Спосіб багатострумкової прокатки
Номер патенту: 7891
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Арефьєв Артур Юрьєвич, Шульгін Григорій Митрофанович

Формула / Реферат
Способ многоручьевой прокатки, включающий последовательное формирование из непрерывнолитого слитка одновременно трех соединенных перемычками заготовок с сосредоточением ликвационной зоны в средней заготовке и обжатие на конечном этапе прокатки только в крайних диагональных ручьях по большей оси поперечного сечения ликвационной зоны, отличающийся тем, что, с целью уве-личения выхода годного, расстояние между участками с наибольшей степенью деформации в многоручьевых калибрах на конечном этапе выдерживают в пределах 0,95-0,99 исходной ширины ликвационной зоны, а прокатку ведут с переполнением крайних калибров, равным 0,25-0,03 ширины чистового формирующего калибра, причем переполнение производят при достижении высоты перемычки, равной 0,04-0,06 высоты заготовки.
Текст
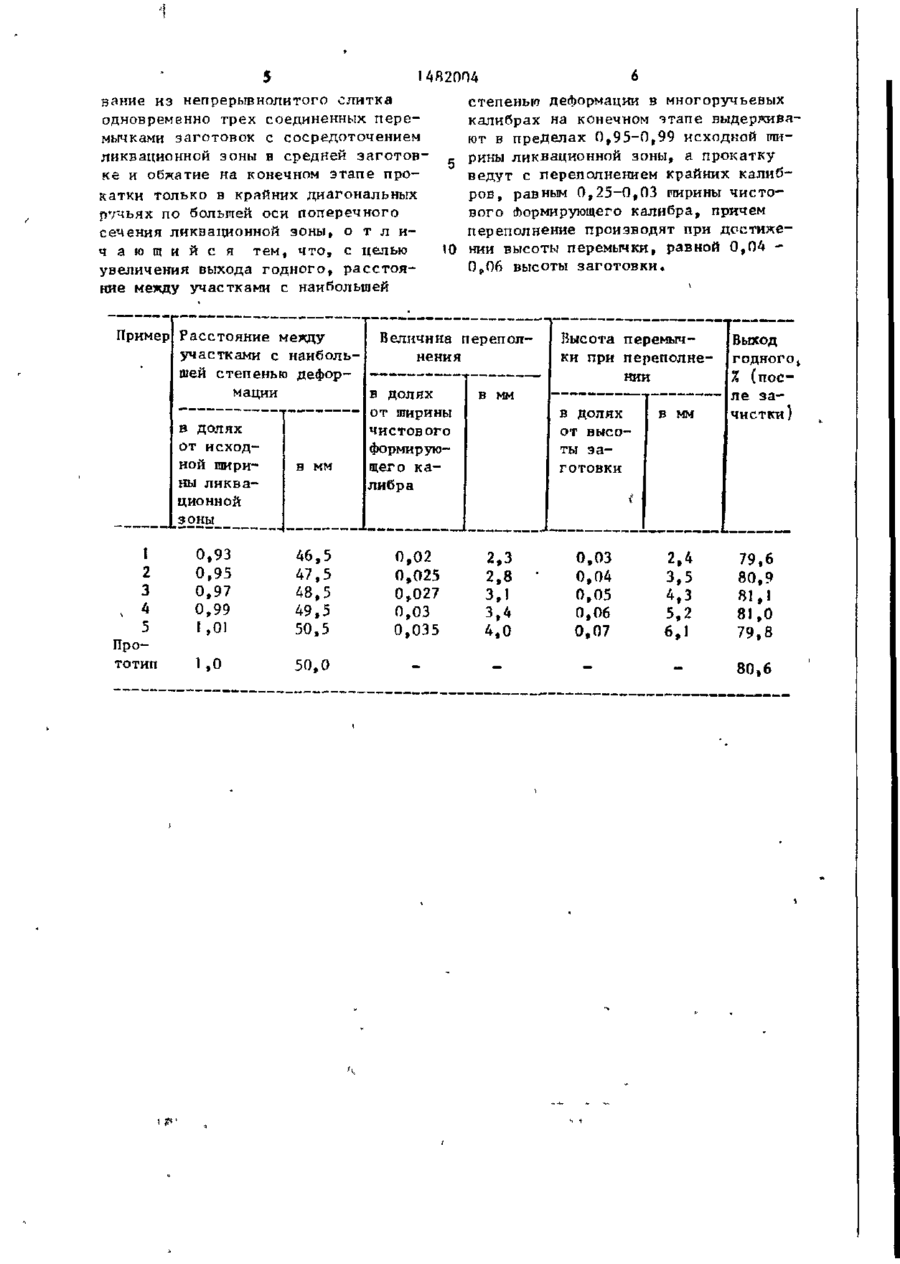
ДЛЯ СЛУЖГБНОГО ПОЛЬЗОВАНИЯ } У і U* СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСЛУБЛИН (51) 4 В 21 В 1/02 ГОСУДАРСТВЕННЫЙ НОМИТЄТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГННТ СССР И АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21 ) 4301221/31-02 (22) 31.08.87 (71) Донецкий политехнический институт (72) В.ФоГубаРдуллин, В.ПрСледнев, А.А.Коринь, Д.ТЬКукуй, Г0М0Шульгин и А.Ю.Арефьев (53) 621 О 771.22.04 ( 0 8 8 в 8 ) (56) Авторское свидетельство СССР № 1374525, кл. В 21 В 1/02, 1986 (непублик,) „ Авторское свидетельство СССР № 963166, кло В 21 В 1/02, 1981 (непублик.) „ (54) СПОСОБ МНОГОРУЧЬЕВОЙ ПРОКАТКИ (57) Изобретение относится к черной металлургии, преимущественно к прокатке заготовок и сортовых профилей из непрерывнолитых слитков с широким температурным интервалом кристалли I Изобретение относится к черной металлургии, преимущественно к Прокатке заготовок и сортовых профилей из непрерывнопитых слитков сталей с широким температурным интервалом кристаллизациио Цель изобретения — увеличение выхода годного. На фиг о 1 показано сечение исходного непрерывнолитого слитка; на фиг о 2 - схема прокатки в промежуточной стадии; на Аиг„ 3 - схема завершающего этапа прокаткив 19-89 Цель изобретения - увеличение выхода годного* В процессе прокатки из слитка формируют три соединенные между собой перемычками заготовки, при этом ликвационную зону сосредотачивают в средней эаготовке 0 На конечной стадии прокатки деформацию осуществляют только в крайних ручьях, при этом с определенного момента прокатку ведут с переполнением крайних ручьев, а расстояние между участками с наибольшей степенью деформации в калибрах выдерживают в пределах 0,95-0,99 исходной ширины ликвационной зоны. Увеличение выхода годного достигается созданием оптимальных условий для предотвращения чрезмерного уширения ликвационной зоны в процессе деформации металла в направлении ее большей оси„ I табл, 3 ил. Способ многоручьевой прокатки по данному изобретению заключается в следующем о Из непрерывнолитого слитка с зоной физико-химической неоднородности (ликвационной зоной) 1 осуществляют последовательное Формирование одновременно трех соединенных между собой перемычками заготовок. При этом ликвационную зону, окруженную высококачественным металлом 2, сосредотачивают в средней заготовке, а деформацию проводят преимущественно в направлении большей оси ликвационной ьэ 1482004 зоны„ На конечном этапе деформацию проводят только в крайних диагональных ручьях, при этом расстояние между участками с наибольшей степенью деформации в многоручьевых калибрах выдерживают в пределах 0,95-0,99 и с ходной ширины ликвационной зоны.При достижении высоты перемычки, равной 0,04-0,06 высоты заготовки, прокатку 10 ведут с переполнением 3 Крайних к а либров, равным 0,025-0,03 ширины чистового формирующего калибра„ При обжатчн непрерывполитого слитка в многоручьевых калибрах по направле15 нию большей оси поперечного сечения ликвацпонной зоны металл в средней и крайней частях поперечного сечения раската будет угаиряться в направлении буртов калибра о По мере заполне- 20 ния калибра удельное обжатие на крайние части раската будет в о з р а с т а т ь , чему способствует более раннее заполнение крайних частей калибра, вызванное допускаемым в указанных пределах переполнением Зо Так как обжатие по 25 высоте в среднем ручье на конечном этапе прокатки отсутствует, то вытяжка металла в нем осуществляется частично за счет утяжки необжимаемой части раската по высоте и ширине 30 и частично за счет перетекания металла из обжимаемых участков в необжимаемые„ При этом происходит сужение ликвационной зоны, опережающее внедрение гребней в металл и препятст35 вующее подрезанию ликвационной зоны при расстоянии между участками с наибольшей степенью деформации меньшим, чем ширина ликвационной зоны в плоскости разъема валков. В момент 40 окончания пластической деформации вся ликвационная зона сосредотачивается в средней з а г о т о в к е , сформированной в необжимающем среднем ручье многоручьевого калибра о Выход годно- 45 го выеококачеств енпого метаяла ув елич и в а е т с я , так как гребни калибра внедряются в раскат по внешнему контуру ликвационной зоны, что позволяет полнее отделить высококачествен50 ный металл, невзирая на неравномерную по высоте ширину исходной ликвацкотюй зоны, которая также значительно меняется в процессе деформации о Заданная величина переполнения 55 достигается варьированием размеров непрерывнолитого слитка или режима обжатий 0 Образующийся при этом пере полнении лампас в конечном итоге не влияет на требуемую стандартом форму профиля, так как он удаляется при зачистке обезуглерокенного слоя. Для определения оптимальных параметров соотношения расстояния между наиболее деформируемыми участками, величины переполнения, начала переполнения в зависимости от высоты перемычки и их влияния на выход годного металла проводят ряд экспериментов, результаты которых сведены в таблицу. При осуществлении переполнения до достижении высоты перемычки более чем 0,06 от высоты заготовки (вариант 5) положительный эАфект уменьшается, так как в средний ручей попадает высококачественный металл, а габаритный размер поперечного сечения ликвационной зоны не уменьшается. Нижний предел высоты , перемычки 0,04 от высоты заготовки обусловлен граничной возможностью перетекания металла через перемычку малой высоты. При переполнении на величину менее 0,025 ширины калибра ((вариант \) сужение ликвационной зоны не компенсирует в полном объеме предшествующее уширенне и выпуклость больших сторон ликвационной зоны, т . е „ является недостаточным для получения в крайних чистовых калибрах качественных заготовок.Чрезмерное же увеличение величины переполнения (более 0,03 от ширины к а либра) не увеличивает величину сужения ликвационной зоны и снижает выход годного высококачественного металла за счет потерь при зачистке (вариант 5)„ При сужении среднего ручья менее чем 0,95 исходной ширины ликвационной зоны будет наблюдаться необратимый выход последней в углы крайних заготовок (вариант і ) , а при расширении среднего ручья более чем 0,99 исходной ширины ликвационной зоны происходит неполное удаление высококачественного металла из средней части р а с к а т а . При оптимальных соотношениях заявленных параметров процесса прокатки, выход годного при получении сортовых профилей достигает 80,9-81,1%, что на 0,5% выше по сравнению с известными способами. Ф о р м у л а и з о б р е т е н и я Способ многоручьевой прокатки, включающий последовательное формиро 5 1 4Я2ОО4 6 вание из непрерывнолитого слитка степенью деформации в многоручьевых одновременно трех соединенных п е р е калибрах на конечном этапе выдерживамычками заготовок с сосредоточением ют в пределах 0,95-0,99 исходной пиликвационной зоны в средней заготов " с рины ликвационной зоны, а прокатку ке и обжатие на конечном этапе проведут с переполнением крайних калибкатки только в крайних диагональных ров, равным 0,25-0,03 гтирины чисторучьях по большей оси поперечного вого Лормирующего калибра, причем сечения ликвационной зоны, о т л и переполнение производят при дсстижеч а ю щ и й с я тем, ч т о , с целью 10 нии высоты перемычки, равной 0,04 увеличения выхода годного, р а с с т о я 0,06 высоты заготовки. ние между участками с наибольшей Пример Расстояние между участками с наибольшей степенью дефорции В I 2 3 4 s 5 Про 0,93 0,95 0,97 0,99 тотип Высота перемычки при переполне нии в долях от ширины чистового ДОЛЯХ от исходной ширины ликвационной зоны Величина переполнения в мм щего калибра I ,01 46,5 47,5 48,5 49,5 50,5 0,02 0,025 0,027 0,03 0,035 2, 3 2, 8 3, ! з, 4 4, 0 1,0 50,0 •• — л е за— чистки) в долях от высоты з а готовки формирую в мм Выход годного % (пос ' в мм 0,03 0,04 0,05 0,06 0,07 2, 4 3, 5 5,' 2 1 з 79, 6 80, 9 81, 1 8Ї, 0 79, 8 — — 80» 6 1482004 Фиг.1 Фиг. З Редактор ТЛЧагова Составитель R„Павленко Техред Л. Сердюкова Корректор М.Васильева Заказ 827/ДСП Тираж 296 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35, Раушская наб*, д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multiplepassrolling
Автори англійськоюHubaidulin Viacheslav Fuatovych, Slednev Volodymir Petrovych, Korin Andrii Oleksandrovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Shulhin Hryhoryi Mytrofanovych, Arefiev Artur Yurievych
Назва патенту російськоюСпособ многоручьевой прокатки
Автори російськоюГубайдулин Вячеслав Фуатович, Следнев Владимир Петрович, Коринь Андрей Александрович, Кукуй Давид Пенхусович, Шульгин Григорий Митрофанович, Арефьев Артур Юрьевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатки, спосіб, багатострумкової
Код посилання
<a href="https://ua.patents.su/4-7891-sposib-bagatostrumkovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатострумкової прокатки</a>
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Полуновський Ісаак Овсійович, Ротару Іон Теодорович, Макаров Григорій Арестович, Нечепоренко Володимир Андрійович, Тільга Степан Сергійович, Омєсь Миколай Михайлович, Аскерко Григорій Михайлович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Шеремет Володимир Олександрович
МПК: B21B 1/02
Мітки: злитків, спосіб, прокатки
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Альохін Вячеслав Григорович, Мінаєв Олександр Анатолійович, Ємченко Юрій Борисович, Корінь Андрій Олександрович, Альохін Сергій Григорович, Губайдулін Вячеслав Фуатович, Азаров Сергій Іванович, Кац Давід Наумович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: обтискних, спосіб, прокатки, заготівельних, станах, заготовок
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб прокатки заготівки
Номер патенту: 7888
Опубліковано: 26.12.1995
Автори: Нечепоренко Володимир Андрійович, Максаков Анатолій Іванович, Костюченко Михайло Іванович, Левічев Павло Олексійович, Солод Володимир Сергійович, Губайдулін Вячеслав Фуатович, Тільга Степан Сергійович, Остапенко Віктор Володимирович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: заготівки, спосіб, прокатки
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью упрощения технологического процесса путем совмещения технологических операций и расширения области использования, продольное разделение раската осуществляют в процессе локального деформирования металла в районе перемычек путем ребрового обжатия раската с относительным обжатием 8-40% на ширине, равной по меньшей мере трехкратной толщине перемычки.2....
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Нечепоренко Володимир Андрійович, Максаков Анатолій Іванович, Левічев Павло Олексійович, Остапенко Віктор Володимирович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Костюченко Михайло Іванович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Ашіхмін Гєрман Вікторовіч, Хлопонін Віктор Ніколаєвіч, Овчіннікова Маріна Васільєвна, Капнін Владімір Вікторовіч, Мєльніков Алєксандр Васільєвіч, Кісєльов Андрєй Пєтровіч
МПК: B21B 1/26
Мітки: поздовжньої, спосіб, прокатки
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Попередній патент: Спосіб прокатки заготівки
Наступний патент: Спосіб багатострумкової прокатки
Випадковий патент: Пристрій регулювання реактивної потужності електричної мережі