Спосіб електронно-променевого лиття плоских злитків сплавів
Номер патенту: 78409
Опубліковано: 15.03.2007
Автори: Чернявський Вадим Борисович, Тур Олександр Олексійович, Зубенко Анатолій Іванович, Лапшук Тамара Володимирівна
Формула / Реферат
1. Спосіб електронно-променевого лиття плоских злитків сплавів, який включає порційну подачу вихідного рідкого сплаву з тигля вакуумної індукційної печі в плоску форму з періодичним нагрівом електронним променем та охолодженням поверхні розплаву між подачами його окремих порцій, який відрізняється тим, що розплав подають у плоску форму зі швидкістю, що дорівнює швидкості переміщення фронту кристалізації сплаву, і при цьому підтримують його температуру перед фронтом кристалізації на рівні, що не більше ніж на 6 % перевищує температуру ліквідусу сплаву.
2. Спосіб за п.1, який відрізняється тим, що у міру твердіння розплаву його фронтальну поверхню обігрівають електронним променем, спрямованим під гострим кутом до дзеркала розплаву з боку його зливання.
3. Спосіб за п.1, який відрізняється тим, що вихідний рідкий сплав виплавляють у гарнісажному тиглі з системою електромагнітного перемішування та обігрівом електромагнітним променем поверхні розплаву.
Текст
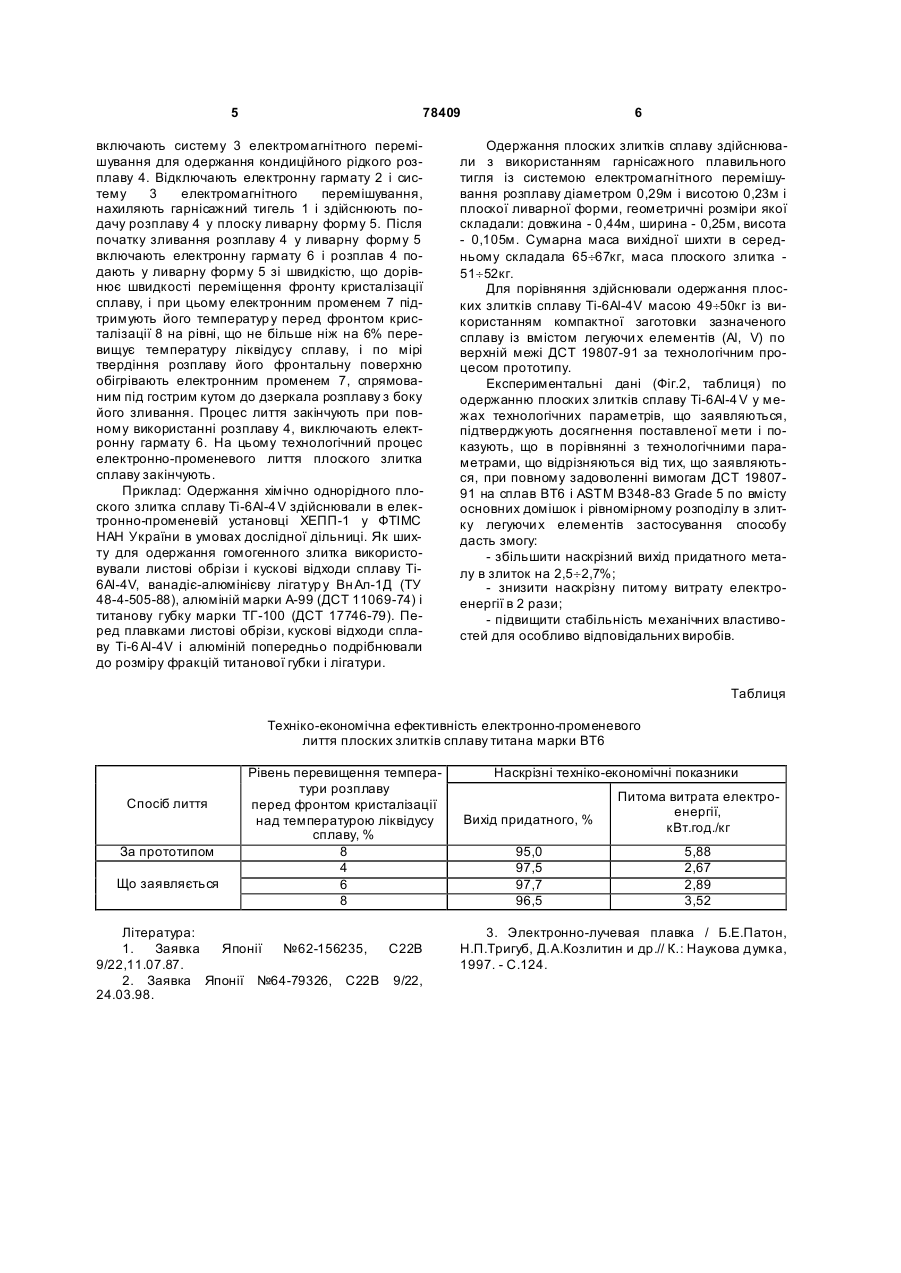
1. Спосіб електронно-променевого лиття плоских злитків сплавів, який включає порційну пода C2 2 (19) 1 3 78409 розплавленні твердих шматочків, що попадають у розплав. Відомий також спосіб плавки електронним променем для виробництва сплавів реакційних металів, що включає попереднє плавлення основи сплаву, наприклад, губчастого титана або цирконію, із заданою постійною швидкістю у плоску виливницю з наступною присадкою і плавленням летких легуючих елементів, наприклад, алюмінію, хрому й олова [2]. Недоліками способу, як і у попередньому випадку, є хімічна макро- і мікронеоднорідність по довжині і перерізу злитка, низький вихід придатного, висока наскрізна питома витрата електроенергії і низька продуктивність через нестабільність процесу плавки і розбризкування рідкого металу при протіканні процесів дегазації, розчинення в рідкій основі сплаву легуючи х елементів і рафінування у виливниці, що супроводжуються нерівномірним, часто вибуховим, характером газовиділення з металів, що розплавляються, при попаданні холодних шматків матеріалу, що переплавляється. Найближчим за технічною сутністю і результатом, що досягається, до рішення, що заявляється, є спосіб одержання плоских злитків методом електронно-променевої плавки [3]. Спосіб містить у собі порційну подачу вихідного рідкого металу з тигля вакуумної індукційної печі в плоску форму з періодичним нагрівом електронним променем і охолодженням поверхні розплаву між подаванням окремих порцій. Основні недоліки цього способу при його реалізації ті ж, що і для [1] і [2], а саме: хімічна неоднорідність по довжині і перерізу злитка за рахунок порційного нарощування плоского злитка, розвиток усадково-лікваційних процесів при реалізації цього способу, низький вихід придатного металу при переплаві компактної заготовки і висока питома витрата електроенергії. Метою рішення, що заявляється, є одержання плоских злитків сплавів з хімічною макро- і мікрооднорідністю, зниження при цьому енерговитрат, підвищення виходу придатного і вдосконалення всього технологічного процесу. Поставлена мета досягається тим, що у відомому способі електронно-променевого лиття плоских злитків сплавів, що включає в себе порційну подачу ви хідного рідкого металу з тигля індукційної печі в плоску форму з періодичним нагрівом електронним променем та охолодженням поверхні розплаву між подачами окремих порцій, згідно з винаходом розплав подають в плоску форму зі швидкістю, що дорівнює швидкості переміщення фронту кристалізації сплаву, і при цьому підтримують його температур у перед фронтом кристалізації на рівні, що не більше ніж на 6% перевищує температуру ліквідусу сплаву, і по мірі твердіння розплаву його фронтальну поверхню обігрівають електронним променем, спрямованим під гострим кутом до дзеркала розплаву з боку його зливання. При цьому вихідний рідкий метал виплавляють у гарнісажному тиглі з системою електромагнітного перемішування з обігрівом електронним променем поверхні розплаву. 4 Зазначена сукупність ознак пропонованого способу забезпечує оптимальне співвідношення швидкості переміщення фронту кристалізації сплаву і температури перегріву розплаву над температурою ліквідусу сплаву перед фронтом кристалізації й оптимальний обігрів фронтальної поверхні розплаву по мірі його твердіння електронним променем, спрямованим під гострим кутом до дзеркала розплаву з боку його зливання, а плавка вихідного рідкого металу у гарнісажному тиглі з системою електромагнітного перемішування та обігрівом електронним променем поверхні розплаву забезпечує гомогенізацію розплаву, стабільність технологічного процесу, високий вихід придатного металу і низьку питому витрату електроенергії. Лінійна (або масова) швидкість подачі розплаву у плоску ливарну форму повинна дорівнювати швидкості переміщення фронту кристалізації сплаву. У протилежному випадку будуть розвиватися усадково-лікваційні процеси, що призведе до неоднорідності злитка за хімічним складом. Підтримання швидкості подачі розплаву в ливарну форму, що дорівнює швидкості переміщення фронту кристалізації сплаву забезпечують шляхом нагрівання фронтальної поверхні рідкого металу, що надходить у ливарну форму, електронним променем, спрямованим під гострим кутом до дзеркала розплаву з боку його зливання до температури, що не більше ніж на 6% перевищує температуру ліквідусу сплаву. Технологічний режим електронно-променевого лиття плоских злитків сплавів з одержанням вихідного рідкого металу у гарнісажному тиглі з системою електромагнітного перемішування та обігрівом електронним променем поверхні розплаву обраний на основі експериментальних досліджень отриманих злитків. Межа нагрівання розплаву перед фронтом кристалізації до температури, що не більше ніж на 6% перевищує температур у ліквідусу сплаву, обмежує найбільш оптимальні умови перегріву розплаву під час його надходження в ливарну форму і його твердіння й обумовлена економічною доцільністю процесу лиття, тому що перевищення цієї межі веде до невиправданого збільшення витрати електроенергії і втрат металу випаровуванням. Таким чином, сукупність технологічних параметрів і техніки лиття забезпечує одержання однорідних за хімічним складом плоских злитків сплавів з високими техніко-економічними показниками технологічного процесу (вихід придатного металу, питома витрата електроенергії). Сутність винаходу пояснюється кресленням, де на Фіг.1 показана схема реалізації способу, а на Фіг.2 - розподіл легуючи х елементів по перерізу плоского злитка сплаву. Процес електронно-променевого лиття плоского злитка сплаву здійснюють у такий спосіб. Основу ши хти сплаву у виді губчастого матеріалу, листових обрізів або кусків завантажують у гарнісажний плавильний тигель 1. Включають електронну гармату 2 і розплавляють основу сплаву. Потім у розплав основи сплаву вводять у необхідних кількостях лігатури і легуючі компоненти, 5 78409 включають систему 3 електромагнітного перемішування для одержання кондиційного рідкого розплаву 4. Відключають електронну гармату 2 і систему 3 електромагнітного перемішування, нахиляють гарнісажний тигель 1 і здійснюють подачу розплаву 4 у плоску ливарну форму 5. Після початку зливання розплаву 4 у ливарну форму 5 включають електронну гармату 6 і розплав 4 подають у ливарну форму 5 зі швидкістю, що дорівнює швидкості переміщення фронту кристалізації сплаву, і при цьому електронним променем 7 підтримують його температур у перед фронтом кристалізації 8 на рівні, що не більше ніж на 6% перевищує температуру ліквідусу сплаву, і по мірі твердіння розплаву його фронтальну поверхню обігрівають електронним променем 7, спрямованим під гострим кутом до дзеркала розплаву з боку його зливання. Процес лиття закінчують при повному використанні розплаву 4, виключають електронну гармату 6. На цьому технологічний процес електронно-променевого лиття плоского злитка сплаву закінчують. Приклад: Одержання хімічно однорідного плоского злитка сплаву Ті-6Аl-4 V здійснювали в електронно-променевій установці ХЕПП-1 у ФТІМС НАН України в умовах дослідної дільниці. Як шихту для одержання гомогенного злитка використовували листові обрізи і кускові відходи сплаву Ti6Al-4V, ванадіє-алюмінієву лігатур у Вн Ал-1Д (ТУ 48-4-505-88), алюміній марки А-99 (ДСТ 11069-74) і титанову губку марки ТГ-100 (ДСТ 17746-79). Перед плавками листові обрізи, кускові відходи сплаву Ti-6 Al-4V і алюміній попередньо подрібнювали до розміру фракцій титанової губки і лігатури. 6 Одержання плоских злитків сплаву здійснювали з використанням гарнісажного плавильного тигля із системою електромагнітного перемішування розплаву діаметром 0,29м і висотою 0,23м і плоскої ливарної форми, геометричні розміри якої складали: довжина - 0,44м, ширина - 0,25м, висота - 0,105м. Сумарна маса вихідної шихти в середньому складала 65¸67кг, маса плоского злитка 51¸52кг. Для порівняння здійснювали одержання плоских злитків сплаву Тi-6Аl-4V масою 49¸50кг із використанням компактної заготовки зазначеного сплаву із вмістом легуючи х елементів (Аl, V) по верхній межі ДСТ 19807-91 за технологічним процесом прототипу. Експериментальні дані (Фіг.2, таблиця) по одержанню плоских злитків сплаву Ti-6Al-4 V у межах технологічних параметрів, що заявляються, підтверджують досягнення поставленої мети і показують, що в порівнянні з технологічними параметрами, що відрізняються від тих, що заявляються, при повному задоволенні вимогам ДСТ 1980791 на сплав ВТ6 і ASTM B348-83 Grade 5 по вмісту основних домішок і рівномірному розподілу в злитку легуючи х елементів застосування способу дасть змогу: - збільшити наскрізний вихід придатного металу в злиток на 2,5¸2,7%; - знизити наскрізну питому витрату електроенергії в 2 рази; - підвищити стабільність механічних властивостей для особливо відповідальних виробів. Таблиця Техніко-економічна ефективність електронно-променевого лиття плоских злитків сплаву титана марки ВТ6 Спосіб лиття За прототипом Що заявляється Рівень перевищення температури розплаву перед фронтом кристалізації над температурою ліквідусу сплаву, % 8 4 6 8 Література: 1. Заявка Японії №62-156235, С22В 9/22,11.07.87. 2. Заявка Японії №64-79326, С22В 9/22, 24.03.98. Наскрізні техніко-економічні показники Вихід придатного, % 95,0 97,5 97,7 96,5 Питома витрата електроенергії, кВт.год./кг 5,88 2,67 2,89 3,52 3. Электронно-лучевая плавка / Б.Е.Патон, Н.П.Тригуб, Д.А.Козлитин и др.// К.: Наукова думка, 1997. - С.124. 7 Комп’ютерна в ерстка М. Ломалова 78409 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electron beam moulding of plane ingots of alloys
Автори англійськоюTur Oleksandr Oleksiiovych, Cherniavskyi Vadym Borysovych, Lapshuk Tamara Volodymyrivna, Zubenko Anatolii Ivanovych
Назва патенту російськоюСпособ электронно-лучевого литья плоских слитков сплавов
Автори російськоюТур Александр Алексеевич, Чернявский Вадим Борисович, Лапшук Тамара Владимировна, Зубенко Анатолий Иванович
МПК / Мітки
МПК: C22B 9/22, C21C 5/56, B22D 7/00
Мітки: злитків, сплавів, плоских, електронно-променевого, лиття, спосіб
Код посилання
<a href="https://ua.patents.su/4-78409-sposib-elektronno-promenevogo-littya-ploskikh-zlitkiv-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електронно-променевого лиття плоских злитків сплавів</a>
Спосіб отримання великогабаритних плоских злитків методом електронно-променевої плавки
Номер патенту: 55475
Опубліковано: 15.04.2003
Автори: Калинюк Олексій Миколайович, Жук Геннадій Віліорович, Пікулін Олександр Миколайович, ТРИГУБ Микола Петрович
МПК: B23K 15/00, C22B 9/22
Мітки: методом, плоских, отримання, великогабаритних, злитків, спосіб, плавки, електронно-променевої
Формула / Реферат:
Спосіб отримання великогабаритних плоских злитків методом електронно-променевої плавки, що включає плавлення заготовки електронним променем в проміжну ємність, накопичення розплаву в проміжній ємності і злив розплаву на піддон в кристалізатор, який обігрівають електронним променем, який відрізняється тим, що в зазор між суміжними торцями злитків, що попередньо горизонтально встановлені в кристалізаторі, подають розплав металу необхідного...
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків
Номер патенту: 46061
Опубліковано: 15.05.2002
Автори: Калинюк Олексій Миколайович, ТРИГУБ Микола Петрович, ДЕРЕЧА Олександр Якович, Жук Генадій Віліорович
Мітки: спосіб, поверхні, циліндричних, оплавлення, злитків, електронно-променевого
Формула / Реферат:
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків, що включає нагрівання електронними променями поверхні злитка, формування ванни рідкого металу уздовж його твірної і обертання злитка навколо його горизонтальної осі, який відрізняється тим, що наводять ванну рідкого металу під кутом до вертикальної площини, що проходить через вісь злитка, і підтримують її під цим кутом на довжині дуги по поверхні злитка,...
Спосіб електронно-променевого лиття диспергуванням
Номер патенту: 56335
Опубліковано: 15.05.2003
Автори: Пап Петро Аркадійович, ТРИГУБ Микола Петрович, Жук Геннадій Віліорович
МПК: C22B 9/22, C23C 6/00, C23C 4/12
Мітки: диспергуванням, спосіб, електронно-променевого, лиття
Формула / Реферат:
Спосіб електронно-променевого лиття диспергуванням, що включає плавлення бокової поверхні циліндричної заготовки, що обертається, електронним променем в вакуумі, формування спрямованого потоку крапель розплаву, перенос та рівномірний розподіл на нагріту формоутворюючу поверхню і кристалізацію на ній в зливок, заготовку деталі або покриття, який відрізняється тим, що поверхню циліндричної заготовки нарощують, подаючи на неї розплав...
Спосіб отримання плоских гетерогенних злитків методом електронно-променевої переплавки
Номер патенту: 56282
Опубліковано: 15.05.2003
Автори: ТРИГУБ Микола Петрович, Ахонін Сергій Володимирович, Жук Генадій Віліорович, Канавченко Денис Віталійович
МПК: C22B 9/22, B22D 19/02
Мітки: методом, злитків, отримання, електронно-променевої, переплавки, плоских, спосіб, гетерогенних
Формула / Реферат:
Спосіб отримання плоских гетерогенних злитків методом електронно-променевої переплавки, що включає пошарову заливку металу в кристалізатор, подачу зміцнюючих частинок, наприклад боридів, карбідів, обігрів всієї поверхні, що кристалізується, електронними променями і наступну кристалізацію кожного із шарів, який відрізняється тим, що в кожний наступний шар, що формується після першого, присаджують частинки в кількості 5-40% об'єму шару металу з...
Спосіб отримання плоских злитків в електронно-променевих установках
Номер патенту: 71979
Опубліковано: 17.01.2005
Автори: Ахонін Сергій Володимирович, Жук Геннадій Віліорович, ТРИГУБ Микола Петрович
Мітки: отримання, плоских, злитків, установках, спосіб, електронно-променевих
Формула / Реферат:
Спосіб отримання плоских злитків в електронно-променевій установці, що включає порційну подачу рідкого металу в кристалізатор, переміщення рідкого металу в кристалізаторі, причому температуру поверхні попереднього залитого шару перед фронтом рідкого металу, що переміщується, підтримують нагріванням електронними променями до зняття поверхневого натягу, який відрізняється тим, що переміщення рідкого металу виконують встановленням кристалізатора...
Попередній патент: Спосіб одержання хімічно осадженого карбонату кальцію
Наступний патент: Мотовоз
Випадковий патент: Спосіб введення тваринам біологічно активних речовин