Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Следнев Володимір Петрович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Абалешев Валерій Олександрович
Формула / Реферат
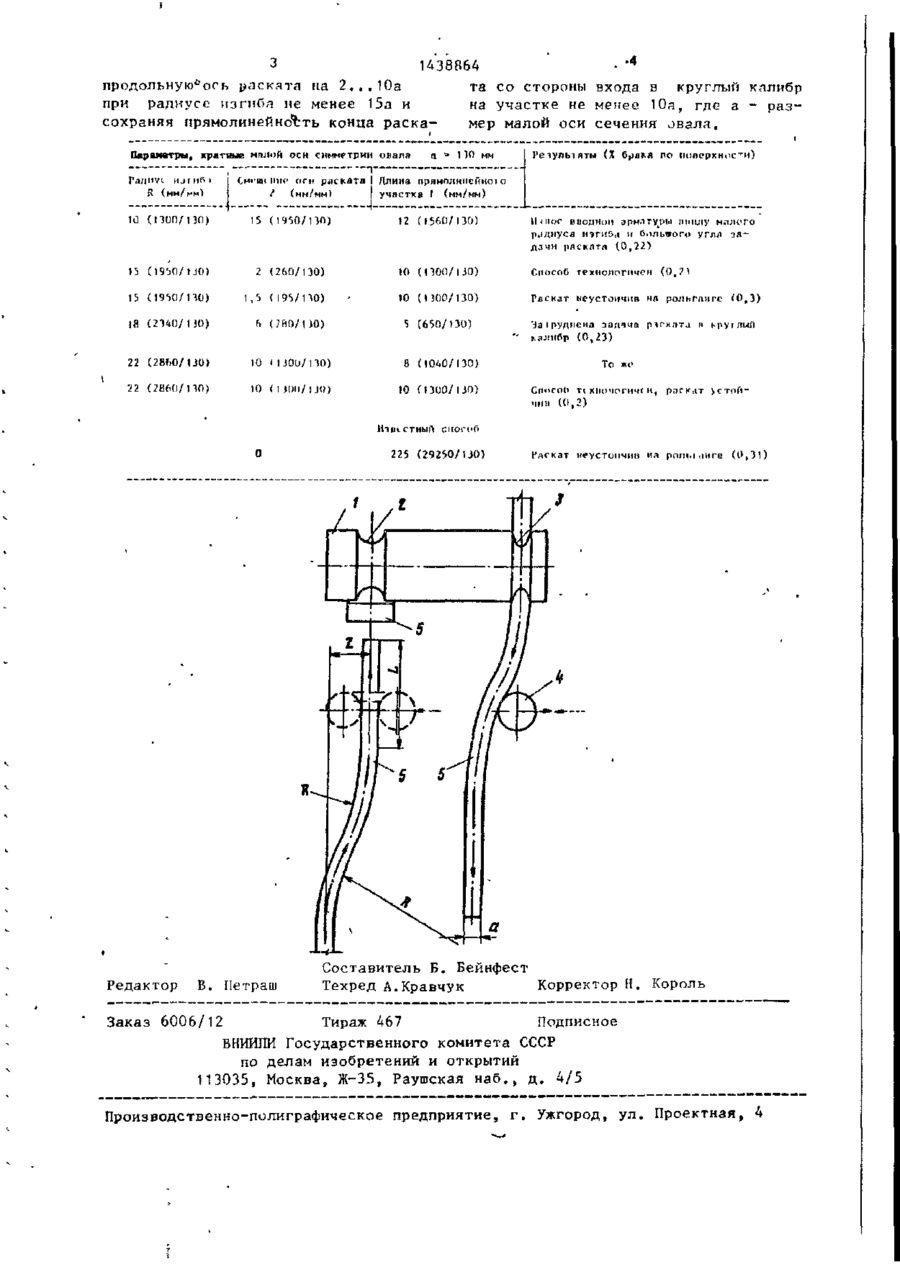
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая продольную ось раската на 2...10а при радиусе изгиба не менее 15а и сохраняя прямолинейность конца раската со стороны входа в круглый калибр на участке не менее 10а, где а - размер малой оси сечения овала.
Текст
Изобретение относится к металлургии, конкретно к производству прокатных профилей круглого сечения. Цель изобретения - обеспечить устойчивость овального раската в калибре и тем самым повысить качество готового проката. Для этого овальный раскат, полученный в предчистовом калибре, перед задачей в чистовой круглый калибр на ребро предварительно изгибают в плоскости его транспортирования на рольганге, оставляя прямолинейный участок со стороны задачи в круглый калибр. Изогнутый раскат лежит на рольганге без свала и может быть задан в круглый калибр без принудительного его удержания. Это исключает травмирование поверхности раската линейками и обеспечивает правильное положение его в круглом калибре при прокатке, что положительно сказывается на качестве готового проката. 1 ил., 1 табл. С «ь 00 00 о» ^^И«^ТЦЮТР» ии* м* [ИЇФ-KJ 1 1438864 Изобретение от ї or ит с я к металлурї опального раската применяется ролигии и может быть использовано при ковый кантователь-манипулятор, распроизводстве прокатных профилей кругположенный от оси клети на расстолого сечения. с янии 3850 мм.После выхода и^ клети Цель изобретения - повышение каовальный раскат зажимается роликами чества готового проката за счет обескантователя и перемещается в круглопечения устойчивости раската в калибму калибру. При этом за счет большой ре без принудительного удержания. длины и третий о рольганг рагкат изНа чертеже изображена схема пред- Ю гибается. После совмещения очи передлагаемого способа прокатки. него конца раската с осью круглого В прокатные валки І, в которых калибра ролики кантователя разжимают нарезан круглый калибр 2 и вертикальи кантователь отводят в нерабочую ный овальный калибр 3, задается зону. Овальный раскат ударживается овальный раскат 4 с помощью вводной 15 на рольганге за счет няіибз его арматуры 5. продольной оси. При прокатке в вертикальном Для определения оптимальных іеоовальном калибре 3 овальный раскат 4 метрических параметров изгиба раската изгибается с помощью ролика кантуюна клети 900 были проведены исследощего устройства 6 так. что конец его 20 вания. Результаты исследований сведесо стороны палков 1 остается прямоны й таблицу. пинейным на длине Ь ~?/ Ю а (где а Как видно из приведенной таблицы, ширина овлла по малок оси). После выпри малом радиусе изгиба и большом хода из палков раскат с помощью смещении оси раската ухудшаются услокантующего устрої' тва или шлепперов 25 вия работы привалковой арматуры. (не указаны") смещается в стп(ічпи ( 0 , 2 ) mi гтиыП cnorofi 225 (29250/ПО) Редактор В. Петраш ряскат меустопчин "я ролі.і.інге (0,31) Составитель Б. Бейнфест Техред А.Кравчук Корректор Н. Король Заказ 6006/12 Тираж 467 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling round blanks
Автори англійськоюKukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Hubaidulin Viacheslav Fuatovych, Slednev Volodymir Petrovych, Korin Andrii Oleksandrovych, Abaleshev Valerii Oleksandrovych
Назва патенту російськоюСпособ прокатки круглых заготовок
Автори російськоюКукуй Давид Пенхусович, Губайдулин Вячеслав Фуатович, Следнев Владимир Петрович, Коринь Андрей Александрович, Абалешев Валерий Александрович
МПК / Мітки
МПК: B21B 1/16
Мітки: спосіб, прокатки, круглих, заготівок
Код посилання
<a href="https://ua.patents.su/4-7893-sposib-prokatki-kruglikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки круглих заготівок</a>
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Шум Валентин Борисович, Кукуй Давид Пенхусович, Левицький Анатолій Петрович, Лам Матвій Маркович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: спосіб, заготовок, круглих, прокатки
Формула / Реферат:
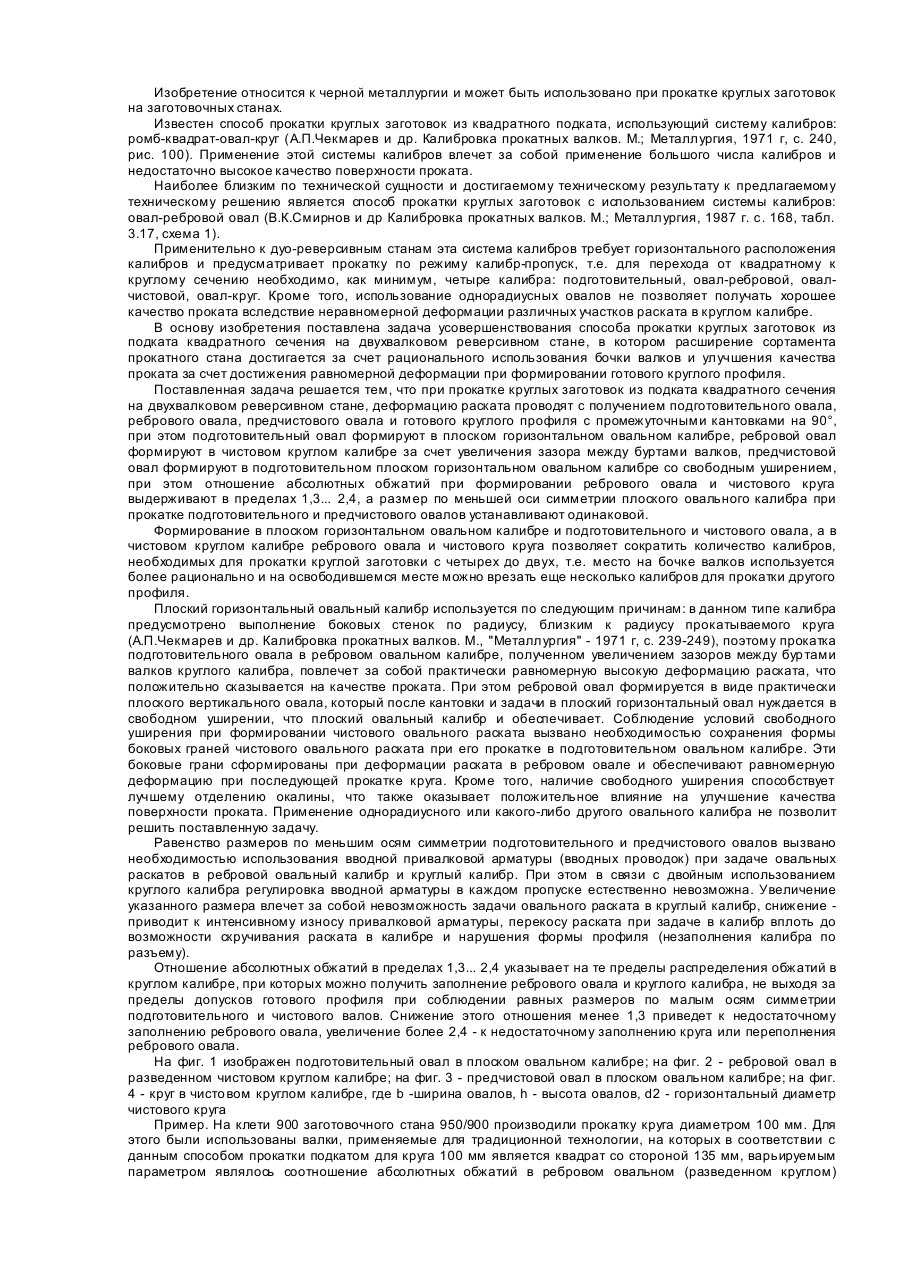
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Холодило Валерій Андрійович, Гавриленко Євген Дмитрович, Кузнєцов Лев Федорович, Єрємєєв Віктор Іванович, Ющевський Віктор Карлович, Шишко Юрій Борисович, Андрійчук Сергій Андрійович, Филонов Юрій Всеволодович, Букрєєв Іван Іванович
МПК: B21B 1/26
Мітки: штабів, прокатки, спосіб, безперервної
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/16
Мітки: спосіб, профілів, круглих, прокатування
Формула / Реферат:
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Спосіб багатострумкової прокатки
Номер патенту: 7892
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: прокатки, спосіб, багатострумкової
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательную деформацию заготовки с поэтапным формированием нескольких сопряженных по ширине перемычками прокатных профилей в подготовительном, центрирующем и многоручьевых калибрах и последующее продольное разделение профилей по зонам сопряжения, отличающийся тем, что, с целью повышения технологичности и качества проката путем стабилизации процесса получения сопряженных профилей и размеров...
Спосіб прокатки профілів для арматурних стержнів
Номер патенту: 2396
Опубліковано: 26.12.1994
Автори: Филонов Юрій Всеволодович, Оробцев Юрій Вікторович, Андрійчук Сергій Андрійович, Єрємєєв Віктор Іванович, Шевердін Сергій Митрофанович, Альохін Вячеслав Григорович, Рослік Ігор Вітальєвич, Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович
МПК: B21B 1/16, B21B 45/02
Мітки: прокатки, спосіб, стержнів, арматурних, профілів
Формула / Реферат:
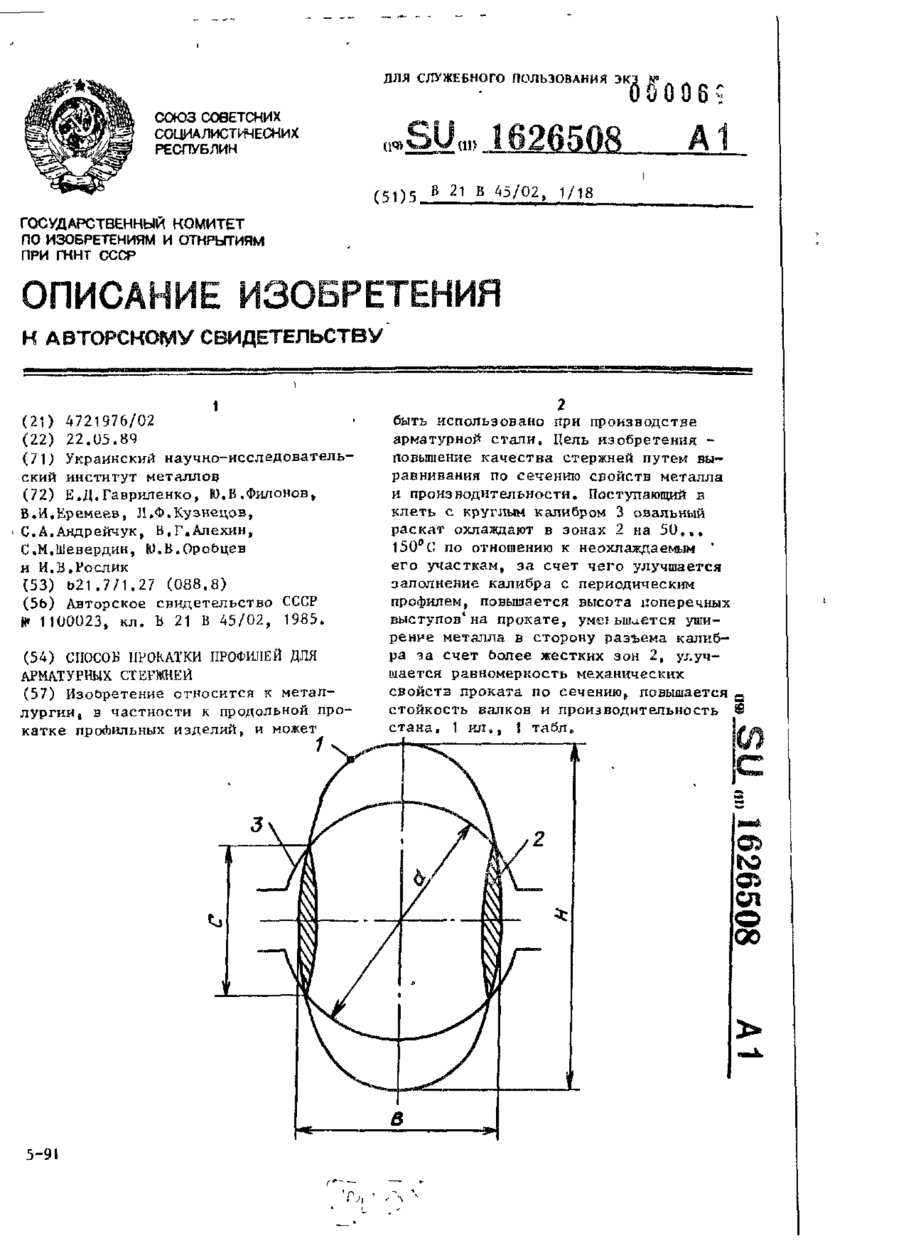
Способ прокатки профилей для арматурных стержней, включающий прокатку в круглом чистовом калибре предчистового овального раската, подвергнутого регулируемому охлаждению локальных участков его поверхности, отличающийся тем, что, с целью повышения качества стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа валков, охлаждение предчистового овального раската осуществляют в зонах его боковых...
Попередній патент: Спосіб багатострумкової прокатки
Наступний патент: Спосіб багатострумкової прокатки
Випадковий патент: Спосіб біопсії емалі зуба