Спосіб асиметричної прокатки металевих порошків і гранул
Номер патенту: 74685
Опубліковано: 12.11.2012
Автори: Радченко Олександр Кузьмич, Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович, Колпаков Артур Сергійович, Калуцький Георгій Якович

Формула / Реферат
Спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стана, повторне однократне обтиснення пористої стрічки зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який відрізняється тим, що зазначене обтиснення здійснюється за допомогою неприводного додаткового валка, що взаємодіє з більшим робочим валком і його діаметр дорівнює діаметру більшого робочого валка.
Текст
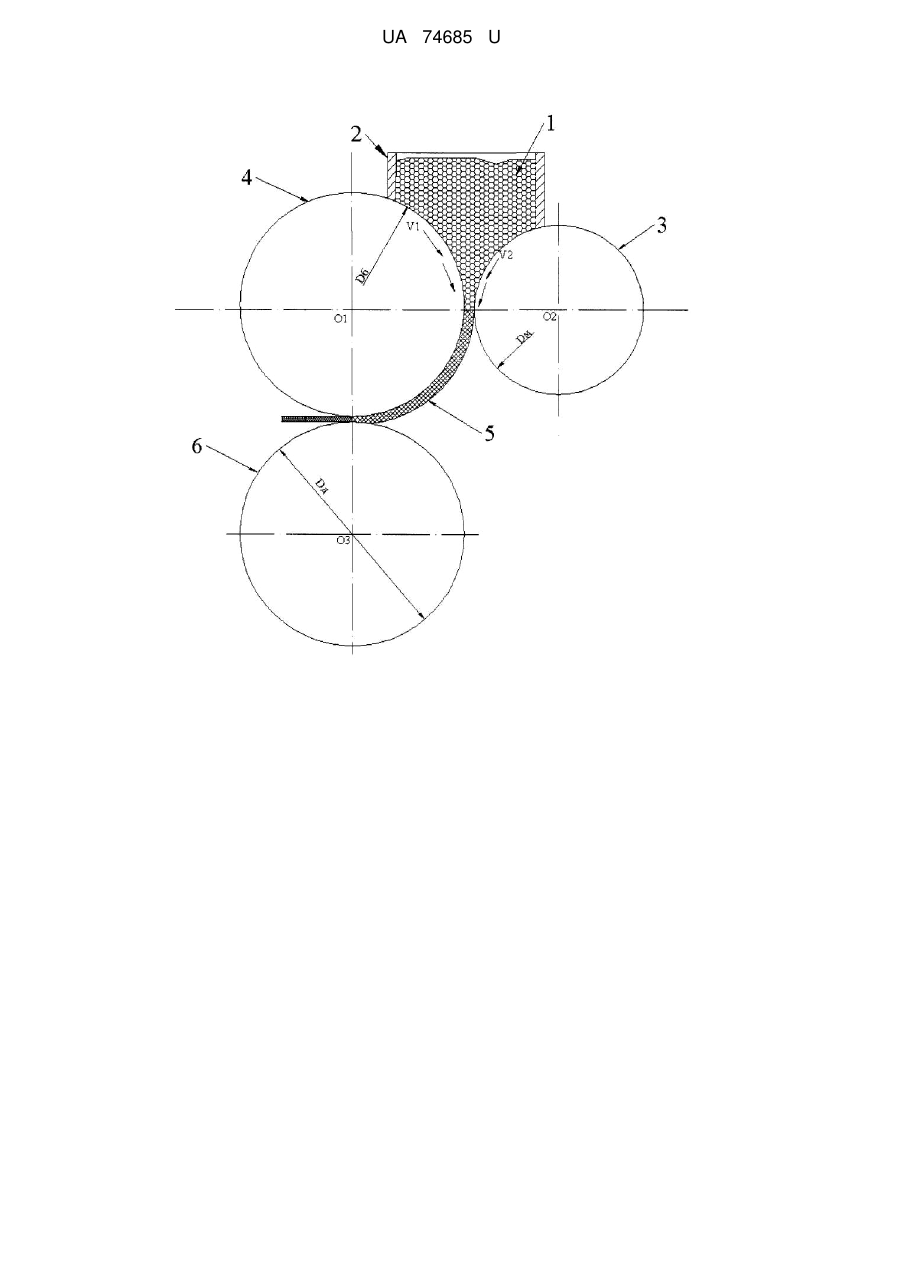
Реферат: Спосіб асиметричної прокатки металевих порошків і гранул включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стана, повторне однократне обтиснення пористої стрічки зі ступенем обтиснення 10-60 % за допомогою додаткового валка. Зазначене обтиснення здійснюється за допомогою неприводного додаткового валка, що взаємодіє з більшим робочим валком і його діаметр дорівнює діаметру більшого робочого валка. UA 74685 U (54) СПОСІБ АСИМЕТРИЧНОЇ ПРОКАТКИ МЕТАЛЕВИХ ПОРОШКІВ І ГРАНУЛ UA 74685 U UA 74685 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі порошкової металургії, зокрема, до способу асиметричної прокатки металевих порошків і гранул. Відомий спосіб асиметричної прокатки металевих порошків і гранул у стрічку за допомогою робочих валків прокатного стана різного діаметра, що обертаються з однаковою кутовою швидкістю і різними окружними швидкостями. Співвідношення діаметрів валків становило 1,151,40. (Патент України на винахід № 77719, МПК B22F 3/18 (2006.01), В21В 1/22, В21В 1/24, В21В 1/26, опубл. 15.01.2007, Бюл. №1; Порошкова металургія, 2007, № 3/4, стор. 115-121). Недоліком цього способу є неможливість отримання стрічки зі 100 % щільністю. Прототипом корисної моделі є спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стана, при цьому проводять повторне однократне обтиснення пористої стрічки на виході із валків зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який взаємодіє з робочим валком, що обертається з більшою окружною швидкістю, причому окружна швидкість додаткового валка становить 0,70-0,85 окружної швидкості взаємодіючого з ним робочого валка (Спосіб асиметричної прокатки металевих порошків і гранул. Патент України на винахід № 94527, МПК B22F 3/18, В21В 1/22 від 10.05.2011, Бюл. № 9). Недоліком цього способу є енергоємність процесу отримання стрічок та складність конструкції, так як всі три валки приводні. Задачею корисної моделі є усунення зазначених недоліків, а саме, отримання стрічки зі 100 % щільністю та зменшення питомих енергозатрат за рахунок того, що додатковий валок у конструкції - неприводний. Суть способу асиметричної прокатки металевих порошків і гранул, що заявляється, полягає в обтисненні порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стана, у якому, відповідно до корисної моделі, проводять повторне однократне обтиснення пористої стрічки на виході із валків зі ступенем обтиснення 10-60 % за допомогою додаткового валка, що взаємодіє з більшим робочим валком, причому зазначене обтиснення здійснюється за допомогою неприводного додаткового валка, що взаємодіє з більшим робочим валком і його діаметр дорівнює діаметру більшого робочого валка. Відмінність корисної моделі від найближчого аналога полягає в тому, що пористу стрічку, отриману шляхом прокатки металевого порошку у валках різного діаметра прокатного стана, піддають повторному однократному обтисненню за допомогою додаткового неприводного валка, встановленого з можливістю взаємодії з робочим валком більшого діаметра, при цьому їх діаметри - однакові. Це повторне обтиснення дає можливість отримати стрічку, виготовлену з порошків або гранул з майже 100 % щільністю. Схема здійснення способу показана на кресленні. Металевий порошок або гранули 1 засипають у бункер 2, звідки вони надходять у зону деформації робочих валків різного діаметра 3 і 4, розташованих у горизонтальній площині, і обертаються назустріч один одному. Відношення окружної швидкості валка 4 (або його діаметра) до окружної швидкості валка 3 (або його діаметра) становить 1,15-1,4. Пориста стрічка 5, яка виходить з робочих валків, згідно з експериментальними даними, завжди відхиляється у бік робочого валка 4, що обертається з більшою окружною швидкістю (більшого діаметра). Відповідно до корисної моделі, отриману пористу стрічку повторно однократно обтиснюють зі ступенем обтиснення 10-60 % між валком 4 та неприводним додатковим валком 6, які мають однакові діаметри. При цьому стрічка після додаткового обтиснення має 100 % щільність. Було проведено експериментальну перевірку способу, що заявляється, при прокатці стрічки шириною 16 мм і товщиною 0,65 мм із залізного порошку з розмірами часток 0,04-0,2 мм на прокатному стані ДУО170 із застосуванням валків діаметрами 200 мм, 170 мм, 150 мм і 140 мм. Це дозволило створити пари валків з таким співвідношенням діаметра меншого валка до діаметра більшого валка, які дозволяють одержати неузгодженість швидкостей валків рівними 1,15-1,4. Із залізного порошку була прокатана стрічка з поруватістю 7 %, досліджене поводження стрічки при різних ступенях (10-60 %) повторного однократного обтиснення для отримання стрічки з майже безпоруватим станом. Приклад здійснення способу Із залізного порошку прокатали стрічку з поруватістю 7 %. Прокатку проводили в робочих валках діаметром 200 мм і 140 мм. Отримана пориста стрічка товщиною 0,65 мм і шириною 16 мм відхилилася у бік більшого валка. Далі стрічку піддали повторному однократному обтисненню, зі ступенем обтиснення 30 %, між робочим валком більшого діаметра 200 мм і 1 UA 74685 U додатковим неприводним валком діаметром 200 мм. Вихідна стрічка мала товщину 0,55 мм та 100 % щільність. Інші приклади наведені в таблиці. Таблиця Ступінь обтиснення, % 65,0 60,0 40,0 10,0 5,0 Товщина, мм 0,5 0,52 0,6 0,62 Щільність, % Стрічка руйнується 100 % 100 % 100 % 97 % 5 Таким чином спосіб, який заявляється, дозволяє одержувати стрічку зі 100 % щільністю при прокатці металевих порошків і гранул та може бути використаний на підприємствах порошкової металургії для виготовлення стрічок товщиною не більше 3 мм. 10 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стана, повторне однократне обтиснення пористої стрічки зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який відрізняється тим, що зазначене обтиснення здійснюється за допомогою неприводного додаткового валка, що взаємодіє з більшим робочим валком і його діаметр дорівнює діаметру більшого робочого валка. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of asymmetric rolling metal powders and granules
Автори англійськоюHohaiev Kazbek Oleksandrovych, Kolpakov Artur Serhiiovych, Kalutskyi Heorhii Yakovych, Voropaiev Vitalii Semenovych, Radchenko Oleksandr Kuzmych
Назва патенту російськоюСпособ асимметричной прокатки металлических порошков и гранул
Автори російськоюГогаев Казбек Александрович, Колпаков Артур Сергеевич, Калуцкий Георгий Яковлевич, Воропаев Виталий Семенович, Радченко Александр Кузьмич
МПК / Мітки
МПК: B22F 3/18
Мітки: порошків, прокатки, металевих, гранул, спосіб, асиметрично
Код посилання
<a href="https://ua.patents.su/4-74685-sposib-asimetrichno-prokatki-metalevikh-poroshkiv-i-granul.html" target="_blank" rel="follow" title="База патентів України">Спосіб асиметричної прокатки металевих порошків і гранул</a>
Спосіб асиметричної прокатки металевих порошків і гранул
Номер патенту: 94527
Опубліковано: 10.05.2011
Автори: Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович, Калуцький Георгій Якович
МПК: B21B 1/22, B22F 3/18, B21B 1/24
Мітки: спосіб, прокатки, порошків, гранул, асиметрично, металевих
Формула / Реферат:
Спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стану, який відрізняється тим, що проводять додаткове однократне обтиснення пористої стрічки на виході із валків зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який взаємодіє з робочим валком, що обертається з більшою окружною швидкістю, причому...
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул
Номер патенту: 77719
Опубліковано: 15.01.2007
Автори: Калуцький Георгій Якович, Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович
МПК: B22F 3/18, B21B 1/22, B21B 1/26, B21B 1/24
Мітки: гранул, одержання, смуг, стрічок, порошків, металевих, листів, спосіб
Формула / Реферат:
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул, що включає їх прокатку в валках, який відрізняється тим, що прокатку виконують з неузгодженістю окружних швидкостей робочих валків за рахунок використання валків різного діаметра зі співвідношенням діаметра більшого валка до меншого 1,15 - 1,40.
Спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків
Номер патенту: 96397
Опубліковано: 25.10.2011
Автори: Колпаков Артур Сергійович, Калуцький Георгій Якович, Радченко Олександр Кузьмич, Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович
МПК: B22F 3/18, B22F 7/00, B22F 7/02, B21B 1/22
Мітки: біметалевих, порошків, спосіб, металевих, стрічок, одержання, листів, смуг
Формула / Реферат:
Спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків, що включає прокатку порошків різного складу у валках з однаковими діаметрами, спікання одержаного виробу і подальшу ущільнюючу прокатку виробу, який відрізняється тим, що ущільнюючу прокатку здійснюють у валках різного діаметра з відношенням діаметра більшого валка до діаметра меншого валка 1,1-1,3 зі ступенем відносного обтиснення 0,45-0,55.
Пристрій для прокатки, зокрема кліть для асиметричної прокатки
Номер патенту: 98501
Опубліковано: 25.05.2012
Автори: Лангер Хендрік, Мюнкер Йохен, Бройєр Міхель
МПК: B21B 31/20
Мітки: пристрій, кліть, асиметрично, прокатки, зокрема
Формула / Реферат:
1. Пристрій (50) для прокатки зі станиною (51) і двома комплектами валків (52, 53, 54, 55) щонайменше з двома валками, встановленими в станині (51) пристрою для прокатки, в якому прокатуваний матеріал (56) для прокатки пропускається між двома валками обох комплектів валків, при цьому щонайменше валки (52, 53) одного комплекту валків є зміщуваними відносно станини (51) в напрямку прокатки, причому між опорою для прийому валків і станиною по...
Спосіб асиметричної кругової прокатки
Номер патенту: 46218
Опубліковано: 10.12.2009
Автори: Капланова Олена Василівна, Присяжний Андрій Григорович, Васекін Андрій Валерійович, Капланов Василь Ілліч, Шемякін Олександр Васильович, Лєпорська Наталя Василівна
МПК: B21H 1/00
Мітки: спосіб, прокатки, кругової, асиметрично
Формула / Реферат:
Спосіб асиметричної кругової прокатки, що містить прокатку вихідної циліндричної заготівки в конічних валках з обтисканням її торців, який відрізняється тим, що прокатку заготівки здійснюють в асиметричному осередку деформації дисковими конічними валками з однаковою конусністю і паралельними одна одній осями із зміною окружної швидкості валків по ширині диска від мінімальної до максимальної по верхній його стороні і від максимальної до...
Попередній патент: Багатомодова гідроакустична антена з керованою направленістю
Наступний патент: Пристрій для одержання водню метало-паровим методом за допомогою сонячного випромінювання
Випадковий патент: Препарат для гідрофобізації текстильних тканин аквафоб-псц