Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 76391
Опубліковано: 17.07.2006
Автори: Горностаєв Геннадій Петрович, Пудрий Сергій Володимирович, Слесар Петро Федорович, Дрогомирецький Михайло Миколайович, Карвасарський Рафаїл Давидович, Марчук Ярослав Семенович, Андріїшин Михайло Петрович, Максимов Сергій Юрійович, Подолян Олександр Петрович, Бут Віктор Степанович, Коломєєв Валентин Миколайович
Формула / Реферат
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, який складається з установки технологічних кілець, які приварюються до трубопроводу із частковим проплавленням його стінки й розрізної муфти, виготовленої з декількох частин і розміщеної на кінцях технологічних кілець із наступним заповненням простору між трубою й муфтою самотверднучою масою, який відрізняється тим, що із двох сторін дефектної ділянки встановлюють по три технологічних кільця, розташованих у два шари, перший з яких складається із двох кілець, які приварюються до трубопроводу швом в зазор між ними, третє кільце приварюється до створеного першого шару кілець кутовими швами, а розрізну муфту встановлюють на верхній шар технологічних кілець і зварюють кутовими швами, при цьому самотверднучу масу подають у порожнину, утворену дефектною ділянкою трубопроводу й муфтою.
2. Спосіб за п. 1, який відрізняється тим, що товщину стінки технологічних кілець вибирають рівною 0,5 висоти гофра на дефектній ділянці трубопроводу.
3. Спосіб за п. 1, який відрізняється тим, що всі технологічні кільця мають однакові геометричні розміри по товщині й ширині.
4. Спосіб за п. 1, який відрізняється тим, що всі кутові шви розташовують східчасто на відстані від торців кілець, яка дорівнює 3...5 товщини стінки кілець.
5. Спосіб за п. 1, який відрізняється тим, що зазор між технологічними кільцями, що приварюють до трубопроводу, вибирають рівним 0,01 зовнішнього діаметра трубопроводу.
6. Спосіб за п. 1, який відрізняється тим, що самотверднучу масу подають у порожнину між трубопроводом і муфтою під тиском, який дорівнює 0,5-1,0 від внутрішнього тиску в трубопроводі на час проведення ремонтних робіт.
Текст
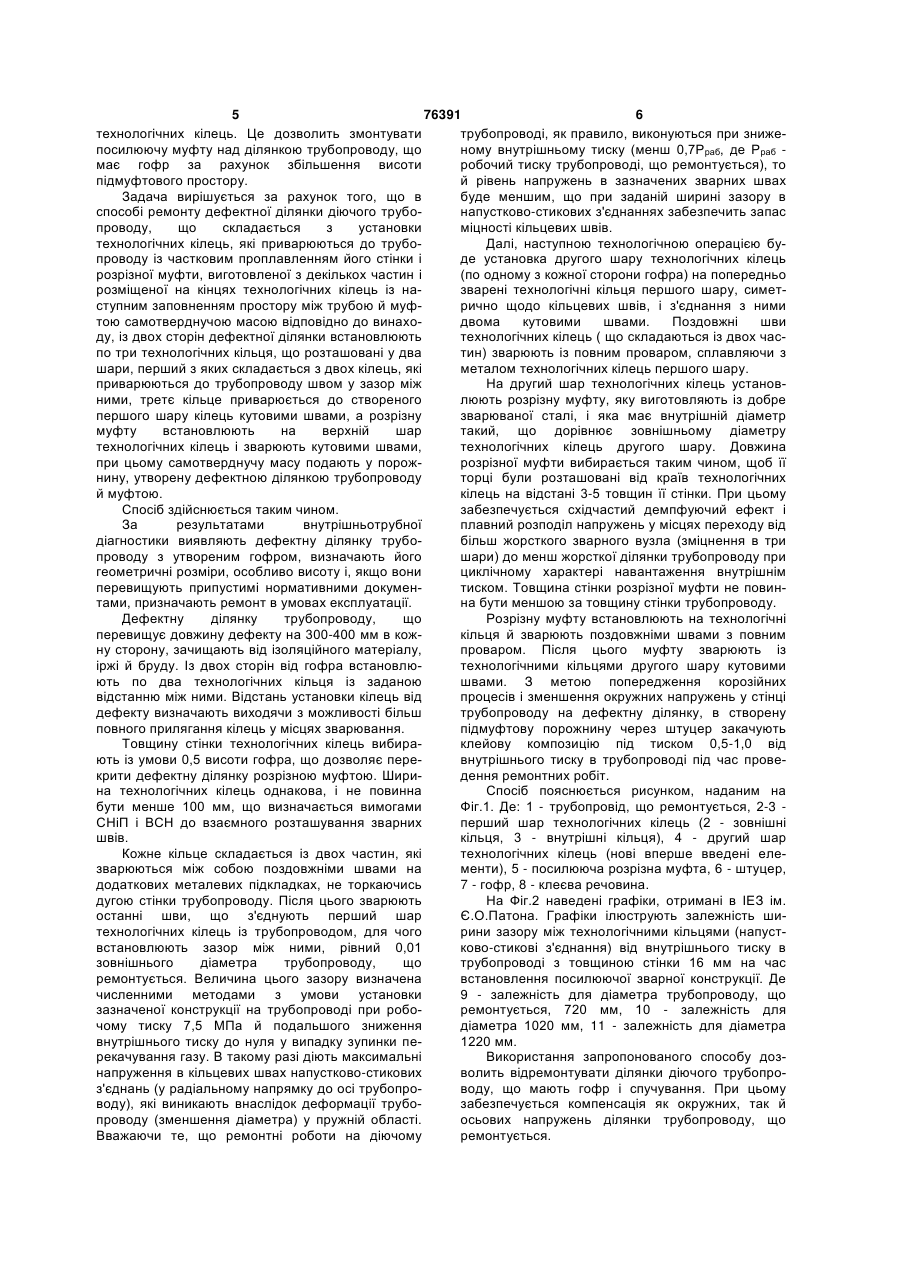
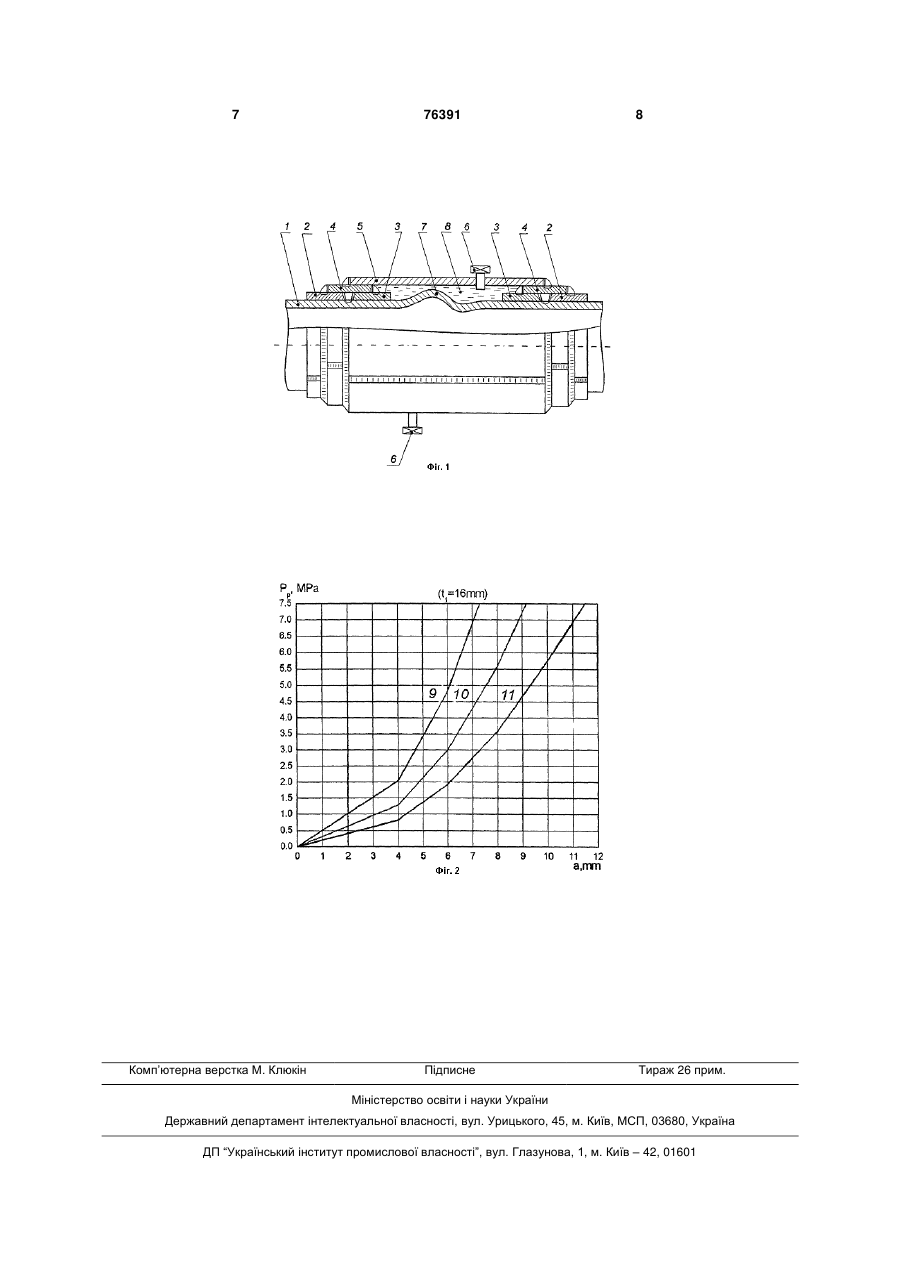
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, який складається з установки технологічних кілець, які приварюються до трубопроводу із частковим проплавленням його стінки й розрізної муфти, виготовленої з декількох частин і розміщеної на кінцях технологічних кілець із наступним заповненням простору між трубою й муфтою самотверднучою масою, який відрізняється тим, що із двох сторін дефектної ділянки встанов C2 2 76391 1 3 76391 4 фінансових витрат, пов'язаних з необхідністю ньому технологічних елементів [див. авт.св. СРСР стравлювання газу й вимушеним простоєм трубо1058182, В23К31/02]. Спосіб дозволяє здійснити проводу. ремонт дефектної ділянки трубопроводу шляхом Відомий спосіб ремонту ділянок газопроводу установки на ньому частин розрізної муфти з пошляхом приварки в місцях дефектів латок дуговим дальшим зварюванням частин між собою. Торці методом або вибухом [див., наприклад. Нові метомуфти із заданою величиною проплавлення приди ремонту лінійної частини магістральних варюються кільцевими швами до стінки труби. Для газопроводів, - Москва: ВНИИСТ, 1981, стор. 33запобігання втрати стійкості стінки труби через її 34]. Спосіб має обмежене застосування. Для його високотемпературне нагрівання, на певній відстані реалізації вимагається скидання тиску в від торців муфти встановлюються кільця, за допогазопроводі з його наступною продувкою. Спосіб могою яких здійснюється зварювання в розробку. не дозволяє відремонтувати трубу, що має гофр, а Спосіб дозволяє здійснити ремонт дефектної також дефектні зварні шви. ділянки трубопроводу, компенсуючи при цьому як Відомий спосіб ремонту лінійних ділянок окружні, так й осьові напруження, однак не трубопроводів шляхом установки ремонтної муфдозволяє відремонтувати трубу, що має гофр, а ти, заповненою клейовою композицією [див., UK також дефектні зварні шви. Patent Application, GB, 2210134A]. Спосіб може Відомий спосіб ремонту діючого трубопроводу бути використаний без зниження тиску в шляхом встановлення на дефектну ділянку трубопроводі. Ремонтна конструкція складається із посилюючої муфти [див. патент України 36426, двох напівмуфт. У процесі роботи, напівмуфти В23К31/02], що є прототипом винаходу, який механічно з'єднуються одна з одною, створюючи заявляється. Для реалізації способу, із добре замкнену оболонку навколо ремонтуємої ділянки зварюваної сталі, меншої міцності, ніж метал трутрубопроводу. Далі оболонка центрується за добопроводу, виготовляють муфту й технологічні помогою технологічних елементів (болтів), встакільця. Кільця встановлюються із двох сторін новлених в отворах корпуса. Після цього простір дефектної ділянки на попередньо зачищену поміж трубопроводом і муфтою герметизується з верхню трубопроводу. З кожної сторони дефектної обох кінців за допомогою герметизуючого наповділянки встановлюють по два кільця з зазором між нювача (цементу, епоксидної шпаклівки й т.д.). В ними, рівним 0,4-0,6t1 (де t1 товщини стінки труби). ізольований проміжок через спеціальні штуцери У свою чергу, кожне кільце виготовляють із двох закачується епоксидний наповнювач, що частин, які зварюють між собою поздовжніми швазабезпечує високу твердість конструкції. ми, не торкаючись дугою трубопроводу. Даний спосіб ремонту практично всіх типів не Мінімальну ширину кожного кільця вибирають винаскрізних дефектів, набув широкого застосування ходячи з вимог СНіП і ВСН до взаємного розташуна лінійних ділянках трубопроводів, що працюють вання зварних швів. Товщину кілець вибирають із під високим тиском. Відремонтовані в такий спосіб умови забезпечення необхідного опору зрізу ділянки трубопроводу, мають, як правило, більш кільцевих швів при мінімальній витраті металу. високу міцність, ніж прилеглі неушкоджені ділянки Максимальна товщина кілець визначається труби. Не дивлячись на велике поширення, спосіб технологічними обмеженнями, пов'язаними з вимає істотні недоліки, пов'язані з неможливістю могами до їхнього монтажу й зварювання. введення епоксидного наповнювача під високим Після установки технологічних кілець, роблять тиском. Надалі, через зміну геометричних розмірів зварювання за периметром кілець уздовж зазору трубопроводу, що спричинена перепадами тиску із частковим проплавленням стінки трубопроводу, продукту, який перекачується , і температурних що ремонтується. Після цього на кільця встановдеформацій, епоксидний прошарок може розшалюють посилюючу муфту, довжину якої вибирають руватися. Це може привести до зниження таким чином, щоб її торці перебували над жорсткості й герметичності конструкції. Крім того, крайніми технологічними кільцями. Після цього відносно низький тиск заповнення епоксидним частини муфти зварюються між собою наповнювачем простору під муфтою, з урахуванпоздовжніми швами, а торці приварюються до ням його усадки в процесі застигання, припускає технологічних кілець кутовими швами. появу порожнеч. Максимальний тиск заповнення Для попередження виникнення корозії, простору під муфтою обмежений міцністю підмуфтовий простір заповнюється клейовою ізолюючих прокладок на торцях. Установка муфти композицією через попередньо встановлені штудозволяє знизити окружні напруження в стінці труцери. би дефектній ділянці, однак не компенсує осьові Спосіб є застосовним для ремонту більшості навантаження, що має велике значення при дедефектних частин реальних трубопроводів, однак фектах у вигляді гофрів, що з'явилися в результаті його використання обмежене при ремонті ділянок, механічного поздовжнього стиску трубопроводу. що мають гофр. При наявності гофра, висота якого Відомий спосіб установки муфти на дефектну перевищує товщину технологічних кілець, встаділянку трубопроводу (див. патент Росії 2222746, новлення посилюючої муфти буде ускладнена, а в F 16 L 55/175 ), що є різновидом описаного вище деяких випадках неможлива. способу. На відміну від нього, для центрування В основу винаходу покладене завдання частин розрізної муфти використовується дріт, підвищення якості ремонту дефектних ділянок попередньо намотаний на трубопровід. Способу діючих трубопроводів, що мають гофр, висота яковластиві ті ж недоліки. го перевищує товщину технологічних кілець, шляВідомий спосіб ремонту трубопроводу, що хом установки між посилюючою муфтою й перебуває під тиском, шляхом встановлення на технологічними кільцями ще одного шару 5 76391 6 технологічних кілець. Це дозволить змонтувати трубопроводі, як правило, виконуються при знижепосилюючу муфту над ділянкою трубопроводу, що ному внутрішньому тиску (менш 0,7Рраб, де Рраб має гофр за рахунок збільшення висоти робочий тиску трубопроводі, що ремонтується), то підмуфтового простору. й рівень напружень в зазначених зварних швах Задача вирішується за рахунок того, що в буде меншим, що при заданій ширині зазору в способі ремонту дефектної ділянки діючого трубонапустково-стикових з'єднаннях забезпечить запас проводу, що складається з установки міцності кільцевих швів. технологічних кілець, які приварюються до трубоДалі, наступною технологічною операцією бупроводу із частковим проплавленням його стінки і де установка другого шару технологічних кілець розрізної муфти, виготовленої з декількох частин і (по одному з кожної сторони гофра) на попередньо розміщеної на кінцях технологічних кілець із назварені технологічні кільця першого шару, симетступним заповненням простору між трубою й муфрично щодо кільцевих швів, і з'єднання з ними тою самотверднучою масою відповідно до винаходвома кутовими швами. Поздовжні шви ду, із двох сторін дефектної ділянки встановлюють технологічних кілець ( що складаються із двох часпо три технологічних кільця, що розташовані у два тин) зварюють із повним проваром, сплавляючи з шари, перший з яких складається з двох кілець, які металом технологічних кілець першого шару. приварюються до трубопроводу швом у зазор між На другий шар технологічних кілець установними, третє кільце приварюється до створеного люють розрізну муфту, яку виготовляють із добре першого шару кілець кутовими швами, а розрізну зварюваної сталі, і яка має внутрішній діаметр муфту встановлюють на верхній шар такий, що дорівнює зовнішньому діаметру технологічних кілець і зварюють кутовими швами, технологічних кілець другого шару. Довжина при цьому самотверднучу масу подають у порожрозрізної муфти вибирається таким чином, щоб її нину, утворену дефектною ділянкою трубопроводу торці були розташовані від країв технологічних й муфтою. кілець на відстані 3-5 товщин її стінки. При цьому Спосіб здійснюється таким чином. забезпечується східчастий демпфуючий ефект і За результатами внутрішньотрубної плавний розподіл напружень у місцях переходу від діагностики виявляють дефектну ділянку трубобільш жорсткого зварного вузла (зміцнення в три проводу з утвореним гофром, визначають його шари) до менш жорсткої ділянки трубопроводу при геометричні розміри, особливо висоту і, якщо вони циклічному характері навантаження внутрішнім перевищують припустимі нормативними документиском. Товщина стінки розрізної муфти не повинтами, призначають ремонт в умовах експлуатації. на бути меншою за товщину стінки трубопроводу. Дефектну ділянку трубопроводу, що Розрізну муфту встановлюють на технологічні перевищує довжину дефекту на 300-400 мм в кожкільця й зварюють поздовжніми швами з повним ну сторону, зачищають від ізоляційного матеріалу, проваром. Після цього муфту зварюють із іржі й бруду. Із двох сторін від гофра встановлютехнологічними кільцями другого шару кутовими ють по два технологічних кільця із заданою швами. З метою попередження корозійних відстанню між ними. Відстань установки кілець від процесів і зменшення окружних напружень у стінці дефекту визначають виходячи з можливості більш трубопроводу на дефектну ділянку, в створену повного прилягання кілець у місцях зварювання. підмуфтову порожнину через штуцер закачують Товщину стінки технологічних кілець вибираклейову композицію під тиском 0,5-1,0 від ють із умови 0,5 висоти гофра, що дозволяє перевнутрішнього тиску в трубопроводі під час провекрити дефектну ділянку розрізною муфтою. Ширидення ремонтних робіт. на технологічних кілець однакова, і не повинна Спосіб пояснюється рисунком, наданим на бути менше 100 мм, що визначається вимогами Фіг.1. Де: 1 - трубопровід, що ремонтується, 2-3 СНіП і ВСН до взаємного розташування зварних перший шар технологічних кілець (2 - зовнішні швів. кільця, 3 - внутрішні кільця), 4 - другий шар Кожне кільце складається із двох частин, які технологічних кілець (нові вперше введені елезварюються між собою поздовжніми швами на менти), 5 - посилююча розрізна муфта, 6 - штуцер, додаткових металевих підкладках, не торкаючись 7 - гофр, 8 - клеєва речовина. дугою стінки трубопроводу. Після цього зварюють На Фіг.2 наведені графіки, отримані в ІЕЗ ім. останні шви, що з'єднують перший шар Є.О.Патона. Графіки ілюструють залежність шитехнологічних кілець із трубопроводом, для чого рини зазору між технологічними кільцями (напуствстановлюють зазор між ними, рівний 0,01 ково-стикові з'єднання) від внутрішнього тиску в зовнішнього діаметра трубопроводу, що трубопроводі з товщиною стінки 16 мм на час ремонтується. Величина цього зазору визначена встановлення посилюючої зварної конструкції. Де численними методами з умови установки 9 - залежність для діаметра трубопроводу, що зазначеної конструкції на трубопроводі при роборемонтується, 720 мм, 10 - залежність для чому тиску 7,5 МПа й подальшого зниження діаметра 1020 мм, 11 - залежність для діаметра внутрішнього тиску до нуля у випадку зупинки пе1220 мм. рекачування газу. В такому разі діють максимальні Використання запропонованого способу дознапруження в кільцевих швах напустково-стикових волить відремонтувати ділянки діючого трубопроз'єднань (у радіальному напрямку до осі трубопроводу, що мають гофр і спучування. При цьому воду), які виникають внаслідок деформації трубозабезпечується компенсація як окружних, так й проводу (зменшення діаметра) у пружній області. осьових напружень ділянки трубопроводу, що Вважаючи те, що ремонтні роботи на діючому ремонтується. 7 Комп’ютерна верстка М. Клюкін 76391 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnology of repair of defective section of operating pipe
Автори англійськоюAndriishyn Mykhailo Petrovych, But Viktor Stepanovych, Gornostaiev Gennadii Petrovych, Drohomyretskyi Mykhailo Mykolaiovych, Kolomeev Valentyn Mykolaiovych, Maksymov Serhii Yuriiovych, Marchuk Yaroslav Semenovych, Podolian Oleksandr Petrovych, Pudryi Serhii Volodymyrovych, Slesar PEtro Fedorovych
Назва патенту російськоюСпособ ремонта дефектного участка действующего трубопровода
Автори російськоюАндриишин Михаил Петрович, Бут Виктор Степанович, Горностаев Геннадий Петрович, Дрогомирецкий Михаил Николаевич, Коломеев Валентин Николаевич, Максимов Сергей Юрьевич, Марчук Ярослав Семенович, Подолян Александр Петрович, Пудрий Сергей Владимирович, Слесар Петр Федорович
МПК / Мітки
МПК: B23K 31/02
Мітки: ділянки, дефектної, ремонту, спосіб, трубопроводу, діючого
Код посилання
<a href="https://ua.patents.su/4-76391-sposib-remontu-defektno-dilyanki-diyuchogo-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту дефектної ділянки діючого трубопроводу</a>
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 75859
Опубліковано: 15.05.2006
Автори: Ніколаєв Віктор Олександрович, Налісний Микола Борисович, Мандра Анатолій Степанович, Пудрий Сергій Володимирович, Дрогомирецький Михайло Миколайович, Максимов Сергій Юрійович, Подолян Олександр Петрович, Беккер Михайло Вікторович, Коломєєв Валентин Миколайлович, Бут Віктор Степанович
МПК: F16L 55/16
Мітки: ремонту, трубопроводу, дефектної, діючого, спосіб, ділянки
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, що включає виготовлення розрізної муфти, установку її частин на трубопровід, скріплення частин, герметизацію підмуфтового простору шляхом набивання герметика в напрямні, розташовані радіально уздовж торців муфти, з наступним заповненням підмуфтового простору герметиком під тиском, що дорівнює або перевищує тиск у трубопроводі через крани, установлені в нижній і верхній частинах муфти,...
Пристрій для перекриття дефектної ділянки діючого трубопроводу
Номер патенту: 6370
Опубліковано: 16.05.2005
Автори: Дорошенко Ярослав Васильович, Грудз Володимир Ярославович, Капцов Іван Іванович
МПК: F16L 55/18
Мітки: ділянки, трубопроводу, діючого, пристрій, дефектної, перекриття
Формула / Реферат:
Пристрій для перекриття дефектної ділянки діючого трубопроводу, що містить дві з'єднані між собою роз'ємні частини, які обладнані елементами герметизації у вигляді кільцевих еластичних оболонок, який відрізняється тим, що роз'ємні частини виконані у вигляді двох, розміщених один в одному, перекриваючих пристроїв, кільцеві еластичні оболонки яких сполучені з можливістю взаємодії з балонами під тиском робочого агента, внутрішній пристрій...
Спосіб ремонту діючого трубопроводу з локальним наскрізними дефектами
Номер патенту: 53444
Опубліковано: 15.01.2003
Автори: Бут Віктор Степанович, Білоус Валерій Іванович, Ніколаєв Віктор Олександрович, Бобов Володимир Петрович, Мандра Анатолій Степанович
МПК: F16L 55/16
Мітки: дефектами, наскрізними, трубопроводу, ремонту, локальним, діючого, спосіб
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає установлення на зачищену ділянку трубопроводу технологічних елементів, зварювання їх між собою, встановлення кілець з двох частин по обидві боки технологічних елементів, який відрізняється тим, що попередньо на технологічний елемент, який встановлюють над локальним наскрізним дефектом, приварюють штуцер з краном, при цьому технологічні елементи між собою...
Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами
Номер патенту: 7009
Опубліковано: 15.06.2005
Автори: Коломєєв Валентин Миколайович, Педько Борис Іванович, Пришляк Андрій Михайлович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Щербак Олександр Вікторович, Ніколаєв Віктор Олександрович, Беккер Михайло Вікторович
МПК: F16L 55/16
Мітки: трубопроводу, локальними, діючого, ремонту, дефектами, спосіб, наскрізними
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає зачищення ушкодженої ділянки, встановлення на ушкоджену ділянку запірного елемента з ущільнювачем, фіксацію запірного елемента на трубопроводі притискним пристосуванням, яке має траверсу, зварювання запірного елемента з трубопроводом і герметизацію трубопроводу, який відрізняється тим, що запірний елемент виконують у вигляді круглої латки і закріплюють на...
Спосіб ремонту дефектних ділянок діючого газопроводу
Номер патенту: 76390
Опубліковано: 17.07.2006
Автори: Пудрий Сергій Володимирович, Бут Віктор Степанович, Подолян Олександр Петрович, Коломєєв Валентин Миколайович, Ніколаєв Віктор Олександрович, Мандра Анатолій Степанович, Максимов Сергій Юрійович, Дрогомирецький Михайло Миколайович, Беккер Михайло Вікторович, Налісний Микола Борисович
МПК: B23K 31/02
Мітки: газопроводу, діючого, ділянок, ремонту, дефектних, спосіб
Формула / Реферат:
1. Спосіб ремонту дефектних ділянок діючого газопроводу, що включає установку з обох сторін дефектної ділянки технологічних кілець, які приварюються внутрішніми торцями до трубопроводу із частковим проплавленням його стінки, складання підсилювальної муфти з декількох частин, розташування їх на кільцях, зварювання цих частин між собою й кільцями, і заповнення підмуфтового простору газонепроникною самотверднучою масою, який відрізняється тим,...
Попередній патент: Спосіб одержання термопластичного еластомеру
Наступний патент: Дріт для позапічної обробки металургійних розплавів
Випадковий патент: Пристрій автоматизованого контролю спицевих коліс