Пристрій для прокатки, зокрема кліть для асиметричної прокатки
Формула / Реферат
1. Пристрій (50) для прокатки зі станиною (51) і двома комплектами валків (52, 53, 54, 55) щонайменше з двома валками, встановленими в станині (51) пристрою для прокатки, в якому прокатуваний матеріал (56) для прокатки пропускається між двома валками обох комплектів валків, при цьому щонайменше валки (52, 53) одного комплекту валків є зміщуваними відносно станини (51) в напрямку прокатки, причому між опорою для прийому валків і станиною по обидва боки опори для валків передбачені відповідні встановлювальні засоби, який відрізняється тим, що рухомий комплект валків містить спільну опору щонайменше для двох валків, причому встановлювальні засоби діють на опору валків по суті на рівні відповідного валка
2. Пристрій за п. 1, який відрізняється тим, що зміщуваний комплект валків містить щонайменше два валки, причому встановлювальні засоби розташовані, відповідно, по обидва боки щонайменше двох валків, при цьому один валок є робочим валком, а інший валок є опорним валком.
3. Пристрій за п. 1, який відрізняється тим, що встановлювальні засоби по суті розташовані на рівні відповідного валка або відповідної осі валка.
4. Пристрій за п. 1, який відрізняється тим, що верхній комплект валків і/або нижній комплект валків є зміщуваним.
5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що щонайменше один валок має діаметр, який відрізняється від інших валків, наприклад робочі валки верхнього і нижнього комплекту валків мають відмінний діаметр.
6. Пристрій за п. 5, який відрізняється тим, що діаметр валка робочих валків знаходиться в інтервалі 550-1400 мм, переважно в інтервалі 850-1200 мм.
7. Пристрій за п. 5 або п. 6, який відрізняється тим, що різниця діаметрів робочих валків більша нуля, наприклад більша 1 % і менша 50 %, переважно розташовується в інтервалі між величиною, більшою нуля, наприклад більше 1 %, і величиною, меншою 10 %.
8. Пристрій за будь-яким із пп. 1-7, який відрізняється тим, що встановлювальні засоби містять гідравлічні і/або механічні механізми перестановки.
9. Пристрій за будь-яким із пп. 1-8, який відрізняється тим, що осі валків комплектів валків розташовані паралельно одна одній.
10. Пристрій за будь-яким із пп. 1-9, який відрізняється тим, що валки, зокрема робочі валки, обох комплектів валків приводяться у обертання з різними числами обертів або коловими швидкостями валків.
11. Пристрій за будь-яким із пп. 1-10, який відрізняється тим, що різниця в числі обертів знаходиться в інтервалі між 1 і 20 %, переважно між 5 і 10 %.
12. Пристрій за будь-яким із пп. 1-11, який відрізняється тим, що встановлюване зміщення валків між робочими валками знаходиться в інтервалі між 0 або 10 і 200 мм, переважно між 50 і 120 мм.
13. Пристрій за будь-яким із пп. 1-12, який відрізняється тим, що обтиснення по товщині прокатуваного матеріалу знаходиться в інтервалі між 1 і 75 мм, переважно між 5 і 25 мм.
Текст
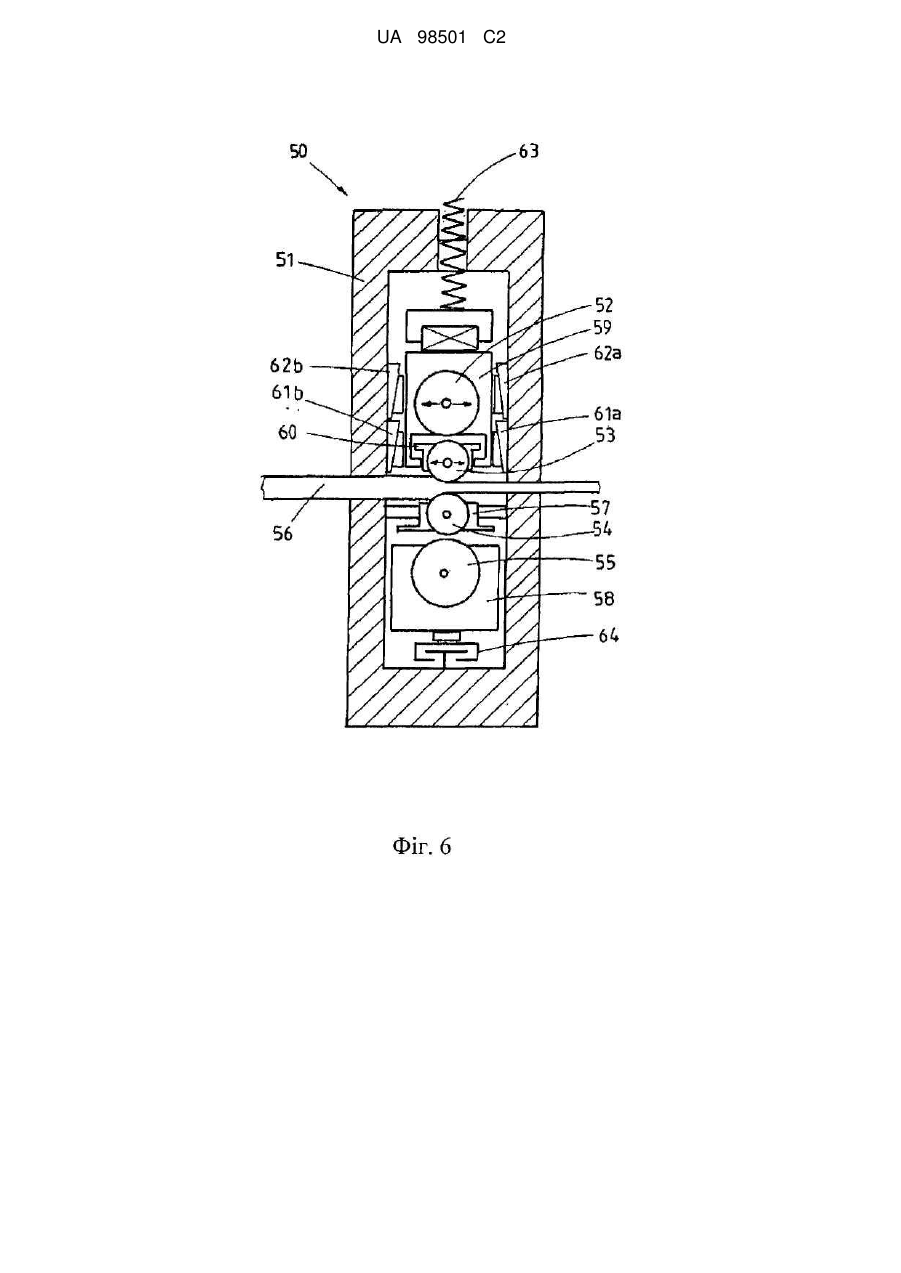
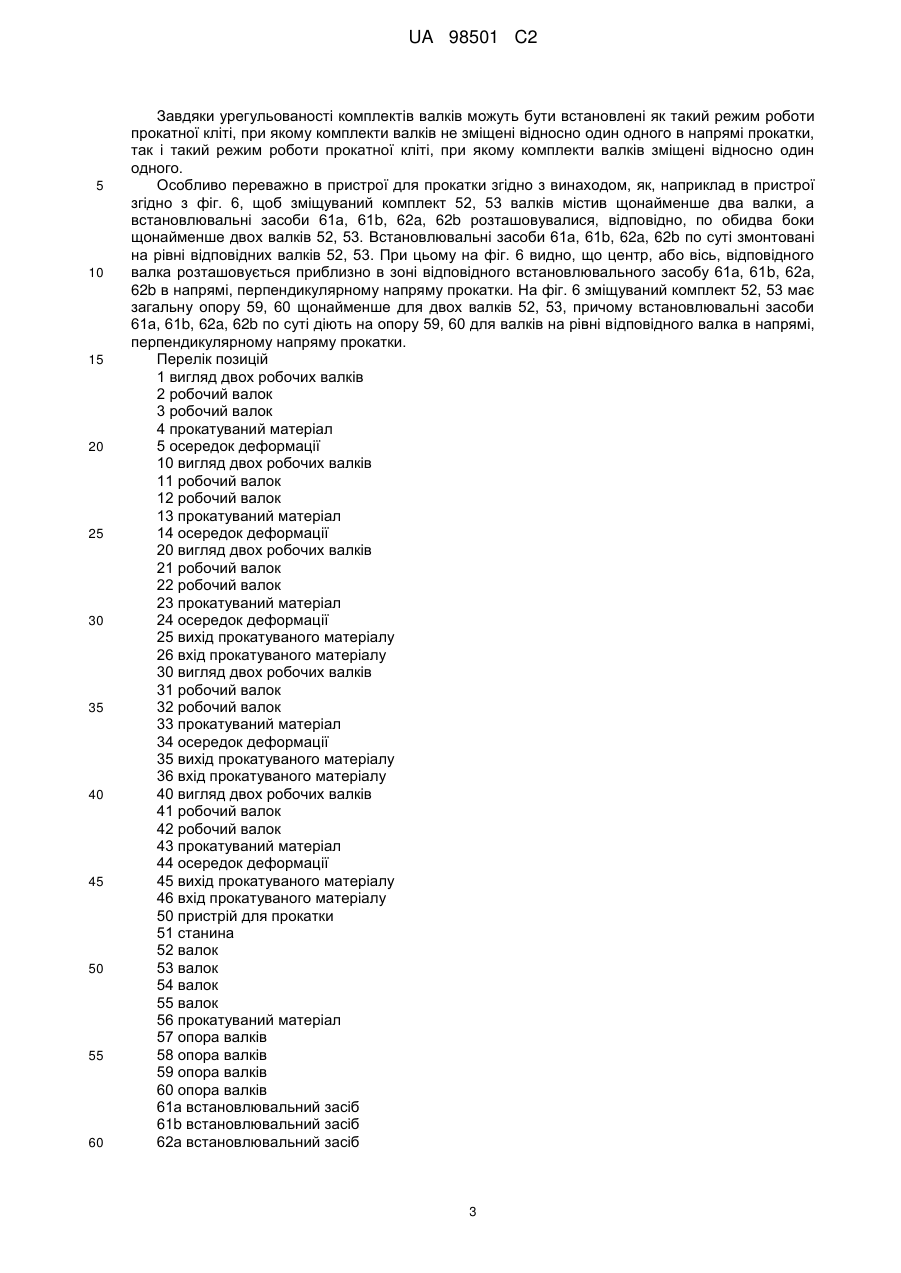
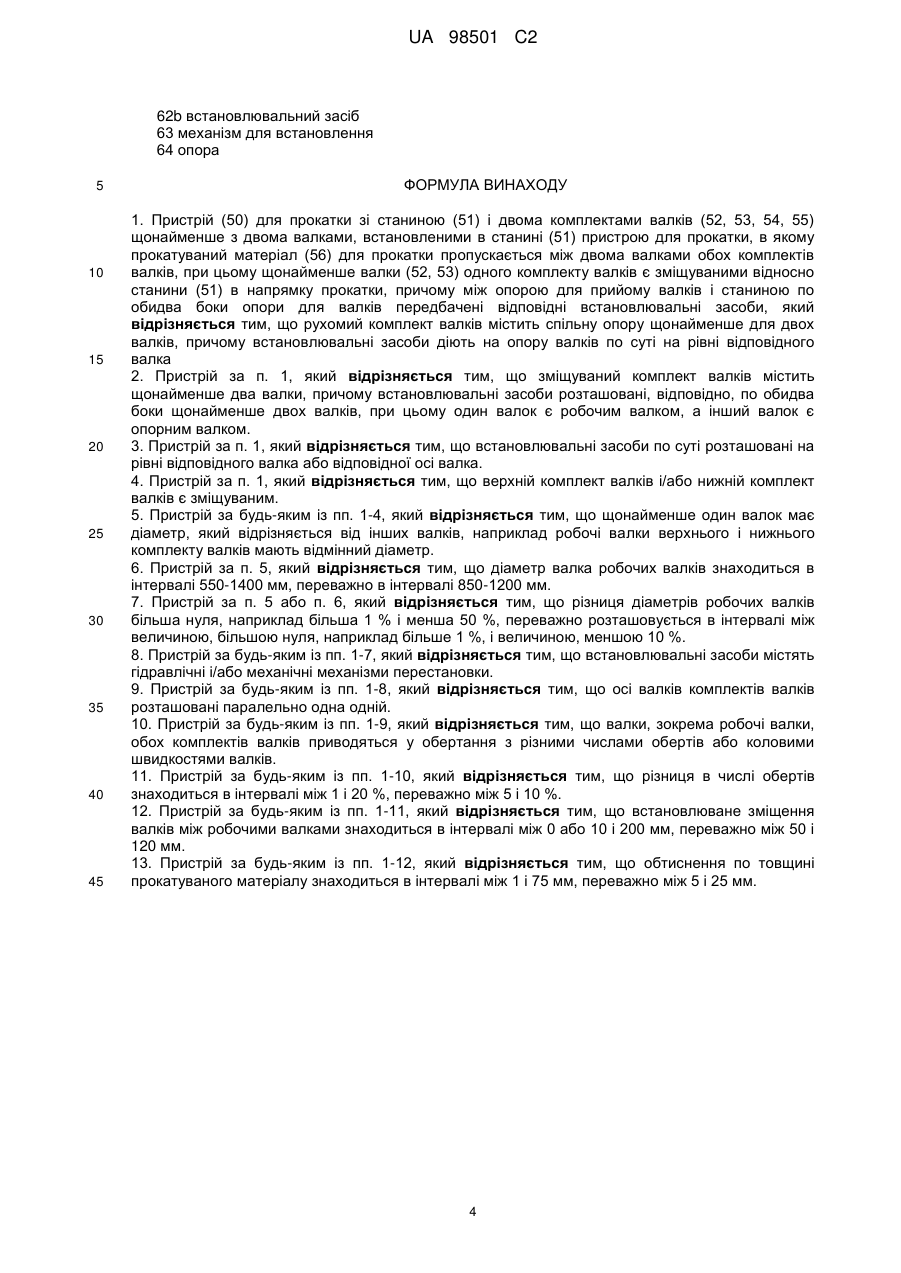
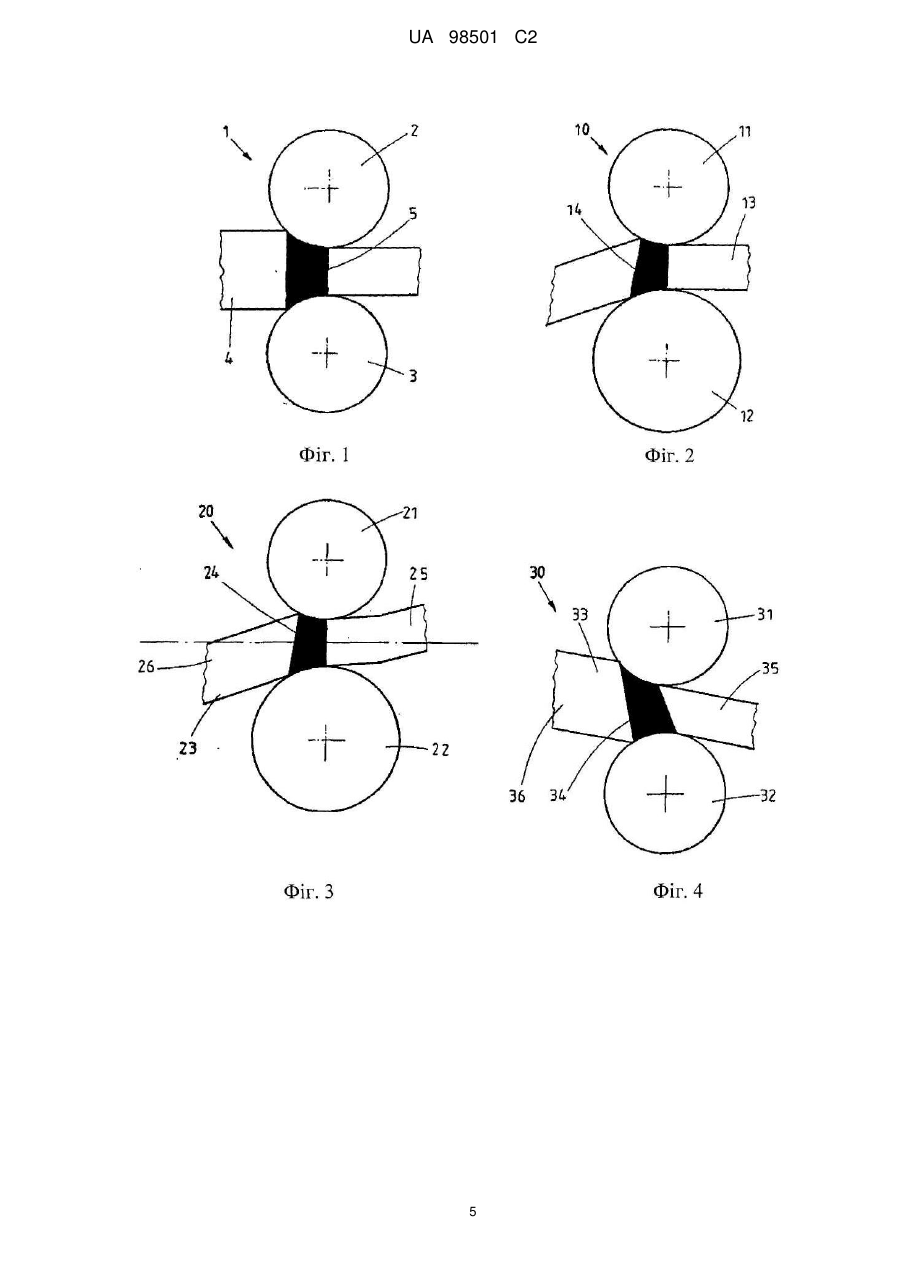
Реферат: Винахід стосується пристрою (50) для прокатки зі станиною і двома комплектами валків з щонайменше двома валками (52, 53, 54, 55), встановленими в станині (51) пристрою для прокатки, причому прокатуваний матеріал (56) для прокатки пропускається між двома валками (53, 54) обох комплектів валків, причому щонайменше валки (52, 53) одного комплекту валків, якщо дивитися в напрямі прокатки, є рухомими відносно станини (51), причому між опорою для прийому валків і станиною по обидва боки опори для валків передбачені відповідні встановлювальні засоби. При цьому особливо переважно, щоб колові швидкості валків, наприклад робочих валків, були різними. UA 98501 C2 (12) UA 98501 C2 UA 98501 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки Винахід стосується пристрою для прокатки, як, наприклад зокрема кліті для асиметричної прокатки для використання при прокатці плоского продукту, зокрема відповідно обмежувальної частини пункту 1 формули винаходу. Рівень техніки Прокатні кліті в рівні техніки відомі досить добре. При цьому кліть для прокатки плоского продукту, як правило, виконана таким чином, щоб в ній обробка прокатного матеріалу тиском між робочим валками відбувалася симетрично. Для цього діаметр валків, колова швидкість і умови тертя обох робочих валків вибрані по можливості однаковими, так щоб варіації були самими мінімальними. Такі прокатні кліті відомі, наприклад з DE 33 23641 Α1. Крім того, існують прокатні кліті, у яких колова швидкість обох робочих валків вибирається різною. Такі пристрої для прокатки відомі, наприклад з DE 28 33990. При так званій асиметричній прокатці (прокатці-волочінні) технологічні режими для обох робочих валків цілеспрямовано вибираються не однаковими, а різними. Це приводить до переваги в тому, що зусилля прокатки через вплив ефекту зрізу меншає, однак з цим зв'язані також і недоліки. Це так звані «лижі», нерівномірні металургійні властивості по товщині листа і нерівномірне навантаження на трансмісії валків і, отже, на валки. Останнє приводить до того, що асиметрична прокатка у виробництві листів майже не застосовується, оскільки недоліки явно переважують переваги. Розкриття, задача, рішення, переваги винаходу Задачею даного винаходу є створення такого пристрою для прокатки, за допомогою якого недоліки рівня техніки могли б бути зменшені або усунені повністю. Згідно з винаходом задача вирішується за допомогою пристрою для прокатки зі станиною і двома комплектами валків щонайменше з двома валками, встановленими в станині пристрою для прокатки, причому прокатуваний матеріал для прокатки пропускається між двома валками обох комплектів валків, причому щонайменше валок одного комплекту валків, якщо дивитися в напрямі прокатки, є такими, що зміщаються, відносно станини, причому між опорою для прийому валків і станиною по обидва боки опори для валків передбачені відповідні встановлювальні засоби. Доцільно також, щоб комплект валків, що зміщається, містив щонайменше два валки, а встановлювальні засоби розташовувалися, відповідно, по обидва боки від щонайменше двох валків. Доцільно також, щоб встановлювальні засоби по суті розташовувалися на рівні відповідного валка і/або відповідній осі валка, якщо дивитися в напрямі, перпендикулярному напряму прокатки. Крім того, доцільно, щоб рухомий комплект валків містив загальну опору щонайменше для двох своїх валків, а встановлювальні засоби діяли на опору валків по суті на рівні відповідного валка, якщо дивитися в напрямі, перпендикулярному напряму прокатки. Відповідно, переважно, щоб верхній комплект валків і/або нижній комплект валків був таким, що зміщається. Згідно з ідеєю винаходу доцільно, щоб щонайменше один валок, як, наприклад робочий валок, верхнього і нижнього комплекту валків, мали різні діаметри. Крім того, доцільно, щоб встановлювальні засоби містили гідравлічні і/або механічні механізми перестановки. Доцільно також, щоб осі валків комплектів валків були спрямовані паралельно один одному. Крім того, може бути переважно, щоб валок, зокрема робочий валок обох комплектів валків, приводилися у обертання з різними числами оборотів або коловими швидкостями валків. Переважні вдосконалені варіанти виконання описані в залежних пунктах формули винаходу. Короткий опис креслень Нижче винахід більш детально пояснюється на прикладі виконання з посиланням на креслення, на яких: фіг. 1 зображає схематично встановлення робочих валків, фіг. 2 - схематично встановлення робочих валків, фіг. 3 - схематично встановлення робочих валків, фіг. 4 - схематично встановлення робочих валків, фіг. 5 - схематично встановлення робочих валків і фіг. 6 - схематично пристрій для прокатки. Переважний варіант здійснення винаходу 1 UA 98501 C2 5 10 15 20 25 30 35 40 45 50 55 На фіг. 1 схематично зображений вигляд 1 двох робочих валків 2, 3, які прокатують прокатуваний матеріал 4 при симетричному встановленні валків 2, 3. При цьому осередок 5 деформації прокатуваного матеріалу 4 є симетричним. На фіг. 2 схематично зображений вигляд 10 робочих валків 11, 12, що прокатують прокатуваний матеріал 13 при умові асиметрії прокатки і при симетричному встановленні прокатних валків 11, 12. При цьому осередок 14 деформації прокатуваного матеріалу 13 є асиметричним. Валки 11 і 12 виконані різних розмірів. Валок 11 має менший діаметр, ніж валок 12. Хоча прокатна установка на фіг. 2 має горизонтальний вихід прокатуваного матеріалу, вхід прокатуваного матеріалу все ж виконаний асиметричним і похилим донизу в напрямі другого валка 12. На фіг. 3 схематично зображений вигляд 20 двох робочих валків 21, 22, що прокатують прокатуваний матеріал 23 при умові асиметрії прокатки і при симетричному встановленні прокатних валків 21, 22. При цьому осередок 24 деформації прокатуваного матеріалу 23 знов є асиметричним. Валки 21 і 22 також виконані різних розмірів. При цьому валок 21 має менший діаметр, ніж валок 22. Прокатна установка на фіг. 3 також має асиметричний вихід 25 прокатуваного матеріалу 25 і асиметричний вхід 26 прокатуваного матеріалу, при якому вхід 26 нахилений донизу, а вихід 25 відхилений догори в напрямі першого валка 21. Виразно видно, що прокатуваний матеріал 23 проходить через прокатну кліть не горизонтально, а входить в неї і виходить з неї при цьому зі зміщенням відносно горизонталі. На виході 25 прокатуваний матеріал також має викривлення. На фіг. 4 схематично зображений вигляд 30 двох робочих валків 31, 32, що прокатують прокатуваний матеріал 33 при умові асиметрії прокатки і при симетричному встановленні прокатних валків 31, 32. При цьому осередок 34 деформації прокатуваного матеріалу 33 є асиметричним. Валки 31 і 32 виконані по суті однакового розміру. Прокатна установка на фіг. 4 також має асиметричний вихід 35 прокатуваного матеріалу і асиметричний вхід 36 прокатуваного матеріалу, при якому вхід 36 нахилений донизу, а вихід 35, відповідно, спрямований зверху вниз під кутом. Знов виразно видно, що прокатуваний матеріал 33 проходить через прокатну кліть не горизонтально, а входить в неї і виходить з неї при цьому зі зміщенням відносно горизонталі. Викривлення прокатуваного матеріалу 33 на виході 35 відсутнє. Це досягається за рахунок відповідного встановлення параметрів прокатки. Таким параметром прокатки можливо, наприклад відповідне встановлення колових швидкостей робочих валків. На фіг. 5 схематично зображений вигляд 40 двох зміщених відносно один одного робочих валків 41, 42, що прокатують прокатуваний матеріал 43 при умові асиметричної прокатки і при зміщеному розташуванні валків 41, 42. Зміщення в горизонтальному напрямі має величину R. При цьому осередок 44 деформації прокатуваного матеріалу 43 є асиметричним. Валки 41 і 42 в цьому прикладі виконання на фіг. 5 по суті виконані одного розміру. Прокатна установка на фіг. 5 має також горизонтальний вихід 45 прокатуваного матеріалу і горизонтальний вхід 46 прокатуваного матеріалу, при цьому вхід 46 і вихід 45 по суті спрямовані паралельно. Викривлення прокатуваного матеріалу 43 на виході 45 також відсутнє. При цьому колові швидкості робочих валків також встановлюються відповідним чином. На фіг. 6 схематично зображений пристрій 50 для прокатки, як, наприклад прокатна кліть, в якій в станині 51 встановлені валки 52, 53, 54, 55 в своїх комплектах 52, 53 і 54, 55 валків. При цьому передбачені верхній комплект 52, 53 валків і нижній комплект 54, 55 валків, в яких відповідні валки 53 і 54 по обидва боки прокатуваного матеріалу 56 прокатують і обробляють прокатуваний матеріал 56 тиском. У прикладі виконання на фіг. 6 нижній комплект валків встановлений в напрямі протяжності прокатуваного матеріалу 56 по суті нерухомо, причому валки 54, 55 встановлені в своїх опорах 57, 58. Валки 52, 53 верхніх комплектів валків, переважно, встановлені в напрямі прокатки, тобто, в напрямі протяжності прокатуваного матеріалу, з можливістю зміщення. Для цього валки 52, 53 зі своїми опорами 59, 60 встановлені з можливістю переміщення за допомогою встановлювальних засобів 61а, 61b, 62a, 62b. При цьому встановлювальні засоби 61а, 61b, 62a, 62b можуть містити механічні і/або гідравлічні встановлювальні засоби. Останні встановлені по обидва боки опори 59, 60 для валків і служать для підтримки опор 59, 60 для валків в станині 51 і для позиціонування валків 52, 53 в напрямі прокатки. Крім того, показаний механізм 63 для механічного встановлення верхніх валків відносно нижніх валків і опора 64 для підтримки нижніх валків. У іншому прикладі виконання замість верхніх валків зміщуваними, і регульованими в напрямі прокатки можуть бути нижні валки. У черговому прикладі виконання нарівні з верхніми валками рухомими і регульованими в напрямі прокатки можуть бути також нижні валки. 2 UA 98501 C2 5 10 15 20 25 30 35 40 45 50 55 60 Завдяки урегульованості комплектів валків можуть бути встановлені як такий режим роботи прокатної кліті, при якому комплекти валків не зміщені відносно один одного в напрямі прокатки, так і такий режим роботи прокатної кліті, при якому комплекти валків зміщені відносно один одного. Особливо переважно в пристрої для прокатки згідно з винаходом, як, наприклад в пристрої згідно з фіг. 6, щоб зміщуваний комплект 52, 53 валків містив щонайменше два валки, а встановлювальні засоби 61а, 61b, 62a, 62b розташовувалися, відповідно, по обидва боки щонайменше двох валків 52, 53. Встановлювальні засоби 61а, 61b, 62a, 62b по суті змонтовані на рівні відповідних валків 52, 53. При цьому на фіг. 6 видно, що центр, або вісь, відповідного валка розташовується приблизно в зоні відповідного встановлювального засобу 61а, 61b, 62а, 62b в напрямі, перпендикулярному напряму прокатки. На фіг. 6 зміщуваний комплект 52, 53 має загальну опору 59, 60 щонайменше для двох валків 52, 53, причому встановлювальні засоби 61а, 61b, 62a, 62b по суті діють на опору 59, 60 для валків на рівні відповідного валка в напрямі, перпендикулярному напряму прокатки. Перелік позицій 1 вигляд двох робочих валків 2 робочий валок 3 робочий валок 4 прокатуваний матеріал 5 осередок деформації 10 вигляд двох робочих валків 11 робочий валок 12 робочий валок 13 прокатуваний матеріал 14 осередок деформації 20 вигляд двох робочих валків 21 робочий валок 22 робочий валок 23 прокатуваний матеріал 24 осередок деформації 25 вихід прокатуваного матеріалу 26 вхід прокатуваного матеріалу 30 вигляд двох робочих валків 31 робочий валок 32 робочий валок 33 прокатуваний матеріал 34 осередок деформації 35 вихід прокатуваного матеріалу 36 вхід прокатуваного матеріалу 40 вигляд двох робочих валків 41 робочий валок 42 робочий валок 43 прокатуваний матеріал 44 осередок деформації 45 вихід прокатуваного матеріалу 46 вхід прокатуваного матеріалу 50 пристрій для прокатки 51 станина 52 валок 53 валок 54 валок 55 валок 56 прокатуваний матеріал 57 опора валків 58 опора валків 59 опора валків 60 опора валків 61а встановлювальний засіб 61b встановлювальний засіб 62а встановлювальний засіб 3 UA 98501 C2 62b встановлювальний засіб 63 механізм для встановлення 64 опора 5 10 15 20 25 30 35 40 45 ФОРМУЛА ВИНАХОДУ 1. Пристрій (50) для прокатки зі станиною (51) і двома комплектами валків (52, 53, 54, 55) щонайменше з двома валками, встановленими в станині (51) пристрою для прокатки, в якому прокатуваний матеріал (56) для прокатки пропускається між двома валками обох комплектів валків, при цьому щонайменше валки (52, 53) одного комплекту валків є зміщуваними відносно станини (51) в напрямку прокатки, причому між опорою для прийому валків і станиною по обидва боки опори для валків передбачені відповідні встановлювальні засоби, який відрізняється тим, що рухомий комплект валків містить спільну опору щонайменше для двох валків, причому встановлювальні засоби діють на опору валків по суті на рівні відповідного валка 2. Пристрій за п. 1, який відрізняється тим, що зміщуваний комплект валків містить щонайменше два валки, причому встановлювальні засоби розташовані, відповідно, по обидва боки щонайменше двох валків, при цьому один валок є робочим валком, а інший валок є опорним валком. 3. Пристрій за п. 1, який відрізняється тим, що встановлювальні засоби по суті розташовані на рівні відповідного валка або відповідної осі валка. 4. Пристрій за п. 1, який відрізняється тим, що верхній комплект валків і/або нижній комплект валків є зміщуваним. 5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що щонайменше один валок має діаметр, який відрізняється від інших валків, наприклад робочі валки верхнього і нижнього комплекту валків мають відмінний діаметр. 6. Пристрій за п. 5, який відрізняється тим, що діаметр валка робочих валків знаходиться в інтервалі 550-1400 мм, переважно в інтервалі 850-1200 мм. 7. Пристрій за п. 5 або п. 6, який відрізняється тим, що різниця діаметрів робочих валків більша нуля, наприклад більша 1 % і менша 50 %, переважно розташовується в інтервалі між величиною, більшою нуля, наприклад більше 1 %, і величиною, меншою 10 %. 8. Пристрій за будь-яким із пп. 1-7, який відрізняється тим, що встановлювальні засоби містять гідравлічні і/або механічні механізми перестановки. 9. Пристрій за будь-яким із пп. 1-8, який відрізняється тим, що осі валків комплектів валків розташовані паралельно одна одній. 10. Пристрій за будь-яким із пп. 1-9, який відрізняється тим, що валки, зокрема робочі валки, обох комплектів валків приводяться у обертання з різними числами обертів або коловими швидкостями валків. 11. Пристрій за будь-яким із пп. 1-10, який відрізняється тим, що різниця в числі обертів знаходиться в інтервалі між 1 і 20 %, переважно між 5 і 10 %. 12. Пристрій за будь-яким із пп. 1-11, який відрізняється тим, що встановлюване зміщення валків між робочими валками знаходиться в інтервалі між 0 або 10 і 200 мм, переважно між 50 і 120 мм. 13. Пристрій за будь-яким із пп. 1-12, який відрізняється тим, що обтиснення по товщині прокатуваного матеріалу знаходиться в інтервалі між 1 і 75 мм, переважно між 5 і 25 мм. 4 UA 98501 C2 5 UA 98501 C2 Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller device in particular push roller frame
Автори англійськоюBreuer, Michael, Langer Hendrik, Muenker, Jochen
Назва патенту російськоюУстройство для прокатки, в частности, клеть для асимметричной прокатки
Автори російськоюБройер Михель, Лангер Хендрик, Мюнкер Йохен
МПК / Мітки
МПК: B21B 31/20
Мітки: прокатки, пристрій, зокрема, кліть, асиметрично
Код посилання
<a href="https://ua.patents.su/8-98501-pristrijj-dlya-prokatki-zokrema-klit-dlya-asimetrichno-prokatki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для прокатки, зокрема кліть для асиметричної прокатки</a>
Спосіб асиметричної кругової прокатки
Номер патенту: 46218
Опубліковано: 10.12.2009
Автори: Шемякін Олександр Васильович, Капланов Василь Ілліч, Присяжний Андрій Григорович, Васекін Андрій Валерійович, Лєпорська Наталя Василівна, Капланова Олена Василівна
МПК: B21H 1/00
Мітки: прокатки, асиметрично, кругової, спосіб
Формула / Реферат:
Спосіб асиметричної кругової прокатки, що містить прокатку вихідної циліндричної заготівки в конічних валках з обтисканням її торців, який відрізняється тим, що прокатку заготівки здійснюють в асиметричному осередку деформації дисковими конічними валками з однаковою конусністю і паралельними одна одній осями із зміною окружної швидкості валків по ширині диска від мінімальної до максимальної по верхній його стороні і від максимальної до...
Кліть для подовжньої прокатки профілів змінного перерізу
Номер патенту: 23055
Опубліковано: 10.05.2007
Автори: Цівковський Олександр Григорович, Кисельов Олександр Григорович
МПК: B21B 13/00
Мітки: змінного, перерізу, кліть, профілів, подовжньої, прокатки
Формула / Реферат:
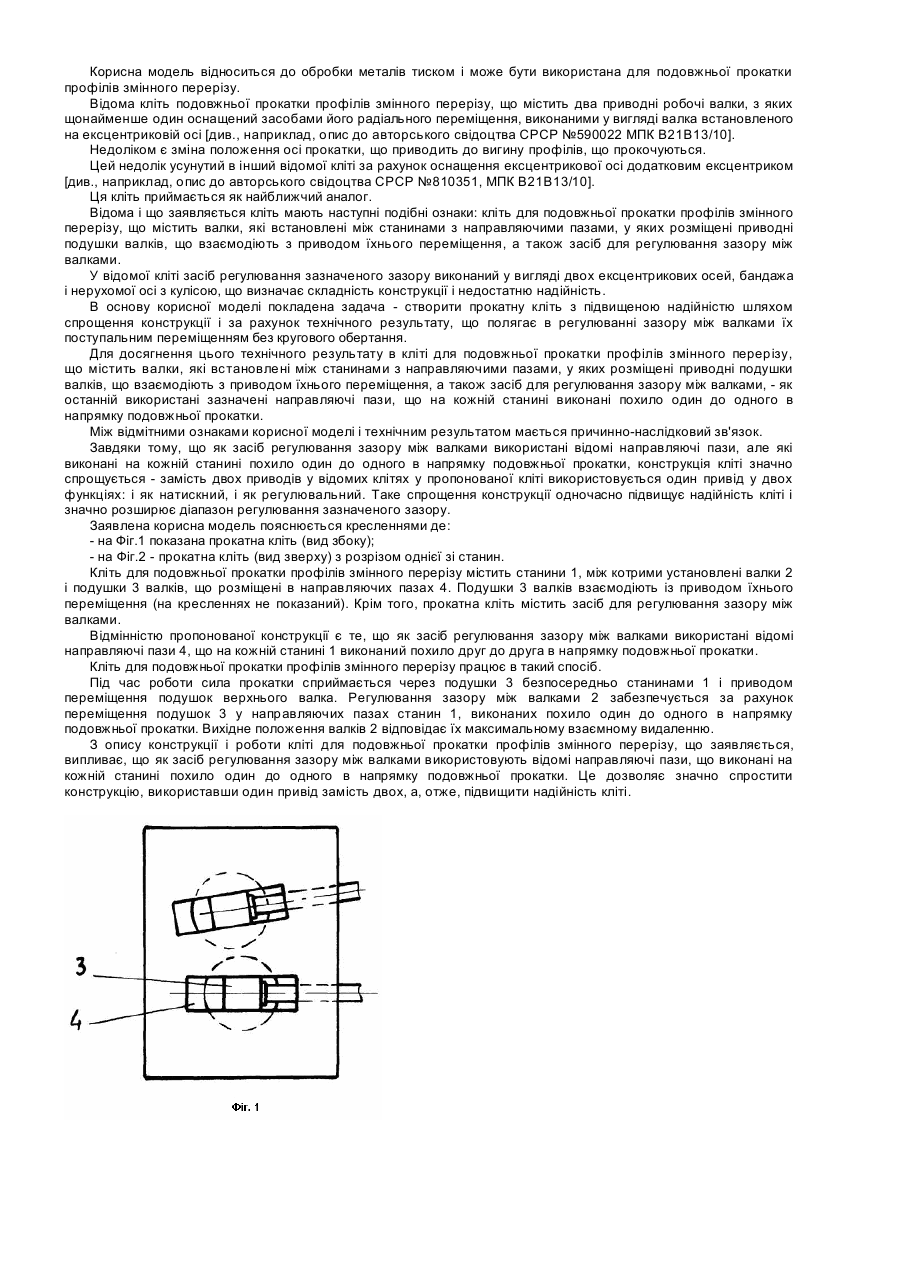
Кліть для подовжньої прокатки профілів змінного перерізу, що містить валки, які встановлені між станинами з напрямними пазами, у яких розміщені привідні подушки валків, що взаємодіють з приводом їхнього переміщення, а також засіб для регулювання зазору між валками, яка відрізняється тим, що як останній використані зазначені напрямні пази, що на кожній станині виконані похило один до одного в напрямку подовжньої прокатки.
Спосіб асиметричної прокатки металевих порошків і гранул
Номер патенту: 94527
Опубліковано: 10.05.2011
Автори: Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович, Калуцький Георгій Якович
МПК: B21B 1/22, B22F 3/18, B21B 1/24
Мітки: спосіб, прокатки, металевих, порошків, гранул, асиметрично
Формула / Реферат:
Спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стану, який відрізняється тим, що проводять додаткове однократне обтиснення пористої стрічки на виході із валків зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який взаємодіє з робочим валком, що обертається з більшою окружною швидкістю, причому...
Робоча кліть для прокатки смуги
Номер патенту: 64853
Опубліковано: 25.11.2011
Автори: Кисельов Олександр Григорович, Цівковський Олександр Григорович
МПК: B21B 13/00
Мітки: прокатки, робоча, кліть, смуги
Формула / Реферат:
1. Робоча кліть для прокатки смуги, що включає станину, у прорізях якої розміщені подушки із установленими у них шийками двох робочих валків, яка відрізняється тим, що прорізи станини у напрямку прокатки виконані зі скосами, що утворюють клинові напрямні, а подушки - з відповідними скосами, які утворюють відповідні клинові поверхні, що контактують зі згаданими клиновими напрямними, при цьому кліть оснащена індивідуальними приводами...
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях
Номер патенту: 58259
Опубліковано: 11.04.2011
Автори: Бочаров Віталій Федорович, Утьомова Юлія Віталійовна, Бочаров Володимир Віталійович
МПК: B21B 1/04
Мітки: особливої, прокатки, робочих, деформації, смуг, тонких, останніх, станах, безперервної, поверхневої, використанням, ефекту, клітях, пластичної, спосіб
Формула / Реферат:
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях, який відрізняється тим, що за рахунок зміни схеми установлення робочих валків в останніх робочих клітях стана безперервної прокатки використовуються комбінації робочих валків, бочки яких текстуровані у вигляді безлічі мікровиступів і робочих валків із гладкою бочкою, що забезпечує...
Попередній патент: Заміщені ациланіліди і їх застосування
Наступний патент: Пристрій для кріплення циліндрової теплоізоляційної секції і спосіб його виготовлення
Випадковий патент: Плавкий запобіжник з твердим пористим дугогасним наповнювачем