Шпиндельний вузол металорізального верстата
Номер патенту: 79058
Опубліковано: 10.04.2013
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович

Формула / Реферат
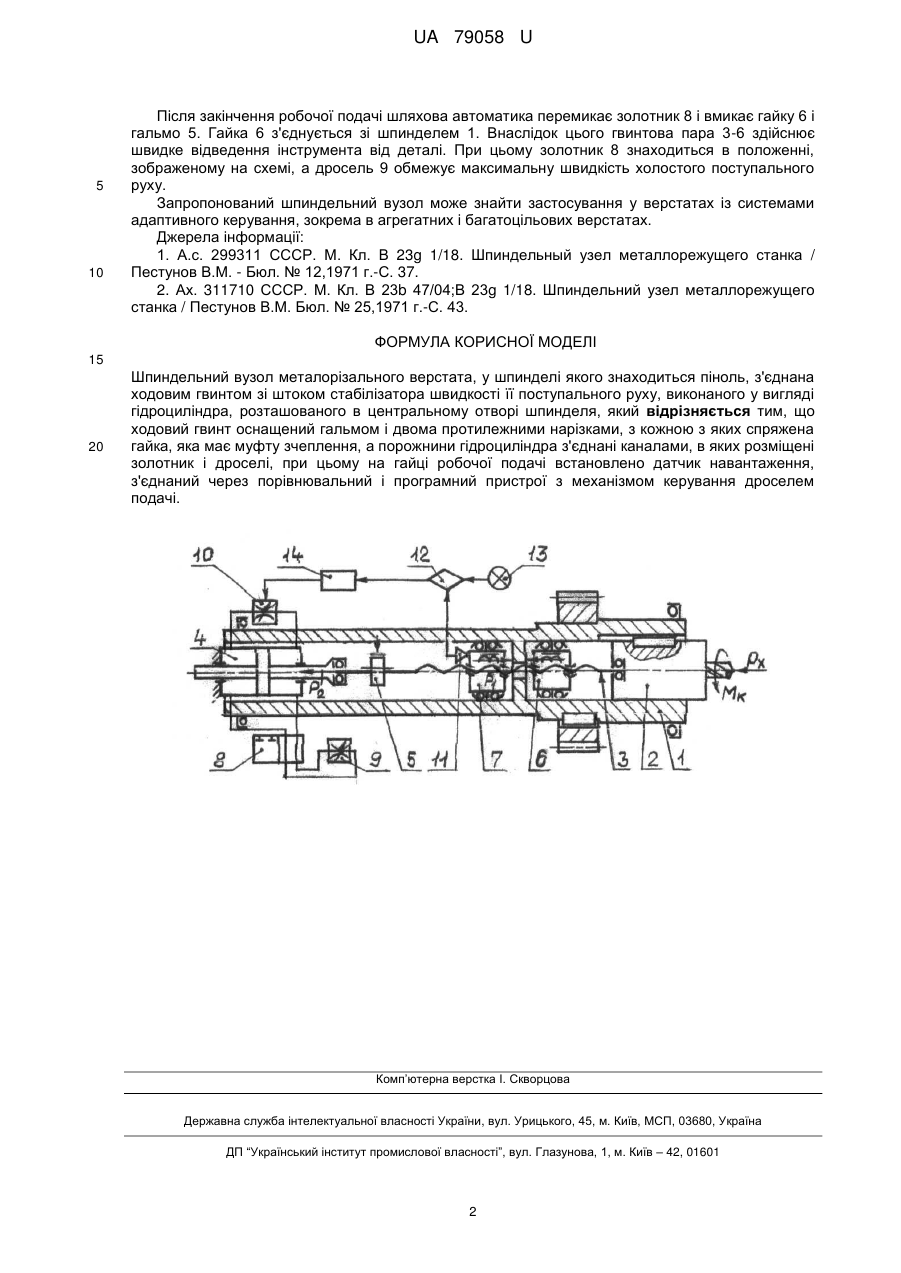
Шпиндельний вузол металорізального верстата, у шпинделі якого знаходиться піноль, з'єднана ходовим гвинтом зі штоком стабілізатора швидкості її поступального руху, виконаного у вигляді гідроциліндра, розташованого в центральному отворі шпинделя, який відрізняється тим, що ходовий гвинт оснащений гальмом і двома протилежними нарізками, з кожною з яких спряжена гайка, яка має муфту зчеплення, а порожнини гідроциліндра з'єднані каналами, в яких розміщені золотник і дроселі, при цьому на гайці робочої подачі встановлено датчик навантаження, з'єднаний через порівнювальний і програмний пристрої з механізмом керування дроселем подачі.
Текст
Реферат: UA 79058 U UA 79058 U 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб належить до області машинобудування і, зокрема до верстатобудування. Широко відомі шпиндельні вузли металорізальних верстатів [1], що мають привод головного руху з установленою в ньому несамогальмівною гвинтовою передачею, кінематично зв'язаною зі шпинделем. Відомі конструкції шпиндельних вузлів не дозволяють керувати швидкістю поступального руху у функції технологічного навантаження, що знижує їх надійність і обмежує область можливого використання. Відомий також шпиндельний вузол [2], прийнятий за прототип, що має привод головного руху з установленою в ньому несамогальмівною гвинтовою передачею і гідравлічний обмежник швидкості поступального руху, шток якого через упорні підшипники з'єднаний зі шпинделем. Відомий шпиндельний вузол не дозволяє керувати швидкістю поступального руху у функції крутного моменту, що знижує надійність експлуатації шпиндельного вузла. Задачею пропозиції є підвищення надійності шпиндельного вузла шляхом керування швидкістю поступального руху у функції технологічного навантаження. Поставлена задача досягається тим, що у запропонованому шпиндельному вузлі ходовий гвинт оснащений гальмом і двома протилежними нарізками, з кожною з яких спряжена гайка, яка має муфту зчеплення, а порожнини гідроциліндра з'єднані каналами, в яких розміщені золотник і дроселі, при цьому на гайці робочої подачі встановлено датчик навантаження, з'єднаний через порівнювальний і програмний пристрої з механізмом керування дроселем подачі. Схема запропонованого шпиндельного вузла наведена на кресленні. Він складається зі шпинделя 1, у якому знаходиться піноль 2, з'єднана ходовим гвинтом 3 через упорні підшипники зі штоком стабілізатора швидкості її поступального руху, виконаного у вигляді гідроциліндра 4, розташованого в центральному отворі шпинделя. На ходовому гвинті 3 закріплене гальмо 5 для здійснення холостого поступального руху пінолі 2, а сам гвинт має дві ділянки з протилежними нарізками, з кожною з яких спряжена гайка 6 або 7, що має муфту для періодичного зчеплення зі шпинделем. Одна гайка використовується для здійснення поступального руху шпинделя в одному напрямі (швидкого підведення і робочої подачі), а інша гайка - у протилежному напрямі (швидкого відведення). Порожнини гідроциліндра 4 з'єднані каналами. В одному каналі установлений золотник 8 і дросель 9 для обмеження швидкості холостого ходу, а в іншому дросель 10 для регулювання швидкості робочої подачі. Вузол оснащений датчиком 11 осьового навантаження гайки 7, що здійснює робочу подачу, порівнювальним 12 і програмним 13 пристроями, а також механізмом керування 14 дроселем 10 робочої подачі. Шпиндельний вузол працює так. Оброблювана деталь кріпиться в пристосуванні, а ріжучий інструмент - у пінолі. Шпиндель 1 здійснює обертальний, а піноль 2 разом з інструментом обертальний і зворотно-поступальний рух. У вихідному положенні, коли інструмент відведений від оброблюваної деталі, вмикається муфта гайки 7 і вона з'єднується з обертовим шпинделем 1. Одночасно гальмо 5 створює момент навантаження на шпинделі. Внаслідок цього осьова сила Р1 у гвинтовій парі 3-7 здійснює швидке підведення інструмента до деталі. Золотник 8 знаходиться в положенні, зображеному на схемі, й масло через дросель 9 переходить з однієї порожнини в іншу. Дросель 9 обмежує максимальну швидкість холостого поступального руху. Після підведення інструмента шляхова автоматика (на схемі не зображена) перемикає золотник 8 і вимикає гальмо 5. Крутний момент Мк робочого навантаження на шпинделі викликає осьову силу Р2, яка здійснює робочу подачу. Величина робочої подачі регулюється дроселем 10. Програмний пристрій 13 настроюється так, щоб забезпечити задану швидкість робочої подачі при певному осьовому навантаженні у гвинтовій парі 3-7. При зростанні осьового навантаження на інструмент сила гідравлічного опору в обмежнику швидкості поступального руху практично не змінюється. Не змінюються також крутний момент і навантаження на датчику 11. Через це залишається незмінним гідравлічний опір дроселя 10. Подальше зростання технологічного навантаження без збільшення крутного моменту викликає зменшення швидкості робочої подачі. Зменшення швидкості робочої подачі, звичайно, викликає зниження складових сили різання і, в тім числі, сили Рx. Шпиндельний вузол буде адаптуватися до осьового навантаження. При зростанні крутного моменту навантаження (на виході інструмента) сигнал датчика 11 збільшується, і результуючий сигнал, що надходить від порівнювального пристрою 12, через механізм керування 14 змінить опір дроселя 10. Подача зменшується, що запобігає подальшому зростанню крутного моменту і поломці інструмента на виході з отвору. Таким чином система керування обмежує перевантаження і виключає поломку інструмента Поставлена мета досягається. Система керування дроселем робочої подачі підвищує надійність роботи шпиндельного вузла. 1 UA 79058 U 5 10 Після закінчення робочої подачі шляхова автоматика перемикає золотник 8 і вмикає гайку 6 і гальмо 5. Гайка 6 з'єднується зі шпинделем 1. Внаслідок цього гвинтова пара 3-6 здійснює швидке відведення інструмента від деталі. При цьому золотник 8 знаходиться в положенні, зображеному на схемі, а дросель 9 обмежує максимальну швидкість холостого поступального руху. Запропонований шпиндельний вузол може знайти застосування у верстатах із системами адаптивного керування, зокрема в агрегатних і багатоцільових верстатах. Джерела інформації: 1. А.с. 299311 СССР. М. Кл. В 23g 1/18. Шпиндельный узел металлорежущего станка / Пестунов В.М. - Бюл. № 12,1971 г.-С. 37. 2. Ах. 311710 СССР. М. Кл. В 23b 47/04;В 23g 1/18. Шпиндельний узел металлорежущего станка / Пестунов В.М. Бюл. № 25,1971 г.-С. 43. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Шпиндельний вузол металорізального верстата, у шпинделі якого знаходиться піноль, з'єднана ходовим гвинтом зі штоком стабілізатора швидкості її поступального руху, виконаного у вигляді гідроциліндра, розташованого в центральному отворі шпинделя, який відрізняється тим, що ходовий гвинт оснащений гальмом і двома протилежними нарізками, з кожною з яких спряжена гайка, яка має муфту зчеплення, а порожнини гідроциліндра з'єднані каналами, в яких розміщені золотник і дроселі, при цьому на гайці робочої подачі встановлено датчик навантаження, з'єднаний через порівнювальний і програмний пристрої з механізмом керування дроселем подачі. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюSpindle unit of metal-cutting machine
Автори англійськоюPestunov Volodymyr Mykhailovych, Babych Valentyn Mykolaiovych
Назва патенту російськоюШпиндельный узел металлорежущего станка
Автори російськоюПестунов Владимир Михайлович, Бабич Валентин Николаевич
МПК / Мітки
МПК: F16B 9/00
Мітки: шпіндельний, вузол, верстата, металорізального
Код посилання
<a href="https://ua.patents.su/4-79058-shpindelnijj-vuzol-metalorizalnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Шпиндельний вузол металорізального верстата</a>
Шпиндельний вузол верстата
Номер патенту: 74640
Опубліковано: 12.11.2012
Автори: Пестунов Володимир Михайлович, Стеценко Олексій Сергійович
МПК: B23B 47/00
Мітки: верстата, вузол, шпіндельний
Формула / Реферат:
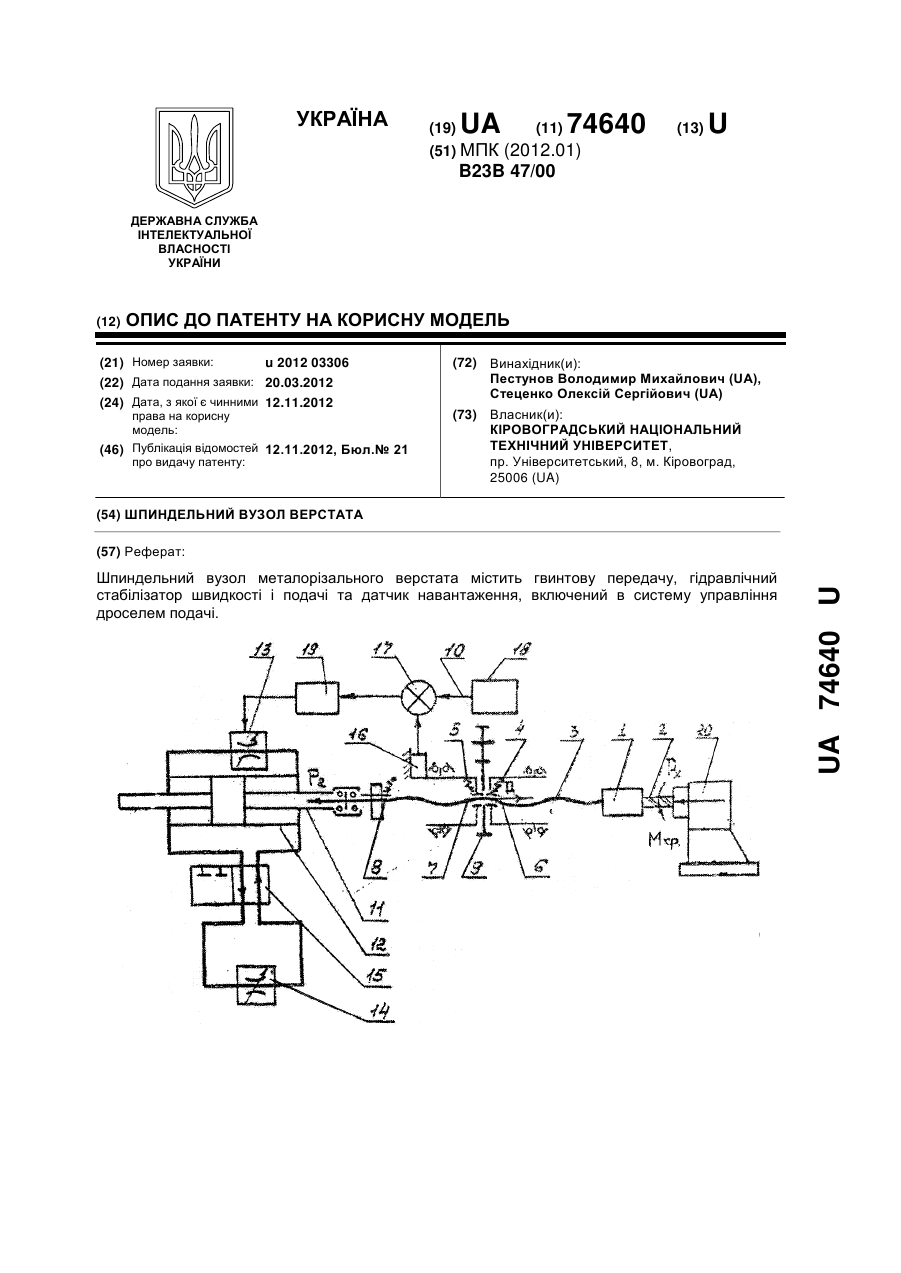
Шпиндельний вузол металорізального верстата, що містить гвинтову передачу, встановлену у приводі головного руху, гідравлічний стабілізатор швидкості і подачі, виконаний у вигляді гідроциліндра, порожнини якого з'єднані каналом періодичного зв'язку, який відрізняється тим, що він оснащений датчиком навантаження, включеного в систему управління дроселем подачі.
Шпиндельний вузол верстата
Номер патенту: 65488
Опубліковано: 12.12.2011
Автори: Гайдаєнко Юрій Васильович, Фіранський Володимир Борисович, Шинкаренко Василь Федорович, Кузнєцов Юрій Миколайович
МПК: B23B 19/00, B23B 47/00
Мітки: вузол, шпіндельний, верстата
Формула / Реферат:
1. Шпиндельний вузол верстата, що містить привод головного руху шпинделя, з'єднаний з електроприводом подачі піноль, гвинтову передачу, гвинт якої розміщений всередині шпинделя, а гайка з'єднана з пінолем, який відрізняється тим, що привод головного руху шпинделя розташований всередині пінолю з можливістю передачі крутного моменту за допомогою електромагнітного поля, електропривод подачі виконаний співвісно з гвинтовою передачею.2....
Шпиндельний вузол важкого токарного верстата з додатковою гідростатичною опорою
Номер патенту: 28822
Опубліковано: 25.12.2007
Автори: Іванькина Олена Георгіївна, Ковальов Віктор Дмитрович, Бабін Олег Фавійович, Пономаренко Олександр Валерійович
МПК: B23B 19/00
Мітки: токарного, вузол, верстата, опорою, гідростатичною, важкого, шпіндельний, додатковою
Формула / Реферат:
Шпиндельний вузол важкого токарного верстата з додатковою гідростатичною опорою, що містить гідростатичні опорні підшипники, шпиндель з планшайбою, під якою розташовані підтримувальні елементи, вузол контролю зусилля підтиску, який відрізняється тим, що додаткова гідростатична опора під планшайбою має два види опорних поверхонь, один вид із фіксованим зазором, другий - із регульованим зазором, де величиною зазору керує вузол контролю зусилля...
Шпиндельний вузол важкого токарного верстата
Номер патенту: 17658
Опубліковано: 16.10.2006
Автори: Пономаренко Олександр Валерійович, Бабін Олег Фавійович, Ковальов Віктор Дмитрович
МПК: B23B 19/00
Мітки: вузол, важкого, токарного, верстата, шпіндельний
Формула / Реферат:
Шпиндельний вузол важкого токарного верстата, що містить шпиндель, установлений у радіальних і осьовому гідростатичних підшипниках, джерела живлення, з'єднані з кишенями підшипників, розподільний пристрій із системою керування, вихідні канали якого з'єднані з кишенями радіальних підшипників, а вхідні - з відповідними джерелами живлення, датчик зусилля різання, пов'язаний із системою керування розподільного пристрою, який відрізняється тим, що...
Шпиндельний вузол

Номер патенту: 69541
Опубліковано: 15.09.2004
Автори: Каприця Олександр Сергійович, Пестунов Володимир Михайлович, Крижанівський Володимир Андрійович
МПК: B24B 41/00
Мітки: вузол, шпіндельний
Формула / Реферат:
1. Шпиндельний вузол верстата, що містить встановлений на опорах шпиндель, в передній частині якого рівномірно по колу розташовані датчики пружної деформації, ввімкнені в систему автоматичного регулювання, який відрізняється тим, що передня опора виконана гідростатичною та складається із трьох рівномірно розташованих по колу секцій, при цьому кожна секція розміщена протилежно відповідному датчику.2. Шпиндельний вузол по п. 1, який...
Попередній патент: Спосіб контролю, корегування та відстеження фігури людини
Наступний патент: Припій для паяння титану та його сплавів
Випадковий патент: Спосіб та система для гальмування та/або зупинки транспортного засобу, що рухається вздовж колії