Спосіб безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою і установка для його здійснення

Формула / Реферат
1. Спосіб безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою, зокрема двотаврових профілів зі сталі, який включає попереднє формування фасонного профілю у кристалізаторі та деформування його у системі опорно-деформуючих роликів на ділянці м'якого обтиснення установки безперервного лиття з подальшою прокаткою, який відрізняється тим, що фасонний профіль попередньо розливають з опуклостями на полицях і на перемичці, при цьому фасонний профіль на ділянці м'якого обтиснення плющать на опуклостях полиць і перемички таким чином, що зовнішні поверхні полиць та поверхні перемички набувають в основному плоскої форми.
2. Спосіб за п. 1, який відрізняється тим, що попередньо формовані профільовані опуклості поверхонь перемички і/або зовнішніх поверхонь полиць фасонного профілю виконують відповідно у вигляді злегка вигнутих назовні, дугоподібних опуклостей.
3. Установка для безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою, зокрема двотаврових профілів зі сталі, яка містить кристалізатор для безперервного лиття заготовки (1) у вигляді попередньо формованого фасонного профілю і ділянку м’якого обтиснення заготовки (1) з роликотримачами (2), які розташовані протилежно один одному з обох боків (1a, 1b) заготовки (1), між якою та роликами (3) роликотримачів (2) встановлено транспортний і/або деформуючий зв'язок, яка відрізняється тим, що всередині проводки (4) у зоні (5) твердіння заготовки (1) для м'якого обтиснення встановлено декілька розташованих один за одним опорно-деформуючих роликів (3), що плющать заготовку (1), на окремих її відрізках конічно до стінки (6) і/або полиць (7) з деформуючим зусиллям, що зростає у напрямі (13) руху заготовки.
4. Установка за п. 3, яка відрізняється тим, що одержані у кристалізаторі попередньо профільовані опуклості (6а) перемички (6) і/або зовнішніх поверхонь (7а) полиць заготовки (1) у зоні (5) твердіння можуть бути деформовані за допомогою її м'якого обтиснення за рахунок конічного встановлення одного або декількох роликотримачів (2) до готового фасонного профілю.
5. Установка за будь-яким з пп. 3 або 4, яка відрізняється тим, що роликотримачі (2) з опорно-деформуючими роликами (3) встановлено таким чином, щоб попередньо профільована опуклість (6а) поверхонь (6b) перемички і/або зовнішніх поверхонь (7а) полиць мала дугоподібну форму з легкою опуклістю назовні.
6. Установка за будь-яким з пп. 3-5, яка відрізняється тим, що відповідний відрізок з декількох розташованих один за одним опорно-деформуючих роликів (3a, 3b) утворює роликову раму (8) роликотримачів (2), яку встановлено під кутом.
7. Установка за будь-яким з пп. 3-6, яка відрізняється тим, що опорно-деформуючі ролики (3b) у роликовій рамі (8) роликотримачів (2) утворюють групи (10) роликів полиць, які встановлено по довжині ділянки (9) м'якого обтиснення полиць (7) заготовки (1).
8. Установка за будь-яким з пп. 6-7, яка відрізняється тим, що опорно-деформуючі ролики (3a) у роликовій рамі (8) роликотримачів (2) утворюють групи (11) роликів перемички, які встановлено по довжині ділянки (9) м'якого обтиснення стінки (6) заготовки (1).
9. Установка за будь-яким з пп. 6-8, яка відрізняється тим, що утворена роликова рама (8) для верхньої сторони (12) заготовки, що складається з розташованих паралельно напрямку (13) руху заготовки (1) поздовжніх роликових обойм (8a) роликів, обойм (8b) роликів для вузьких сторін, які з'єднано між собою великою кількістю поперечних розпірок (14) та поперечних розпірок (20), при цьому на поздовжніх роликових рамах (8а) роликів у передній (15) і задній (16) частинах розташовано опорні підшипники (17) для деформуючих приводів (18).
10. Установка за будь-яким з пп. 6-8, яка відрізняється тим, що утворено по одній обоймі (8b) роликів, для вузьких сторін (19) заготовки (1), яка складається з пар (8с) поздовжніх (8а) обойм роликів, що проходять плоскопаралельно верхній стороні (12) заготовки (1), які з'єднано між собою попарно на кожну сторону (1a, 1b) заготовки (1) за допомогою великої кількості поперечних розпірок (20), що проходять перпендикулярно напряму (13) руху заготовки (1).
11. Установка за п. 10, яка відрізняється тим, що пари (8с) плоско-паралельних роликових обойм (8b) для вузьких сторін заготовки (1) з обох її сторін (1а, 1b) з'єднано між собою упоперек напрямку (13) руху заготовки (1) за допомогою розташованих на кінцях (21, 22) затяжок (23).
12. Установка за п. 10 або 11, яка відрізняється тим, що затяжки (23) виконано у вигляді регульованих гідравлічних циліндро-поршневих вузлів (23а).
13. Установка за будь-яким з пп. 9-12, яка відрізняється тим, що вертикальні деформуючі приводи (18) виконано у вигляді регульованих гідравлічних циліндро-поршневих вузлів (18а), поршневі штоки (18b) яких проходять через шліцеподібні отвори (24) плоскопаралельних обойм (8b) для вузьких сторін і які закріплено на фундаментній рамі (25).
Текст
1. Спосіб безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою, зокрема двотаврових профілів зі сталі, який включає попереднє формування фасонного профілю у кристалізаторі та деформування його у системі опорно-деформуючих роликів на ділянці м'якого обтиснення установки безперервного лиття з подальшою прокаткою, який відрізняється тим, що фасонний профіль попередньо розливають з опуклостями на полицях і на перемичці, при цьому фасонний профіль на ділянці м'якого обтиснення плющать на опуклостях полиць і перемички таким чином, що зовнішні поверхні полиць та поверхні перемички набувають в основному плоскої форми. 2. Спосіб за п. 1, який відрізняється тим, що попередньо формовані профільовані опуклості поверхонь перемички і/або зовнішніх поверхонь полиць фасонного профілю виконують відповідно у вигляді злегка вигнутих назовні, дугоподібних опуклостей. 3. Установка для безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою, зокрема двотаврових профілів зі сталі, яка містить кристалізатор для безперервного лиття заготовки (1) у вигляді попередньо формованого фасонного профілю і ділянку м’якого обтиснення заготовки (1) з 2 (19) 1 3 78197 4 довжині ділянки (9) м'якого обтиснення стінки (6) гою великої кількості поперечних розпірок (20), що заготовки (1). проходять перпендикулярно напряму (13) руху 9. Установка за будь-яким з пп. 6-8, яка відрізнязаготовки (1). ється тим, що утворена роликова рама (8) для 11. Установка за п. 10, яка відрізняється тим, що верхньої сторони (12) заготовки, що складається з пари (8с) плоско-паралельних роликових обойм розташованих паралельно напрямку (13) руху за(8b) для вузьких сторін заготовки (1) з обох її стоготовки (1) поздовжніх роликових обойм (8a) ролирін (1а, 1b) з'єднано між собою упоперек напрямку ків, обойм (8b) роликів для вузьких сторін, які з'єд(13) руху заготовки (1) за допомогою розташованано між собою великою кількістю поперечних них на кінцях (21, 22) затяжок (23). розпірок (14) та поперечних розпірок (20), при 12. Установка за п. 10 або 11, яка відрізняється цьому на поздовжніх роликових рамах (8а) роликів тим, що затяжки (23) виконано у вигляді регульоу передній (15) і задній (16) частинах розташовано ваних гідравлічних циліндро-поршневих вузлів опорні підшипники (17) для деформуючих приводів (23а). (18). 13. Установка за будь-яким з пп. 9-12, яка відріз10. Установка за будь-яким з пп. 6-8, яка відрізняняється тим, що вертикальні деформуючі приводи ється тим, що утворено по одній обоймі (8b) роли(18) виконано у вигляді регульованих гідравлічних ків, для вузьких сторін (19) заготовки (1), яка склациліндро-поршневих вузлів (18а), поршневі штоки дається з пар (8с) поздовжніх (8а) обойм роликів, (18b) яких проходять через шліцеподібні отвори що проходять плоскопаралельно верхній стороні (24) плоскопаралельних обойм (8b) для вузьких (12) заготовки (1), які з'єднано між собою попарно сторін і які закріплено на фундаментній рамі (25). на кожну сторону (1a, 1b) заготовки (1) за допомо Винахід відноситься до способу безперервного лиття з подальшою прокаткою і до пристрою для підтримання, направлення та деформування металевої, зокрема, сталевої заготовки в установці для безперервного розливання фасонних профілів з м'яким обтисненням, причому під кристалізатором з обох сторін заготовки протилежно один одному розташовані роликотримачі, ролики яких знаходяться у транспортному і/або деформуючому зв'язку із заготовкою. Вимога до високоміцних балок передбачає наявність центральних структур у стінці та полиці двотаврового балкового профілю, що володіють невеликими лікваційними включеннями або відсутність лікваційних включень і пористості. Для виконання даних вимог можна у зоні нижнього кінця рідкої фази і/або у зоні твердіння застосувати так зване м'яке обтиснення. Цей спосіб застосовувався досі лише в установках для безперервного розливання блюмів. В установках для безперервного розливання фасонних профілів можна вже у кристалізаторі надати заготовці попередньої форми на полицях, а пізніше в опорній кліті - також на перемичках. Відомий пристрій для підтримання металевої заготовки, зокрема для м'якого обтиснення в установці безперервного розливання у тонкі сляби [ЕР 0450391 В1], причому під кристалізатором з обох сторін заготовки передбачені розташовані дзеркально-симетрично один проти одного роликотримачі, ролики яких взаємодіють із заготовкою. Кожний роликотримач розташований у нерухомій рамі і розділений на декілька секцій, що несуть ролики, зв'язаних з механізмами переміщення, причому секції, що несуть ролики, шарнірно з'єднані між собою таким чином, що кожна секція має можливість переміщення і розташування під будь-яким кутом до заготовки, а для загального переміщення роликотримача служить верхній механізм переміщення. Такий пристрій з шарнірно з'єднаних між собою роликотримачів потребує, однак, для підтримки зусиль нерухому раму, що проходить по всій довжині, яка має складну конструкцію і потрібна по всій системі опорних роликів. В основі винаходу лежить задача створення фасонного литого профілю, зокрема двотаврового профілю зі сталі, у процесі прокатки на ділянці м'якого обтиснення, причому відповідний пристрій містить роликотримач у мінімальному просторі при високих опорних зусиллях, за допомогою якого м'яке обтиснення фасонних литих профілів можна здійснювати таким чином, щоб не виникали згадані ліквація та пористість або не виникали у тій же мірі, що і раніше. Поставлена задача вирішується за допомогою способу описаного вище роду, відповідно до винаходу, за рахунок того, що фасонний профіль у кристалізаторі заздалегідь виливають з відповідною опуклістю на полицях і перемичці, причому фасонний профіль на ділянці м'якого обтиснення плющать на опуклостях полиць і перемички таким чином, що зовнішні поверхні полиць і поверхні перемички одержують, в основному, плоскими. При цьому виникає істотна протидія утворенню ліквацій та пористості у полицях і перемичці, завдяки чому вони майже не виникають. При цьому, що стосується способу, переважно, що заздалегідь профільовані опуклості поверхонь перемички і/або зовнішніх поверхонь полиць виконують відповідно у вигляді злегка вигнутих назовні, дугоподібних опуклостей. Поставлена задача вирішується за допомогою пристрою, відповідно до винаходу, за рахунок того, що всередині проводки у зоні твердіння для м'якого обтиснення відповідно декілька, розташованих один за одним опорно-деформуючих роликів можуть бути встановлені на окремих відрізках конічно до стінки і/або полиць з деформуючим зусиллям, що зростає у напрямі руху заготовки. За рахунок цього на ділянці м'якого обтиснення від 5 78197 6 бувається така деформація полиць і перемички, які регулюються. За рахунок цього можна надати що ліквації, щонайменше, значно зменшуються. узгоджене деформуюче зусилля. Крім того, усувається пористість. Конструктивно з'єднання роликових рам для В одному виконанні передбачено, що одержані верхньої та вузьких сторін заготовки особливо у кристалізаторі заздалегідь профільовані опуклопереважне за рахунок того, що вертикальні дефості стінки і/або зовнішніх поверхонь полиць у зоні рмуючі приводи складаються з гідравлічних цилінтвердіння можуть бути деформовані для м'якого дро-поршневих вузлів, що регулюються, поршневі обтиснення за допомогою конічного встановлення штоки яких проходять через шліцеподібні отвори одного або декількох роликотримачів до готового плоско-паралельних поздовжніх роликових рам і фасонного профілю. Бажаному затвердінню матезакріплені на фундаментній рамі. ріалу з усуненням центральних ліквацій та порисНа кресленні зображений приклад виконання тості сприяє високе затвердіння. винаходу, що більш детально пояснюється нижче. Деформація у го товий фасонний профіль доНа єдиній фігурі креслення зображений присягається, відповідно до інших ознак, за рахунок стрій відповідно до винаходу у перспективі. того, що один відрізок з декількох розташованих Установка для безперервного розливання один за одним опорно-деформуючих роликів утводвотаврових профілів з м'яким обтисненням, прирює роликову раму, яка встановлюється під кутом. чому під кристалізатором (не показаний) з обох За рахунок цього при переміщенні роликової рами сторін заготовки (ліва 1а і права 1b) протилежно всі ролики встановлюються відповідно до кута один одному розташовані роликотримачі 2, опорвстановлення. но-деформуючі ролики 3 які знаходяться у трансНезалежне встановлення до зовнішніх поверпортному і/або деформуючому зв'язку із заготовхонь полиць відбувається при цьому таким чином, кою 1 та утворюють проводку 4. Всередині цієї що опорно-деформуючі ролики у роликовій рамі проводки 4 у зоні 5 твердіння для м'якого обтисутворюють групи роликів, які встановлюються по нення, що відповідне декільком розташованим довжині ділянки м'якого обтиснення полиць загоодин за одним опорно-деформуючим роликам 3 на товки. які, на окремих відрізках, конічно встановлені до Відповідно до цього незалежне встановлення перемички 6 і/або полиць 7 з деформуючим зудо перемички фасонного профілю досягається за силлям, що зростає у напрямі 13 руху заготовки. У рахунок того, що опорно-деформуючі ролики у кристалізаторі заздалегідь профільовані опуклості роликовій рамі утворюють групи роликів, які вста6а поверхонь 6b перемички і/або зовнішніх поверновлюються по довжині ділянки м'якого обтисненхонь 7а полиць у зоні 5 твердіння для м'якого обня перемички заготовки. тиснення деформують за допомогою конічного Відповідно до інших вдосконалень винаходу, встановлення одного або декількох роликотримапристрій виконаний таким чином, що утворена чів 2 у го товий фасонний профіль. роликова рама для верхньої сторони заготовки, Заздалегідь профільовану опуклість 6а утвощо складається з розташованих паралельно нарюють відповідно з таких, що проходять під тупим пряму руху заготовки поздовжніх роликових рам, кутом одна до одної поверхонь 6b перемички і/або які з'єднані між собою великою кількістю поперезовнішніх поверхонь 7а полиць. чних розкосів, і що на поздовжніх роликових рамах На обох сторонах 1a, 1b заготовки 1 та на її у передній і задній частинах розташовані опорні верхній стороні 12 декілька розташованих один за підшипники для деформуючих приводів. За рахуодним опорно-деформуючих роликів 3 утворюють нок цього виникає компактний пристрій, що витрироликову раму 8, що встановлюється під кутом. мує високі встановлювальні зусилля. Крім того, Опорно-деформуючі ролики 3 у роликовій рамі 8 утворюються кріпильні поверхні для підшипників по довжині ділянки 9 м'якого обтиснення полиць 7 обертання опорно-деформуючих роликів з їх вісзаготовки 1 об'єднані у групи 10 роликів полиць, сю, що проходить горизонтально. що спільно встановлюються. Так само утворені Аналогічно до охарактеризованого вище припопарно поздовжні обойми 8а роликів і обойми 8b строю далі запропоновано, що утворено по одній роликів для вузьких сторін. Точно так само опорнороликовій рамі для вузьких сторін заготовки, яка деформуючі ролики 3 у роликовій рамі 8 по довскладається з пар поздовжніх роликових рам, що жині ділянки 9 м'я кого обтиснення перемички 6 проходять плоско-паралельно верхній стороні зазаготовки 1 утворюють групи 11 роликів перемичготовки, які з'єднані між собою попарно на кожну ки, що встановлюються. сторону заготовки за допомогою великої кількості Роликові рами 8 виконані таким чином, що одпоперечних розпірок, що проходять перпендикуна роликова рама 8 для верхньої сторони 12 заголярно напряму руху заготовки. За рахунок цього товки, яка складається з поздовжніх обойм 8а роопорно-деформуючі ролики з їх віссю, що прохоликів, що проходять паралельно напрямку 13 руху дить вертикально, можуть легко встановлюватися заготовки, з'єднаних між собою за допомогою ведо зовнішніх поверхонь полиць. ликої кількості поперечних розпірок 14. На поздовДеформуючі зусилля надають при цьому за жніх обоймах 8а роликів у передній 15 та задній 16 рахунок того, що пари плоско-паралельних роличастинах розташовані відповідні опорні підшипникових рам для вузьких сторін заготовки з обох її ки 17 для попарних деформуючих приводів, що сторін з'єднані між собою упоперек напряму руху проходять вертикально. заготовки за допомогою розташованих на кінцях Відповідно до цього утворюється кожна обойзатяжок. Зусилля затяжки може бути зафіксоване. ма 8b роликів для вузьких сторін 19 заготовки, Для цього передбачено, що затяжки складаскладена з пар 8с поздовжніх обойм 8а роликів, ються з гідравлічних циліндро-поршневих вузлів, що проходять плоско-паралельно верхній стороні 7 78197 8 12 заготовки. Обойми 8b роликів для вузьких сто6 - перемичка фасонного профілю 6а - опукрін заготовки з'єднані за допомогою великої кільлість кості розташованих на відстані одна від одної по6b - поверхні стінки фасонного профілю перечних розпірок 20, що проходять 7 - полиця перпендикулярно напрямку 13 руху заготовки. Па7а - зовнішня поверхня полиці ри 8с плоско-паралельних обойм 8b роликів для 8 - роликова рама вузьких сторін заготовки з обох її сторін 1a, 1b 8а - поздовжня обойма роликів з'єднані між собою упоперек напрямку 13 руху за8b - обойма роликів для вузької сторони готовки за допомогою розташованих на кінцях 22 8с - пари затяжок 23, причому на кінці 21 утворений поворо8d - з'єднувальні штанги тний підшипник 8е для вузла з пар 8с з попере8е - поворотний підшипник чними розпірками 20. Вузли виконані за рахунок 9 - ділянка м'якого обтиснення цього з можливістю розходження і сходження, 10 - група роликів полиць приблизно, у горизонтальній площині. Затяжки 23 11 - група роликів стінки складаються з гідравлічних циліндро-поршневих 12 - верхня сторона заготовки вузлів 23а, які регулюються. Затяжки 23 проходять 13 - напрям руху заготовки через обидві поздовжні обойми 8а роликів, які 14 - поперечні розпірки проходять паралельно напрямку 13 руху заготов15 - передня частина поздовжньої роликової ки, через отвори 23b. Циліндро-поршневі вузли рами 23а з'єднані за допомогою шарнірних головок 23с 16 - задня частина поздовжньої роликової разі з'єднувальними штангами 8d обойм 8b роликів ми вузьких сторін. 17 - опорний підшипник Вертикальні деформуючі приводи 18, які також 18 - вертикальні деформуючі приводи можуть складатися з гідравлічних циліндро18а - регульовані гідравлічні циліндропоршневих вузлів 18а, проходять своїми поршнепоршневі вузли вими штоками 18b через аналогічні шліцеподібні 18b - поршневий шток отвори 24 плоско-паралельних роликових рам 8b 19 - вузькі сторони заготовки вузьких сторін і шарнірно закріплені у фундамент20 - поперечні розпірки ній рамі 25. 21 - кінець плоско-паралельних поздовжніх Перелік посилальних позицій: роликових рам 1 - заготовка 22 - кінець плоско-паралельних поздовжніх 1 а - (ліва) сторона заготовки роликових рам 1b - (права) сторона заготовки 23 - затяжка 2 - роликотримачі 23а-регульовані гідравлічні циліндро-поршневі 3а - опорно-деформуючі ролики для перемичвузли ки 23b - отвори 3b - опорно-деформуючі ролики для полиць 23с - шарнірні головки 4 - проводка 24 - шліцеподібні отвори 5 - зона твердіння 25 - фундаментна рама Комп’ютерна в ерстка Л. Купенко Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for casting with subsequent rolling for obtaining metal shaped profiles with flanges and preliminary section
Автори англійськоюFest Thomas
Назва патенту російськоюСпособ непрерывного литья с последующей прокаткой для получения металлических фасонных профилей с полками и перемычкой и установка для его осуществления
Автори російськоюФест Томас
МПК / Мітки
МПК: B22D 11/04, B22D 11/12, B22D 11/128, B22D 11/00
Мітки: одержання, безперервного, подальшою, металевих, перемичкою, лиття, установка, фасонних, спосіб, прокаткою, профілів, полицями, здійснення
Код посилання
<a href="https://ua.patents.su/4-78197-sposib-bezperervnogo-littya-z-podalshoyu-prokatkoyu-dlya-oderzhannya-metalevikh-fasonnikh-profiliv-z-policyami-i-peremichkoyu-i-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою і установка для його здійснення</a>
Спосіб безперервного лиття тонких металевих виробів та пристрій для його здійснення
Номер патенту: 27956
Опубліковано: 16.10.2000
Автори: Вендевіль Люк, Делассус П'єр, БАРБЕ Жак
МПК: B22D 11/06
Мітки: лиття, виробів, спосіб, металевих, пристрій, тонких, здійснення, безперервного
Текст:
...изобретением и применения этого устройства, данного в качестве примера В описании даются ссылки на рисунки, среди которых фиг 1, на которой представлен частичный схематический вид в разрезе литейной установки в соответствии с предлагаемым изобретением, фиг 2, на которой схематически представлен фронтальный вид стенки перекрытия литейного пространства установки в соответствии с предлагаемым изобретением и ее опоры На схеме,...
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Пеллісетті Стефано, Шертлер Армін, Хохенбіхлер Геральд
МПК: B22D 11/128, B22D 11/20, B22D 11/06
Мітки: смуги, безперервного, спосіб, даної, установки, роботи, тонкої, установка, лиття
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Зеленський Віктор Михайлович, Блескун Валерій Пилипович, Мельникова Вікторія Валер'янівна, Гольдін Валерій Зінов'євич, Іванченко Олександр Денисович
МПК: B22D 11/00
Мітки: спосіб, порожнистої, заготівки, здійснення, безперервного, лиття, біметалевої, пристрій
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Спосіб безперервного одержання хлорсульфонілізоціанату та установка для його здійснення
Номер патенту: 19357
Опубліковано: 25.12.1997
Автори: Нагурна Ніна Анатоліївна, Чічьоткін Вячеслав Івановіч, Сєргєєв Сєргєй Анатольєвіч, Бєрєзіна Валєнтіна Фьодоровна, Москалевська Людмила Станіславівна, Яременко Василь Васильович, Бабін Микола Олексійович, Артюхов Володимир Григорович, Калита Катерина Василівна, Дроговоз Григорій Кузьмич
МПК: B01J 19/00, C07C 303/00, B01D 3/14, C07C 311/65
Мітки: установка, одержання, безперервного, хлорсульфонілізоціанату, спосіб, здійснення
Формула / Реферат:
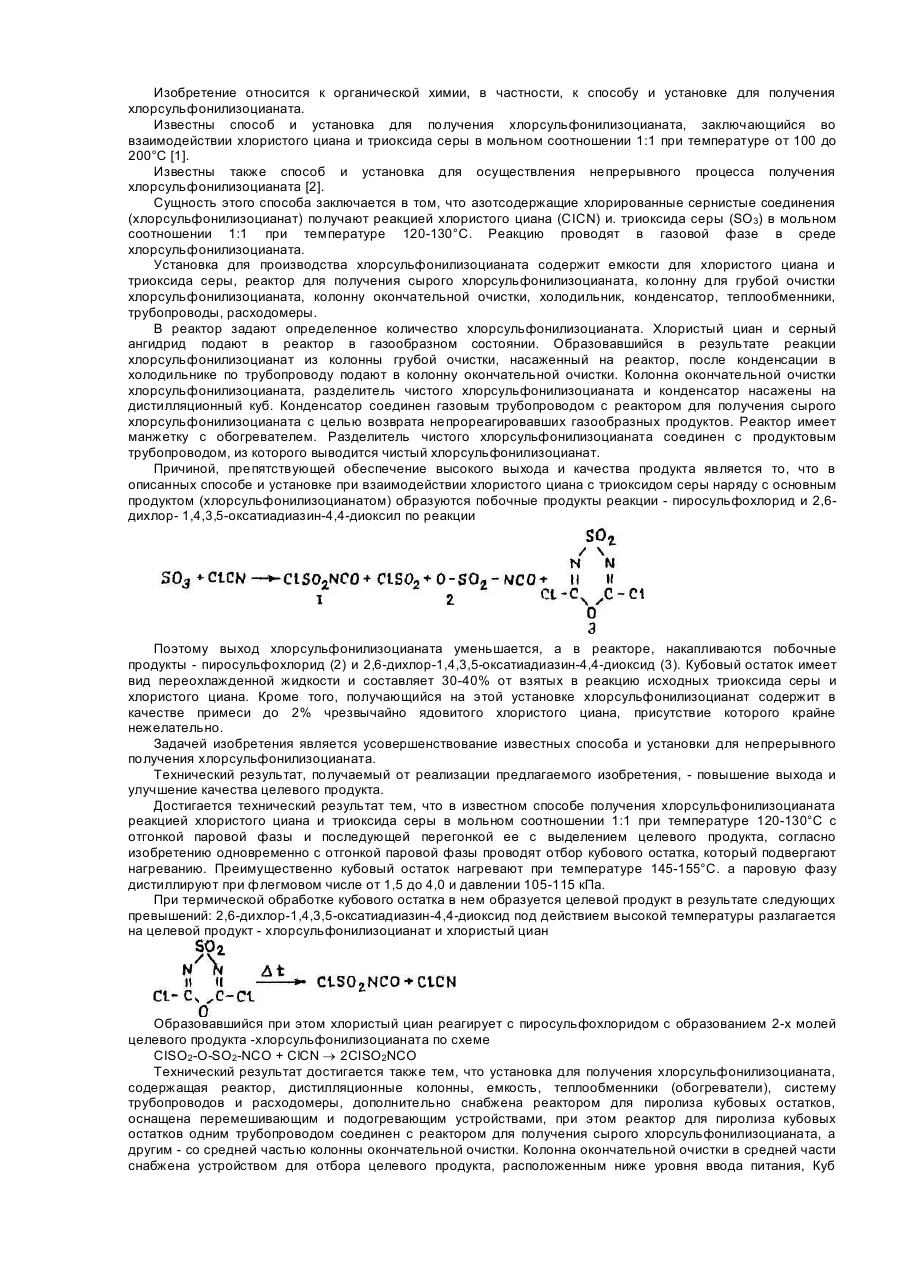
1. Способ непрерывного получения хлорсульфонилизоцианата взаимодействием хлористого циана и триоксида серы в мольном соотношении 1:1 при температуре 120-130°С с отгонкой паровой фазы, которую подвергают перегонке с выделением целевого продукта и получением кубового остатка, отличающийся тем, что одновременно с отгонкой паровой фазы проводят отбор кубового остатка, который подвергают нагреванию при температуре 145-155°С с получением...
Установка для безперервного лиття тонких металевих виробів
Номер патенту: 26353
Опубліковано: 30.08.1999
Автори: Делассус П'єр, БАРБЕ Жак, Вендевіль Люк
МПК: B22D 11/06
Мітки: тонких, установка, безперервного, лиття, металевих, виробів
Формула / Реферат:
1. Установка для непрерывного литья тонких металлических изделий, содержащая два валка, установленных с возможностью вращения в противоположные стороны и принудительно охлаждаемых изнутри, две боковые стенки перекрытия литейного пространства и средства удержания и прижатия с некоторым усилием боковых стенок перекрытия к торцам валков, отличающаяся тем, что средства удержания содержат толкающую плиту, установленную с возможностью перемещения в...
Попередній патент: Спосіб виготовлення теплошумоізоляційної плити “біотерм”
Наступний патент: Спосіб лікування хронічного обструктивного бронхіту
Випадковий патент: Пристрій для одержання розчину нітрату амонію та спосіб одержання розчину нітрату амонію