Спосіб прокатки злитків спокійних марок сталі
Номер патенту: 7886
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Шум Валентин Борисович, Волошин Валентин Авксеньтійович, Левицький Анатолій Петрович, Корінь Андрій Олександрович, Крикунов Борис Петрович, Столба Володимір Анатольйович, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Абалешев Валерій Олександрович
Формула / Реферат
Способ прокатки слитков спокойных марок сталей, включающий задачу слитка головной и (или) донной частями при снятии конусности прибыли и обжатие взаимно перпендикулярных граней с кантовками на двухвалковом реверсивном стане с индивидуальным приводом валков, отличающийся тем, что, с целью повышения выхода годного путем снижения головной обрези слитка, прокатку до снятия конусности с прибыли ведут при отношении абсолютных обжатий при задаче слитка в валки донной частью к абсолютному обжатию при задаче слитка в валки головной частью не более 0,5, а снятие конусности прибыли заканчивают при задаче слитка головной частью, при этом отношение окружных скоростей верхнего и нижнего валков устанавливают равным отношению расстояний от условно проведенной вертикальной линии через центры валков до большего основания прибыли со сторона верхнего и нижнего валков.
Текст
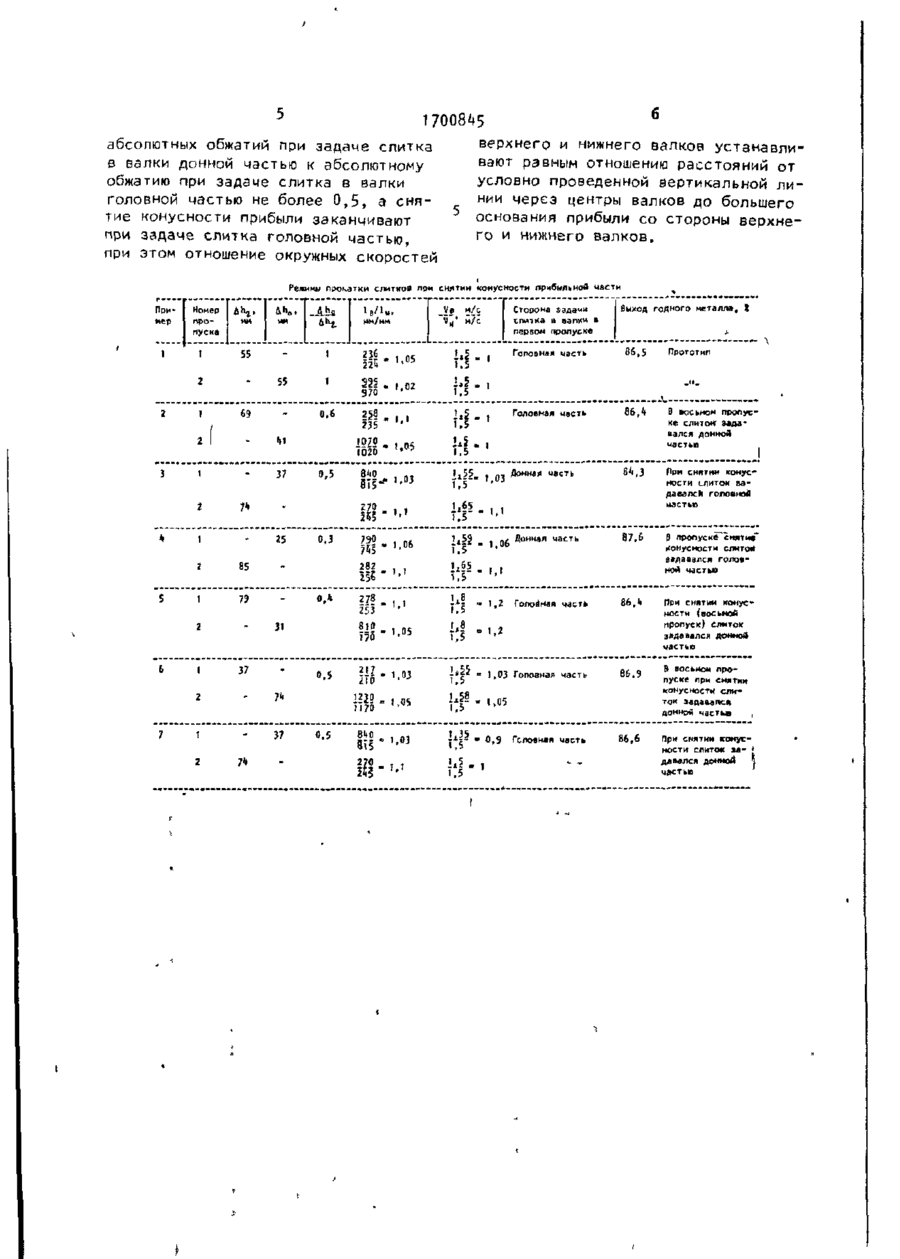
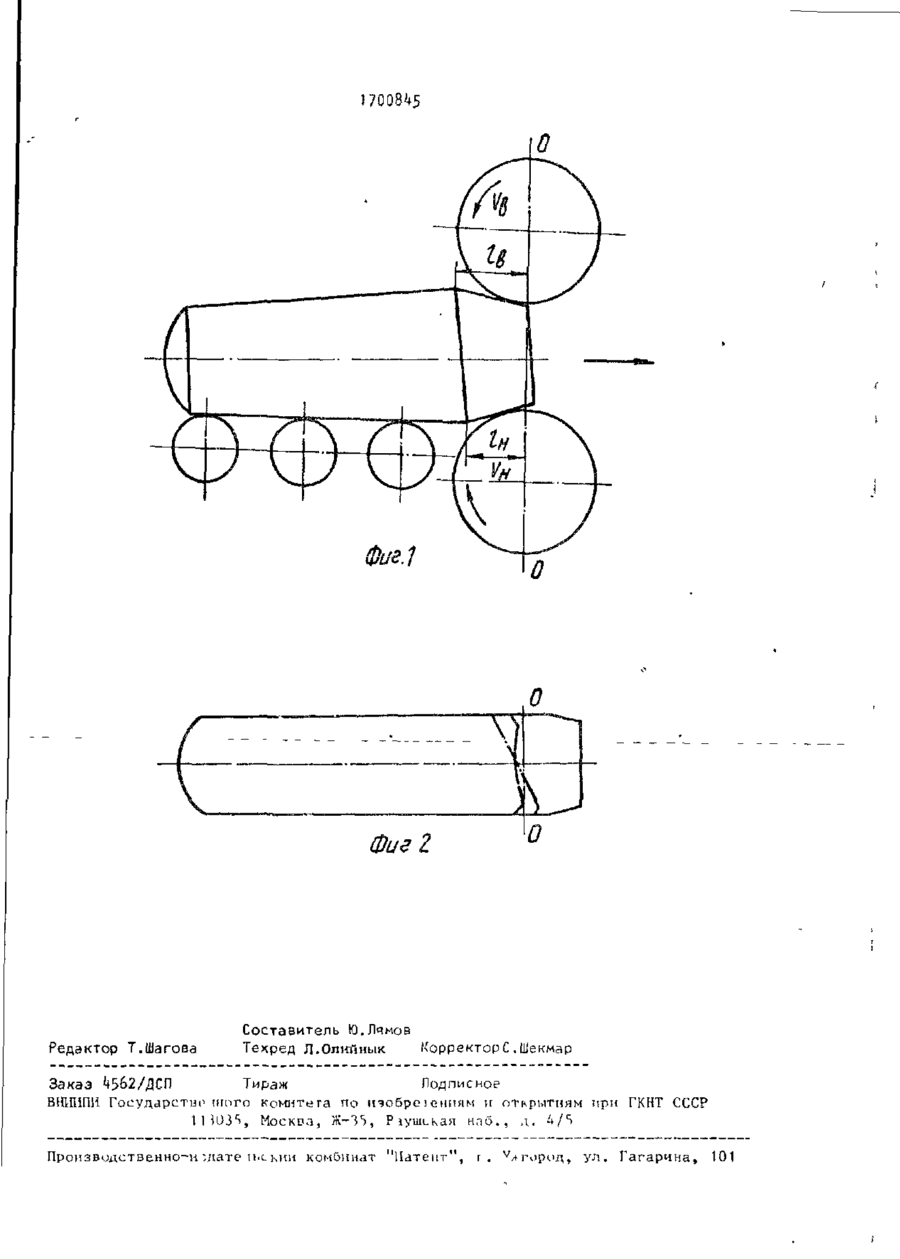
Изобретение относится к прокатному производству и может быть использовано при получении полупродукта из спокойных марок сталей на обжимных дуо-рееерсивных станах с индивидуальным приводом валков. Цель изоб Изобретение относится к прокатному производству и может быть использовано при получении полупродукта из спокойных марок сталей на обжимных дуореверсивных станах с индивидуальным приводом валков. Цель изобретения - повышение выхода годного путем снижения головной обрези слитка. На фиг. Ї представлено положение слитка пр^ задаче в валки головной частью; на фиг. 2 изображена линия деформации большего основания прибыли (сплошной линией по предложенному способу, штрих-пунктирной по известному способу). ретения - повышение выхода годного путем снижения головной обрези слитка. Слитки, имеющие коническую прибыльную часть в первых восьми пропусках, обжимают посредством задачи в валки головной и (или) донной частями для снятия конусности прибыли. До снятия конусности прибыли регламентируют отношение абсолютных обжатий при задаче слитка э валки донной частью и головной, которое не превышает 0,5; а снятие конусности заканчивают задавая слитки головной частью, при этом отношение окружных скоростей верхнего и нижнего валков равно отношению расстояний от условно проведенной вертикальной линии через центры валкоа до большего основания прибыли со стороны верхнего и нижнего валков. Использование способа позволяет снизить головную обрезь слитков на 0,8 1,12. 1 табл., 2 ил. Суть способа заключается е том, что в способе прокатки слитков из спокойных марок сталей, имеющих дан(Ную * головную, части при поэтапном и обжатии по двум взаимно перпендикулярным граням, включая проходы со снятием конусности, согласно предложению, на каждом этапе до снятия конусности прокатку проводят с различными абсолютными обжатиями донной и головной частей, устанавливая отношение абсолютных обжатий при задаче слитка в валки донной частью к абсолютному обжатию при задаче слитка в валки головной частью не более 0,5, а снятие конусности заканчивают задачей в вал\ 00 і; о о я и ки головной частью, при этом отношение окружной скорости верхнего валка к окружной скорости нижнего валка равно отношению расстояния от условно-проведенной вертикальной линии, проходящей через центры валков до большего основания прибыльной масти со стороны верхнего валка к расстоянию от указанной линии до большего основания прибыльной части со стороны нижнего валка.При обжатии с рекомендуемым соотношением появляется возможность перемещения приконтактных слоев годного металла из прибыльной части в тело слитка. При задаче слитка в валки донной частью приконтактные слои годного металла смещаются в сторону прибыльной части, однако за смет увеличенного (не менее, чем 20 в два раза) обжатия слитка при его задаче в валки головной частью и за счет напичия жесткого переднего конца (необжатая конусная часть прибы*ли) это смещение компенсируется смещением приконтактных слоев в направ- 25 лении донной части. Уменьшение отношения абсолютных обжатий при задаче слитка в валки донной частью к абсолютным обжатиям при задаче слитка в валки головной частью менее 0,5 приводит к увеличению доли смещенного метлла в тело слитка. При этом необходимо учитывать, что для сокращения цикла прокатки и достижения условий проникновения деформации к 35 центру слитка, обжатие при задаче слитка в валки головной частью должно быть максимально допустимым. Окончание этапа снятия конусности прибыли при задаче слитка в валки головной частью необходима для более полного использования возможностей смещения годного металла в тело слитка» кроме того это позволяет увеличить обжатие. Изменение отношения окружных скоростей валков от рекомендуемого приводит к смещению годного металла в прибыль и ухудшает условия деформации по месту большего. П р и м е р ы конкретного выполнения. На блюминге 1000 с индивидуаль ным приводом валков прокатывают слитіки стали 18ХГТ массой 5,5 т. Большее сечение слитка 710*630 мм, сечение по дну 590*540 мм, малое сечение прибыли 500*420 мм, высота прибыли 300 мм. Снятие конусности прибыли по двум взаимно перпендикулярным rnj ням проводят - а четыре прохода по з каждой грани. Скорость -захвата и прокатки на нижнем валке не изменяется. Изменение отношений скорости осуществляют за счет вариации скорости верхнего валка. Задачу слитка в валки осуществляют в первом проходе донной частью» Границы залегания усадочной раковины определяют с помощью ультразвукового дефектоскопа в холодном состоянии металла на блюмах сечением 200x200 мм. С помощью фотографирования определяют расстояния от вертикальной линии условно проходящей через центры вращения валков до большего основания прибыльной части со стороны касания верхним и нижним валками расстояния 1 & и 1 Ч (см. фиг. 1 ) . Суммарное обжатие за два прохода (при задаче в валки донной и головной частями) принимается в отношениях: 0,6:1 , 0,5:1, 0,4:1 , 0,3:1. Всего до снятия конусности прибыльной части в каждом из вариантов выполняется по восемь пропусков по схеме прокатки Ц\Ц Х 4 *2 * . В таблице приведены данІ 1 ные по двум первым пропускам для каждого из вариантов. В таблице используются следующие обозначения: ЬЬ-2 и hiyg ~ соответственно величина абсолютных обжатий со стороны головной и донной частей, ig и 1ц расстояния от линии соединяющие центры валков до большего основания прибыльной части со стороны касания верхним и нижним валками. Из таблицы следует, что при прокатке по известному способу выход годного металла составляет 86,5%, а при использовании предлагаемого способа повышается до 87,3-97,6%, что позволяет сократить головную обрезь на 0,8-1 , П . Ф о р м у л а и з о б р е т е н и я Способ прокатки слитков спокойных марок сталей, включающий задачу слитка головной и (или) донной частями іри снятии конусности прибыли и об-катие взаимно перпендикулярных граней с кантовками на двухвалковом реверсивном стчне с индивидуальным приводом валков, о т л и ч а ю щ и й с я тем, что, с целью повышения выхода одног о путем снижения головной обрези спитка, пэокатку до снятия конусности с прибыли ведут при отношении 17008^5 абсолютных обжатий при задаче слитка верхнего и нижнего валков устанавлиs валки донной частью к абсолютному вают равным отношению расстояний от условно проведенной вертикальной лиобжатию при задаче слитка в валки нии через центры валков до большего головной частью не более 0,5, а сняоснования прибыли со стороны верхнетие конусности прибыли заканчивают го и нижнего валков. при задаче слитка головной частью, при этом отношение окружных скоростей Режими прокатки слитков пои снятии конусности прибыльной части Пример Номер пропуска мм I 55 2 1 льв. ИИ UW* 1 55 1 Vp V/ ММ/мм 236 355" 325 . 1,05 its " 1 0,6 69 3 t . 258 235 " 0,5 k 74 1.05 8*0 І 25 z 5 85 1 79 0.3 2 6 III я * _ 1 37 7 1 2 71 37 1,' 0.5 1,06 1 4 59 ,06 1,5 1,5 иг. 1,03 N51.5 ',05 its" ' 1,03 Hs 'хЙ 1 8*0 270 2*$ Донная часть 84,3 15 1.5 ? 87,6 В пропуске"смятие* конусности слитой задавался головной частью Го/то иная часть 86.ii При снятии конусности (восьмой пропуск) елмток задавался донной часть» г 66.9 1 t 05 0 9 Гри снятии к о н у с ности слиток за Донная часть 1 ,1 1 В восьмом пропуске слкток задана лен донной частью давался ГОЛОИНОЙ ЫЛСТМ) 1 ,1 Т.5 278 _ 253 5І5 86,А 1 Т*5' " Т*Г " 1170 Головная часть 03 Ї70 " 0,5 Прототип .... 1 55 1,5 ею 31 790 Т*5 " 282 1.1 25«" о,ь 86,5 1.5 ЭТ5-" Г Головная часть 1Л . Того 37 1 і Вы/од ГОЙНОГО металла, 1 1.5 1020 г Сторона задали слитка в валки в первом пропуске •*5 Э70 2 1 м/с м/с Головная часть *. — 86,6 В восьмом пропуске при снятии конусности слиток аадааапс* донной часты) , При снятии кгонусности слиток м - ' давался домной \ часть» 17008*45 о l o Редактор Т.Шагова Составитель Ю.Лямов Техред Л.Олийнык Корректоре.Шекмар Заказ ^562/ДСГ) Тираж Подписное ВІЇИИПИ Государство пюго комитета по нэобрс іенням и открытиям при ГКНТ СССР , Москва , Ж-Зг), Р lyiuLKan на б , , д . - / S * Производственно-и '-дате іьс кии комбинат "Патент", г . у д город, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling ingots of killed steels
Автори англійськоюSlednev Volodymir Petrovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Shum Valentyn Borysovych, Krikunov Borys Petrovych, Stolba Volodymir Anatoliiovych, Levitskyi Anatolii Petrovych, Hubaidulin Viacheslav Fuatovych, Voloshyn Valentyn Avksentiiovych, Abaleshev Valerii Oleksandrovych, Korin Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки слитков спокойных марок стали
Автори російськоюСледнев Владимир Петрович, Кукуй Давид Пенхусович, Шум Валентин Борисович, Крикунов Борис Петрович, Столба Владимир Анатольевич, Левицкий Анатолий Петрович, Губайдулин Вячеслав Фуатович, Волошин Валентин Авксентьевич, Абалешев Валерий Александрович, Коринь Андрей Александрович
МПК / Мітки
Мітки: спокійних, спосіб, сталі, прокатки, злитків, марок
Код посилання
<a href="https://ua.patents.su/4-7886-sposib-prokatki-zlitkiv-spokijjnikh-marok-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки злитків спокійних марок сталі</a>
Спосіб прокатки злитків
Номер патенту: 8081
Опубліковано: 26.12.1995
Автори: Коцегуб Павло Харитонович, Корінь Андрій Олександрович, Хрістиченко Олександр Миколайович, Кукуй Давид Пенхусович, Отєрін Володимир Давидович, Губайдулін Вячеслав Фуатович, Столба Володимір Анатолійович
МПК: B21B 1/02
Мітки: злитків, спосіб, прокатки
Формула / Реферат:
Способ прокатки слитков, включающий задачу слитка в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков на контактной поверхности металла с валками, отличающийся тем, что, с целью повышения качества проката путем улучшения условии захвата металла, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределахгде В - ширина большего основания слитка,...
Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Светлічний Олексій Васильович, Шум Валентин Борисович, Корінь Андрій Олександрович, Хрістиченко Олександр Миколайович, Губайдулін Вячеслав Фуатович, Следнев Володимір Петрович, Столба Володимір Анатолійович, Коцегуб Павло Харитонович
МПК: B21B 1/02
Мітки: спосіб, прокатки, злитків
Формула / Реферат:
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равнуюгде 0,1 £ K £ 1;Н0 - высота раската после снятия конусности, мм;Нn - высота раската в данном пропуске, мм.
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Аскерко Григорій Михайлович, Макаров Григорій Арестович, Тільга Степан Сергійович, Корінь Андрій Олександрович, Омєсь Миколай Михайлович, Полуновський Ісаак Овсійович, Ротару Іон Теодорович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: злитків, прокатки, спосіб
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Спосіб прокатки злитків на дуореверсивному стані
Номер патенту: 8080
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Коцегуб Павло Харитонович, Отерін Володимир Давидович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Светлічний Олексій Васильйович, Левицький Анатолій Петрович, Лам Матвій Маркович, Терещенко Володимир Петрович, Пілюшенко Олександр Віталійович
МПК: B21B 1/02
Мітки: спосіб, стані, злитків, дуореверсивному, прокатки
Формула / Реферат:
Способ прокатки с различными массами слитков на дуореверсивных станах, включающий задачу слитков с различными массами в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков в очаге деформации, отличающийся тем, что, с целью повышения качества проката путем улучшения условий захвата металла валками при прокатке, соотношение скоростей задачи слитков в валки выдерживают в пределахгде VМ, VБ -...
Спосіб прокатки на дуореверсивному стані
Номер патенту: 7904
Опубліковано: 26.12.1995
Автори: Ошеровський Григорий Володимирович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Дмітрієв Василь Дмитрійович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: дуореверсивному, спосіб, стані, прокатки
Формула / Реферат:
Способ прокатки заготовок на дуореверсивном стане, включающий деформацию нагретого слитка с соотношением сторон поперечного сечения 1:(1,5-2,5) с относительным обжатием по узким граням не менее 15% за проход и последующую деформацию до заданного профиле-размера, отличающийся тем, что, с целью увеличения выхода годного металла, перед задачей в валки передний по ходу прокатки конец заготовки длиной равной 0,9-1,2 длины очага деформации...
Попередній патент: Гама-телескоп
Наступний патент: Спосіб прокатки заготівок з неперервнолитих сталей
Випадковий патент: Спосіб профілактики акушерських ускладнень у вагітних, які є реконвалесцентами гострого вірусного гепатиту а