Спосіб відновлення поверхні циліндричної деталі


Формула / Реферат
1. Спосіб відновлення поверхні циліндричної деталі, переважно, гідростояків та/або гідроциліндрів, що включає видалення зношеного шару поверхні, встановлення та закріплення стальної втулки на деталі, який відрізняється тим, що проводять механічну обробку зношеної частини поверхні деталі, глибина механічної обробки залежить від ступеня зносу поверхні деталі, при цьому внутрішній діаметр втулки дорівнює діаметру зношеної частини деталі після механічної обробки, зовнішній діаметр втулки дорівнює зовнішньому діаметру відновленої деталі, а товщина стінки втулки дорівнює 0,01-30,0 мм.
2. Спосіб за п. 1, який відрізняється тим, що проводять фінішне доведення відновленої поверхні деталі для отримання номінального розміру.
Текст
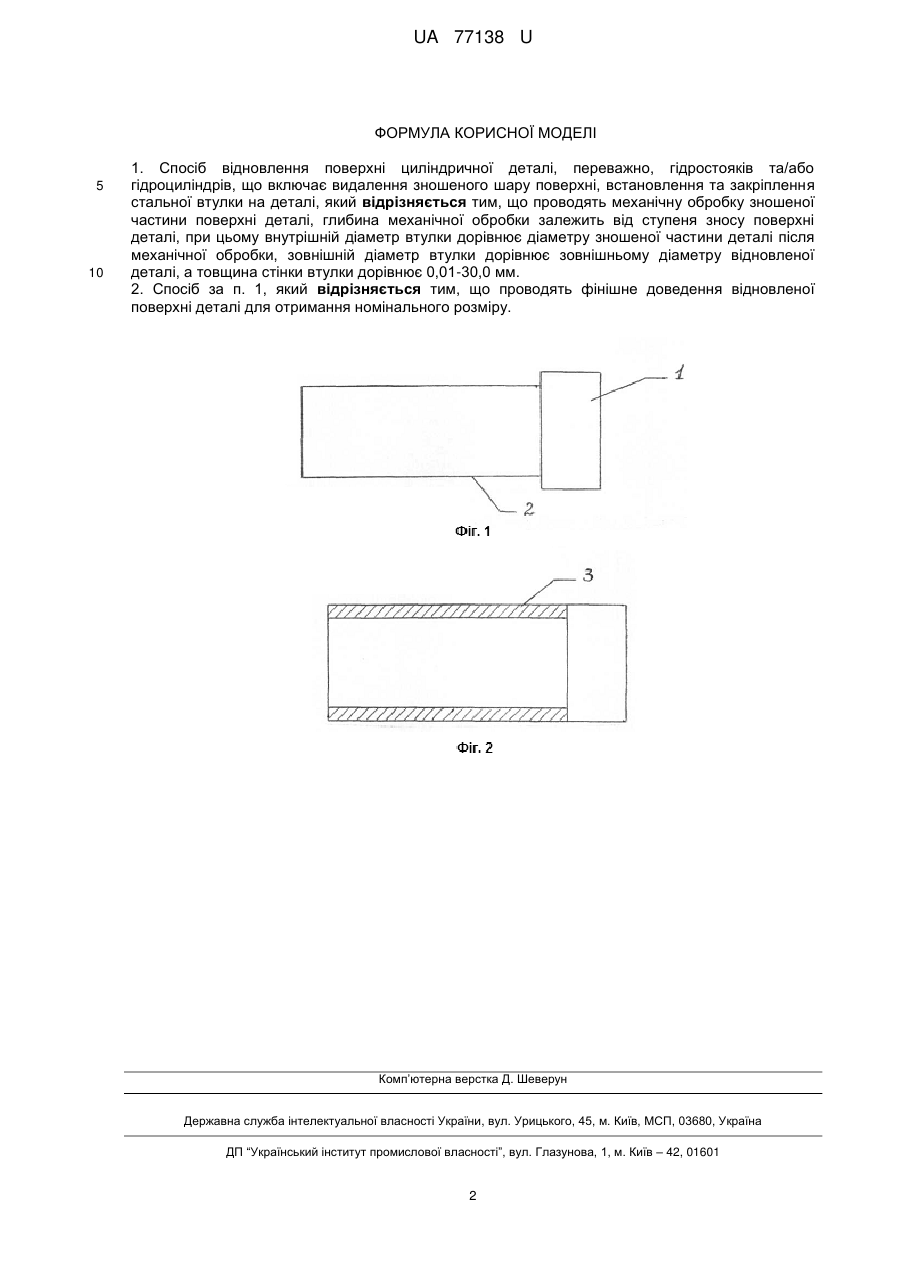
Реферат: UA 77138 U UA 77138 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування, а саме, до способів відновлення поверхонь циліндричних деталей та може бути використана для підвищення якості відновлення, надійності та довговічності відновлених ' поверхонь. Відомий спосіб індукційного наплавлення, в якому з циліндричної деталі виготовляють правильний багатогранник, на кожну з граней якого послідовно наплавляють присадний матеріал потрібної товщини, після чого деталь обробляють до заданого діаметру [Патент на винахід SU 1794611, кл. В23К 13/01 опубл. 15.02.93]. Недоліками відомого способу є складність та значна вартість способу відновлення. Найбільш близьким за технічною суттю, до способу що заявляється, є спосіб відновлення поверхонь циліндричних деталей, в якому наносять стійкий проти спрацювання матеріал і нагрівають відновлювану поверхню індуктором до розплавлення, при цьому деталь попередньо піддають відпалу при температурі 850 °C, з наступним видаленням зношеного шару, потім запресовують на деталь стальний втулковий вкладиш і закріплюють його зварюванням, на поверхні вкладиша виконують проточку, яку заповнюють стійким проти спрацювання матеріалом [Патент на винахід RU 2192949, кл. В23Р 6/02 опубл. 20.11.2002] Недоліками відомої корисної моделі є недостатня якість відновлення, складність процесу відновлення, недостатня надійність і довговічність відновлених поверхонь. В основу корисної моделі поставлена задача удосконалення способу відновлення поверхонь циліндричних деталей, в якому виконання механічної обробки зношеної частини поверхні деталі, залежність глибини механічної обробки від ступеня зносу деталі, виконання внутрішнього діаметра втулки таким, що дорівнює діаметру зношеної частини деталі після механічної обробки, а внутрішнього діаметру втулки - таким, що дорівнює зовнішньому діаметру відновленої деталі, узяття товщини стінки втулки від 0,01 до 30,0 мм, забезпечують підвищення якості відновлення, цим забезпечується спрощення процесу, надійність і довговічність відновлених поверхонь циліндричних деталей. Поставлена задача вирішується тим, що в способі відновлення поверхонь циліндричних деталей, переважно, гідростояків та гідроциліндрів, що включає видалення зношеного шару поверхні, встановлення та закріплення стальної втулки на деталі, передбачені наступні відміни: проводять механічну обробку зношеної частини поверхні деталі; глибина обробки залежить від ступеню зносу поверхні деталі; внутрішній діаметр втулки дорівнює діаметру зношеної частини деталі після механічної обробки; зовнішній діаметр втулки дорівнює зовнішньому діаметру відновленої деталі; товщина стінки втулки дорівнює 0,01-30,0 мм. Крім того, проводять фінішне доведення відновленої поверхні деталі для отримання номінального розміру. Суть корисної моделі пояснюється кресленням, де на: Фіг. 1 - циліндрична деталь з механічно обробленою поверхнею під втулку; Фіг. 2 - циліндрична деталь з втулкою у зборі. Спосіб відновлення поверхонь циліндричних деталей виконують наступним чином. Відібрані після відбраковки деталі 1, переважно, плунжери, штоки, гідравлічні циліндри, піддають механічному оброблянню зношеної поверхні 2 деталі 1 для видалення зношеного шару, при цьому, глибина обробляння залежить від ступеню зносу поверхні 2 деталі 1, внутрішній діаметр втулки 3 повинен дорівнювати діаметру зношеної частини деталі 1 після механічної обробки, а зовнішній діаметр втулки 3 повинен дорівнювати зовнішньому діаметру відновленої деталі, товщина стінки втулки 3 дорівнює 0,01-30,0 мм. На підготовлену поверхню 2 деталі 1 встановлюють, за допомогою запресовування, нагріву або іншим способом сталеву втулку 3, товщина стінки якої дорівнює 0,01-30,0 мм, внутрішній діаметр втулки дорівнює діаметру зношеної частини деталі після механічної обробки, а зовнішній діаметр втулки дорівнює зовнішньому діаметру відновленої деталі, після встановлення втулки 3 на деталі 1 проводять фінішне доведення відновленої поверхні до її однорідності та отримання номінального розміру деталі. Запропонований спосіб дозволить якісно відновлювати циліндричні деталі, що працюють у режимі фрикційних передач, за допомогою додаткового елемента - втулки, це спрощує процес відновлення, підвищує якість, надійність та довговічність відновленої циліндричної деталі, знижує її собівартість. 1 UA 77138 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Спосіб відновлення поверхні циліндричної деталі, переважно, гідростояків та/або гідроциліндрів, що включає видалення зношеного шару поверхні, встановлення та закріплення стальної втулки на деталі, який відрізняється тим, що проводять механічну обробку зношеної частини поверхні деталі, глибина механічної обробки залежить від ступеня зносу поверхні деталі, при цьому внутрішній діаметр втулки дорівнює діаметру зношеної частини деталі після механічної обробки, зовнішній діаметр втулки дорівнює зовнішньому діаметру відновленої деталі, а товщина стінки втулки дорівнює 0,01-30,0 мм. 2. Спосіб за п. 1, який відрізняється тим, що проводять фінішне доведення відновленої поверхні деталі для отримання номінального розміру. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of surface of cylindrical part
Автори англійськоюKuzchenko Andrii Serhiiovych
Назва патенту російськоюСпособ восстановления поверхности цилиндрической детали
Автори російськоюКузченко Андрей Сергеевич
МПК / Мітки
МПК: B23P 6/02
Мітки: відновлення, поверхні, циліндричної, спосіб, деталі
Код посилання
<a href="https://ua.patents.su/4-77138-sposib-vidnovlennya-poverkhni-cilindrichno-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення поверхні циліндричної деталі</a>
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 24912
Опубліковано: 25.07.2007
Автори: Аулін Віктор Васильович, Капелюшний Федір Михайлович, Жулай Олександр Юрійович, Калита Микола Миколайович
МПК: B23P 6/02
Мітки: нерівномірним, спрацьованої, деталей, висоті, внутрішньої, сталевих, поверхні, спосіб, зносом, чавунних, циліндричної, переважно, відновлення
Формула / Реферат:
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей типу гільз циліндрів двигунів внутрішнього згоряння, шляхом створення різного по величині градієнта температур у відповідності з величиною зносу в даному перерізі деталі під впливом джерела нагрівання та охолодження, який відрізняється тим, що різний по величині градієнт температур по твірній внутрішньої...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей
Номер патенту: 16058
Опубліковано: 17.07.2006
Автори: Аулін Віктор Васильєвич, Капелюшний Федір Михайлович, Калита Микола Миколайович
МПК: B23P 6/02
Мітки: переважно, спрацьованої, деталей, поверхні, відновлення, циліндричної, сталевих, внутрішньої, чавунних, спосіб
Формула / Реферат:
1. Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, що включає створення градієнта температур в стінці деталі за рахунок впливу на деталь джерел нагрівання і охолодження, який відрізняється тим, що градієнт температур створюють у стінці деталі рівномірно та в один момент часу за допомогою, наприклад, електроконтактного нагрівання з...
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 26293
Опубліковано: 10.09.2007
Автори: Капелюшний Федір Михайлович, Аулін Віктор Васильович, Калита Микола Миколайович, Жулай Олександр Юрійович
МПК: B23P 6/00
Мітки: переважно, поверхні, зносом, циліндричної, сталевих, внутрішньої, висоті, пристрій, нерівномірним, спрацьованої, відновлення, деталей, чавунних
Формула / Реферат:
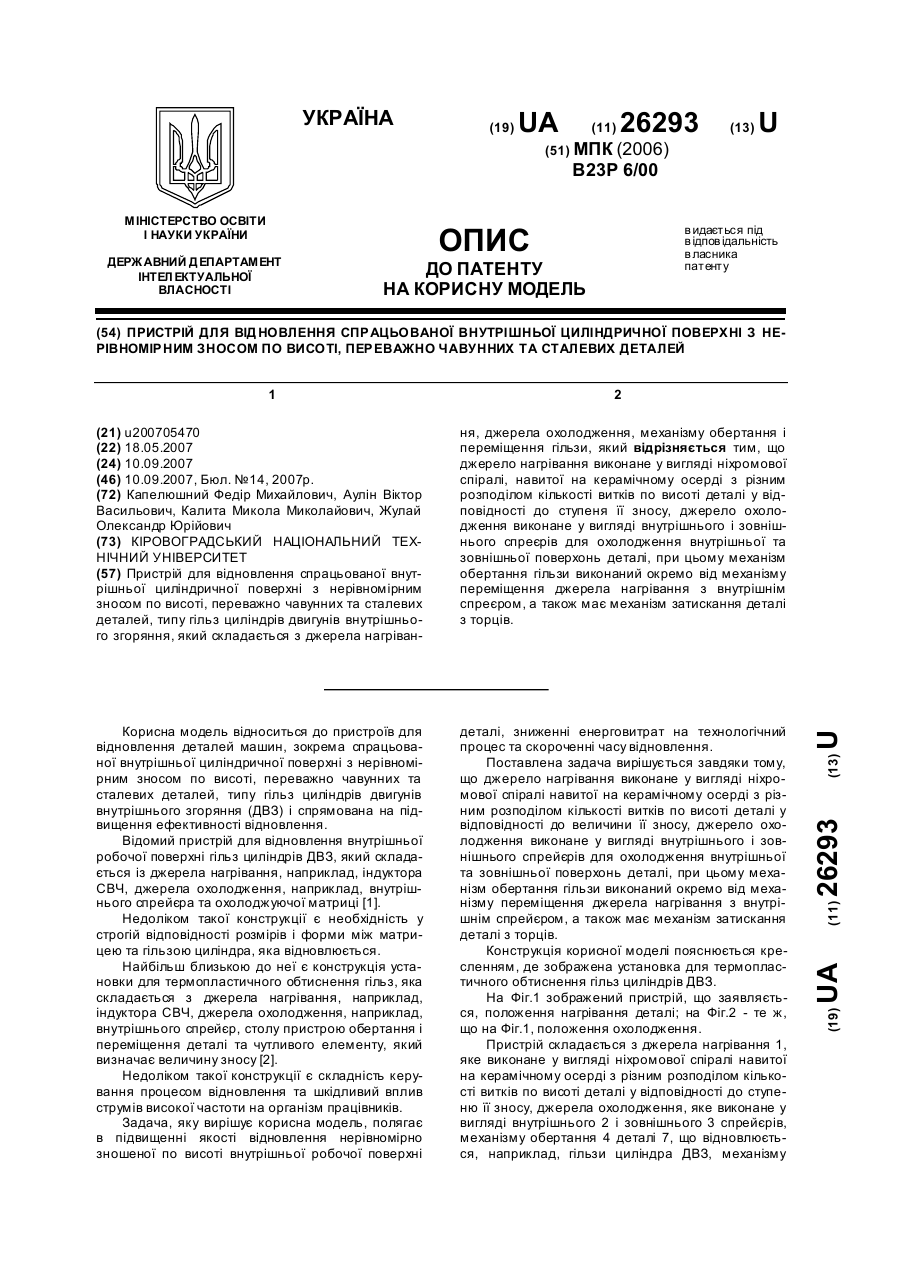
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, який складається з джерела нагрівання, джерела охолодження, механізму обертання і переміщення гільзи, який відрізняється тим, що джерело нагрівання виконане у вигляді ніхромової спіралі, навитої на керамічному осерді з різним розподілом кількості...
Спосіб відновлення опорної поверхні та вузлів

Номер патенту: 69606
Опубліковано: 10.05.2012
Автори: Іщенко Анатолій Олексійович, Тимощенко Андрій Вікторович, Романов Сергій Леонідович, Голінка Сергій Миколайович
МПК: B05D 1/00
Мітки: поверхні, спосіб, відновлення, опорної, вузлів
Формула / Реферат:
Спосіб відновлення опорної поверхні та вузлів, що включає підготовку поверхні, її механічну обробку, нанесення полімерного матеріалу, установку формуючого шаблона, який відрізняється тим, що механічну обробку зношеної поверхні здійснюють шляхом прорізання в ній по периметру кільцевих канавок, ширина та глибина яких знаходяться у співвідношенні (B/h)=24.
Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів

Номер патенту: 68309
Опубліковано: 15.07.2004
Автор: Полонський Леонід Григорович
МПК: B24B 39/00
Мітки: попередньо, спосіб, деталі, напилення, підготовки, визначення, покриттів, газотермічних, техніки, поверхні, зняттям, обробки, відновлення, стружки, допомогою, механічної, спрацьованої, глибини
Формула / Реферат:
1. Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів, що передбачає ліквідацію наслідків спрацювання та доведення поверхні до розміру, що забезпечує нанесення покриття необхідної товщини, який відрізняється тим, що використовують пробну заготовку, яка імітує спрацьовану деталь, попередню механічну...
Попередній патент: Спосіб комплексного лікування генералізованого пародонтиту із застосуванням методу фотодинамотерапії
Наступний патент: Диференціатор теплових сигналів
Випадковий патент: Спосіб та пристрій для спрямованого руйнування визначеної особливостями ведення гірничих робіт ділянки гірського масиву