Спосіб підготовки феросплавів до подачі в сталеплавильні агрегати
Номер патенту: 7998
Опубліковано: 15.07.2005
Автори: ТРОЩІЙ Сергій Володимирович, Любимов Іван Михайлович, Учитель Олександр Давидович, Сокуренко Анатолій Валентинович, Демков Микола Кузьмич, Кекух Анатолій Володимирович, Садовник Віктор Тихонович, Шеремет Володимир Олександрович, Коваленко Іван Михайлович
Формула / Реферат
Спосіб підготовки феросплавів до подачі в сталеплавильні агрегати, що включає розвантаження одержаних від виробників феросплавів у приймальні бункери; перевантаження феросплавів із приймальних бункерів у накопичувальні бункери за типами феросплавів і їхнім призначенням; дроблення феросплавів до фракції з розміром шматків, менших ніж максимальний розмір, подача яких у плавильні агрегати не допускається; завантаження дробленого продукту, використовуваного як розкислювач, у сталеплавильні агрегати, який відрізняється тим, що перед дробленням феросплавів до фракції з розміром шматків, меншим ніж максимальний розмір, подача яких в плавильні агрегати не допускається, весь об’єм феросплавів, що надходить, розсіюють на віброгрохоті на три класи крупності: 1) з розміром шматків, більших ніж максимальний розмір, подача яких в плавильні агрегати не допускається, 2) з розміром шматків, подача яких в плавильні агрегати допускається, 3) з розміром шматків, менших ніж мінімальний розмір, подача яких в плавильні агрегати не допускається, при цьому клас крупності з розміром шматків, більших ніж максимальний розмір, подача яких в плавильні агрегати не допускається, додрібнюється до фракції з розміром шматків, менших ніж максимальний розмір, подача яких в плавильні агрегати не допускається, і розсіюється на дві фракції за класом крупності 5 мм; утворений при розсіюванні вихідного об’єму феросплавів клас крупності з розміром шматків, менших ніж мінімальний розмір, подача яких в плавильні агрегати не допускається, поєднують з утвореною при додрібненні фракцією з розміром шматків, менших ніж максимальний розмір, подача яких в плавильні агрегати не допускається, і піддають огрудкуванню, наприклад брикетуванню, з наступною подачею в сталеплавильні агрегати огрудкованого матеріалу разом з утвореним при розсіюванні вихідного об’єму феросплавів класом з розміром шматків, подача яких в плавильні агрегати допускається.
Текст
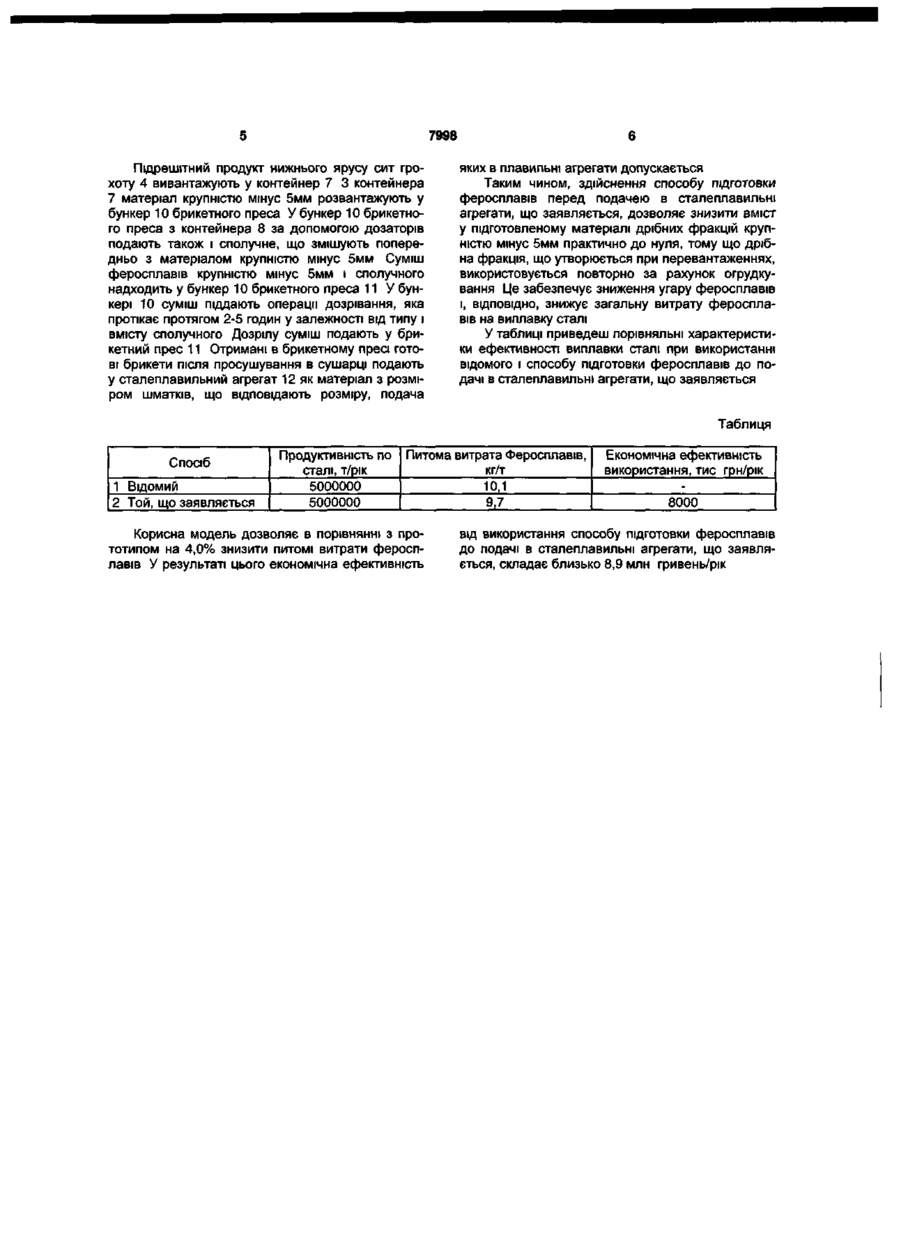
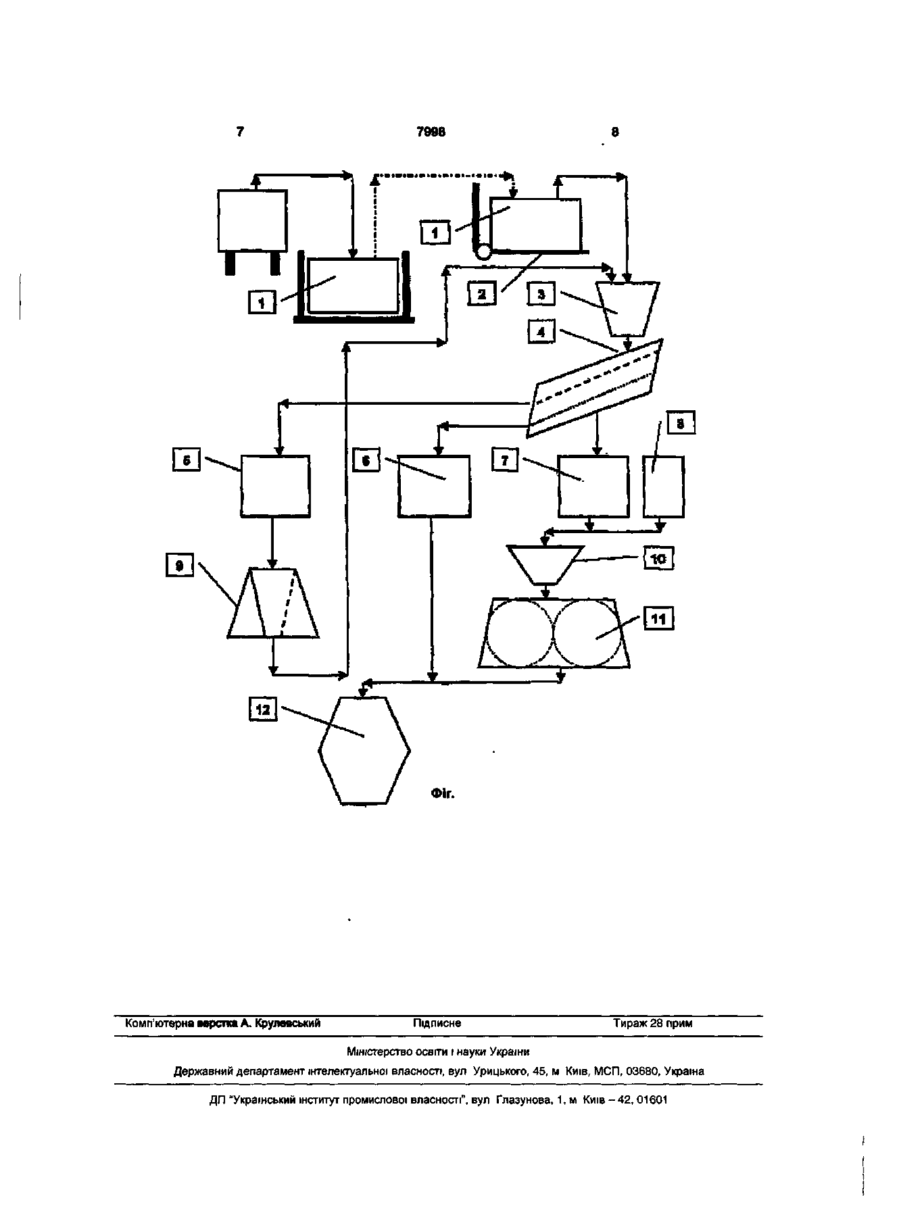
Спосіб підготовки феросплавів до подачі в сталеплавильні агрегати, що включає розвантаження одержаних від виробників феросплавів у приймальні бункери, перевантаження феросплавів із приймальних бункерів у накопичувальні бункери за типами феросплавів і їхнім призначенням, дроблення феросплавів до фракції з розміром шматків, менших ніж максимальний розмір, подача яких у плавильні агрегати не допускається, завантаження дробленого продукту, використовуваного як розкислювач, у сталеплавильні агрегати, який відрізняється тим, що перед дробленням феросплавів до фракції з розміром шматків, меншим ніж максимальний розмір, подача яких в плавильні агрегати не допускається, весь об'єм феросплавів, що надходить, розсіюють на віброгрохоті на три класи крупності 1) з розміром шматків, більших ніж максимальний розмір, подача яких в плавильні агрегати не допускається, 2) з розміром шматків, подача яких в плавильні агрегати допускається, 3) з розміром шматків, менших ніж мінімальний розмір, подача яких в плавильні агрегати не допускається, при цьому клас крупності з розміром шматків, більших ніж максимальний розмір, подача яких в плавильні агрегати не допускається, додрібнюється до фракції з розміром шматків, менших ніж максимальний розмір, подача яких в плавильні агрегати не допускається, і розсіюється на дві фракції за класом крупності 5 мм, утворений при розсіюванні вихідного об'єму феросплавів клас крупності з розміром шматків, менших ніж мінімальний розмір, подача яких в плавильні агрегати не допускається, поєднують з утвореною при додрібненні фракцією з розміром шматків, менших ніж максимальний розмір, подача яких в плавильні агрегати не допускається, і піддають огрудкуванню, наприклад брикетуванню, з наступною подачею в сталеплавильні агрегати огрудкованого матеріалу разом з утвореним при розсіюванні вихідного об'єму феросплавів класом з розміром шматків, подача яких в плавильні агрегати допускається Корисна модель відноситься до галузі металурги, зокрема, до ПІДГОТОВКИ сировини до подачі в металургійні агрегати, і може бути використана у гірничій і ХІМІЧНІЙ галузях для по фракційного збереження сипучих матеріалів у накопичувальних бункерах Найбільш близьким технічним рішенням, обраним як прототип, є спосіб підготовки феросплавів, що включає розвантаження прибулих від виробників феросплавів у прийомні бункери, перевантаження феросплавів із прийомних бункерів у накопичувальні бункери за типами феросплаве і їхньому призначенню, дроблення всього об ему феросплавів до фракції з розміром шмат ків, менших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, перевантаження дробленого продукту, використовуваного в якості розкислювача, у сталеплавильні агрегати [див, наприклад ' Выплавка стали в мартеновском цехе" Технологическая инструкция ТИ-228-МП-20-02, п 12, стр 14] Даний спосіб підготовки феросплавів до подачі в сталеплавильні агрегати по технічній сутності й ефекту, що досягається, є найбільш близьким до технічного рішення, що заявляється Недоліком відомого способу підготовки феросплав/в до подачі в сталеплавильні агрегати є високий вміст у підготовленому матеріалі дрібних СО 7998 фракцій крупністю мінус 5мм. Високий вміст дрібних фракцій обумовлений дробленням всього об'єму феросплавів, що надходять, у тому числі і вже наявного класу мінус 5мм, приводить до нарощування у відправляємі в сталеплавильні агрегати некондиційних дрібних фракцій. Наслідком високого вмісту некондиційних дрібних класів є підвищений угар феросплавів і, відповідно, і підвищена витрата феросплавів на виплавку сталі. В основу корисної моделі поставлено задачу удосконалення способу підготовки феросплавів до подачі в сталеплавильні агрегати шляхом зниження вмісту в підготовленому матеріалі дрібних фракцій крупністю мінус 5мм, що дозволить забезпечити зниження угару феросплавів і, відповідно, знизити їхню витрату на виплавку сталі. Очікуваним технічним результатом пропонованого способу підготовки феросплавів до подачі в сталеплавильні агрегати є зниження питомої витрати феросплавів на виплавку сталі. Зазначений технічний результат досягається тим, що в способі підготовки феросплавів до подачі в сталеплавильні агрегати, що включає розвантаження прибулих від виробників феросплавів у прийомні бункери; перевантаження феросплавів із прийомних бункерів у накопичувальні бункери за типами феросплавів і їхньому призначенню; дроблення феросплавів до фракції з розміром шматків, менших, ніж максимальний розмір, подача яких у плавильні агрегати не допускається; завантаження дробленого продукту, використовуваного в якості розкислювача, у сталеплавильні агрегати, згідно пропонуємому технічному рішенню, перед дробленням феросплавів до фракції з розміром шматків, менших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, весь об'єм феросплавів, що надходять; розсіюють на віброгрохоті на три класи крупності: 1) з розміром шматків, більших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, 2) з розміром шматків, що відповідають розміру, подача яких в плавильні агрегати допускається, 3) з розміром шматків, менших; ніж мінімальний розмір, подача яких в плавильні агрегати не допускається, при цьому клас крупності з розміром шматків; більших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, додрібнюють до фракції з розміром шматків; менших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, і розсіюють на дві фракції по класу крупності 5мм, утворений при розсіві вихідного об'єму феросплавів клас крупності з розміром шматків, менших, ніж мінімальний розмір, подача яких в плавильні агрегати не допускається, поєднують з утвореною при додрібненні фракцією з розміром шматків, менших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, і піддають огрудкуванню, наприклад, брикетуванню, з наступною подачею в сталеплавильні агрегати огрудкованного матеріалу разом з утвореним при розсіву вихідного об'єму феросплавів класом з розміром шматків, що відповідають розміру, подача яких в плавильні агрегати допускається. Розсіювання всього об'єму феросплавів, що надходять, на віброгрохоті на три класи крупності: 1) з розміром шматків, більших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, 2) з розміром шматків, що відповідають розміру, подача яких в плавильні агрегати допускається, 3) з розміром шматків, менших, ніж мінімальний розмір, подача яких в плавильні агрегати не допускається, додрібнювання при цьому класу крупності з розміром шматків, більших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, до фракції з розміром шматків, менших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, і розсіювання на дві фракції по класу крупності 5мм, об'єднання утвореного при розсіву вихідного об'єму феросплавів класу крупності з розміром шматків, менших, ніж мінімальний розмір, подача яких в плавильні агрегати не допускається, з утвореної при до дрібненні фракцією з розміром шматків, менших, ніж максимальний розмір, подача яких в плавильні агрегати не допускається, і огрудкування, наприклад, брикетування, з наступною подачею в сталеплавильні агрегати огрудкованного матеріалу разом з утвореним при розсіву вихідного об'єму феросплавів класом з розміром шматків; що відповідають розміру, подача яких в плавильні агрегати допускається, дозволяє при підготовці феросплавів до подачі в сталеплавильні агрегати за рахунок зниження вмісту в підготовленому матеріалі дрібних фракцій крупністю мінус 5мм забезпечити зниження угару феросплавів і, відповідно; знизити їх виграти на виплавку сталі, що веде до досягнення зазначеного у винаході технічного результату, На Фіг. приведена принципова технологічна схема способу підготовки феросплавів до подачі в сталеплавильні агрегати, що заявляється, 1 - контейнер; 2 - перекидач; 3 - приймальний бункер грохоту, 4 - двох'ярусний грохот; 5,6,7,8 - контейнери; 9 - дробарка; 10 - бункер брикетного преса; 11 - брикетний прес; 12 - сталеплавильний агрегат. Застосування способу підготовки феросплавів до подачі в сталеплавильні агрегати що заявляється, ілюструється наступним прикладом конкретного здійснення. Прибулі від постачальника вагони з феросплавами розвантажують у прийомні бункери траншейного типу, у які попередньо укладають контейнера 1. Наповнені вихідними феросплавами контейнера 1 подають на перекидач 2 і розвантажують у приймальний бункер грохоту 3. З прийомного грохоту бункера 3 накопичений матеріал розвантажують на двох'ярусний грохот 4, постачений сигами - верхній ярус сит має отвору на 50мм, а нижній - на 5мм. Надрешітний продукт із верхнього ярусу сит попадає в контейнер 5, відкіля його подають у приймальний бункер дробарки 9. Отриманий у результаті дроблення продукт направляють у голову процесу для розсіву на три фракції. Надрешітний продукт нижнього ярусу сит грохоту 4 вивантажують у контейнер 6 і подають у сталеплавильний агрегат 12 як матеріал з розміром шматків, що відповідають розміру, подача яких в плавильні агрегати допускається. 7998 Підрешітний продукт нижнього ярусу сит грохоту 4 вивантажують у контейнер 7 3 контейнера 7 матеріал крупністю мінус 5мм розвантажують у бункер 10 брикетного преса У бункер 10 брикетного преса з контейнера 8 за допомогою дозаторів подають також і сполучне, що змішують попередньо з матеріалом крупністю мінус 5мм Суміш феросплавів крупністю мінус 5мм і сполучного надходить у бункер 10 брикетного преса 11 У бункері 10 суміш піддають операції дозрівання, яка протікає протягом 2-5 годин у залежності від типу і вмісту сполучного Дозрілу суміш подають у брикетний прес 11 Отримані в брикетному пресі готові брикети після просушування в сушарці подають у сталеплавильний агрегат 12 як матеріал з розміром шматків, що відповідають розміру, подача яких в плавильні агрегати допускається Таким чином, здійснення способу підготовки феросплавів перед подачею в сталеплавильні агрегати, що заявляється, дозволяє знизити вміст у підготовленому матеріалі дрібних фракцій крупністю мінус 5мм практично до нуля, тому що дрібна фракція, що утворюється при перевантаженнях, використовується повторно за рахунок огрудкування Це забезпечує зниження угару феросплавів і, ВІДПОВІДНО, знижує загальну витрату феросплавів на виплавку сталі У таблиці приведеш порівняльні характеристики ефективності виплавки сталі при використанні відомого і способу підготовки феросплавів до подачі в сталеплавильні агрегати, що заявляється Таблиця Спосіб 1 Відомий 2 Той, що заявляється Продуктивність по сталі, т/рік 5000000 5000000 Питома витрата Феросплавів, кг/т 10,1 9,7 Корисна модель дозволяє в порівнянні з прототипом на 4,0% знизити питомі витрати феросплавів У результаті цього економічна ефективність Економічна ефективність використання, тис грн/рік 8000 від використання способу підготовки феросплавів до подачі в сталеплавильні агрегати, що заявляється, складає близько 8,9 млн гривень/рік 7998 Фіг. Комп'ютерна верстка А. Крулевський Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of ferroalloys prior to feed into steel-making vessel
Автори англійськоюSokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych, Liubymov Ivan Mykhailovych, Kovalenko Ivan Mykhailovych, Uchytel Oleksandr Davydovych, Troschii Sergii Volodymyrovych
Назва патенту російськоюСпособ подготовки ферросплавов до подачи в сталеплавильные агрегаты
Автори російськоюСокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Кэкух Анатолий Владимирович, Любимов Иван Михайлович, Коваленко Иван Михайлович, Учитель Александр Давидович, Трощий Сергей Владимирович
МПК / Мітки
МПК: B02C 23/12, B02C 23/00, B02C 23/08
Мітки: феросплавів, сталеплавильні, агрегаті, подачі, підготовки, спосіб
Код посилання
<a href="https://ua.patents.su/4-7998-sposib-pidgotovki-ferosplaviv-do-podachi-v-staleplavilni-agregati.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки феросплавів до подачі в сталеплавильні агрегати</a>
Спосіб підготовки феросплавів для мікролегування сталі
Номер патенту: 47359
Опубліковано: 15.09.2004
Автори: Семенченко Петро Михайлович, Бочек Анатолій Павлович, Синельніков Володимир Петрович, Шепель Віктор Данілович, Климанчук Владислав Владиславович, Самохвалов Володимир Михайлович, Оспіщев Олександр Андрійович, Тімощенко Микола Іванович, Сіренко Сергій Іванович, Бойко Володимир Семенович, Фентісов Ігор Миколайович
МПК: C21C 1/06
Мітки: підготовки, сталі, феросплавів, мікролегування, спосіб
Формула / Реферат:
1. Спосіб інкрустації бурштином, який включає вирізування гнізда потрібної конфігурації у дерев'яній основі за розробленим ескізом, розміщування бурштину у цьому гнізді, а також надання усьому набору загальної поверхні, який відрізняється тим, що перед розміщенням у гнізді бурштин подрібнюють до одержання кришок, що мають різну величину гранул, а після розміщення у гнізді бурштинові кришки просочують рідкою сумішшю на основі епоксидної смоли...
Спосіб брикетування феросплавів
Номер патенту: 7511
Опубліковано: 15.06.2005
Автори: Рощенко Федір Петрович, Демков Микола Кузьмич, Харченко Андрій Олександрович, Писаренко Віктор Гурійович, Сокуренко Анатолій Валентинович, ТРОЩІЙ Сергій Володимирович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович
МПК: C22B 1/24
Мітки: феросплавів, брикетування, спосіб
Формула / Реферат:
1. Спосіб брикетування феросплавів, що включає вловлювання відходів металургійного виробництва, їх змішування зі зв'язувальною речовиною, подальше пресування, який відрізняється тим, що брикетування феросплавів ведуть вібролиттєвим способом за допомогою матриці-штампа з подальшим сушінням брикетів при температурі 30-50°С протягом 2-4 годин.2. Спосіб за п. 1, який відрізняється тим, що як зв’язувальну речовину застосовують рідке скло в...
Спосіб утилізації другорядних продуктів процесу виплавлення феросплавів
Номер патенту: 73020
Опубліковано: 16.05.2005
Автори: Капелянов Володимир Якович, Куліш Сергій Миколайович, Моісєєв Ігор Юрійович, Ольшанський Володимир Ілліч
Мітки: другорядних, процесу, утилізації, продуктів, феросплавів, спосіб, виплавлення
Формула / Реферат:
Спосіб утилізації другорядних продуктів процесу виплавлення феросплавів, який складається з виплавлення феросплаву з виведенням колошникового газу та накопичуванням пилу, розділення шлаку та металу, підготовку пилу, його нагрів та змішування з рідким шлаком, охолодження утвореної суміші, який відрізняється тим, що як пил використовують пил газоаспіраторних систем, нагрівання пилу здійснюють до температури 600-900°С полум'ям спалюваного...
Спосіб зберігання, підготовки та подачі мазуту
Номер патенту: 7234
Опубліковано: 30.06.1995
Автор: Петров Борис Юрійович
МПК: B01F 3/08
Мітки: мазуту, подачі, зберігання, спосіб, підготовки
Формула / Реферат:
Способ хранения, подготовки и подачи мазута, включающий загрузку мазута в резервуары, поддержание в резервуарах температуры 40 ... 140°С посредством циклического прокачивания мазута через подогреватели и эмульгирование мазута при подаче его из резервуаров на сжигание в котельные агрегаты, отличающийся тем, что дополнительно осуществляют эмульгирование мазута при его загрузке в резервуары, а также в резервуарах при температуре 40 ......
Спосіб передпускової підготовки пневмогідравлічної системи подачі палива у камеру згоряння рідинного ракетного двигуна
Номер патенту: 63553
Опубліковано: 15.01.2004
Автори: Мокін Олександр Васильович, Антонов Віктор Олексійович, Волошин Марк Леонідович, Мокін Андрій Олександрович, Нежований Євген Петрович, Мітіков Юрій Олексійович
МПК: B64D 37/00, F42B 15/00
Мітки: підготовки, камеру, двигуна, подачі, ракетного, пневмогідравлічної, спосіб, системі, згоряння, рідинного, передпускової, палива
Формула / Реферат:
Спосіб передпускової підготовки пневмогідравлічної системи подачі палива у камеру згоряння рідинного ракетного двигуна, що заснований на наддуванні газового об'єму паливного бака до заданого тиску і наступного витіснення палива із рідинного об'єму паливного бака у витратну магістраль, у якій створено вакуум, під дією цього тиску наддування, який відрізняється тим, що витіснення палива із рідинного об'єму паливного бака у витратну магістраль...
Попередній патент: Вібраційний конвеєр
Наступний патент: Система в.г. баранова – а.м. божка для автоматичного регулювання тиску повітря в шинах мобільно-енергетичних засобів
Випадковий патент: Колосникова газорозподільна решітка