Спосіб ремонту дефектної ділянки трубопроводу, що знаходиться під тиском
Номер патенту: 77931
Опубліковано: 15.01.2007
Автори: Рудко Володимир Васильович, Беккер Михайло Вікторович, Пудрий Сергій Володимирович, Бут Віктор Степанович, Марчук Ярослав Семенович, Подолян Олександр Петрович, Слесар Петро Федорович, Бойко Леонід Йосипович, Андріїшин Михайло Петрович, Карвасарський Рафаїл Давидович, Горностаєв Геннадій Петрович

Формула / Реферат
1. Спосіб ремонту дефектної ділянки трубопроводу, який перебуває під тиском, що полягає в установленні герметичної муфти з наступним заповненням підмуфтового простору самотверднучою масою, для реалізації якого спочатку із двох сторін дефектної ділянки встановлюють технологічні кільця з наступним монтажем між ними частин ремонтної муфти, які зварюють між собою поздовжніми швами, після чого здійснюють зварювання торців муфти із внутрішніми торцями відповідних технологічних кілець із частковим проплавленням тіла труби, який відрізняється тим, що після встановлення технологічних кілець з боку внутрішнього торця кожного з них із зазором монтують по тонкостінному додатковому кільцю, на яких монтують частини ремонтної муфти, торці якої розташовують над відповідними торцями тонкостінних додаткових кілець із боку технологічних кілець, далі частини розрізної ремонтної муфти притискають до тонкостінних додаткових кілець і зварюють поздовжніми швами, після чого відповідні торці муфти, технологічних кілець і тонкостінних додаткових кілець зварюють із трубопроводом у зазор між кільцями.
2. Спосіб за п. 1, який відрізняється тим, що в місці установки тонкостінних додаткових кілець поздовжній шов ремонтованого трубопроводу зішліфовують до поверхні труби.
3. Спосіб за п. 1, який відрізняється тим, що висоту тонкостінних додаткових кілець вибирають рівною перевищенню шва на ремонтованій ділянці трубопроводу.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що для виготовлення тонкостінних додаткових кілець використовують зварювальну порошкову стрічку.
Текст
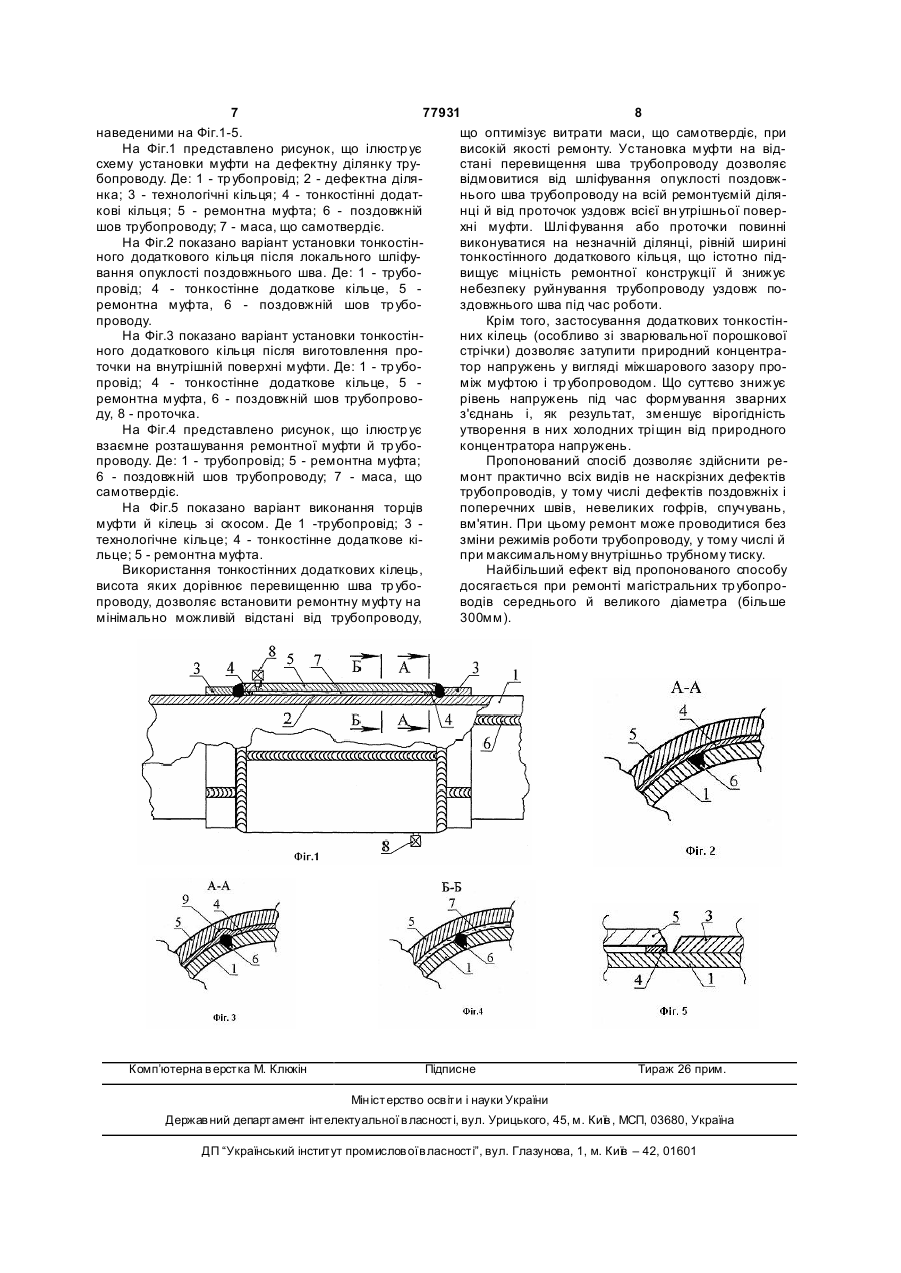
1. Спосіб ремонту дефектної ділянки трубопроводу, який перебуває під тиском, що полягає в установленні герметичної муфти з наступним заповненням підмуфтового простору самотверднучою масою, для реалізації якого спочатку із двох сторін дефектної ділянки встановлюють технологі C2 2 (19) 1 3 77931 4 Відомий спосіб ремонту ділянок газопроводу тиском, добре відпрацьований на практиці. Разом шляхом приварювання в місцях дефектів латок з тим, спосіб відрізняється трудомісткістю й припудуговим методом або вибухом [див., наприклад. скає підвищену витрату маси, що самотвердіє, Новые методы ремонта линейной части магистраоб'єм якої залежить від товщини технологічних льных газопроводов. - Москва: ВНИИСТ, 1981, кілець. Виходячи з вимог до зварних з'єднань, тостр.33-34]. Спосіб має обмежене застосування. вщина стінки муфти й технологічних кілець не поДля його реалізації необхідне скидання тиску в винна бути менше товщини стінки труби, що ремогазопроводі з його наступною продувкою. Спосіб нтується [див. Те хнологічна інструкція з ремонту не дозволяє відремонтувати тр убу, що має гофр, а магістральних газопроводів під тиском із застосутакож дефектні зварні шви. ванням дугового зварювання. Київ: ДК «УкртрансВідомий спосіб ремонту лінійних ділянок тругаз», ІЕЗ ім.Є.О.Патона НАНУ, 2000, стор.34-40]. бопроводів шляхом установки ремонтної муфти, Відомий спосіб ремонту трубопроводу, що пезаповненою клейовою композицією [див., UK ребуває під тиском, шляхом установки на ньому Patent Application, GB, 2210134A, F16L55/16]. Спотехнологічних елементів [див. авт. св. СРСР сіб може бути використаний на діючому тр убопро1058182], обраний як прототип.Спосіб дозволяє воді. Ремонтна конструкція складається із двох здійснити ремонт дефектної ділянки трубопроводу напівмуфт. У процесі роботи, напівмуфти механічшляхом установки на ньому частин розрізної муфно з'єднуються одна з одною, утворюючи замкнену ти з подальшим зварюванням частин між собою. оболонку навколо ремонтуємої ділянки трубопроТорці муфти із заданою величиною проплавлення воду. Далі оболонка центрується за допомогою приварюються кільцевими швами до стінок труби. технологічних елементів (болтів), установлених в Для запобігання втрати стійкості труби через її отворах корпуса. Після цього простір між трубоперегрів, на певній відстані від торців муфти встапроводом і муфтою герметизується з обох кінців за новлюються кільця, за допомогою яких здійснюдопомогою наповнювача, що застигає (цементу, ється приварювання. Обтискання трубопроводу із епоксидної шпаклівки й т.д.). В ізольований промідвох сторін шва (з однієї сторони муфтою, з іншої жок через спеціальні штуцери накачується епоксисторони технологічним кільцем) створює додаткодний наповнювач, що забезпечує високу жорству жорсткість труби й сприяє релаксації зварювакість конструкції. льних напружень, що виникають при зварюванні Даний спосіб ремонту багатьох типів не накільцевих швів. скрізних дефектів, набув широкого застосування Спосіб дозволяє провести ремонт дефектної на лінійних ділянках трубопроводів, що працюють ділянки трубопроводу, що перебуває під тиском, під великим тиском [див., наприклад, Рекламу Britчастково компенсуючи при цьому як окружні, так і ish Gas р/с Ripley Road, Ambergate, Derbyshire, DE осьові напруження, однак не дозволяє відремон562 FZ]. Відремонтовані в такий спосіб ділянки тувати трубу, що має го фр, а також дефектні зватрубопроводу, мають, як правило, більш високу рні шви. Спосіб малоефективний для ремонту деміцність, чим прилеглі неушкоджені ділянки труби. фектів поздовжніх заводських швів, тому що не Не дивлячись на велике поширення, спосіб має дозволяє повністю розвантажити трубу, що ремоністотні недоліки, пов'язані з неможливістю введентується, яка перебуває під тиском. Це обумовлено ня епоксидного наповнювача під високим тиском. фізичними обмеженнями способу. Зниження окруНадалі, через зміну геометричних розмірів трубожних напружень досягається за рахунок обстиспроводу через перепади тиску продукту, який пекання трубопроводу ремонтною муфтою. Для цьорекачується, і температурних деформацій, епокго, перед установкою муфти, тиск усередині сидний шар може розшаровуватися, що трубопроводу знижують до мінімально можливого призводить до зниження жорсткості й герметичнозначення. При ремонті трубопроводу даним спості конструкції. Крім того, відносно низький тиск собом без скидання тиску, компенсуються тільки заповнення епоксидним наповнювачем простору осьові напруження. Додатково розвантажити трупід муфтою, не дозволяє істотно знизити окружні й бу, яка ремонтується шляхом заповнення підмуфосьові напруження в трубопроводі. тового простору масою, що самотвердіє, яка подаВідомий спосіб установки муфти на дефектну ється під тиском, порівнянним з тиском у ділянку трубопроводу [див. патент Росії 2222746, трубопроводі в даному способі ускладнено через F16L55/175], що є різновидом описаного раніше щільну установку ремонтної муфти на тілі труби. способу. На відміну від нього, для центрування Під дією імпульсних навантажень, у тр убі, що має частин розрізної муфти використовується дріт, дефект у поздовжньому заводському шві, будуть попередньо намотаний на трубопровід. Способу виникати некомпенсовані напруження, які можуть властиві тіж недоліки. призвести до підростання дефекту уздовж шва до Відомий спосіб ремонту дефектної ділянки критичних розмірів. трубопроводу шля хом установки на нього двошаКрім того, ефективність способу, прийнятого рової ремонтної муфти (див. патент України за прототип, залежить від якості притискання муф36426). Спосіб передбачає попередню установку із ти до тіла труби. Більшість трубопроводів мають двох сторін дефектної ділянки пар технологічних на своїй поверхні опуклості поздовжніх і кільцевих кілець, які приварюють до трубопроводу в зазор швів. Шлі фування опуклостей на поверхні труби, між ними. На кільцях збирають розрізну муфту, особливо поздовжніх швів, збільшує небезпеку торці якої приварюють до поверхні крайніх кілець розкриття трубопроводу під час проведення робіт. кутовими швами. Підмуфтовий простір заповнюДля більшості магістральних трубопроводів шліють масою, що самотвердіє. Спосіб дозволяє здійфування поздовжніх швів заборонено існуючими снити ремонт трубопроводів, що перебувають під СНИП і ВСН. Для якісної установки муфти в цьому 5 77931 6 випадку, на її внутрішній поверхні в польових умоторця кожного технологічного кільця із зазором вах роблять проточки [див. Технологічна інструкція монтують тонкостінні додаткові кільця. Тонкостінні з ремонту магістральних газопроводів під тиском із додаткові кільця можуть бути виго товлені як зі застосуванням дугового зварювання. - Київ: ДК стрічкового легко зварюваного матеріалу, так і з «Укртрансгаз», ІЕЗ ім.Є.О.Патона НАНУ, 2000, порошкової зварювальної стрічки. Висоту тонкостор.34-40]. стінних додаткових кілець вибирають рівною макПроцес відрізняється трудомісткістю. Крім тосимальному перевищенню шва тр убопроводу в го, у місцях проточок має місце потоншення стінки межах ремонтуємої ділянки. Ширину кожного тонмуфти уздовж всієї її довжини, що істотно знижує костінного додаткового кільця вибирають із умови міцність всієї конструкції. створення додаткової жорсткості труби в районі Крім того, у прототипі, зазор між конструктивзварювання, що гарантує збереження її стійкості ним елементом і трубопроводом є природним конпри нагріванні. У загальному випадку, ширина тонцентратором напруг у напустково-стикових зваркостінного додаткового кільця не повинна бути них з'єднаннях, у місцях переходу від менше товщини стінки трубопроводу на ремонтунаплавленого до основного металу, що може приємій ділянці. Після цього, на встановлених тонковести до зниження технологічної міцності, а також стінних додаткових кільцях монтують частини роздо зменшення ресурсу роботи зварних з'єднань за різної ремонтної муфти. У загальному випадку, рахунок зниження їхньої опірності крихкому руйнуремонтна муфта складається із двох напівоболованню. нок довжиною, рівною відстані між дальніми торВ основу винаходу покладене завдання підцями тонкостінних додаткових кілець. Частини вищення якості ремонту дефектної ділянки діючого ремонтної муфти сильно притискають до тонкотрубопроводу, що вимагає значного зниження рівстінних додаткових кілець, розташувавши торці ня напружень у тр убопроводі, шляхом установки муфти над торцями додаткових кілець, після чого ремонтної муфти на додаткові тонкостінні кільця. частини ремонтної муфти зварюють між собою Це дозволить створити оптимальний по глибині поздовжніми швами, не торкаючись дугою стінки підмуфтовий простір, заповнюваний масою, що трубопроводу. Після охолодження наплавленого самотвердіє, подаваної під тиском, порівнянним з металу зварюють кільцеві шви, якими приварюють тиском усередині ремонтуємого тр убопроводу. торці муфти, розташовані під ними торці тонкоВикористання тонкостінних додаткових кілець, стінних додаткових кілець і внутрішні торці техновисота яких дорівнює перевищенню шва тр убологічних кілець до трубопроводу в зазор між ними. проводу, дозволяє відмовитися від виготовлення Неминуче у процесі зварювання нагрівання труби проточок на внутрішній поверхні муфти й шліфуне призводить до втрати її стійкості, тому що розвання опуклості поздовжнього зварного шва труташоване з однієї сторони шва технологічне кільбопроводу на всю довжину ремонтної муфти, у це, а з іншої тонкостінне додаткове кільце, притисрезультаті чого спрощується процес ремонту, піднуте до трубопроводу м уфтою, створюють вищується його якість і знижується небезпека руйдодаткову жорсткість. Після закінчення зварюванування трубопроводу. льних робіт, підмуфтовий простір заповнюється Завдання вирішується за рахунок того, що в відомими способами масою, що самотвердіє, яка способі ремонту дефектної ділянки трубопроводу, подається під тиском, порівнянним з тиском усещо перебуває під тиском, який полягає в установці редині ремонтуємого трубопроводу. герметичної муфти з наступним заповненням підСтворений необхідний рівномірний тиск в підмуфтового простору масою, що самотвердіє, для муфтовому просторі розвантажує ремонтуєму діреалізації якого спочатку із двох сторін дефектної лянку тр убопроводу (тр уба починає працювати без ділянки встановлюють технологічні кільця з наступерепаду тиску), передаючи навантаження на репним монтажем між ними частин розрізної ремонтмонтну муфту. Це гарантує нерозповсюдження ної муфти, які зварюють між собою поздовжніми дефекту уздовж поздовжнього шва трубопроводу швами, після чого здійснюють зварювання торців при його роботі в умовах пульсуючих навантамуфти із внутрішніми торцями відповідних техножень. логічних кілець із частковим проплавленням тіла Для забезпечення щільного прилягання поветруби, у відповідності с винаходом, після установрхонь тонкостінних додаткових кілець до поверки технологічних кілець, з боку внутрішнього торця хонь муфти й трубопроводу, у місці їхньої установкожного з них із зазором монтують по тонкостінноки, поздовжній шов трубопроводу може бути му додатковому кільцю, на яких монтують частини локально зішліфований до рівня труби. У випадку, ремонтної муфти, торці якої розташовують над коли шліфування шва навіть на локальній ділянці відповідними торцями тонкостінних додаткових не бажано, на внутрішній поверхні муфти можуть кілець із боку технологічних кілець, далі частини бути зроблені локальні проточки. З урахуванням розрізної ремонтної муфти притискають до тонкомалої ширини тонкостінних кілець, локальні протостінних додаткових кілець і зварюють поздовжніми чки й локальне шліфування поздовжнього шва, не швами, після чого відповідні торці муфти , техноломожуть істотно знизити жорсткість ремонтної консгічних кілець і тонкостінних додаткових кілець зватрукції. рюють із трубопроводом у зазор між кільцями. Для підвищення якості зварного з'єднання, тоСпосіб здійснюють наступним чином. Із двох рці технологічних кілець і муфти можуть мати скосторін дефектної ділянки встановлюють технологіси, що спрощують формування зварного шва. З чні кільця, що складаються з декількох частин, які тією же метою тонкостінні додаткові кільця можуть зварюють поздовжніми швами без доторкання виконуватися з порошкової зварювальної стрічки. дугою тіла тр уби. Після цього з боку внутрішнього Пропонований спосіб пояснюється рисунками, 7 77931 8 наведеними на Фіг.1-5. що оптимізує витрати маси, що самотвердіє, при На Фіг.1 представлено рисунок, що ілюстр ує високій якості ремонту. Установка муфти на відсхему установки муфти на дефектну ділянку трустані перевищення шва трубопроводу дозволяє бопроводу. Де: 1 - тр убопровід; 2 - дефектна ділявідмовитися від шліфування опуклості поздовж нка; 3 - технологічні кільця; 4 - тонкостінні додатнього шва трубопроводу на всій ремонтуємій ділякові кільця; 5 - ремонтна муфта; 6 - поздовжній нці й від проточок уздовж всієї вн утрішньої повершов трубопроводу; 7 - маса, що самотвердіє. хні муфти. Шлі фування або проточки повинні На Фіг.2 показано варіант установки тонкостінвиконуватися на незначній ділянці, рівній ширині ного додаткового кільця після локального шліфутонкостінного додаткового кільця, що істотно підвання опуклості поздовжнього шва. Де: 1 - трубовищує міцність ремонтної конструкції й знижує провід; 4 - тонкостінне додаткове кільце, 5 небезпеку руйнування трубопроводу уздовж поремонтна муфта, 6 - поздовжній шов тр убоздовжнього шва під час роботи. проводу. Крім того, застосування додаткових тонкостінНа Фіг.3 показано варіант установки тонкостінних кілець (особливо зі зварювальної порошкової ного додаткового кільця після виготовлення прострічки) дозволяє затупити природний концентраточки на внутрішній поверхні муфти. Де: 1 - тр уботор напружень у вигляді міжшарового зазору пропровід; 4 - тонкостінне додаткове кільце, 5 між муфтою і тр убопроводом. Що суттєво знижує ремонтна муфта, 6 - поздовжній шов трубопроворівень напружень під час формування зварних ду, 8 - проточка. з'єднань і, як результат, зменшує вірогідність На Фіг.4 представлено рисунок, що ілюстр ує утворення в них холодних трі щин від природного взаємне розташування ремонтної муфти й тр убоконцентратора напружень. проводу. Де: 1 - трубопровід; 5 - ремонтна муфта; Пропонований спосіб дозволяє здійснити ре6 - поздовжній шов трубопроводу; 7 - маса, що монт практично всіх видів не наскрізних дефектів самотвердіє. трубопроводів, у тому числі дефектів поздовжніх і На Фіг.5 показано варіант виконання торців поперечних швів, невеликих гофрів, спучувань, муфти й кілець зі скосом. Де 1 -трубопровід; 3 вм'ятин. При цьому ремонт може проводитися без технологічне кільце; 4 - тонкостінне додаткове кізміни режимів роботи трубопроводу, у тому числі й льце; 5 - ремонтна муфта. при максимальному внутрішньо трубному тиску. Використання тонкостінних додаткових кілець, Найбільший ефект від пропонованого способу висота яких дорівнює перевищенню шва тр убодосягається при ремонті магістральних тр убопропроводу, дозволяє встановити ремонтну муфту на водів середнього й великого діаметра (більше мінімально можливій відстані від трубопроводу, 300мм). Комп’ютерна в ерстка М. Клюкін Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of defect section of pipeline under pressure
Автори англійськоюBut Viktor Stepanovych, Marchuk Yaroslav Semenovych, Bekker Mykhailo Viktorovych, Gornostaiev Gennadii Petrovych, Slesar PEtro Fedorovych, Andriishyn Mykhailo Petrovych, Rudko Valentyn Vasyliovych, Boiko Leonid Yosypovych, Podolian Oleksandr Petrovych, Pudryi Serhii Volodymyrovych
Назва патенту російськоюСпособ ремонта дефектного участка трубопровода, находящегося под давлением
Автори російськоюБут Виктор Степанович, Марчук Ярослав Семенович, Беккер Михаил Викторович, Горностаев Геннадий Петрович, Слесар Петр Федорович, Андриишин Михаил Петрович, Рудко Владимир Васильевич, Бойко Леонид Иосифович, Подолян Александр Петрович, Пудрий Сергей Владимирович
МПК / Мітки
МПК: B23K 31/02, F16L 55/16
Мітки: дефектної, трубопроводу, ділянки, ремонту, спосіб, тиском, знаходиться
Код посилання
<a href="https://ua.patents.su/4-77931-sposib-remontu-defektno-dilyanki-truboprovodu-shho-znakhoditsya-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту дефектної ділянки трубопроводу, що знаходиться під тиском</a>
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 76391
Опубліковано: 17.07.2006
Автори: Максимов Сергій Юрійович, Коломєєв Валентин Миколайович, Подолян Олександр Петрович, Слесар Петро Федорович, Пудрий Сергій Володимирович, Андріїшин Михайло Петрович, Горностаєв Геннадій Петрович, Карвасарський Рафаїл Давидович, Марчук Ярослав Семенович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович
МПК: B23K 31/02
Мітки: діючого, дефектної, трубопроводу, ділянки, спосіб, ремонту
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, який складається з установки технологічних кілець, які приварюються до трубопроводу із частковим проплавленням його стінки й розрізної муфти, виготовленої з декількох частин і розміщеної на кінцях технологічних кілець із наступним заповненням простору між трубою й муфтою самотверднучою масою, який відрізняється тим, що із двох сторін дефектної ділянки встановлюють по три технологічних...
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 75859
Опубліковано: 15.05.2006
Автори: Коломєєв Валентин Миколайлович, Максимов Сергій Юрійович, Дрогомирецький Михайло Миколайович, Мандра Анатолій Степанович, Беккер Михайло Вікторович, Подолян Олександр Петрович, Пудрий Сергій Володимирович, Ніколаєв Віктор Олександрович, Налісний Микола Борисович, Бут Віктор Степанович
МПК: F16L 55/16
Мітки: спосіб, дефектної, діючого, трубопроводу, ділянки, ремонту
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, що включає виготовлення розрізної муфти, установку її частин на трубопровід, скріплення частин, герметизацію підмуфтового простору шляхом набивання герметика в напрямні, розташовані радіально уздовж торців муфти, з наступним заповненням підмуфтового простору герметиком під тиском, що дорівнює або перевищує тиск у трубопроводі через крани, установлені в нижній і верхній частинах муфти,...
Спосіб ремонту ділянки діючого трубопроводу з наскрізним дефектом
Номер патенту: 77930
Опубліковано: 15.01.2007
Автори: Яковина Роман Павлович, Беккер Михайло Вікторович, Дрогомирецький Михайло Миколайович, Подолян Олександр Петрович, Сидор Михайло Дмитрович, Пудрий Сергій Володимирович, Степ'юк Михайло Дмитрович, Бут Віктор Степанович, Ковалів Євстахій Йосипович, Девдера Борис Петрович
МПК: F16L 55/18
Мітки: ремонту, спосіб, ділянки, дефектом, трубопроводу, наскрізним, діючого
Формула / Реферат:
1. Спосіб ремонту ділянки діючого трубопроводу, що має наскрізний дефект, полягає в тому, що на ділянці трубопроводу, що ремонтується, спочатку встановлюють частини бандажа, обладнані планками з вушками, які притискають до трубопроводу за допомогою шпильок, вставлених у вушка, після чого частини бандажа скріплюють між собою, при цьому попередньо над наскрізним дефектом під бандаж установлюють ущільнювач, за допомогою якого виключають...
Пристрій для перекриття дефектної ділянки діючого трубопроводу
Номер патенту: 6370
Опубліковано: 16.05.2005
Автори: Грудз Володимир Ярославович, Капцов Іван Іванович, Дорошенко Ярослав Васильович
МПК: F16L 55/18
Мітки: трубопроводу, перекриття, пристрій, дефектної, ділянки, діючого
Формула / Реферат:
Пристрій для перекриття дефектної ділянки діючого трубопроводу, що містить дві з'єднані між собою роз'ємні частини, які обладнані елементами герметизації у вигляді кільцевих еластичних оболонок, який відрізняється тим, що роз'ємні частини виконані у вигляді двох, розміщених один в одному, перекриваючих пристроїв, кільцеві еластичні оболонки яких сполучені з можливістю взаємодії з балонами під тиском робочого агента, внутрішній пристрій...
Спосіб ремонту лінійної ділянки трубопроводу
Номер патенту: 72840
Опубліковано: 15.04.2005
Автори: Слесар Петро Федорович, Дрогомирецький Михайло Миколайович, Подолян Олександр Петрович, Бут Віктор Степанович, Рудник Анатолій Андрійович, Карвасарський Рафаїл Давидович, Горностаєв Геннадій Петрович, Томашук Олександр Іванович, Беккер Михайло Вікторович, Пудрий Сергій Володимирович
МПК: F16L 55/16
Мітки: спосіб, лінійної, ділянки, ремонту, трубопроводу
Формула / Реферат:
1. Спосіб ремонту лінійної ділянки трубопроводу, що полягає в зачищенні ділянки трубопроводу, який ремонтується, установленні на ньому розрізної муфти, центруванні й скріпленні її частин, встановленні між зовнішньою поверхнею трубопроводу і внутрішньою поверхнею муфти з її кінців кільцевих еластичних прокладок, встановленні із двох кінців муфти фланців, з’єднаних стяжками, заповненні простору між трубопроводом і внутрішньою поверхнею муфти...
Попередній патент: Спосіб ремонту ділянки діючого трубопроводу з наскрізним дефектом
Наступний патент: Пристрій для заморожування і зберігання великих об’ємів біологічних матеріалів
Випадковий патент: Безконтактна синхронна електрична машина