Спосіб асиметричної прокатки металевих порошків і гранул
Номер патенту: 94527
Опубліковано: 10.05.2011
Автори: Гогаєв Казбек Олександрович, Калуцький Георгій Якович, Воропаєв Віталій Семенович

Формула / Реферат
Спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стану, який відрізняється тим, що проводять додаткове однократне обтиснення пористої стрічки на виході із валків зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який взаємодіє з робочим валком, що обертається з більшою окружною швидкістю, причому окружна швидкість додаткового валка становить 0,70-0,85 окружної швидкості взаємодіючого з ним робочого валка.
Текст
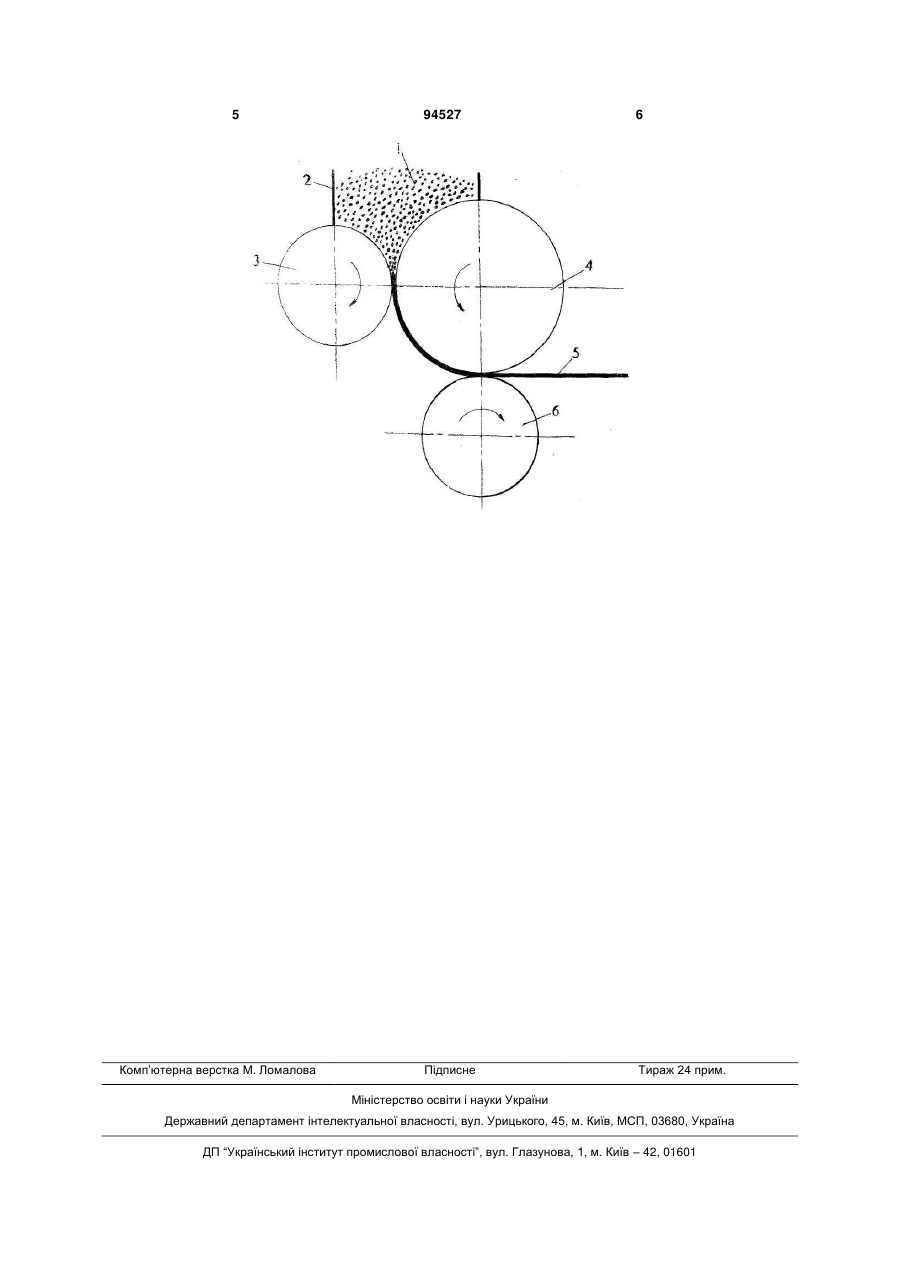
Спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стану, який відрізняється тим, що проводять додаткове однократне обтиснення пористої стрічки на виході із валків зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який взаємодіє з робочим валком, що обертається з більшою окружною швидкістю, причому окружна швидкість додаткового валка становить 0,70-0,85 окружної швидкості взаємодіючого з ним робочого валка. Винахід належить до галузі порошкової металургії, зокрема, до способу асиметричної прокатки металевих порошків і гранул. Асиметрична прокатка являє собою формування порошкового матеріалу в смугу або стрічку робочими валками прокатного стану при неузгодженості їхніх окружних швидкостей. Неузгодженість окружних швидкостей робочих валків досягається, наприклад, прокаткою матеріалу у валках різного діаметра, що обертаються з однаковою кутовою швидкістю. Відомий спосіб асиметричної прокатки металевих порошків і гранул у стрічку за допомогою робочих валків прокатного стану різного діаметра, що обертаються з однаковою кутовою швидкістю і різними окружними швидкостями. Співвідношення діаметрів валків становило 1,15-1,40. (Патент України на винахід №77719, МПК B22F 3/18 (2006.01), В21В 1/22, В21В 1/24, В21В 1/26, опубл. 15.01.2007, Бюл. №1). Недоліком цього способу є те, що одержувана при прокатці стрічка відхиляється у бік більшого валка, що обертається з більшою окружною швидкістю, що ускладнює її подальше використання. Найближчим аналогом винаходу є спосіб асиметричної прокатки металевих порошків і гранул з неузгодженістю окружних швидкостей у робочих валках різного діаметра при їх однакових кутових швидкостях. При цьому значення співвідношення діаметрів валків відповідає такому ж значенню співвідношення окружних швидкостей робочих валків (Порошкова металургія, 2007, №3/4, стор. 115-121). Істотним недоліком цього способу є те, що при всіх співвідношеннях діаметрів валків (або їхніх окружних швидкостей) у діапазоні 1,15-1,40 стрічка відхиляється у бік валка більшого діаметра (Порошкова металургія, 2007, №3/4, стор. 119). У зв'язку з тим, що пориста стрічка, що виходить із робочих валків, має невисоку міцність і пластичність, її неможливо вирівняти і намотати на барабан моталки для наступної обробки. В основу винаходу поставлена задача усунути зазначені недоліки, а саме, вирівняти стрічку без її руйнування. (19) UA (11) 94527 (13) (21) a201003126 (22) 18.03.2010 (24) 10.05.2011 (46) 10.05.2011, Бюл.№ 9, 2011 р. (72) ГОГАЄВ КАЗБЕК ОЛЕКСАНДРОВИЧ, КАЛУЦЬКИЙ ГЕОРГІЙ ЯКОВИЧ, ВОРОПАЄВ ВІТАЛІЙ СЕМЕНОВИЧ (73) ІНСТИТУТ ПРОБЛЕМ МАТЕРІАЛОЗНАВСТВА ІМ. І.М.ФРАНЦЕВИЧА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) UA, 77719, C2, 15.01.2007 SU, 1016075, A, 07.05.1983 US, 4108651, 22.08.1978 JP, 63307204, A, 14.12.1988 JP, 63089604, 20.04.1988 Калуцкий Г. Я., Гогаев К. А., Воропаев В. С., Непомнящий В. В. Опыт прокатки металлических порошков и гранул с использованием асимметри C2 1 3 94527 Суть способу асиметричної прокатки металевих порошків і гранул, що заявляється, полягає в обтисненні порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стану, у якому, відповідно до винаходу, проводять повторне однократне обтиснення пористої стрічки на виході з валків зі ступенем обтиснення 10-60% за допомогою додаткового валка, взаємодіючого з робочим валком, що обертається з більшою окружною швидкістю, причому окружна швидкість додаткового валка становить 0,70-0,85 окружної швидкості взаємодіючого з ним робочого валка. Відмінність винаходу від найближчого аналогу полягає в тому, що пористу стрічку, отриману шляхом прокатки металевого порошку у валках різного діаметра прокатного стану, піддають повторному однократному обтисненню за допомогою додаткового валка, установленого з можливістю взаємодії з робочим валком більшого діаметра, у бік якого відхиляється пориста стрічка. Це повторне обтиснення стрічки дозволяє вирівняти її і полегшує подальше її використання, наприклад намотування на барабан моталки і транспортування. Крім того повторне обтиснення стрічки зі ступенем 10-60%, а також обертання додаткового валка з окружною швидкістю, що становить 0,70-0,85 окружної швидкості більшого робочого валка, дозволяє одержати таку пористу стрічку, що не руйнується при її подальшому використанні. У вивченій патентній і науково-технічній літературі не виявлено використання повторного однократного обтиснення пористої стрічки для її вирівнювання при асиметричній прокатці металевих порошків. Схема здійснення способу показана на кресленні. Металевий порошок або гранули 1 засипають у бункер 2, звідки вони надходять у зону деформації робочих валків різного діаметра 3 і 4, розташованих у горизонтальній площині і обертаються назустріч один одному. Відношення окружної швидкості валка 4 (або його діаметра) до окружної швидкості валка 3 (або його діаметра) становить 1,15-1,40. Пориста стрічка 5, яка виходить з робочих валків, згідно з експериментальними даними, завжди відхиляється у бік робочого валка, що обертається з більшою окружною швидкістю (або бі 4 льшого діаметра) 4. Відповідно до винаходу, отриману пористу стрічку повторно однократно обтискають зі ступенем обтиснення 10-60% додатковим валком 6, який обертається з окружною швидкістю, що становить 0,70-0,85 окружної швидкості робочого валка 4. Пористу стрічку обтискають до її вирівнювання і далі подають або в піч для спікання, або намотують на барабан моталки. Було проведено експериментальну перевірку способу, що заявляється, при прокатці стрічки шириною 16 мм і товщиною 0,8 мм із залізного порошку з розмірами часток 0,15 мм і менш на прокатному стані ДУО170 із застосуванням валків діаметрами 200 мм, 170 мм, 150 мм і 140 мм. Це дозволило створити пари валків з таким співвідношенням діаметра меншого валка і діаметра більшого валка, які дозволяють одержати неузгодженість швидкостей валків, рівну 0,90; 0,85; 0,75 і 0,70. Із залізного порошку була прокатана стрічка із пористістю 30%, вивчене поводження стрічки при різних ступенях повторного однократного обтиснення 10-60% і визначений ступінь оптимального повторного обтиснення, необхідного для вирівнювання стрічки при різних неузгодженостях окружних швидкостей додаткового і робочого валків без її руйнування. Ступінь обтиснення стрічки у відсотках 10-60% розраховували як відношення різниці вихідної товщини стрічки і товщини стрічки після повторного однократного обтиснення до вихідної товщини стрічки, помножене на 100. Приклад здійснення способу. Із залізного порошку, отриманого методом розпилення, прокатали стрічку пористістю 30%. Прокатку проводили в робочих валках діаметром 200 мм і 140 мм. Отримана пориста стрічка товщиною 0,80 мм і шириною 160 мм відхилилася у бік більшого валка. Потім її піддали повторному однократному обтисненню між робочим валком більшого діаметра 200 мм і додатковим валком діаметром 150 мм, що забезпечило неузгодженість окружних швидкостей валків 0,75 і піддали стрічку повторному однократному обтисненню в 35%. Вихідна з валків стрічка була рівною, не відхилялася до жодного з валків і мала товщину 0,52 мм. Інші приклади наведені в таблиці. Таблиця Ступінь обтиснення, % 65,0 60,0 35,0 10,0 5,0 Співвідношення окружних швидкостей валків 0,90 0,85 0,75 0,70 0,70 Співвідношення окружних швидкостей валків менше 0,70 недоцільно у зв'язку з конструктивними особливостями прокатного стану. Таким чином спосіб, який заявляється, дозволяє одержувати рівну стрічку при асиметричній Поведінка стрічки після додаткового обтиснення Стрічка руйнується Стрічка рівна Стрічка рівна Стрічка рівна Стрічка не вирівнюється прокатці металевих порошків і гранул і може бути використано на підприємствах порошкової металургії для виготовлення стрічок товщиною не більш 3-4 мм. 5 Комп’ютерна верстка М. Ломалова 94527 6 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of asymmetric rolling metal powders and granules
Автори англійськоюHohaev Kazbek Oleksandrovych, Kalutskyi Heorhii Yakovych, Voropaiev Vitalii Semenovych
Назва патенту російськоюСпособ асимметричной прокатки металлических порошков и гранул
Автори російськоюГогаев Казбек Александрович, Калуцкий Георгий Яковлевич, Воропаев Виталий Семенович
МПК / Мітки
МПК: B22F 3/18, B21B 1/24, B21B 1/22
Мітки: порошків, прокатки, асиметрично, спосіб, металевих, гранул
Код посилання
<a href="https://ua.patents.su/3-94527-sposib-asimetrichno-prokatki-metalevikh-poroshkiv-i-granul.html" target="_blank" rel="follow" title="База патентів України">Спосіб асиметричної прокатки металевих порошків і гранул</a>
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул
Номер патенту: 77719
Опубліковано: 15.01.2007
Автори: Калуцький Георгій Якович, Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович
МПК: B21B 1/26, B21B 1/22, B21B 1/24, B22F 3/18
Мітки: металевих, смуг, гранул, спосіб, порошків, одержання, листів, стрічок
Формула / Реферат:
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул, що включає їх прокатку в валках, який відрізняється тим, що прокатку виконують з неузгодженістю окружних швидкостей робочих валків за рахунок використання валків різного діаметра зі співвідношенням діаметра більшого валка до меншого 1,15 - 1,40.
Спосіб асиметричної кругової прокатки
Номер патенту: 46218
Опубліковано: 10.12.2009
Автори: Присяжний Андрій Григорович, Шемякін Олександр Васильович, Капланов Василь Ілліч, Лєпорська Наталя Василівна, Капланова Олена Василівна, Васекін Андрій Валерійович
МПК: B21H 1/00
Мітки: прокатки, кругової, спосіб, асиметрично
Формула / Реферат:
Спосіб асиметричної кругової прокатки, що містить прокатку вихідної циліндричної заготівки в конічних валках з обтисканням її торців, який відрізняється тим, що прокатку заготівки здійснюють в асиметричному осередку деформації дисковими конічними валками з однаковою конусністю і паралельними одна одній осями із зміною окружної швидкості валків по ширині диска від мінімальної до максимальної по верхній його стороні і від максимальної до...
Спосіб одержання металевих порошків або порошків гідридів металів елементів ti, zr, hf, v, nb, ta або cr
Номер патенту: 91494
Опубліковано: 10.08.2010
Автори: Зермонд Бернд, Вільфінг Герхард, Бікк Манфред
МПК: B22F 9/16, C01B 6/00, C22B 34/00
Мітки: одержання, металів, порошків, елементів, гідридів, металевих, спосіб
Формула / Реферат:
1. Спосіб одержання металевих порошків елементів Ті, Zr, Hf, V, Nb, Та та Сr, згідно з яким оксид вказаних елементів змішують з відновлювальним агентом, цю суміш нагрівають в печі до початку реакції відновлення, потім реакційний продукт вилуговують, промивають та сушать, який відрізняється тим, що використовують оксид з середнім розміром частинок від 0,5 до 20 мкм, питомою площею поверхні, визначеною за методом БЕТ, від 0,5 до 20 м2/г, а ...
Спосіб прокатки листів та пристрій для його здійснення
Номер патенту: 90175
Опубліковано: 12.04.2010
Автори: Сатонін Олександр Володимирович, Данько Андрій Володимирович
МПК: B21B 37/46, B21B 1/22
Мітки: пристрій, прокатки, здійснення, листів, спосіб
Формула / Реферат:
1. Спосіб прокатки листів, що включає здійснення прокатки з розузгодженням швидкостей робочих валків, який відрізняється тим, що ступінь К розузгодження швидкостей робочих валків змінюють в процесі прокатки в залежності від зміни зусилля прокатки Рі по довжині розкату, збільшуючи К при відхиленні Рі від номінального значення зусилля прокатки Рі - Рн > 0 доти, поки це відхилення не стане дорівнювати нулю, при цьому значення Pн визначають...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Попередній патент: Спосіб виробництва вершкового масла з наповнювачем
Наступний патент: Застосування похідних глюкозаміну як церебропротекторних засобів
Випадковий патент: Поліуретанова композиція для покриттів дорожньої розмітки