02.2001р.(21) 2000074019(54) (57)Пристрій для вимірювання товщини довгомірних матеріалів, що містить вимірювальний і зразковий ємнісні первинні перетворювачі, що складаються з трьох пластинчатих електродів, крайні з яких є низькопотенціальним і високопотенціальним відповідно, комутатор, коливальний контур, послідовно з'єднані підсилювач низької частоти, синхронний детектор і...
Пристрій для вимірювання товщини діелектричних покриттів на металевих виробах
Номер патенту: 60137
Опубліковано: 15.09.2003
Автори: Цеховський Максим Володимирович, Кошовий Микола Дмитрович, Гаєвий Василь Олексійович
МПК: G01B 7/02
Мітки: діелектричних, покриттів, вимірювання, пристрій, товщини, металевих, виробах
Формула / Реферат:
Пристрій для вимірювання товщини діелектричних покриттів на металевих виробах, який містить накладний вихрострумовий перетворювач, послідовно з'єднаний з діодним мостом і фільтром, джерело зразкової напруги та індикатор, який відрізняється тим, що введено віднімач напруги, до першого входу якого через систему ключів вбудованого контролю під'єднують або джерело зразкової напруги, або фільтр, а до другого - подільник напруги, а також...
Пристрій для вимірювання товщини діелектричних покриттів на металевих виробах
Номер патенту: 54064
Опубліковано: 17.02.2003
Автори: Цеховський Максим Володимирович, Гаєвий Василь Олексійович, Кошовий Микола Дмитрович
МПК: G01B 7/02, G01N 27/00
Мітки: товщини, пристрій, металевих, діелектричних, виробах, вимірювання, покриттів
Формула / Реферат:
Пристрій для вимірювання товщини діелектричних покриттів на металевих виробах, який містить операційний підсилювач, безконтактний магніточутливий вимірювальний перетворювач з обмоткою живлення та обмоткою зворотного зв'язку, кінець якої під'єднано до входу підсилювача, а початок - до заземленого кінця обмотки живлення, резистор, одним кінцем під'єднаний до початку обмотки живлення, а другим - до виходу операційного підсилювача, послідовно...
Пристрій для вимірювання товщини прозорої плівки

Номер патенту: 78582
Опубліковано: 10.04.2007
Автори: Кравченко Вілен Йосипович, Мамілов Сергій Олександрович, Плаксій Юрій Степанович, Галкін Олександр Олексійович, Єсьман Сергій Степанович
МПК: G01B 11/06, C08J 3/00
Мітки: прозорої, вимірювання, пристрій, товщини, плівки
Формула / Реферат:
Пристрій для вимірювання товщини прозорої плівки на базі двоплечого інтерферометра, що включає джерело білого світла, конденсор, світлоподільник, дзеркала опорного і вимірювального плечей, об'єктив і фотоприймач, закріплені на плиті, який відрізняється тим, що плита має проріз для розміщення пристрою навколо вала виробничої лінії в місці зворотного ходу плівки таким чином, що у вимірювальне плече вводяться два шари плівки, причому плита має...
Пристрій для вимірювання товщини шкіри
Номер патенту: 12830
Опубліковано: 15.03.2006
Автор: Коптюх Валерій Васильович
МПК: G01B 5/02, A61B 17/322
Мітки: шкіри, товщини, вимірювання, пристрій
Формула / Реферат:
Пристрій для вимірювання товщини шкіри, що містить штангу з нанесеною основною шкалою, ноніус, рамку, рухому і нерухому губки, штопорний гвинт, який відрізняється тим, що нерухома губка виконана у вигляді голки.
Попередній патент: Спосіб випуску платіжного інструмента, введення його в обіг, обміну і розміну
Наступний патент: Спосіб фільтрації високочастотних коливань вихідної напруги генератора
Випадковий патент: Апарат конвективний опалювальний газовий