Спосіб одержання мастильних матеріалів
Формула / Реферат
Спосіб одержання мастильних матеріалів на основі нафтових олив, загущених готовим алюмінієвим милом, що включає введення до базової оливи алюмінієвого мила, розчинення його, набухання та зневоднення суміші, термообробку та охолодження, який відрізняється тим, що процес термообробки є поетапним з поступовим нагрівом до заданої температури та витримуванням на кожному етапі протягом 1-2 годин і охолодженням зі швидкістю 10-15 °С за хвилину, при цьому термообробка включає п'ять обов'язкових етапів: 1-й етап - з нагрівом до 90-140 °С, 2-й етап - з нагрівом до 140-160 °С, 3-й етап - з нагрівом до 160-180 °С, 4-й етап - з нагрівом до 180-200 °С, 5-й етап - з нагрівом до 200-210 °С.
Текст
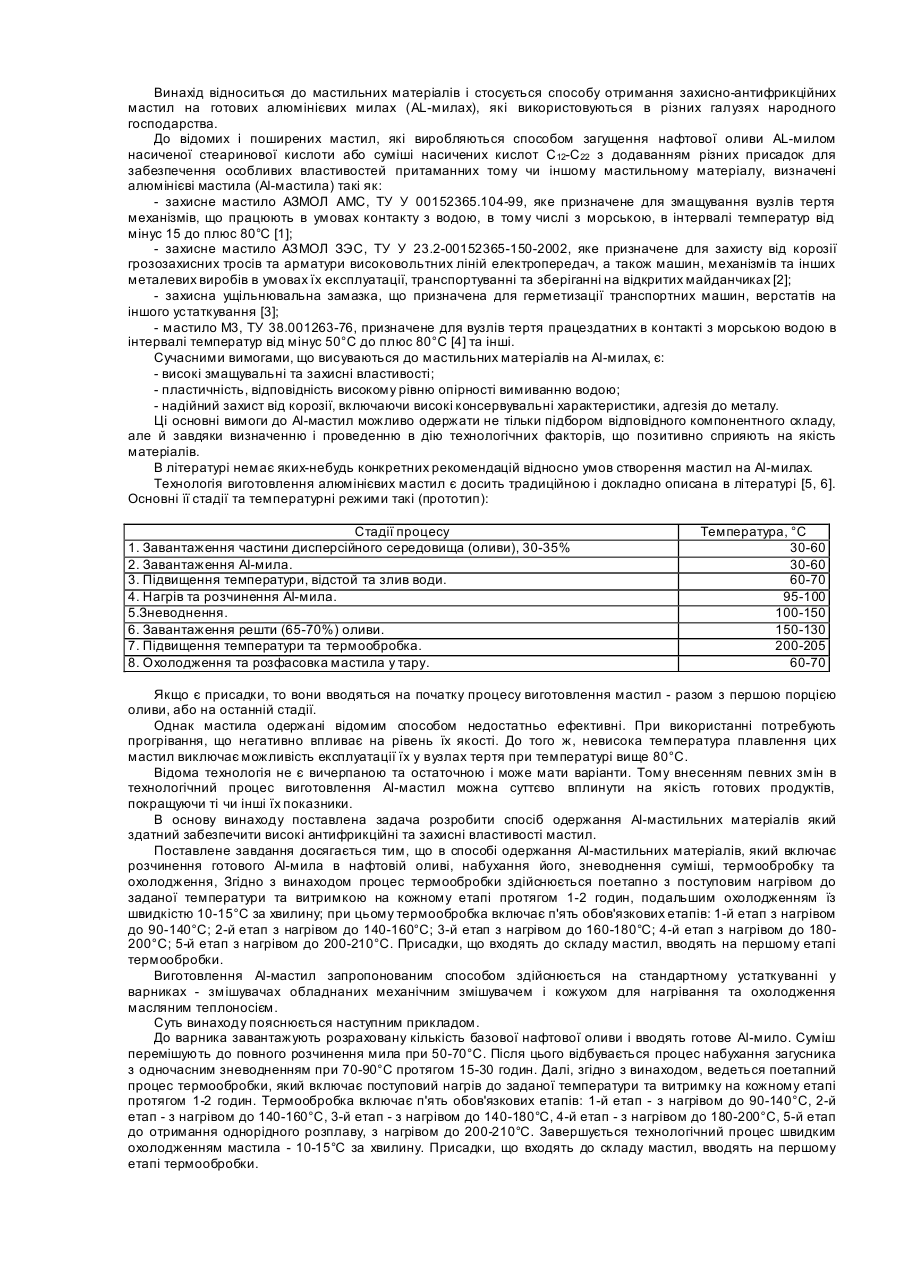
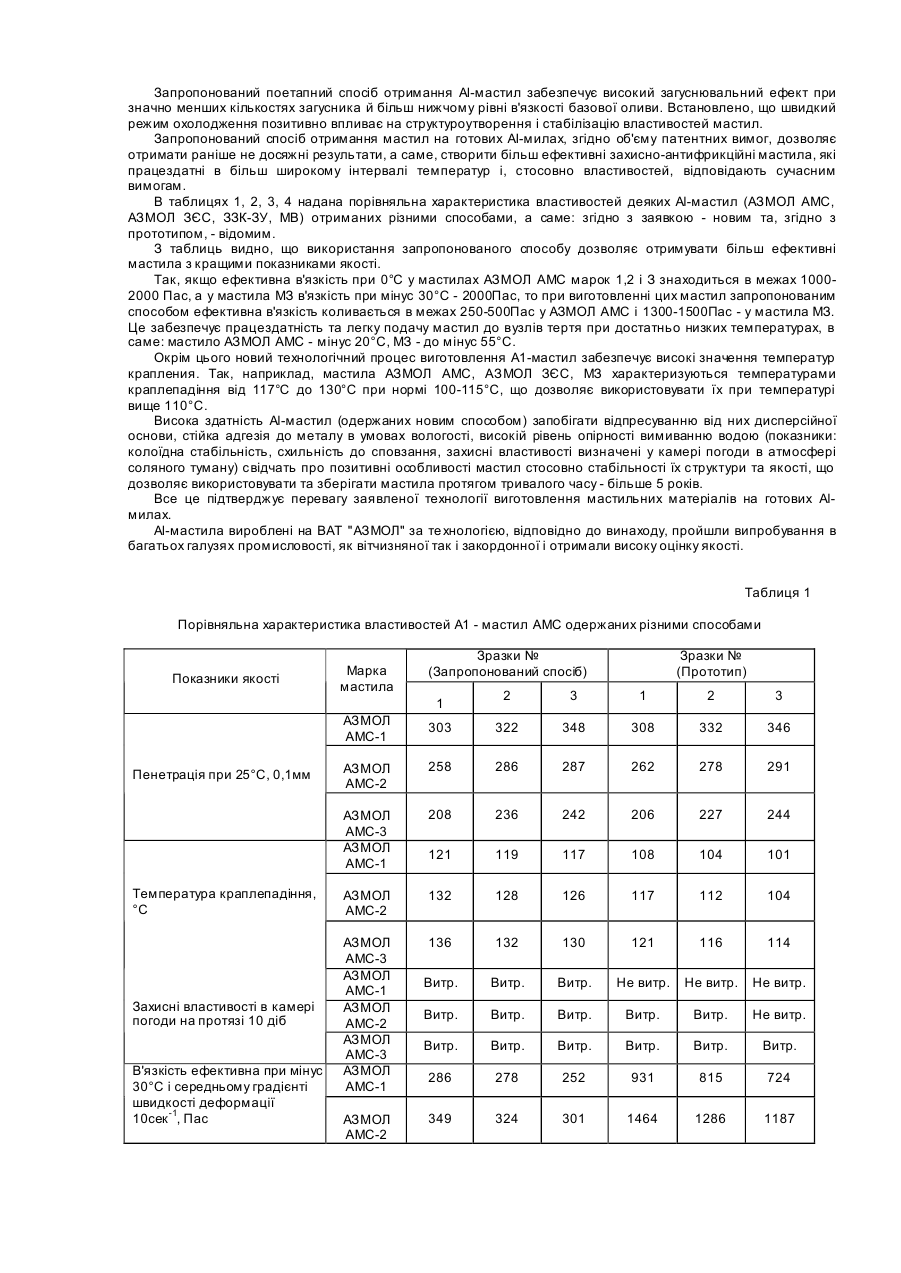
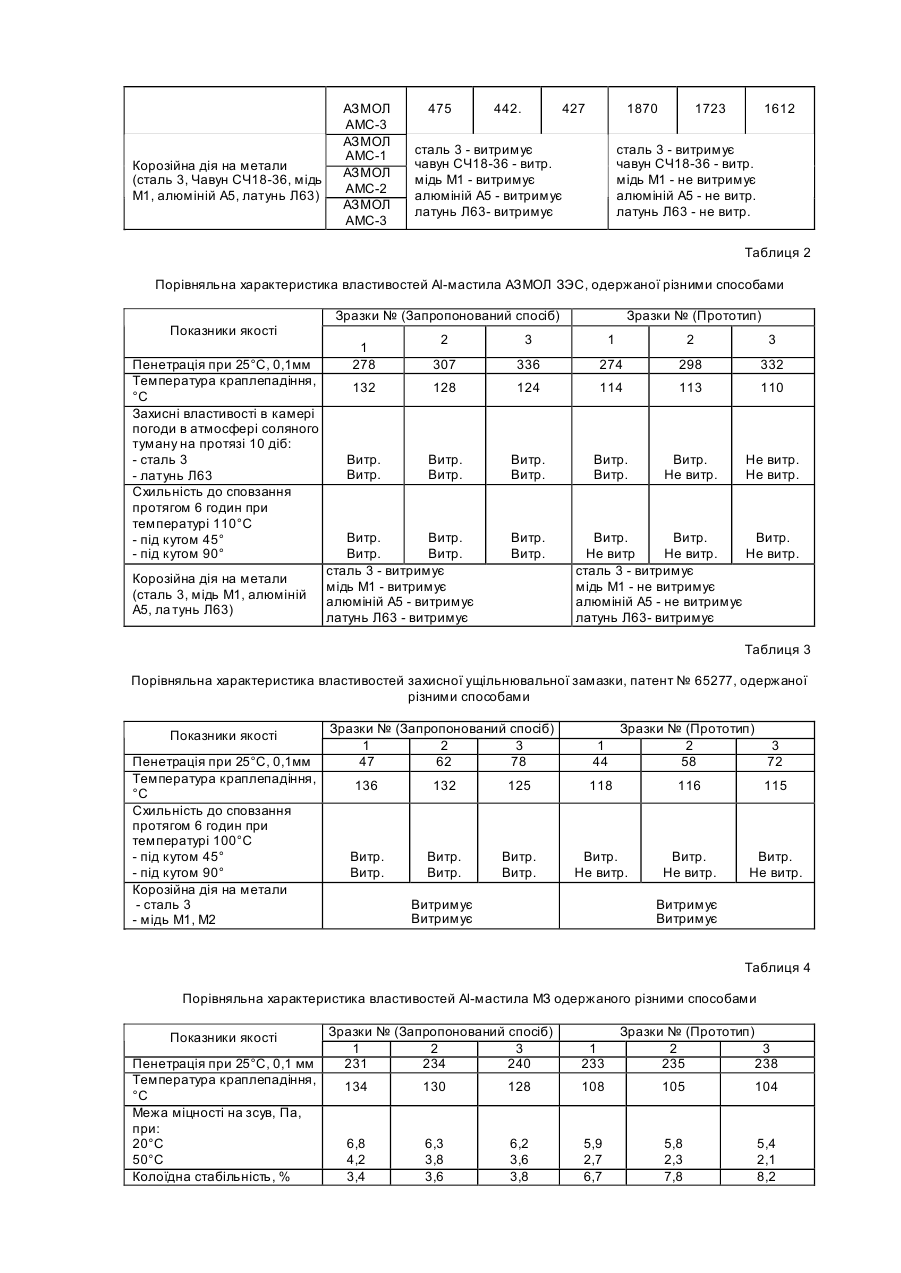
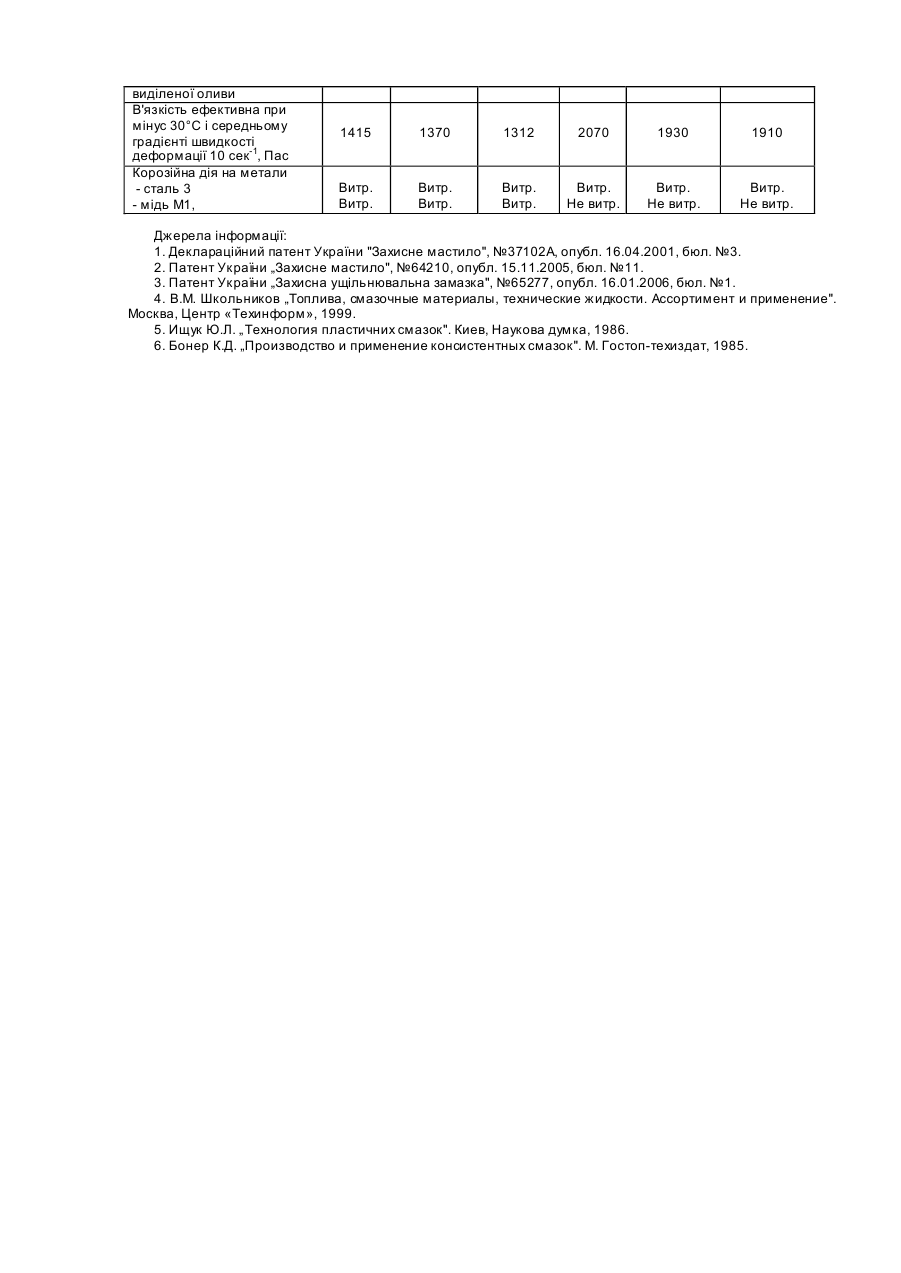
Винахід відноситься до мастильних матеріалів і стосується способу отримання захисно-антифрикційних мастил на готових алюмінієвих милах (AL-милах), які використовуються в різних галузях народного господарства. До відомих і поширених мастил, які виробляються способом загущення нафтової оливи AL-милом насиченої стеаринової кислоти або суміші насичених кислот С 12-С22 з додаванням різних присадок для забезпечення особливих властивостей притаманних тому чи іншому мастильному матеріалу, визначені алюмінієві мастила (Аl-мастила) такі як: - захисне мастило АЗМОЛ АМС, ТУ У 00152365.104-99, яке призначене для змащування вузлів тертя механізмів, що працюють в умовах контакту з водою, в тому числі з морською, в інтервалі температур від мінус 15 до плюс 80°С [1]; - захисне мастило АЗМОЛ ЗЭС, ТУ У 23.2-00152365-150-2002, яке призначене для захисту від корозії грозозахисних тросів та арматури високовольтних ліній електропередач, а також машин, механізмів та інших металевих виробів в умовах їх експлуатації, транспортуванні та зберіганні на відкритих майданчиках [2]; - захисна ущільнювальна замазка, що призначена для герметизації транспортних машин, верстатів на іншого устаткування [3]; - мастило М3, ТУ 38.001263-76, призначене для вузлів тертя працездатних в контакті з морською водою в інтервалі температур від мінус 50°С до плюс 80°С [4] та інші. Сучасними вимогами, що висуваються до мастильних матеріалів на Аl-милах, є: - високі змащувальні та захисні властивості; - пластичність, відповідність високому рівню опірності вимиванню водою; - надійний захист від корозії, включаючи високі консервувальні характеристики, адгезія до металу. Ці основні вимоги до Аl-мастил можливо одержати не тільки підбором відповідного компонентного складу, але й завдяки визначенню і проведенню в дію технологічних факторів, що позитивно сприяють на якість матеріалів. В літературі немає яких-небудь конкретних рекомендацій відносно умов створення мастил на Аl-милах. Технологія виготовлення алюмінієвих мастил є досить традиційною і докладно описана в літературі [5, 6]. Основні її стадії та температурні режими такі (прототип): Стадії процесу 1. Завантаження частини дисперсійного середовища (оливи), 30-35% 2. Завантаження АІ-мила. 3. Підвищення температури, відстой та злив води. 4. Нагрів та розчинення АІ-мила. 5.Зневоднення. 6. Завантаження решти (65-70%) оливи. 7. Підвищення температури та термообробка. 8. Охолодження та розфасовка мастила у тару. Температура, °С 30-60 30-60 60-70 95-100 100-150 150-130 200-205 60-70 Якщо є присадки, то вони вводяться на початку процесу виготовлення мастил - разом з першою порцією оливи, або на останній стадії. Однак мастила одержані відомим способом недостатньо ефективні. При використанні потребують прогрівання, що негативно впливає на рівень їх якості. До того ж, невисока температура плавлення цих мастил виключає можливість експлуатації їх у вузлах тертя при температурі вище 80°С. Відома технологія не є вичерпаною та остаточною і може мати варіанти. Тому внесенням певних змін в технологічний процес виготовлення Аl-мастил можна суттєво вплинути на якість готових продуктів, покращуючи ті чи інші їх показники. В основу винаходу поставлена задача розробити спосіб одержання Аl-мастильних матеріалів який здатний забезпечити високі антифрикційні та захисні властивості мастил. Поставлене завдання досягається тим, що в способі одержання Аl-мастильних матеріалів, який включає розчинення готового АІ-мила в нафтовій оливі, набухання його, зневоднення суміші, термообробку та охолодження, Згідно з винаходом процес термообробки здійснюється поетапно з поступовим нагрівом до заданої температури та витримкою на кожному етапі протягом 1-2 годин, подальшим охолодженням їз швидкістю 10-15°С за хвилину; при цьому термообробка включає п'ять обов'язкових етапів: 1-й етап з нагрівом до 90-140°С; 2-й етап з нагрівом до 140-160°С; 3-й етап з нагрівом до 160-180°С; 4-й етап з нагрівом до 180200°С; 5-й етап з нагрівом до 200-210°С. Присадки, що входять до складу мастил, вводять на першому етапі термообробки. Виготовлення Аl-мастил запропонованим способом здійснюється на стандартному устаткуванні у варниках - змішувачах обладнаних механічним змішувачем і кожухом для нагрівання та охолодження масляним теплоносієм. Суть винаходу пояснюється наступним прикладом. До варника завантажують розраховану кількість базової нафтової оливи і вводять готове Аl-мило. Суміш перемішують до повного розчинення мила при 50-70°С. Після цього відбувається процес набухання загусника з одночасним зневодненням при 70-90°С протягом 15-30 годин. Далі, згідно з винаходом, ведеться поетапний процес термообробки, який включає поступовий нагрів до заданої температури та витримку на кожному етапі протягом 1-2 годин. Термообробка включає п'ять обов'язкових етапів: 1-й етап - з нагрівом до 90-140°С, 2-й етап - з нагрівом до 140-160°С, 3-й етап - з нагрівом до 140-180°С, 4-й етап - з нагрівом до 180-200°С, 5-й етап до отримання однорідного розплаву, з нагрівом до 200-210°С. Завершується технологічний процес швидким охолодженням мастила - 10-15°С за хвилину. Присадки, що входять до складу мастил, вводять на першому етапі термообробки. Запропонований поетапний спосіб отримання Аl-мастил забезпечує високий загуснювальний ефект при значно менших кількостях загусника й більш нижчому рівні в'язкості базової оливи. Встановлено, що швидкий режим охолодження позитивно впливає на структуроутворення і стабілізацію властивостей мастил. Запропонований спосіб отримання мастил на готових АІ-милах, згідно об'єму патентних вимог, дозволяє отримати раніше не досяжні результати, а саме, створити більш ефективні захисно-антифрикційні мастила, які працездатні в більш широкому інтервалі температур і, стосовно властивостей, відповідають сучасним вимогам. В таблицях 1, 2, 3, 4 надана порівняльна характеристика властивостей деяких Аl-мастил (АЗМОЛ АМС, АЗМОЛ ЗЄС, ЗЗК-ЗУ, MB) отриманих різними способами, а саме: згідно з заявкою - новим та, згідно з прототипом, - відомим. З таблиць видно, що використання запропонованого способу дозволяє отримувати більш ефективні мастила з кращими показниками якості. Так, якщо ефективна в'язкість при 0°С у мастилах АЗМОЛ АМС марок 1,2 і З знаходиться в межах 10002000 Пас, а у мастила МЗ в'язкість при мінус 30°С - 2000Пас, то при виготовленні цих мастил запропонованим способом ефективна в'язкість коливається в межах 250-500Пас у АЗМОЛ АМС і 1300-1500Пас - у мастила МЗ. Це забезпечує працездатність та легку подачу мастил до вузлів тертя при достатньо низких температурах, в саме: мастило АЗМОЛ АМС - мінус 20°С, МЗ - до мінус 55°С. Окрім цього новий технологічний процес виготовлення А1-мастил забезпечує високі значення температур крапления. Так, наприклад, мастила АЗМОЛ АМС, АЗМОЛ ЗЄС, МЗ характеризуються температурами краплепадіння від 117°С до 130°С при нормі 100-115°С, що дозволяє використовувати їх при температурі вище 110°С. Висока здатність Аl-мастил (одержаних новим способом) запобігати відпресуванню від них дисперсійної основи, стійка адгезія до металу в умовах вологості, високій рівень опірності вимиванню водою (показники: колоїдна стабільність, схильність до сповзання, захисні властивості визначені у камері погоди в атмосфері соляного туману) свідчать про позитивні особливості мастил стосовно стабільності їх структури та якості, що дозволяє використовувати та зберігати мастила протягом тривалого часу - більше 5 років. Все це підтверджує перевагу заявленої технології виготовлення мастильних матеріалів на готових Аlмилах. Аl-мастила вироблені на ВАТ "АЗМОЛ" за те хнологією, відповідно до винаходу, пройшли випробування в багатьох галузях промисловості, як вітчизняної так і закордонної і отримали високу оцінку якості. Таблиця 1 Порівняльна характеристика властивостей А1 - мастил АМС одержаних різними способами Показники якості Марка мастила Зразки № (Запропонований спосіб) 1 Зразки № (Прототип) 2 3 1 2 3 АЗМОЛ АМС-1 303 322 348 308 332 346 АЗМОЛ АМС-2 258 286 287 262 278 291 АЗМОЛ АМС-3 АЗМОЛ АМС-1 208 236 242 206 227 244 121 119 117 108 104 101 Температура краплепадіння, °С АЗМОЛ АМС-2 132 128 126 117 112 104 136 132 130 121 116 114 Витр. Витр. Витр. Не витр. Не витр. Не витр. Захисні властивості в камері погоди на протязі 10 діб АЗМОЛ АМС-3 АЗМОЛ АМС-1 АЗМОЛ АМС-2 АЗМОЛ АМС-3 АЗМОЛ АМС-1 Витр. Витр. Витр. Витр. Витр. Не витр. Витр. Витр. Витр. Витр. Витр. Витр. 286 278 252 931 815 724 349 324 301 1464 1286 1187 Пенетрація при 25°С, 0,1мм В'язкість ефективна при мінус 30°С і середньому градієнті швидкості деформації 10сек -1, Пас АЗМОЛ АМС-2 Корозійна дія на метали (сталь 3, Чавун СЧ18-36, мідь М1, алюміній А5, латунь Л63) АЗМОЛ АМС-3 АЗМОЛ АМС-1 АЗМОЛ АМС-2 АЗМОЛ АМС-3 475 442. 427 1870 сталь 3 - витримує чавун СЧ18-36 - витр. мідь М1 - витримує алюміній А5 - витримує латунь Л63- витримує 1723 1612 сталь 3 - витримує чавун СЧ18-36 - витр. мідь М1 - не витримує алюміній А5 - не витр. латунь Л63 - не витр. Таблиця 2 Порівняльна характеристика властивостей Аl-мастила АЗМОЛ ЗЭС, одержаної різними способами Показники якості Пенетрація при 25°С, 0,1мм Температура краплепадіння, °С Захисні властивості в камері погоди в атмосфері соляного туману на протязі 10 діб: - сталь 3 - латунь Л63 Схильність до сповзанняпротягом 6 годин при температурі 110°С - під кутом 45° - під кутом 90° Корозійна дія на метали (сталь 3, мідь М1, алюміній А5, ла тунь Л63) Зразки № (Запропонований спосіб) Зразки № (Прототип) 1 278 2 3 1 2 3 307 336 274 298 332 132 128 124 114 113 110 Витр. Витр. Витр. Витр. Витр. Витр. Витр. Витр. Витр. Не витр. Не витр. Не витр. Витр. Витр. Витр. Витр. сталь 3 - витримує мідь М1 - витримує алюміній А5 - витримує латунь Л63 - витримує Витр. Витр. Витр. Витр. Витр. Не витр Не витр. Не витр. сталь 3 - витримує мідь М1 - не витримує алюміній А5 - не витримує латунь Л63- витримує Таблиця 3 Порівняльна характеристика властивостей захисної ущільнювальної замазки, патент № 65277, одержаної різними способами Показники якості Пенетрація при 25°С, 0,1мм Температура краплепадіння, °С Схильність до сповзання протягом 6 годин при температурі 100°С - під кутом 45° - під кутом 90° Корозійна дія на метали - сталь 3 - мідь M1, M2 Зразки № (Запропонований спосіб) 1 2 3 47 62 78 1 44 Зразки № (Прототип) 2 3 58 72 136 132 125 118 116 115 Витр. Витр. Витр. Витр. Витр. Витр. Витр. Не витр. Витр. Не витр. Витр. Не витр. Витримує Витримує Витримує Витримує Таблиця 4 Порівняльна характеристика властивостей Аl-мастила МЗ одержаного різними способами Показники якості Пенетрація при 25°С, 0,1 мм Температура краплепадіння, °С Межа міцності на зсув, Па, при: 20°С 50°С Колоїдна стабільність, % Зразки № (Запропонований спосіб) 1 2 3 231 234 240 1 233 Зразки № (Прототип) 2 3 235 238 134 130 128 108 105 104 6,8 4,2 3,4 6,3 3,8 3,6 6,2 3,6 3,8 5,9 2,7 6,7 5,8 2,3 7,8 5,4 2,1 8,2 виділеної оливи В'язкість ефективна при мінус 30°С і середньому градієнті швидкості деформації 10 сек-1, Пас Корозійна дія на метали - сталь 3 - мідь М1, 1415 1370 1312 2070 1930 1910 Витр. Витр. Витр. Витр. Витр. Витр. Витр. Не витр. Витр. Не витр. Витр. Не витр. Джерела інформації: 1. Деклараційний патент України "Захисне мастило", №37102А, опубл. 16.04.2001, бюл. №3. 2. Патент України „Захисне мастило", №64210, опубл. 15.11.2005, бюл. №11. 3. Патент України „Захисна ущільнювальна замазка", №65277, опубл. 16.01.2006, бюл. №1. 4. В.М. Школьников „Топлива, смазочные материалы, технические жидкости. Ассортимент и применение". Москва, Центр «Техинформ», 1999. 5. Ищук Ю.Л. „Технология пластичних смазок". Киев, Наукова думка, 1986. 6. Бонер К.Д. „Производство и применение консистентных смазок". М. Гостоп-техиздат, 1985.
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for preparation of lubricant materials
Автори англійськоюBykovska Olena Yukhymivna, Bereznytska Olena Andriivna, Tykhomyrov Oleksandr Hennadiiovych, Shaposhnyk Oleksandr Vasyliovych, Stakhurskyi Oleksandr Dmytrovych, Serhiiev Serhii Leonidovych, Makedonskyi Oleh Oleksandrovych
Назва патенту російськоюСпособ получения смазочных материалов
Автори російськоюБыковская Елена Ефимовна, Березницкая Елена Андреевна, Тихомиров Александр Геннадьевич, Тихомиров Александр Геннадиевич, Шапошник Александр Васильевич, Стахурский Александр Дмитриевич, Сергиев Сергей Леонидович, Македонский Олег Александрович
МПК / Мітки
МПК: C10M 177/00, C10N 70/00, C10N 10/06
Мітки: матеріалів, спосіб, мастильних, одержання
Код посилання
<a href="https://ua.patents.su/4-78668-sposib-oderzhannya-mastilnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання мастильних матеріалів</a>
Спосіб одержання рідкого та газоподібного вуглеводного палива з відходів гумо-мастильних матеріалів транспортних засобів
Номер патенту: 3380
Опубліковано: 15.11.2004
Автори: Могила Валентин Іванович, Попова Наталія Володимирівна, Малохатко Андрій Олександрович, Аптекарь Михайло Давидович, Горбунов Микола Іванович, Попов Сергій Валерійович
МПК: C10G 1/00
Мітки: одержання, транспортних, газоподібного, рідкого, відходів, гумо-мастильних, спосіб, вуглеводного, палива, матеріалів, засобів
Формула / Реферат:
Спосіб одержання рідкого та газоподібного вуглеводного палива з відходів гумо-мастильних матеріалів транспортних засобів шляхом завантаження матеріалів до піролізного апарата через живильник, перемішування і вивантаження кінцевого продукту із апарата, у котрому відходи гумових виробів розчиняють у рідкому низькосортному вуглеводному середовищі у пропорції 1:1 з перемішуванням, змішують одержаний продукт з відпрацьованим мастилом у...
Спосіб одержання протизношувальної присадки для мастильних матеріалів
Номер патенту: 52921
Опубліковано: 15.01.2003
Автори: Главаті Людвіг Олдржихович, Кравчук Галина Григорівна, Поп Григорій Степанович, Главаті Олдржих Людвикович
МПК: C10M 101/00, C10M 151/00
Мітки: одержання, протизношувальної, мастильних, присадки, матеріалів, спосіб
Формула / Реферат:
Спосіб одержання протизношувальної присадки для мастильних матеріалів шляхом взаємодії метилового ефіру олеїнової кислоти і сірки в присутності активуючих добавок, який відрізняється тим, що вводять до 28% сірки, як сировину застосовують ефіри рослинних олій, наприклад ріпакової чи соняшникової, а процес проводять при температурі 140-150°С в присутності 0,5-1,0% мас.активаторів, наприклад 2-меркаптобензтіазолу, поліетиленполіаміну або їх...
Спосіб одержання протизношувальної присадки для мастильних матеріалів
Номер патенту: 52941
Опубліковано: 15.01.2003
Автори: Главаті Людвіг Олдржихович, Главаті Олдржих Людвикович, Поп Григорій Степанович, Кравчук Галина Григорівна
МПК: C10M 101/00
Мітки: протизношувальної, мастильних, спосіб, матеріалів, одержання, присадки
Формула / Реферат:
Спосіб одержання протизношувальної присадки для мастильних матеріалів шляхом взаємодії метилового ефіру олеїнової кислоти і сірки в присутності активуючих добавок, який відрізняється тим, що як сировину використовують неперегнані ефіри рослинних олій, наприклад ріпакової чи соняшникової, а сульфідований продукт обробляють хімічними реагентами, наприклад бензотриазолом, поліетиленполіаміном, високолужним алкілсаліцилатом кальцію, в...
Спосіб одержання багатофункціональної присадки до мастильних матеріалів
Номер патенту: 27005
Опубліковано: 28.02.2000
Автори: Гордаш Юрій Тимофійович, Гречко Олександр Миколайович, Осмоловська Лариса Михайлівна, Суховерхов Віктор Дмитрович, Угрин Ярослава Антонівна, Ільницький Зіновій Михайлович, Гарун Ярослав Євстахійович, Сергеєв Георгій Іванович
МПК: C10M 159/22, C10M 141/00
Мітки: присадки, мастильних, одержання, багатофункціональної, матеріалів, спосіб
Формула / Реферат:
1. Способ получения многофункциональной присадки к смазочным материалам взаимодействием алкилфенола с гидроксидом кальция в углеводородном растворителе в присутствии этиленгликоля и воды с последующей обработкой образующегося алкилфенолята кальция диоксидом углерода и дальнейшим сульфидированием полученного продукта элементарной серой в присутствии гидроксида кальция и этиленгликоля, отличающийся тем, что процесс получения алкилфенолята...
Спосіб визначення експлуатаційних властивостей мастильних матеріалів
Номер патенту: 67395
Опубліковано: 15.06.2004
Автори: Пасека Юрій Богданович, Процик Сергій Мирославович
МПК: G01N 33/26
Мітки: матеріалів, властивостей, мастильних, експлуатаційних, визначення, спосіб
Формула / Реферат:
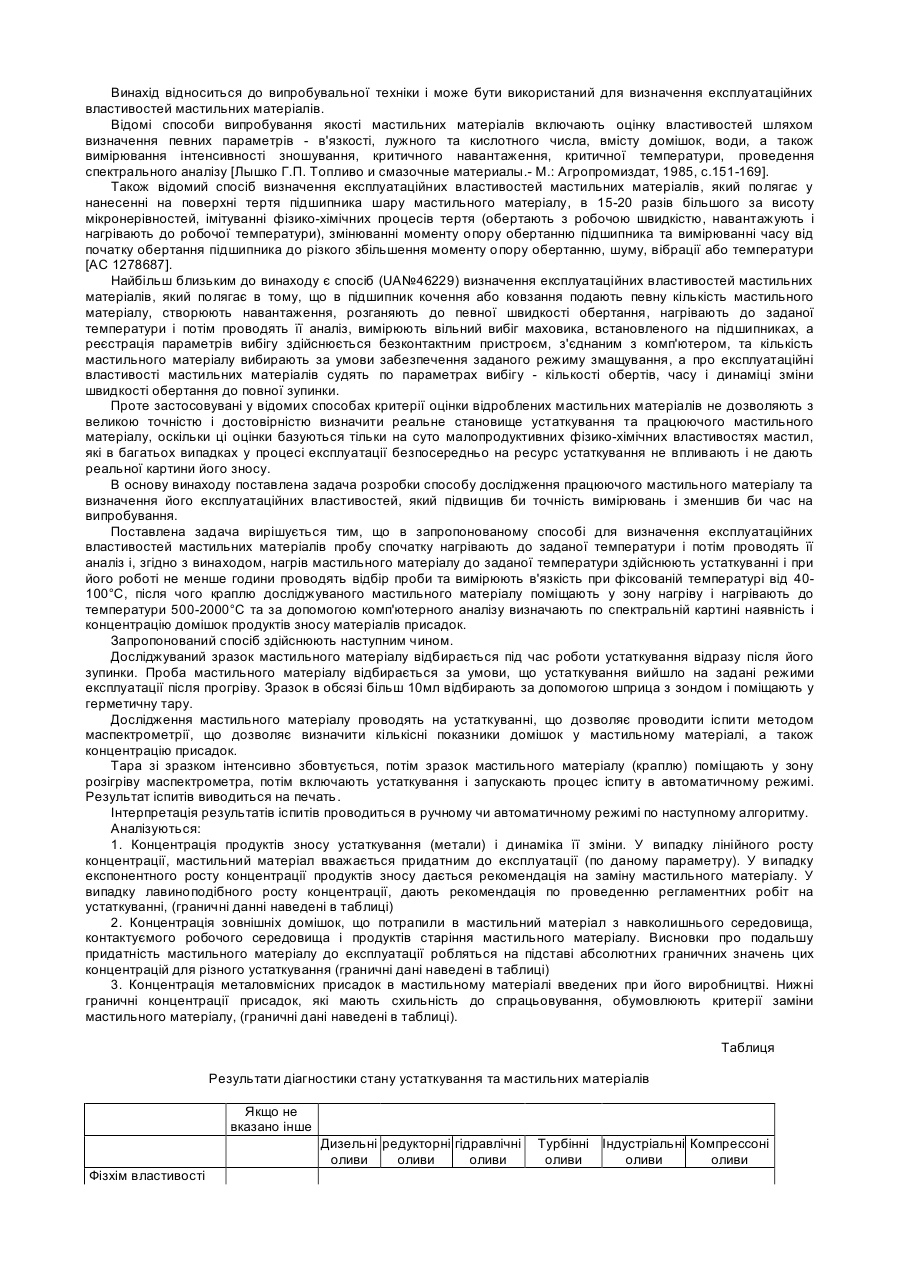
Спосіб визначення експлуатаційних властивостей мастильних матеріалів який включає нагрів проби до заданої температури з подальшим проведенням її аналізу, який відрізняється тим, що нагрів мастильного матеріалу до робочої температури здійснюють на працюючому не менше 1 години устаткуванні й після того проводять відбір проби та вимірюють в'язкість при фіксованій температурі від 40-100°С, після чого краплю досліджуваного мастильного матеріалу...
Попередній патент: Шпала ш-1-1-prs
Наступний патент: Газогенератор подвійного окислення
Випадковий патент: Привід махаючого крила