Спосіб прокатки заготівок з неперервнолитих сталей
Номер патенту: 7890
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Следнев Володимір Петрович, Левицький Анатолій Петрович
Формула / Реферат
Способ прокатки заготовок из непрерывнолитых сталей, включающий деформацию слябов в направлении большей оси симметрии ликвацион-ной зоны на гладкой бочке в несколько проходов на первом этапе, последующую деформацию в многоручьевом калибре с формированием впадин трапециевидной формы в средней части граней, контактирующих с валками, и сосредоточением ликвационной зоны в средней части заготовки на втором этапе, отличающийся тем, что, с целью увеличения выхода годного путем уменьшения ликвационной зоны, при деформации на первом этапе чередуют проходы с прокаткой на гладкой бочке и проходы с формированием впадин с шириной основания, равной ширине ликвационной зоны, глубиной 0,05-0,75 высоты раската до прохода и углом наклона боковой грани 15-55°, а прокатку на гладкой бочке осуществляют с относительным обжатием 20-30%.
Текст
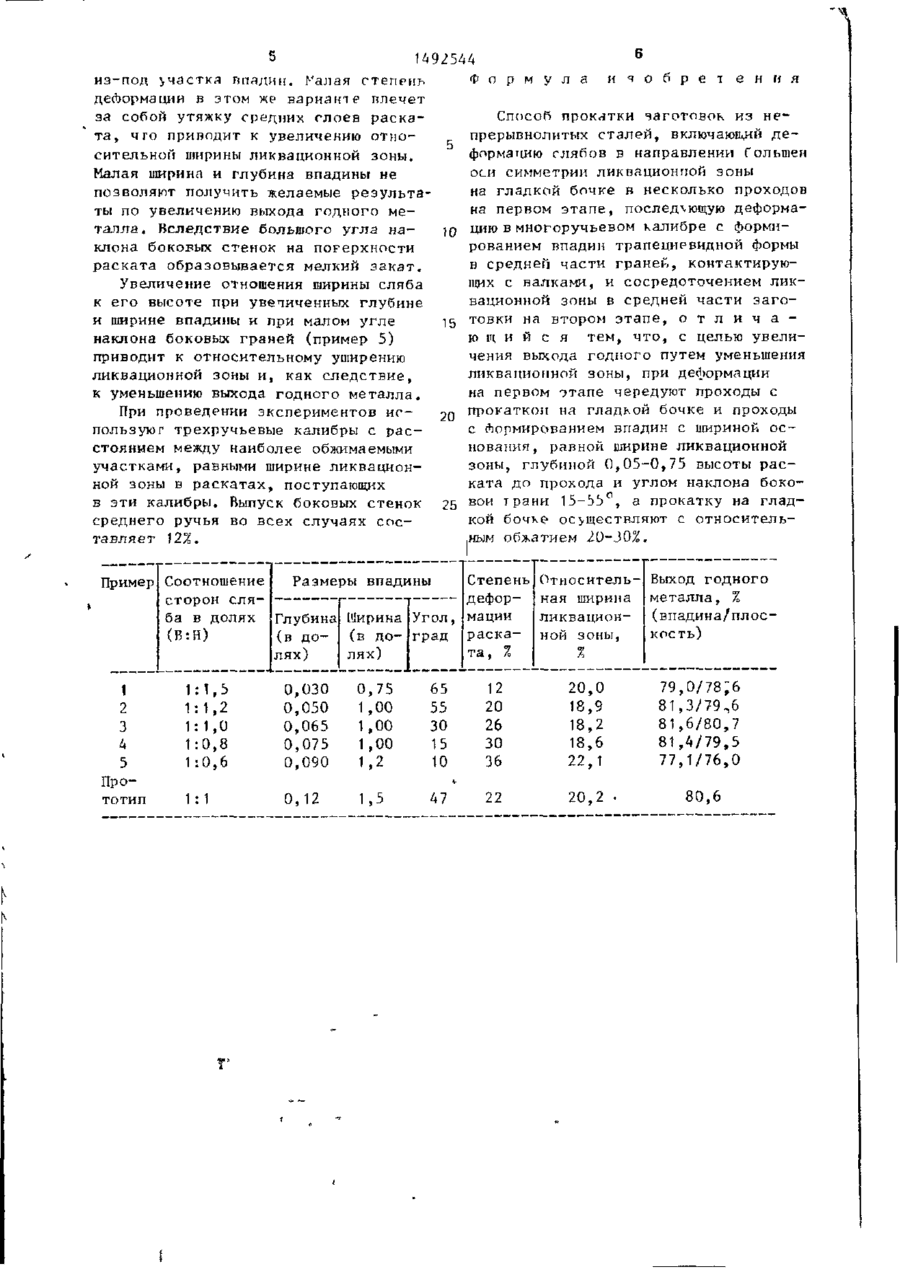
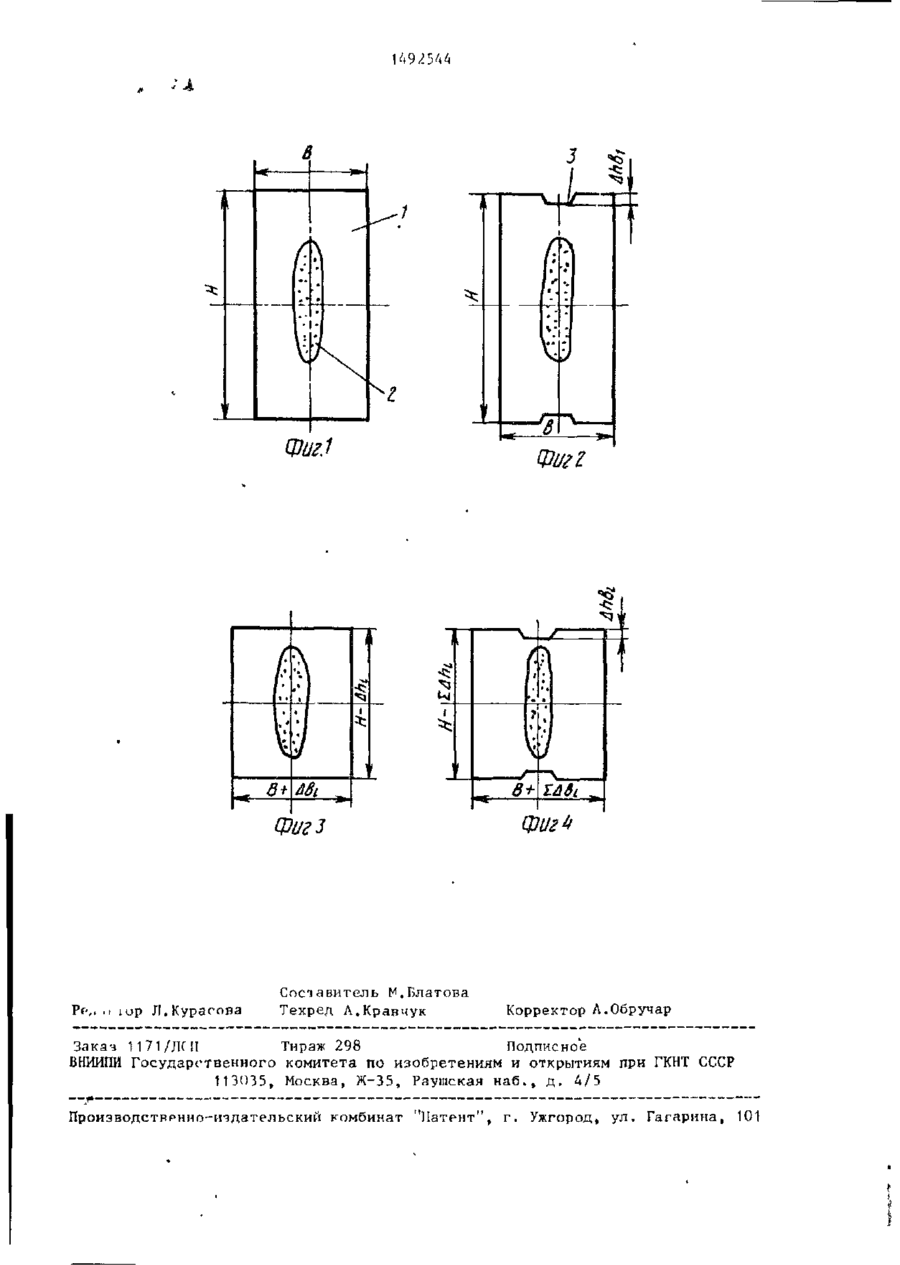
'ТЛЯ ГЛУЖ!ЫХЦп ПОЛЬЗОВАНИЯ 1KJ К ' * > -' Г ? союз СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (51) 4 А 2 1 И 1 / 0 2 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ ПРИ ГННТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ t (21) 4323878/31-02 (22) 02.11.87 (54) СПОСОБ ПРОКАТКИ ЗАГОТОВОК ИЗ НЕПРЕРЫВНОЛИТЫХ СТАЛЕЙ (57) Изобретение относится к прокатному производству, в частности к прокатке сортовых заготовок из непрерывнолитьгх сталей с ярко выраженной осевой ликвационной зоной. Целью изобретения является увеличение выхода годного металла. Это достигает ся тем, что нелрерыш'олитый сляб с соотношением сторон 1,5-2,2 деформируют с формированием впадин по большей оси симметрии ликвационной зоны до соотношения ширины и высоты раската 1;(0,8-1,2). Впадины формиру ют с шириной меньшего основания, равной ширине ликвационной зоны, и глубиной 0,05-0,075 высоты задаваемого раската с углом наклона образующей впадины к іоризонтали 15-55 , при этом формирование впадин "Єрєдуют с деформацией всего раската по большей оси симметрии ликвационной зоны с относительным обжатием ча проход, равным 20-30?. Процесс повторяют до получения размеров подката для передачи в многоручьевой калибр, предусматривая окончание процесса формированием впадины. 1 табл., 4 ил. Изобретение относится к прокатному производству, в частности к прокатке сортовых заготовок из непрерывнолитых сталей с ярко выраженной осевой ликвационной зоной. Цель изобретения - увеличение выхода годного металла, I На фиг.1-4 изображены этапы процесса прокатки, где даны следующие обозначения: 1 - исходный непрерывнолитой сляб; 2 - ликвационная зона; 3 - впадина; Н и В - исходная высота и ширина сляба соответственно; ЛпЬі глубина формируемой впадины, индекс і означает номер пропуска; ДпЬі = =(0,05 - О,О75)Ні; Ні - высота рас ката в данном пропуске; раската в і-ом пропуске; uhi=(0,20,3)Ні; ЛЬі - угпирение раската в і-м пропуске ;£ u.hi , £ дЬі - суммарное обжатие и уширение раската соответст- • венно. В первом проходе формируется впадина с шириной меньшего основания, равной ширине ликвационной зоны, глубиной 0,05-0,075 высоты задаваемого раската и углом наклона образующей впадины к горизонтали 15-55°. При этом относительная деформация по большей оси ликвационной зоны составляет 10-15% и не проникает до малой оси симметрии сляба и ликвационКЪй (71) Донецкий политехнический институт (72) Д,П.Кукуй/ В.П.Следнев, В.Ф.Губайдулин, А.П.Левицкий и А.А.Коринь (53) 621.771.22.04 (088.8) (Ь6) Авторское свидетельство СССР № 1374525, кл. В 21 В 1/02, 1986. • 25-89 1492544 •зоны. Вследствие -iToio уширрчиє центральных слоев ликвациоинои тоны отсутствує г. За счет стремления металла при неравномерной деформации перетекать из более обжимаемых слоев в менее обжимаемые годный метаіл при формировании в падин перетекает в сторону выступов. Во втором проходе происходит деформация сляба по высоте с относительным обжатием, равным 20-307. При этом зона осевой ликвации деформируется всего 10-157. В этом случае • а счет псе того же з стремления металла к перетеканию из более обжимаемых участков в менее обжимаемые происходит уширєниє всего раската при относительном сужении осевой ликнациопнои зоны за счет общей вытяжки раската, В третьем проходе опять происходит Формирование впадины на ілубину 0,05-0,075 высоты сляба, получаемой после второго прохода,затем процесс протекает аналогично , как и в первом проходе. При этом все большая часть годного мет алла , расположенного над и под ликвационнои зоной, перетекает в сторону выступов, В четиер гом проходе обжатие производят со степенью деформации по выступам 20-30%, а по впадине 1015%. Происходит дальнейшее общее уширепие всего раската, при этом относительная ширина ликвационнои зоны уменьшается. В результате после третьего , пят ого или последующих нечетных проходов получают подкат с соотношением сторон 1:(0,8-1,2), в котором сформирована впадина с вышеуказанными размерами, а ликвационная зона имеет относительную ширину меньше, а относительную высоту больше , чем в исходном непрерывном сляб( . по большей пі и симметрии ликвационнои зоны не должна прснышать 10-157. Уменьшение или увеличение глубины формирования впадин нежелательно, так как первое приводит к увеличению количества проходов, а вт орой к более глубокому проникновению деформации и уширению ликвационнои зоны. Уменьшение относительной деформации сляба 10 за проход приводит к уменьшению утяжки ликвационнои зоны и к снижению выхода годного металла, увеличение же влечет за собой проникновение деформаїщи по большей оси симметрии 15 ликвационнои зоны и нежелательное уширение ее. 20 25 30 3540 Ширина меньшего основания впадины принимается из условия деформации только участка ликвационнои зоны. Увеличение шири*ы основания влечет за собой уменьшение сечения максимально обжимаемых участков при деформации гляоа на 20-30% и, как следствие , уменьшение относительного сужения ликвационнои зоны. Уменьшение ширины основания ведет к деформации ликвационнои зоны со степенью 2030% и к нежелательному уширению ее. Ут ол наклона образующей впадины к горизонтали 15-55 должен обеспечивать отсутствие закатов при деформации сляба со степенью 20-30%, Увеличение угла наклона может привести к образованию наплывов и закатов в районе впадины, уменьшение же приводит к vMeHbtueHHK) обьема максимально деформируемого металла и относительного сужения ликвационнои зоны. Способ осуществляется следующим образом. Па гтаье 250 проведен ряд экспериментов по определению соотношения сторон слябов, размеров впадин, степени деформации раската и их влияния на выход годного металла,Размеры ликвяционной зоны I определяют по темплетам, взятым с непрерывнолитых заготовок стали 1 1 - 5 , сечением 250х 'Х1 х500 мм и обозначают на слоистых свинцовых образцах в масштабе 1:4, В этом же масштабе моделируется процесс прокатки стали UX-15 на стане 950/400. Данные эксперимента, полученные в последнем проходе, сведены в таблицу. Прньятая г лубина формирования впадины объясняется тем, что при от45 носительной деформации осевой зони, равной 10-157 , не происходят проработки сечения раската по высоте и уширения ликлационной зоны по ее малоп оси гимме грии. Уширепие же приконтактных слоев ликвационнои ю н ы 50 не вредит протеканию процесса, так как Форма ликвационнои зоны в этом случае из овальной приближается к прямоуголіной. Деформация сляба по высоте на 55 Уменьшение отношения ширины сляба величину 20-307 за проход принимак его высоте (пример 1) при наличии ется из условия максимально-возможмалой глубины впадины не позволяет ного обжат ия на >часткау выступов, ' а симально сместить годный металл мт но при эгом относителіпая деформация • 1492544 Ф о р м у л а и я о б р е т е н ня из-под >часткя впадин, f-'алая степень деформации в этом же вариант е влечет Способ прокатки заготовок из н е за собой утяжку средних слоев раскапрерывнолитых сталей, включающей д е та, чго приводит к увеличению отмоформацию слябов в направлении Гольтеи сительнон ширины ликвационной зоны. оси симметрии ликвационной зоны Малая ширина и глубина впадины не на гладкой бочке в несколько проходов позволяют получить желаемые результана первом э т а п е , послед\ющую деформаты по увеличению выхода годного мецию в многоручьевом калибре с формиталла < Вследствие большого угла парованием впадин трапециевидной формы клона боковых стенок на порерхности в средней части граней, контактируюраската образовывается мелкий закат. щих с валками, и сосредоточением ликУвеличение отношения ширины сляба вационной зоны в средней части з а г о к его высоте при увепиченных глубине товки на втором э т а п е , о т л и ч а и ширине впадины и при малом угле 15 ю щ и й с я тем, ч т о , с целью увелинаклона боковых граней (пример 5) чения выхода годного путем уменьшения приводит к относительному уширению ликвационной зоны, при деформации ликвационной зоны и, как следствие, на первом этапе чередуют проходы с к уменьшению выхода годного металла. прокаткой на гладкой бочке и проходы При проведении экспериментов нс20 с Формированием впадин с шириной о с пользуюг трехручьевые калибры с раснования, равной ширине ликвационной стоянием между наиболее обжимаемыми зоны, глубиной 0,05-0,75 высоты р а с участками, равными ширине ликвацнонката до прохода и углом наклона боконой зоны в раскатах, поступающих вой грани 1 5 - 5 5 п , а прокатку на гладв эти калибры. Выпуск боковых стенок 25 кой бочке осуществляют с относительсреднего ручья во всех случаях сосным обжатием 20-30%, тавляет 12%. Размеры впадины Пример Соотношение сторон сляба в долях Глубина Ширина Угол, (в до- (в до- град
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling billets of continuously cast steels
Автори англійськоюKukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Slednev Volodymir Petrovych, Hubaidulin Viacheslav Fuatovych, Levytskyi Anatolii Petrovych, Korin Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки заготовок из непрерывнолитых сталей
Автори російськоюКукуй Давид Пенхусович, Следнев Владимир Петрович, Губайдулин Вячеслав Фуатович, Левицкий Анатолий Петрович, Коринь Андрей Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: неперервнолитих, прокатки, спосіб, заготівок, сталей
Код посилання
<a href="https://ua.patents.su/4-7890-sposib-prokatki-zagotivok-z-neperervnolitikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки заготівок з неперервнолитих сталей</a>
Спосіб багатострумкової прокатки

Номер патенту: 7891
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Арефьєв Артур Юрьєвич, Губайдулін Вячеслав Фуатович, Следнев Володимір Петрович, Кукуй Давид Пенхусович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: прокатки, спосіб, багатострумкової
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из непрерывнолитого слитка одновременно трех соединенных перемычками заготовок с сосредоточением ликвационной зоны в средней заготовке и обжатие на конечном этапе прокатки только в крайних диагональных ручьях по большей оси поперечного сечения ликвационной зоны, отличающийся тем, что, с целью уве-личения выхода годного, расстояние между участками с наибольшей степенью...
Спосіб прокатки заготівок
Номер патенту: 7901
Опубліковано: 26.12.1995
Автори: Тільга Степан Сергійович, Шульгін Григорій Митрофанович, Максаков Анатолій Іванович, Бабанко Михайло Антонович, Левічев Павло Олексійович, Костюченко Михайло Іванович, Губайдулін Вячеслав Фуатович, Дишковець Геннадій Анатолійович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: спосіб, заготівок, прокатки
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью повышения технологичности процесса и уменьшения расхода валков, раскат формируют состоящим из прямоугольных заготовок, соединенных между собой перемычками по узким граням, а локальную деформацию металла в районе перемычек производят до соприкосновения узких граней по всей их ширине, после чего продольное разделение заготовок осуществляют прокаткой раската в...
Спосіб прокатки заготівок
Номер патенту: 7906
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Максаков Анатолій Іванович, Левічев Павло Олексійович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: заготівок, спосіб, прокатки
Формула / Реферат:
Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью улучшения качества мест разделения и упрощения отделения заготовок при формировании многоручьевого раската в виде трех неравноосных заготовок, соединенных перемычками по большим осям, разделение заготовок осуществляют срезом перемычек, при этом одновременно смещают среднюю заготовку относительно крайних в направлении, перпендикулярном общей оси раската, и...
Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Абалешев Валерій Олександрович, Следнев Володимір Петрович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/16
Мітки: заготівок, прокатки, спосіб, круглих
Формула / Реферат:
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая...
Спосіб прокатки на дуореверсивному стані
Номер патенту: 7904
Опубліковано: 26.12.1995
Автори: Следнев Володимір Петрович, Ошеровський Григорий Володимирович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Дмітрієв Василь Дмитрійович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: прокатки, спосіб, дуореверсивному, стані
Формула / Реферат:
Способ прокатки заготовок на дуореверсивном стане, включающий деформацию нагретого слитка с соотношением сторон поперечного сечения 1:(1,5-2,5) с относительным обжатием по узким граням не менее 15% за проход и последующую деформацию до заданного профиле-размера, отличающийся тем, что, с целью увеличения выхода годного металла, перед задачей в валки передний по ходу прокатки конец заготовки длиной равной 0,9-1,2 длины очага деформации...
Попередній патент: Спосіб прокатки злитків спокійних марок сталі
Наступний патент: Процесор для обробки радіолокаційних сигналів
Випадковий патент: Спосіб лазерної розробки газогідратних родовищ