Пристрій для намотування і розмотування гарячекатаних стрічкових заготовок з гарячого металу
Номер патенту: 77965
Опубліковано: 15.02.2007
Автори: Фурманн Карл-Фрідріх, Мерц Юрген, Крюгер Маттіас

Формула / Реферат
1. Пристрій для почергового намотування попередньо прокатаного стрічкового (3) матеріалу, для переміщення і розмотування сформованих рулонів (24), або для пропускання попередньо прокатаного матеріалу без намотування із згинальними роликами (5, 5', 5"), що додають матеріалу, який прокатується у процесі намотування і проходить через них, згин донизу, і рольгангом (6, 7, 9), ведучі ролики якого беруть участь у процесі намотування і розмотування, а також забезпечують подальше транспортування сформованих рулонів для звільнення ділянки намотування, і з тягнучим пристроєм (16), який подає попередньо прокатаний матеріал, що розмотується або пропускається, який відрізняється тим, що передбачений щонайменше один опорний ролик (20, 20', 20"), який переміщується по обводовій поверхні рулону (24, 24', 24"), що переводиться і/або переведеного у положення розмотування, і утримує рулон у положенні розмотування, при цьому несучі і забезпечуючі обертання рулону (24, 24', 24"), який розмотується, привідні ролики (23, 23'), а також опорний ролик (20, 20', 20") на обводовій поверхні рулонів виконані з можливістю одночасного механічного зміщення у напрямку руху попереднього прокатаного матеріалу.
2. Пристрій за п. 1, який відрізняється тим, що привідні ролики (23, 23') встановлені на єдиному візку (12, 12', 12") і візок (12, 12', 12") має можливість переміщення у напрямку руху попередньо прокатаного матеріалу.
3. Пристрій за п. 2, який відрізняється тим, що візок (12, 12', 12") і опорний ролик (20, 20', 20") мають загальний привід переміщення або їх приводи спарені.
4. Пристрій за одним з пп. 1-3, який відрізняється тим, що опорний ролик (20, 20', 20") виконаний з можливістю додаткового вертикального зміщення щонайменше за допомогою одного приводу (19) і опускання при зменшуваному діаметрі рулону.
5. Пристрій за п. 4, який відрізняється тим, що передбачено керуючий пристрій для приводу (19), який регулює вертикальне переміщення опорного ролика (20) у залежності від діаметра рулону і/або розмотаної довжини, і/або тривалості розмотування.
6. Пристрій за одним з пп. 1-3, який відрізняється тим, що передбачено важіль (25), прилеглий напрямним роликом (27) до попередньо прокатаного матеріалу (3') і розташованим вище опорним роликом (28) до обводової поверхні рулону (24'), який може приводитись в контакт з попередньо прокатаним матеріалом, що відводиться, наприклад стрічкою 3'.
7. Пристрій за п. 6, який відрізняється тим, що важіль (25) опускають у залежності від діаметра рулону і/або розмотаної довжини, і/або тривалості розмотування.
8. Пристрій за одним з пп. 1-3, який відрізняється тим, що з обох сторін рольганга передбачені вставні барабани (29) з можливістю їх вставляння у центральний отвір (31) рулону (24"), який розмотується у кінцевому положенні.
9. Пристрій за п. 8, який відрізняється тим, що барабани (29) вставляються у центральний отвір (31) залишкового рулону (24") у залежності від діаметра рулону і/або розмотаної довжини і/або тривалості розмотування.
Текст
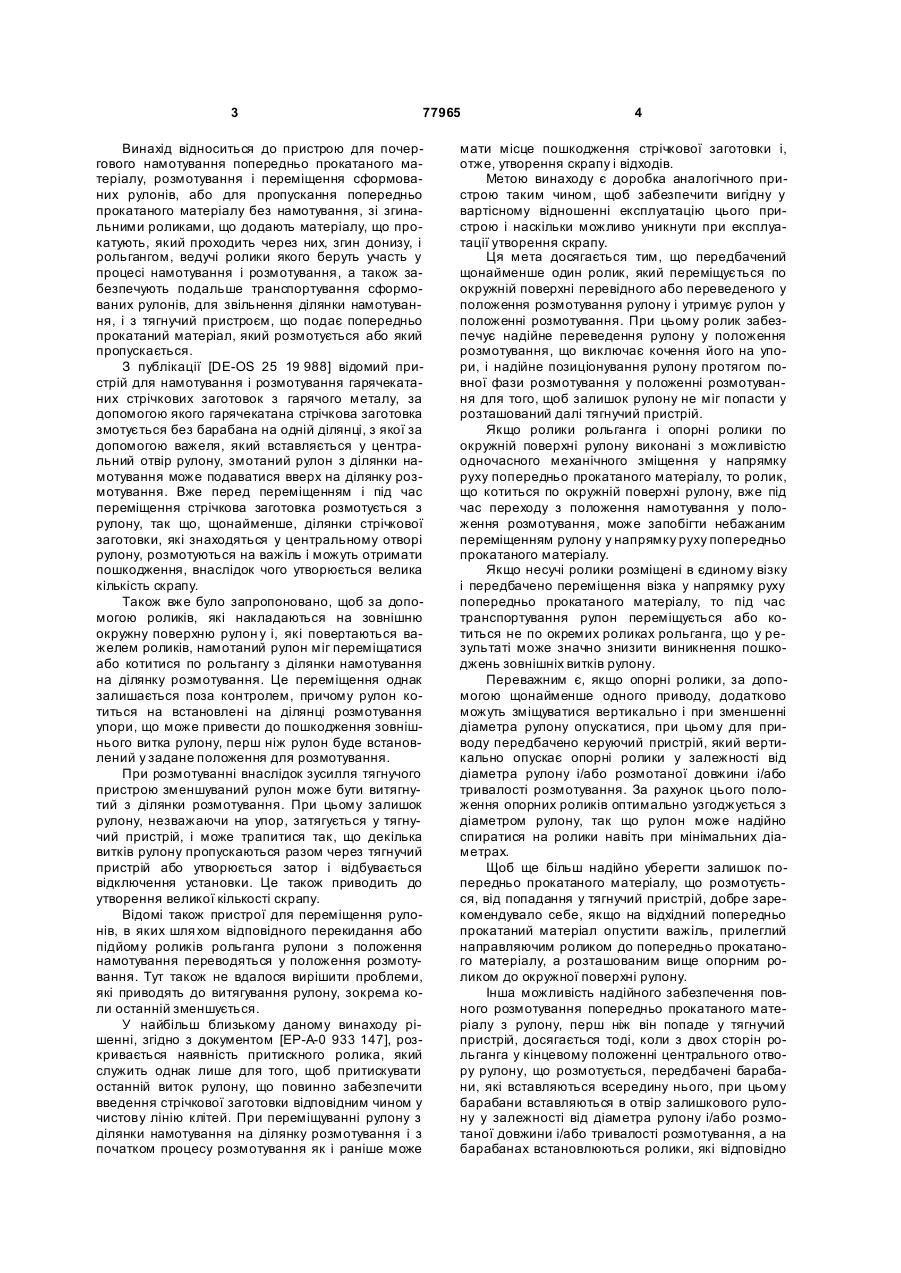
1. Пристрій для почергового намотування попередньо прокатаного стрічкового (3) матеріалу, для переміщення і розмотування сформованих рулонів (24), або для пропускання попередньо прокатаного матеріалу без намотування із згинальними роликами (5, 5', 5"), що додають матеріалу, який прокатується у процесі намотування і проходить через них, згин донизу, і рольгангом (6, 7, 9), ведучі ролики якого беруть участь у процесі намотування і розмотування, а також забезпечують подальше транспортування сформованих рулонів для звільнення ділянки намотування, і з тягнучим пристроєм (16), який подає попередньо прокатаний матеріал, що розмотується або пропускається, який відрізняється тим, що передбачений щонайменше один опорний ролик (20, 20', 20"), який переміщується по обводовій поверхні рулону (24, 24', 24"), що переводиться і/або переведеного у положення розмотування, і утримує рулон у положенні розмотування, при цьому несучі і забезпечуючі обертання рулону (24, 24', 24"), який розмотується, привідні ролики (23, 23'), а також опорний ролик (20, 20', 20") на обводовій поверхні рулонів виконані з можливістю одночасного механічного зміщення у напрямку руху попереднього прокатаного матеріалу. 2 (19) 1 3 77965 Винахід відноситься до пристрою для почергового намотування попередньо прокатаного матеріалу, розмотування і переміщення сформованих рулонів, або для пропускання попередньо прокатаного матеріалу без намотування, зі згинальними роликами, що додають матеріалу, що прокатують, який проходить через них, згин донизу, і рольгангом, ведучі ролики якого беруть участь у процесі намотування і розмотування, а також забезпечують подальше транспортування сформованих рулонів, для звільнення ділянки намотування, і з тягнучий пристроєм, що подає попередньо прокатаний матеріал, який розмотується або який пропускається. З публікації [DE-OS 25 19 988] відомий пристрій для намотування і розмотування гарячекатаних стрічкових заготовок з гарячого металу, за допомогою якого гарячекатана стрічкова заготовка змотується без барабана на одній ділянці, з якої за допомогою важеля, який вставляється у центральний отвір рулону, змотаний рулон з ділянки намотування може подаватися вверх на ділянку розмотування. Вже перед переміщенням і під час переміщення стрічкова заготовка розмотується з рулону, так що, щонайменше, ділянки стрічкової заготовки, які знаходяться у центральному отворі рулону, розмотуються на важіль і можуть отримати пошкодження, внаслідок чого утворюється велика кількість скрапу. Також вже було запропоновано, щоб за допомогою роликів, які накладаються на зовнішню окружну поверхню рулон у і, які повертаються важелем роликів, намотаний рулон міг переміщатися або котитися по рольгангу з ділянки намотування на ділянку розмотування. Це переміщення однак залишається поза контролем, причому рулон котиться на встановлені на ділянці розмотування упори, що може привести до пошкодження зовнішнього витка рулону, перш ніж рулон буде встановлений у задане положення для розмотування. При розмотуванні внаслідок зусилля тягнучого пристрою зменшуваний рулон може бути витягнутий з ділянки розмотування. При цьому залишок рулону, незважаючи на упор, затягується у тягнучий пристрій, і може трапитися так, що декілька витків рулону пропускаються разом через тягнучий пристрій або утворюється затор і відбувається відключення установки. Це також приводить до утворення великої кількості скрапу. Відомі також пристрої для переміщення рулонів, в яких шля хом відповідного перекидання або підйому роликів рольганга рулони з положення намотування переводяться у положення розмотування. Тут також не вдалося вирішити проблеми, які приводять до витягування рулону, зокрема коли останній зменшується. У найбільш близькому даному винаходу рішенні, згідно з документом [ЕР-А-0 933 147], розкривається наявність притискного ролика, який служить однак лише для того, щоб притискувати останній виток рулону, що повинно забезпечити введення стрічкової заготовки відповідним чином у чистову лінію клітей. При переміщуванні рулону з ділянки намотування на ділянку розмотування і з початком процесу розмотування як і раніше може 4 мати місце пошкодження стрічкової заготовки і, отже, утворення скрапу і відходів. Метою винаходу є доробка аналогічного пристрою таким чином, щоб забезпечити вигідну у вартісному відношенні експлуатацію цього пристрою і наскільки можливо уникнути при експлуатації утворення скрапу. Ця мета досягається тим, що передбачений щонайменше один ролик, який переміщується по окружній поверхні перевідного або переведеного у положення розмотування рулону і утримує рулон у положенні розмотування. При цьому ролик забезпечує надійне переведення рулону у положення розмотування, що виключає кочення його на упори, і надійне позиціонування рулону протягом повної фази розмотування у положенні розмотування для того, щоб залишок рулону не міг попасти у розташований далі тягнучий пристрій. Якщо ролики рольганга і опорні ролики по окружній поверхні рулону виконані з можливістю одночасного механічного зміщення у напрямку руху попередньо прокатаного матеріалу, то ролик, що котиться по окружній поверхні рулону, вже під час переходу з положення намотування у положення розмотування, може запобігти небажаним переміщенням рулону у напрямку руху попередньо прокатаного матеріалу. Якщо несучі ролики розміщені в єдиному візку і передбачено переміщення візка у напрямку руху попередньо прокатаного матеріалу, то під час транспортування рулон переміщується або котиться не по окремих роликах рольганга, що у результаті може значно знизити виникнення пошкоджень зовнішніх витків рулону. Переважним є, якщо опорні ролики, за допомогою щонайменше одного приводу, додатково можуть зміщуватися вертикально і при зменшенні діаметра рулону опускатися, при цьому для приводу передбачено керуючий пристрій, який вертикально опускає опорні ролики у залежності від діаметра рулону і/або розмотаної довжини і/або тривалості розмотування. За рахунок цього положення опорних роликів оптимально узгоджується з діаметром рулону, так що рулон може надійно спиратися на ролики навіть при мінімальних діаметрах. Щоб ще більш надійно уберегти залишок попередньо прокатаного матеріалу, що розмотується, від попадання у тягнучий пристрій, добре зарекомендувало себе, якщо на відхідний попередньо прокатаний матеріал опустити важіль, прилеглий направляючим роликом до попередньо прокатаного матеріалу, а розташованим вище опорним роликом до окружної поверхні рулону. Інша можливість надійного забезпечення повного розмотування попередньо прокатаного матеріалу з рулону, перш ніж він попаде у тягнучий пристрій, досягається тоді, коли з двох сторін рольганга у кінцевому положенні центрального отвору рулону, що розмотується, передбачені барабани, які вставляються всередину нього, при цьому барабани вставляються в отвір залишкового рулону у залежності від діаметра рулону і/або розмотаної довжини і/або тривалості розмотування, а на барабанах встановлюються ролики, які відповідно 5 77965 6 можуть обертатися зі швидкістю розмотування і Τ опускається на рівень рольганга і рулон підтривиключають пошкодження попередньо прокатаномується тільки привідними роликами 7, 7'. У цьому го матеріалу. положенні рулон намотується до повної готовносДалі винахід пояснюється більш детально на ті. прикладі виконання. При цьому показані: Рулон, що обертається при намотуванні у нана Фіг.1 - схематичне зображення пристрою прямку годинникової стрілки, після завершення згідно з винаходом для намотування і розмотуваннамотування запускається зміною напрямку оберня попередньо прокатаного матеріалу, тання привідних роликів 7, 7' проти годинникової на Фіг.2 - схематичне зображення пристрою стрілки. Одночасно пристрій 10 для відгинання згідно з винаходом з важелем, що опускається на кінця рулону повертається до рулону, так що кіпопередньо прокатаний матеріал і нець стрічки відгинається і як початок стрічки пона Фіг.3 - схематичне зображення пристрою дається на тягнучий пристрій 16. У цей час висузгідно з винаходом з барабанами, які вставляютьвається циліндр переміщення 17, так що візок 12, ся у р улон. що звільнився вже від рулону 24, під'їжджає до На Фіг.1 представлені ділянка 1 намотування і ролика 7'. Одночасно ролик 20 за допомогою поділянка 2 розмотування попередньо прокатаного ршневих блоків 18, 19 переміщується у напрямку стрічкового матеріалу 3. На ділянці 1 намотування ділянки 1 намотування у положення прилягання встановлена відома безбарабанна моталка, в якій або близьке до прилягання до рулону, який знахоза допомогою ввідних роликів 4, 4' стрічка 3, яка диться там. надходить на ділянку 1 намотування, відхиляється Як тільки тягнучий пристрій 16 захоплює стрічдогори. За рахунок згинаючих роликів 5, 5', 5" смузі ку 3, підйомом ролика 7 рулон з ділянки 1 намоту3 надається згин донизу. Стрічка 3 змотується у вання переводиться на ролики 23, 23' візка 12 на рулон у намотувальному просторі 8, який утвореділянці 2 розмотування. При цьому ролик 20, який ний роликами 6, 6' і 7, 7'. у процесі переведення зміщується відповідно у Як ввідні ролики 4, так і ролик 7і з показаного напрямку станини 13, забезпечує те, що рулон 24 верхнього положення опускаються на рівень ролине виходить за ролик 23'. ка 6і, а також ролика 9 рольганга. У цьому полоСлідом за цим, візок 12 і ролик 20 зміщуються женні ролики 4, 9, 6', 7 і 7' утворюють рольганг, по у напрямку станини 13, так що ділянка 1 намотуякому стрічка 3 без відхилення може прямувати вання звільнюється для намотування нового рулочерез ділянку 1 намотування. ну. Зі зменшенням діаметра рулону 24 на ділянці 2 З ділянкою 1 намотування пов'язаний пристрій розмотування ролик 20 за допомогою поршневого 10 для відгинання кінців рулону, який після заверблока 19 може встановлюватися вертикально ташення намотування рулону у намотувальному ким чином, що навіть дуже невеликий залишок просторі 8 і зміни напрямку обертання привідних рулону утримується роликом 20, так що залишкороликів 7, 7' може повертатися до рулону, щоб вий рулон не може бути затягнутий у тягн учий спеціальним ножем-скребком 11 відігнути і напрапристрій 16. вити передній кінець стрічки рулону на ділянку 2 На Фіг.2 показаний аналогічний ролику 20 ророзмотування. лик 20', який однак встановлюється за допомогою Ділянка 2 розмотування складається з візка 12 поршневого блока 18' по суті у горизонтальному і станини 13, в якій розташовані тягові ролики 14, напрямку. Щоб залишковий рулон 24' цілком не міг 14', 14" регульованого за допомогою поршневого бути затягнутий у тягнучий пристрій 16', передбаблока 15 тягнучого пристрою 16. Циліндр 17 перечений важіль 25, який за допомогою поршневого міщення візка 12 входить у зачеплення зі станиблока 26 може приводиться у контакт зі стрічкою ною 13. Далі, до станини 13 прилягає ролик 20 на 3'. Важіль 25 включає ролики 27, 28, при цьому кутовому важелі 21, регульований у своєму горинаправляючий ролик 27 наближається до ролика зонтальному напрямку за допомогою поршневого 22' рольганга, і ролик 22' рольганга і направляючий блока 18 і у своєму вертикальному напрямку за ролик 27 укладають між собою стрічку 3'. Опорний допомогою поршневого блока 19. Станина 13 ролик 28 встановлений на кінці важеля 25 таким включає, крім того, ролик 22 рольганга, за допомочином, що прилягає до залишку рулону 24, не стигою якого стрічка 3 підводиться до тягнучого прикаючись зі стрічкою 3' у ввідній області тягнучого строю 16. пристрою. На візку 12 встановлені привідні ролики 23, На Фіг.3 показаний альтернативний варіант 23', сприяючі переміщенню рулону 24 у напрямку вирішення, за допомогою якого забезпечується розмотуючого руху. повне розмотування рулону 24". Також тут по суті Пристрій 1 по Фіг.1 може працювати на крізне переміщуваний горизонтально ролик 20" забезпепроходження. Для цього ролики 4, 7, 7' і 23, 23' чує те, що рулон надійно утримується на візку 12". опускаються на рівень рольганга, так що з цих На станині 13" збоку рольганга і візка 12" передбароликів і з роликів 6' і 22 утворюється рольганг, по чений відповідно барабан 29, на якому відповідно якому стрічка 3 може проходити з входу ділянки 1 розташований ролик 30. Як тільки рулон 24 у пронамотування прямо до тягнучого пристрою 16. цесі розмотування стає настільки малим, що ролиОднак, як правило, ввідними роликами 4, 4' і ки 30 можуть бути вставлені, не заподіявши шкоди згинальними роликами 5, 5', 5" стрічка 3 спрямовурулону 24", у центральний отвір 31 рулону, що ється у намотувальний простір 8, де змотується у знижується разом із зменшенням діаметра рулону, рулон. Для намотування рулону ролик 7і встановз обох сторін у центральний отвір 31 вставляється люється у показаному верхньому положенні. Як барабан 29. Встановлені на барабанах 29 ролики тільки намотуються декілька витків рулону, ролик 30 відповідають за те, щоб рулон 24" утримувався 7 77965 на візку 12" доти, поки він не буде повністю розмотаний. Необхідні пристрої контролю і керування для установки барабанів 29, привід роликів 30, переміщення роликів 20, візка 12 і роликів 7, 7' на Фіг.13 не показані. Перелік позицій на кресленні: 1 Ділянка намотування 2 Ділянка розмотування 3 Стрічка 4 Ввідні ролики 5 Згинальні ролики 6 Ролики 7 Ролики 8 Намотувальний простір 9 Ролик рольганга 10 Пристрій для відгинання кінців рулону 11 Ніж-скребок для відгинання 12 Візок 13 Станина Комп’ютерна в ерстка Т.Чепелева 8 14 Ролики тягнучого пристрою 15 Поршневий блок 16 Тягнучий пристрій 17 Циліндр переміщення 18 Поршневий блок 19 Поршневий блок 20 Ролик 21 Кутовий важіль 22 Ролик рольганга 23 Привідний ролик 24 Рулон 25 Важіль 26 Поршневий блок 27 Направляючий ролик 28 Опорний ролик 29 Барабан 30 Ролик 31 Центральний отвір у р улоні Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for winding and unwinding hot rolled strip billets of hot metal
Автори англійськоюKrueger Matthias, Merz Jurgen
Назва патенту російськоюУстройство для намотки и размотки горячекатаных полосовых заготовок из горячего металла
Автори російськоюКрюгер Маттиас, Мерц Юрген
МПК / Мітки
МПК: B21C 47/02, B21C 47/00, B21C 47/24
Мітки: намотування, гарячого, пристрій, розмотування, металу, заготовок, гарячекатаних, стрічкових
Код посилання
<a href="https://ua.patents.su/4-77965-pristrijj-dlya-namotuvannya-i-rozmotuvannya-garyachekatanikh-strichkovikh-zagotovok-z-garyachogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для намотування і розмотування гарячекатаних стрічкових заготовок з гарячого металу</a>
Пристрій для намотування на барабан і розмотування з нього видовжених виробів, монтажна машина та проміжний утримуючий засіб.
Номер патенту: 43915
Опубліковано: 15.01.2002
Автори: Каллдін Ганс-Олуф, Лейон Матс, Баклунд Алберті, Йоганссон Кеннет, Ліндборг Томас
МПК: B65H 67/04
Мітки: монтажна, проміжний, розмотування, нього, машина, засіб, пристрій, намотування, барабан, утримуючий, виробів, видовжених
Формула / Реферат:
1. Пристрій для намотування на барабан (13) і розмотування з нього видовжених виробів (К), наприклад проводу, кабелю тощо, який має у складі підтримуючу раму (12) з приводами (25) розподілювача (10), встановленого з можливістю повертання на рамі (12) для намотування на нерухомий барабан (13) і розмотування з нього видовжених виробів (К), який відрізняється тим, що розподілювач (10) з боку виробу (К) має захоплюючу напрямну (14), яка спрямовує...
Пристрій для багатошарового намотування та розмотування кабеля
Номер патенту: 2799
Опубліковано: 26.12.1994
Автори: Глубочанський Наум Дмитрович, Вільянінов Микола Іванович
МПК: H02G 11/00
Мітки: багатошарового, розмотування, кабеля, пристрій, намотування
Формула / Реферат:
1. Устройство для многослойной намотки и размотки кабеля, содержащее два кинематически связанных барабана, установленные концентричне на общем валу, наружный из них выполнен из двух реборд, соединенных расположенными по окружности гибкими связями, и привод, отличающееся тем, что реборды наружного барабана снабжены механизмом синхронизации их вращения и выполнены в виде ступицсо спицами, а гибкие связи - в виде подпружиненных канатов с...
Пристрій для намотування в рулон заздалегідь укладеної в стрічку вати

Номер патенту: 3308
Опубліковано: 15.11.2004
Автор: Павлович Олег Сергійович
МПК: D04H 1/00
Мітки: намотування, пристрій, стрічку, укладеної, заздалегідь, вати, рулон
Формула / Реферат:
1. Пристрій для намотування в рулон заздалегідь укладеної в стрічку вати, що містить послідовно встановлені тягнучу і подавальну стрічку вати пари роликів, один з яких привідний, а інший пасивний, а також горизонтальний стрічковий транспортер для переміщення стрічки вати і вузол намотування рулонів, при цьому тягнуча пара роликів забезпечена механізмом зупинки обертання ролика, який відрізняється тим, що нижня гілка горизонтального...
Пристрій екранування гарячого металу на рольганзі штабового стану
Номер патенту: 35224
Опубліковано: 15.03.2001
Автори: Бортник Валерій Вікторович, Пакін Володимир Арсєнтійович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Білобров Юрій Миколайович
МПК: B21B 39/14
Мітки: штабового, металу, стану, рольганзі, пристрій, гарячого, екранування
Формула / Реферат:
Пристрій екранування гарячого металу на рольганзі штабового стану, до складу якого входить каркас зі встановленими в ньому екранувальними елементами та поздовженими брусками, котрий розташовано на підпорах та оснащено урівноваженими важільними противагами, а також механізм повертання каркасу з приводом, відрізняється тим, що механізм повертання каркасу виконано у вигляді двоплечого важеля, один кінець якого з'єднано з каркасом, а другий -...
Пристрій для намотування ниткоподібного матеріалу
Номер патенту: 50503
Опубліковано: 15.10.2002
Автори: Гаврилова Ганна Миколаївна, Гаврилов Костянтин Олексійович
МПК: B65H 54/02
Мітки: ниткоподібного, пристрій, матеріалу, намотування
Формула / Реферат:
Пристрій для намотування нитковидного матеріалу, що містить привідний мотальний барабан, контактуючий з ним бобінотримач, установлений на приклоні і зв'язаний із самозупинкою, засіб для запобігання джгутового намотування, що включає привідний кулачок, який установлений на валу самозупинки, віджимний важіль з відростком, установлений з можливістю взаємодії з пальцем, який відрізняється тим, що палець виконаний у вигляді ролика, закріпленого на...
Попередній патент: Установка гарячої прокатки та спосіб її експлуатації
Наступний патент: Спосіб експрес-контролю октанових та цетанових чисел рідких нафтових палив
Випадковий патент: Спосіб обробки харчового продукту