Установка гарячої прокатки та спосіб її експлуатації
Формула / Реферат
1. Установка гарячої прокатки для прокатки тонкої гарячекатаної стрічки розширеного сортаменту прокату з матеріалу з різної деформованістю, яка відрізняється тим, що включає в себе:
установку безперервного розливання сталі (УБРС) (1) для відливання нескінченних слябів;
встановлені за УБРС (1) для відливання тонких слябів ножиці (2) для розрізання відлитих безперервним способом слябів на необхідні довжини, які відповідають довжині готової катаної стрічки або кратному їй значенню;
піч (3) з роликовим подом для витримування розділених слябів і установки заданої температури;
розміщений після печі (3) з роликовим подом пристрій (5) для гідрозбивання окалини і семиклітьовий прокатний стан (7), причому між першою кліттю (F1) і другою кліттю (F2) прокатного стана (7) передбачений міжклітьовий пристрій (6) для видалення окалини;
розміщена на кінці прокатного стана (7) ділянка (8) охолоджування і ножиці (9) для розділення напівнескінченної або відповідно нескінченної катаної стрічки, а також щонайменше одну моталку (10) для намотування стрічки в рулон;
причому УБРС (1) для відливання тонких слябів має регульовану тягнучу систему.
2. Спосіб експлуатації установки гарячої прокатки за п. 1, який відрізняється тим, що для прокатки тонких стрічок легкодеформівного матеріалу кліті з другої по сьому (F2-F7) встановлюють для прокатки таким чином, що при заданій температурі в робочому просторі печі на виході сьомої кліті (F7) отримують гарячекатану стрічку з аустенітною структурою і досягається керована швидкість прокатки, що першу кліть (F1) залишають неактивною, а міжклітьовий пристрій (6) для видалення окалини використовують для видалення окалини, що знову утворюється на ділянці між пристроєм (5) для гідрозбивання окалини і міжклітьовим пристроєм (6) для видалення окалини.
3. Спосіб за п. 2, який відрізняється тим, що першу кліть (F1) встановлюють на чистовий прохід.
4. Спосіб експлуатації установки гарячої прокатки за п. 1, який відрізняється тим, що для прокатки тонких стрічок важкодеформівного матеріалу всі кліті з першої по сьому (F1-F7) встановлюють для прокатки таким чином, що при заданій температурі в робочому просторі печі на виході сьомої кліті (F7) отримують катану стрічку з аустенітною структурою і досягають керованої швидкості прокатки і що міжклітьовий пристрій (6) для видалення окалини відключають.
5. Спосіб за будь-яким з пп. 2-3 або п. 4, який відрізняється тим, що температура в робочому просторі печі складає приблизно 1150°С, температура на виході гарячекатаної стрічки після останньої кліті (F7) не опускається нижче за температуру, яка потрібна для прокатки в аустенітній області, і керована швидкість прокатки становить приблизно 15 м/с.
Текст
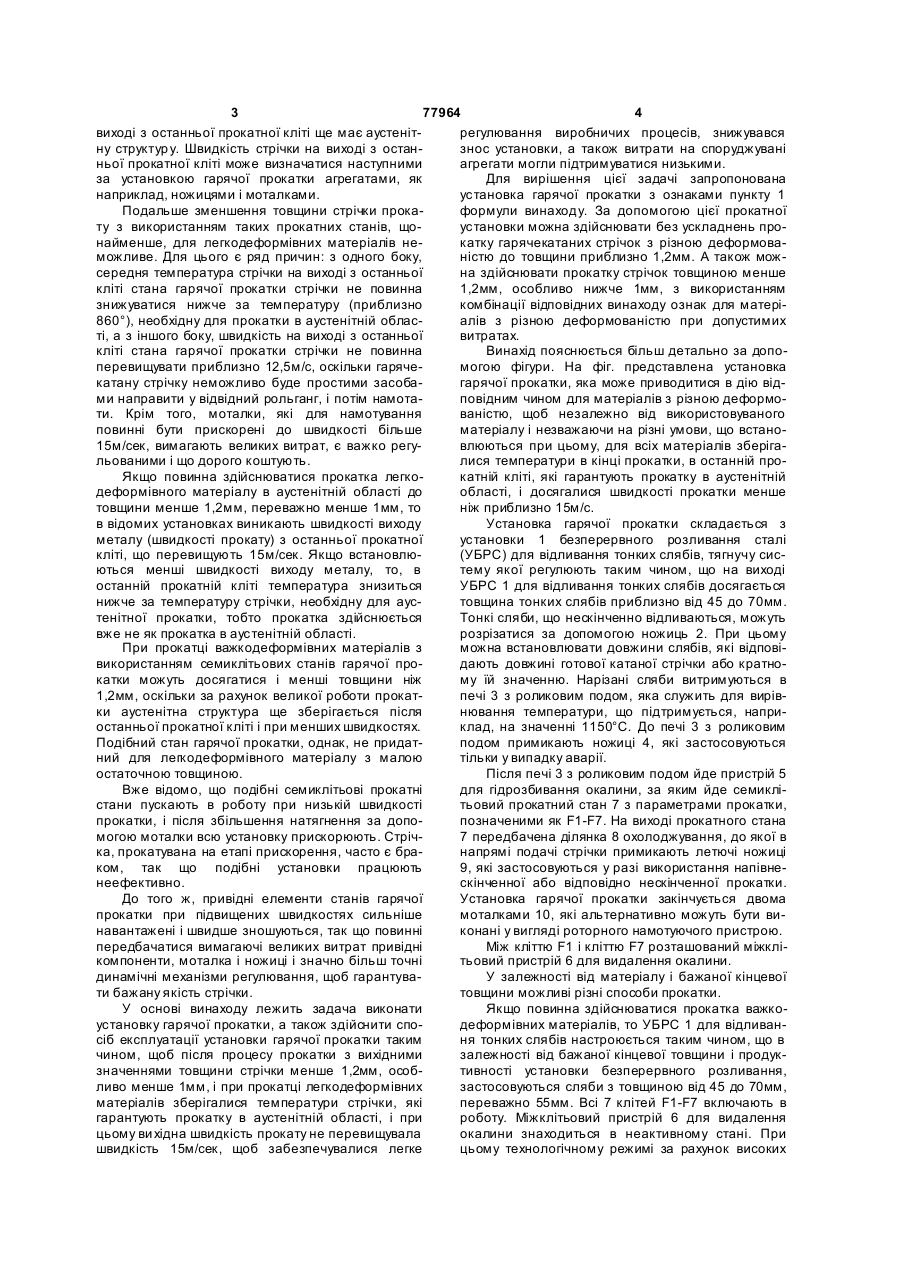
1. Установка гарячої прокатки для прокатки тонкої гарячекатаної стрічки розширеного сортаменту прокату з матеріалу з різної деформованістю, яка відрізняє ться тим, що включає в себе: установку безперервного розливання сталі (УБРС) (1) для відливання нескінченних слябів; встановлені за УБРС (1) для відливання тонких слябів ножиці (2) для розрізання відлитих безперервним способом слябів на необхідні довжини, які відповідають довжині готової катаної стрічки або кратному їй значенню; піч (3) з роликовим подом для витримування розділених слябів і установки заданої температури; розміщений після печі (3) з роликовим подом пристрій (5) для гідрозбивання окалини і семиклітьовий прокатний стан (7), причому між першою кліттю (F1) і другою кліттю (F2) прокатного стана (7) передбачений міжклітьовий пристрій (6) для видалення окалини; розміщена на кінці прокатного стана (7) ділянка (8) охолоджування і ножиці (9) для розділення напівнескінченної або відповідно нескінченної катаної стрічки, а також щонайменше одну моталку (10) для намотування стрічки в рулон; C2 2 UA 1 3 77964 4 виході з останньої прокатної кліті ще має аустенітрегулювання виробничих процесів, знижувався ну структур у. Швидкість стрічки на виході з останзнос установки, а також витрати на споруджувані ньої прокатної кліті може визначатися наступними агрегати могли підтримуватися низькими. за установкою гарячої прокатки агрегатами, як Для вирішення цієї задачі запропонована наприклад, ножицями і моталками. установка гарячої прокатки з ознаками пункту 1 Подальше зменшення товщини стрічки прокаформули винаходу. За допомогою цієї прокатної ту з використанням таких прокатних станів, щоустановки можна здійснювати без ускладнень пронайменше, для легкодеформівних матеріалів некатку гарячекатаних стрічок з різною деформоваможливе. Для цього є ряд причин: з одного боку, ністю до товщини приблизно 1,2мм. А також можсередня температура стрічки на виході з останньої на здійснювати прокатку стрічок товщиною менше кліті стана гарячої прокатки стрічки не повинна 1,2мм, особливо нижче 1мм, з використанням знижуватися нижче за температуру (приблизно комбінації відповідних винаходу ознак для матері860°), необхідну для прокатки в аустенітній обласалів з різною деформованістю при допустимих ті, а з іншого боку, швидкість на виході з останньої витратах. кліті стана гарячої прокатки стрічки не повинна Винахід пояснюється більш детально за допоперевищувати приблизно 12,5м/с, оскільки гарячемогою фігури. На фіг. представлена установка катану стрічку неможливо буде простими засобагарячої прокатки, яка може приводитися в дію відми направити у відвідний рольганг, і потім намотаповідним чином для матеріалів з різною деформоти. Крім того, моталки, які для намотування ваністю, щоб незалежно від використовуваного повинні бути прискорені до швидкості більше матеріалу і незважаючи на різні умови, що встано15м/сек, вимагають великих витрат, є важко регувлюються при цьому, для всіх матеріалів зберігальованими і що дорого коштують. лися температури в кінці прокатки, в останній проЯкщо повинна здійснюватися прокатка легкокатній кліті, які гарантують прокатку в аустенітній деформівного матеріалу в аустенітній області до області, і досягалися швидкості прокатки менше товщини менше 1,2мм, переважно менше 1мм, то ніж приблизно 15м/с. в відомих установках виникають швидкості виходу Установка гарячої прокатки складається з металу (швидкості прокату) з останньої прокатної установки 1 безперервного розливання сталі кліті, що перевищують 15м/сек. Якщо встановлю(УБРС) для відливання тонких слябів, тягнучу сисються менші швидкості виходу металу, то, в тему якої регулюють таким чином, що на виході останній прокатній кліті температура знизиться УБРС 1 для відливання тонких слябів досягається нижче за температуру стрічки, необхідну для аустовщина тонких слябів приблизно від 45 до 70мм. тенітної прокатки, тобто прокатка здійснюється Тонкі сляби, що нескінченно відливаються, можуть вже не як прокатка в аустенітній області. розрізатися за допомогою ножиць 2. При цьому При прокатці важкодеформівних матеріалів з можна встановлювати довжини слябів, які відповівикористанням семиклітьових станів гарячої продають довжині готової катаної стрічки або кратнокатки можуть досягатися і менші товщини ніж му їй значенню. Нарізані сляби витримуються в 1,2мм, оскільки за рахунок великої роботи прокатпечі 3 з роликовим подом, яка служить для вирівки аустенітна структура ще зберігається після нювання температури, що підтримується, наприостанньої прокатної кліті і при менших швидкостях. клад, на значенні 1150°С. До печі 3 з роликовим Подібний стан гарячої прокатки, однак, не придатподом примикають ножиці 4, які застосовуються ний для легкодеформівного матеріалу з малою тільки у випадку аварії. остаточною товщиною. Після печі 3 з роликовим подом йде пристрій 5 Вже відомо, що подібні семиклітьові прокатні для гідрозбивання окалини, за яким йде семиклістани пускають в роботу при низькій швидкості тьовий прокатний стан 7 з параметрами прокатки, прокатки, і після збільшення натягнення за допопозначеними як F1-F7. На виході прокатного стана могою моталки всю установку прискорюють. Стріч7 передбачена ділянка 8 охолоджування, до якої в ка, прокатувана на етапі прискорення, часто є бранапрямі подачі стрічки примикають летючі ножиці ком, так що подібні установки працюють 9, які застосовуються у разі використання напівненеефективно. скінченної або відповідно нескінченної прокатки. До того ж, привідні елементи станів гарячої Установка гарячої прокатки закінчується двома прокатки при підвищених швидкостях сильніше моталками 10, які альтернативно можуть бути винавантажені і швидше зношуються, так що повинні конані у вигляді роторного намотуючого пристрою. передбачатися вимагаючі великих витрат привідні Між кліттю F1 і кліттю F7 розташований міжклікомпоненти, моталка і ножиці і значно більш точні тьовий пристрій 6 для видалення окалини. динамічні механізми регулювання, щоб гарантуваУ залежності від матеріалу і бажаної кінцевої ти бажану якість стрічки. товщини можливі різні способи прокатки. У основі винаходу лежить задача виконати Якщо повинна здійснюватися прокатка важкоустановку гарячої прокатки, а також здійснити сподеформівних матеріалів, то УБРС 1 для відливансіб експлуатації установки гарячої прокатки таким ня тонких слябів настроюється таким чином, що в чином, щоб після процесу прокатки з вихідними залежності від бажаної кінцевої товщини і продукзначеннями товщини стрічки менше 1,2мм, особтивності установки безперервного розливання, ливо менше 1мм, і при прокатці легкодеформівних застосовуються сляби з товщиною від 45 до 70мм, матеріалів зберігалися температури стрічки, які переважно 55мм. Всі 7 клітей F1-F7 включають в гарантують прокатку в аустенітній області, і при роботу. Міжклітьовий пристрій 6 для видалення цьому ви хідна швидкість прокату не перевищувала окалини знаходиться в неактивному стані. При швидкість 15м/сек, щоб забезпечувалися легке цьому технологічному режимі за рахунок високих 5 77964 6 зусиль прокатки і значної роботи деформації, що клітей F2-F7 досягаються менші кінцеві швидкості здійснюється по відношенню до важкодеформівнопрокатки. За рахунок меншої початкової товщини го прокатуваного матеріалу, на виході кліті F7 досляба і установки більш значного зусилля прокатсягають товщини катаної стрічки нижче 1мм, приних валків клітей F2-F7 все ж досягається кінцева чому швидкість не перевищує приблизно 15м/с, і товщина прокату менше 1мм, причому прокат має все ж забезпечується отримання катаної стрічки з температури, відповідні області аустенітної струкаустенітною структурою. тури. Якщо повинна здійснюватися прокатка легкоЗа допомогою запропонованої установки гарядеформівного матеріалу з кінцевою товщиною чої прокатки можна, таким чином, здійснювати >1мм, то вибирається товщина тонкого сляба від прокатку як важкодеформівних, так і легкодефор55 до 70мм. Всі кліті F1-F7 знаходяться в активномівних матеріалів до товщини менше 1мм в аустему стані, в той час як міжклітьовий пристрій 6 для нітній області, при цьому вихідна швидкість у кліті видалення окалини знаходиться в неактивному F7 не перевищує 15м/с. Тим самим, процес може стані. бути реалізований простими засобами, і агрегати При прокатці легкодеформівного матеріалу з установки гарячої прокатки, наприклад, ножиці і кінцевою товщиною менше 1мм УБРС 1 для відмоталки зберігають свою просту і економічну консливання тонких слябів встановлюється на товщину трукцію. Крім того, не потрібні підвищені витрати тонких слябів від 45 до 50мм. Кліть F1 або не акна реалізацію. тивна, або встановлюється на чистовий прохід з Перелік позначень посилальний позицій незначним обтиснення. Чистовий прохід обумов1 - УБРС для відливання тонких слябів лює те, що поверхня сляба стає більш гладкою, 2 - ножиці так що після пристрою 5 для гідрозбивання окали3 - піч з роликовим подом ни може наростати більш рівномірний шар окали4 - аварійні ножиці ни. Тому активний міжклітьовий пристрій 6 для 5 - пристрій для гідрозбивання окалини видалення окалини може легше видаляти знову 6 - міжклітьовий пристрій для видалення окавиникаючу окалину. Тобто, на сляб наноситься лини менше засобу для видалення окалини, ніж у випа7 - прокатний стан дку, якби кліть F1 не була встановлена на чисто8 - ділянка охолоджування вий прохід. 9 - летючі ножиці Кліті F2-F7 звичайно встановлюються на трохи 10 - моталка більше зусилля, ніж в режимі, коли встановлені всі сім клітей. За рахунок приведення в дію тільки Комп’ютерна в ерстка Т.Чепелева Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHot rolling installation and method of its operation
Автори англійськоюRosenthal Dieter, Sudau, Peter
Назва патенту російськоюУстановка горячей прокатки и способ ее эксплуатации
Автори російськоюРозенталь Дитер, Зудау Петер
МПК / Мітки
Мітки: експлуатації, гарячої, прокатки, установка, спосіб
Код посилання
<a href="https://ua.patents.su/3-77964-ustanovka-garyacho-prokatki-ta-sposib-ekspluataci.html" target="_blank" rel="follow" title="База патентів України">Установка гарячої прокатки та спосіб її експлуатації</a>
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
МПК: B21B 1/30
Мітки: штаби, гарячої, тонкої, прокатки, здійснення, спосіб, стан
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Каушанський Ігор Борисович, Левіна Валентина Іванівна, Савенко Юрій Євдокимович
МПК: B21B 1/30
Мітки: прокатки, спосіб, гарячої, штаби
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Бойко Володимир Семенович, Васєкін Андрій Валерійович, Радушев Олексій Олександрович, Мурашкін Олександр Вікторович, Саркіц Ігор Генадієвич, Климанчук Владислав Владиславович, Голі-Оглу Володимир Семенович, Тарасенко Олег Станіславович, Налча Іван Борисович, Лямцев Василь Петрович, Карнаушенко Ніл Андрійович, Греков Ніл Сергійович, Кашков Генадій Алимович, Шебаніц Едуард Миколайович
МПК: B21B 1/38
Мітки: гарячої, листів, спосіб, товстих, прокатки
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Остапенко Арнольд Леонтійович, Білобров Юрій Миколайович, Леонідов-Канєвський Євген Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович
МПК: B21B 1/46, B21B 1/30, B21B 41/00
Мітки: смуги, здійснення, міні-стан, тонкої, гарячої, спосіб, прокатки
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Спосіб гарячої прокатки плоскої заготівки
Номер патенту: 70729
Опубліковано: 15.10.2004
Автори: Путнокі Олександр Юліусович, Вереньов Валентин Володимирович, Калабухов Віктор Іванович, Яценко Вячеслав Олександрович, Мацко Сергій Володимирович
МПК: B21B 1/26
Мітки: прокатки, заготівки, гарячої, спосіб, плоскої
Формула / Реферат:
Спосіб гарячої прокатки плоскої заготівки, що включає формування фігурного виступу на кінцях заготівки при прокатці в першій чорновій кліті, наступну прокатку в інших клітях чорнової групи, обрізку кінців розкатки і прокатку в безперервній групі клітей, який відрізняється тим, що на передній торцевій частині заготівки по всій її ширині формують фігурний виступ, переважно трикутної форми, довжиною, що дорівнює 0,05...0,15 товщини заготівки, на...
Попередній патент: Спосіб випробувань агрегатів автоматики на спільну дію зниженого атмосферного тиску і змінної температури і пристрій для здійснення способу
Наступний патент: Пристрій для намотування і розмотування гарячекатаних стрічкових заготовок з гарячого металу
Випадковий патент: Валковий подрібнювач для подрібнювання матеріалу у вигляді частинок