Спосіб термічної обробки сталевих виробів з окалиною
Номер патенту: 80077
Опубліковано: 10.08.2007
Автори: Афтанділянц Євген Григорович, Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович

Формула / Реферат
Спосіб термічної обробки сталевих виробів з окалиною, який включає нагрів виробу до необхідної температури, витримку у відновній атмосфері та охолодження, який відрізняється тим, що перед термічною обробкою визначають мінімальний розмір максимального перерізу виробу та максимальну товщину окалини, нагрів проводять у відновній атмосфері, час, потрібний для нагріву і витримки виробу та відновлення окалини визначають, виходячи з рівняння регресії залежності тривалості нагрівання та витримки (tзаг, хв) при певній температурі (t, °C) від виду та мінімального розміру (d, мм) максимального перерізу виробу, що має наступний вигляд:
tзаг = (40,571·2,718-0,0037·t)·d+ d,
а також рівняння швидкості відновлення окалини (Vок, мкм/хв) від температури (t, °C), що має наступний вигляд:
Vок =0,0013·2,7180,0106·t,
при цьому тривалість витримки встановлюють не меншою максимального часу, необхідного для прогрівання виробу або відновлення окалини, а охолодження здійснюють в нейтральній атмосфері.
Текст
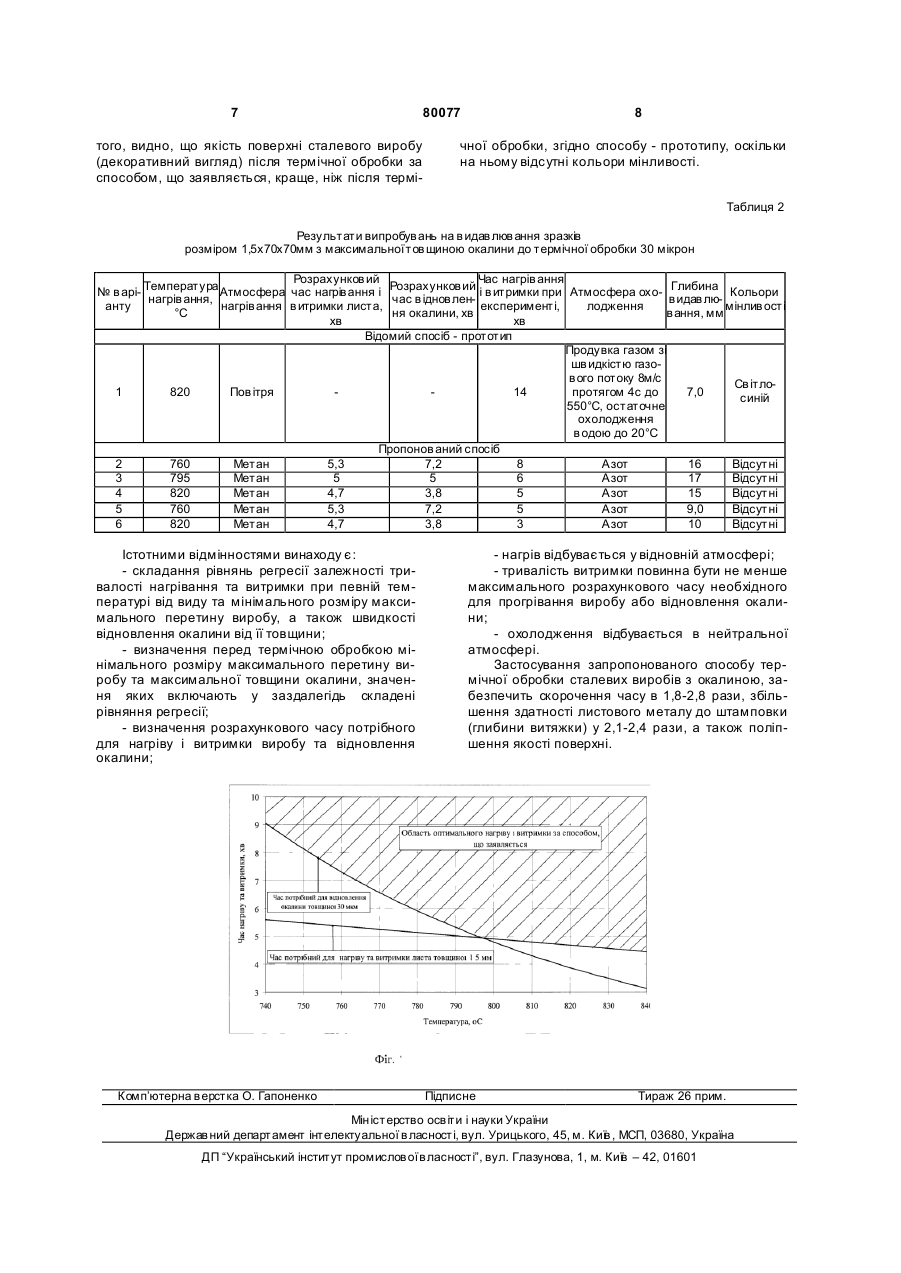
Спосіб термічної обробки сталевих виробів з окалиною, який включає нагрів виробу до необхідної температури, витримку у відновній атмосфері та охолодження, який відрізняється тим, що перед термічною обробкою визначають мінімальний розмір максимального перерізу виробу та максимальну товщину окалини, нагрів проводять у від 3 80077 водою до температури навколишнього середовища. Очищають поверхню дроту від окалини перед інтенсивним охолодженням, для чого витримку при 820-970°С проводять у відновній атмосфері [Патент Російської Федерації №2023030, С21D9/52, 1991 - прототип]. Однак застосування цього способу не досить ефективне, оскільки не оптимізовано час витримки при температурі нагрівання, що повинен бути мінімальним, але достатнім, з одного боку, для прогріву всього сталевого виробу, завершення процесу формування аустеніту і його гомогенізації, а з іншого, достатнім для відновлення усього шару окалини, що є на поверхні сталевого виробу. Відсутність такої інформації у відомому способі [Патент Росії №2023030, С21D9/52, 1991 - прототип] приводить до того, що при великій витримці виріб перегрівається, що приводить до росту зерна аустеніту і погіршенню його властивостей або при недостатній витримці не цілком відновлюється окалина, що впливає на подальшу експлуатацію сталевого виробу з окалиною. Крім того відсутність відновної атмосфери може приводити до додаткового окислювання поверхні при нагріванні сталевих виробів, а остаточне о холодження водою від 400-550°С до цехової температури приводить до появи на поверхні сталевих виробів кольорів мінливості від сірого до світло-жовтого, що погіршує декоративний вигляд виробів і є ознакою браку при виробництві листа. Винаходом ставиться завдання скорочення часу термічної обробки, збільшення здатності листового металу до штамповки (глибини витяжки), а також поліпшення якості поверхні сталевих виробів після термічної обробки сталевих виробів з окалиною. Поставлене винаходом завдання досягається тим, що в способі термічної обробки сталевих виробів з окалиною, який включає нагрів виробу, витримку у відновній атмосфері та охолодження, згідно винаходу складають рівняння регресії залежності тривалості нагрівання та витримки при певній температурі від виду та мінімального розміру максимального перетину виробу, а також швидкості відновлення окалини від її товщини, перед термічною обробкою визначають мінімальний розмір максимального перетину виробу та максимальну товщин у окалини, значення яких включають у заздалегідь складені рівняння регресії, за якими визначають розрахунковий час, потрібний для нагріву і витримки виробу та відновлення окалини, нагрів проводять у відновній атмосфері, тривалість витримки повинна бути не менша максимального розрахункового часу необхідного для прогрівання виробу або відновлення окалини, а охолодження проводять в нейтральній атмосфері. Відомо, що загальний час нагрівання складається з часу нагрівання до заданої температури (tн) і часу витримки при цій температурі (tΒ): tобщ =tн+t у (1) Час нагрівання (tн) залежить від температури нагрівання, нагрівальної здатності середовища, від розмірів і форми деталей, від укладання їх у 4 печі. Приклад норм часу для нагрівання сталі в електричних печах наведено в табл.1 [10. Майський М. І., Майський В. М. Лабораторно - практичні роботи з технології металів і конструкційних матеріалів. - Київ: Ви ща школа, 1972. - с.152]. Таблиця 1 Норми часу нагрівання деталей в електричних печах Температура нагрівання °С 600 700 800 900 1000 Форма виробу коло квадрат Пластина Тривалість нагрівання, хв на 1мм на 1мм на 1мм діаметра товщини товщини 2 3 4 1,5 2,2 3 1,0 1,5 2 0,8 1,2 1,6 0,4 0,6 0,8 Час витримки при заданій температурі (tΒ) залежить від швидкості фазових перетворень, що визначається ступенем перегріву вище критичної точки і дисперсністю вихідної структури. Практично величина tΒ приймається рівною 1хв/мм для вуглецевих і 2 хв/мм для легованих сталей (так як в останні карбіди повільніше переходять у твердий розчин) [Гуяяєв А. П.Ме талознавство. - М: ОБОРОНГИЗ, 1963. - c.464]. Термічна обробка у відновній атмосфері відбувається в основному в середовищі вуглецю (С), водню (Н2), моноокису вуглецю (CO), метану (СН4) та інших високомолекулярних вуглеводнів (етанС2Н6, пропан- С3Н8, бутан - С4Н10 тощо). Відомо, що окалина на виробах з вуглецевої сталі складається в основному з оксидів заліза (FeO, Fe2 O3, Fe3O4). Відновлення окалини відбувається, в основному, за наступними реакціями: FeO+С=Fe+CO Fe2O3+3C=2Fe+3CO Fe3O4+4C=3Fe+4CO FeO+H2=Fe+H2O Fe2O3+3H2=2Fe+3H2O Fe3O4+4H2=3Fe+4H2O FeO+CO=Fe+CO2 Fe2O3+3CO=2Fe+3CO2 Fe3O4+4CO=3Fe+4CO2 (2) (3) (4) (5) (6) (7) (8) (9) (10) Однак застосування атмосфери з водню (Н2) або моноокису вуглецю (СО) для відновлення окалини недоцільно, тому що в результаті відновлення утворяться такі продукти реакцій як Н 2О і СО2, які істотно сповільнюють швидкість відновлення. Як відновну атмосферу доцільно використовувати метан (СН4), який без доступу повітря при високих температурах розкладається за наступною реакцією СН4=С+2Н2 (11) 5 80077 Відновлення окалини відбувається за реакціями (2-10), а шкідливі продукти реакцій (5-10) Н2О і СО2 перетворюються в корисні відновлювані Н 2 і СО, при надлишку метану, за наступними реакціями СН4+Н2О=CO+3Н2 СН4+СО2=2СО+2Н2 (12) (13) Аналогічні реакції можливі при застосуванні етану, пропану, бутан у й інших високомолекулярних вуглеводнів. Однак ці гази є досить дефіцитними. Застосування метану є переважним тому, що він є основою природного газу. Нагрівання виробів з окалиною необхідно проводити у відновлюючій атмосфері для того щоб уже на перших стадіях нагрівання уникнути додаткового окислювання поверхні та не збільшити кількість окалини на поверхні сталевого виробу. Витримка при досягненні заданої температури нагрівання повинна бути не менше часу необхідного для прогріву всього сталевого виробу, завершення процесу формування аустеніту і його гомогенізації, а також достатньою для відновлення усього шару окалини, що є на поверхні сталевого виробу. Це досягається тим, що для сталевих виробів з окалиною складаються рівняння регресії залежності тривалості нагрівання та витримки при певній температурі від виду та мінімального розміру максимального перетину виробу, а також швидкості відновлення окалини від її товщини. Перед термічної обробкою визначається мінімальний розмір максимального перетину виробу та максимальна товщина окалини, значення яких включають у заздалегідь складені рівняння регресії, за якими визначають розрахунковий час, потрібний для нагріву і витримки виробу та відновлення окалини. Тривалість витримки повинна бути не менше максимального розрахункового часу, необхідного для прогрівання виробу або відновлення окалини. Витримка менше максимального розрахункового часу необхідного для прогрівання виробу або відновлення окалини приведе або до недостатньо повного завершення процесу формування аустеніту і його гомогенізації або до не повного відновлення окалини на поверхні сталевого виробу. Витримка більше максимального розрахункового часу повинна бути мінімальною і визначається, як правило, конкретними технологічними особливостями термічної обробки. Охолодження повинно бути в нейтральній атмосфері, тому що охолодження на повітрі або у воді приведе до повторного окислювання відновленої поверхні сталевого виробу і погіршенню його декоративного виду, а охолодження у відновній атмосфері приведе до її перевитрати й осадження сажі на виробі при низьких температурах. Приклад реалізації способу. Ефективність способу, що заявляється, визначали на сталевих листах, товщиною 1,5мм, виготовлених зі сталі 10. Вимір товщини окалини, за допомогою оптичного мікроскопа МІМ-7, показало, що максимальна товщина окалини складала 30 мікрон. За формулою (14), з врахуванням даних, наведених у таблиці 1, визначили час необхідний для нагрівання і витримки листа товщиною 1,5мм у 6 печі при різних температурах. Регресійний аналіз показав, що результати розрахунків апроксимуються наступним рівнянням: час нагрівання і витримки (хв) tобщ =(40,571·е-0,0037·t)·d+d, R=0,985 (14) де t - температура, °С; d - товщина листа, мм; R - коефіцієнт кореляції. Результати розрахунків часу нагрівання і витримки для листа товщиною 1,5мм наведені на Фіг. Фіг. Рахунковий час нагрівання і витримки листа та відновлення окалини при різних температурах. Відновлення окалини здійснювали на зразках діаметром 3мм і висотою 20мм, які поміщали в термічну піч і за допомогою платинового дроту і нихромового кріплення підвішували до ваг. Відновлення окалини здійснювали обдувом зразків метаном чистотою 96,6-97,6% СН4. Витрата метану складала 2.4см 3/с. Температуру відновлення записували за допомогою потенціометра КСП-4. Результати аналізу експериментів показали, що швидкість відновлення окалини (Vок , мкм/хв) описується наступною залежністю: Vок =0,0013·e0,0106·t, R=0,999 (15) Результати розрахунків часу відновлення окалини товщиною 30 мікронів за формулою 15, наведені на Фіг. Аналіз даних наведених на Фіг. показує, що час нагрівання і витримки сталевого виробу з окалиною при нагріванні до температури 795°С визначається часом відновлення окалини, а при температурі вище 795°С часом нагрівання і витримки сталевого листа товщиною 1,5мм. З листів виготовлених зі сталі 10, що містить 0,11% С; 0,27% Si; 0,51% Μn; 0,02% Ρ; 0,025% S, з окалиною максимальною товщиною 30 мікронів, виготовили зразки товщиною 1,5мм і розмірами 70x70мм для випробування на видавлювання після термічної обробки згідно відомого способу (варіант 1 - прототип), способу, що заявляється (варіанти 2-4), що виходить за межі способу, що заявляється (варіанти 5, 6), наведені в таблиці 2, а оптимальні температури нагріву і витримки зразків у печі наведені на Фіг. Випробування на видавлювання проводили за ДСТ 10510-74, на приладі ПТЛ із радіусом сферичної частини пуансона 14мм і діаметром отвору матриці 17мм. Видавлювання робили при тиску 1500МПа, зі швидкістю 17мм/хв. За критерій закінчення випробування приймали момент зменшення зусилля видавлювання, після чого визначалася глибина видавлювання, з точністю до 0,1мм. Результати визначення глибини видавлювання наведені в таблиці 2. Результати експериментів, наведені в таблиці 2, показують, що час термічної обробки по способу, що заявляється, у 1,8-2,8 рази менше, а здатність листового металу до штамповки (глибина витяжки) у 2,1-2,4 рази вище, ніж металу який був термічно оброблено способом - прототипом. Крім 7 того, видно, що якість поверхні сталевого виробу (декоративний вигляд) після термічної обробки за способом, що заявляється, краще, ніж після термі 80077 8 чної обробки, згідно способу - прототипу, оскільки на ньому відсутні кольори мінливості. Таблиця 2 Результати випробув ань на в идав люв ання зразків розміром 1,5x70x70мм з максимальної тов щиною окалини до термічної обробки 30 мікрон Розрахунков ий Час нагрів ання Температура Розрахунков ий Глибина № в аріАтмосфера час нагрів ання і і в итримки при Атмосфера охоКольори нагрів ання, час в іднов ленв идав люанту нагрів ання в итримки листа, експерименті, лодження мінлив ості °С ня окалини, хв в ання, мм хв хв Відомий спосіб - прототип Продувка газом зі шв идкістю газов ого потоку 8м/с Св ітло1 820 Пов ітря 14 протягом 4с до 7,0 синій 550°С, остаточне охолодження в одою до 20°С Пропонов аний спосіб 2 760 Метан 5,3 7,2 8 Азот 16 Відсутні 3 795 Метан 5 5 6 Азот 17 Відсутні 4 820 Метан 4,7 3,8 5 Азот 15 Відсутні 5 760 Метан 5,3 7,2 5 Азот 9,0 Відсутні 6 820 Метан 4,7 3,8 3 Азот 10 Відсутні Істотними відмінностями винаходу є: - складання рівнянь регресії залежності тривалості нагрівання та витримки при певній температурі від виду та мінімального розміру максимального перетину виробу, а також швидкості відновлення окалини від її товщини; - визначення перед термічною обробкою мінімального розміру максимального перетину виробу та максимальної товщини окалини, значення яких включають у заздалегідь складені рівняння регресії; - визначення розрахункового часу потрібного для нагріву і витримки виробу та відновлення окалини; Комп’ютерна в ерстка О. Гапоненко - нагрів відбувається у відновній атмосфері; - тривалість витримки повинна бути не менше максимального розрахункового часу необхідного для прогрівання виробу або відновлення окалини; - охолодження відбувається в нейтральної атмосфері. Застосування запропонованого способу термічної обробки сталевих виробів з окалиною, забезпечить скорочення часу в 1,8-2,8 рази, збільшення здатності листового металу до штамповки (глибини витяжки) у 2,1-2,4 рази, а також поліпшення якості поверхні. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of steel articles with hammer scale
Автори англійськоюAftandiliants Yevhen Hryhorovych, Zazymko Oksana Volodymyrivna, Lopatko Kostiantyn Heorhiiovych
Назва патенту російськоюСпособ термической обработки стальных изделий с окалиной
Автори російськоюАфтандилянц Евгений Григорьевич, Зазимко Оксана Владимировна, Лопатько Константин Георгиевич
МПК / Мітки
Мітки: сталевих, обробки, термічної, виробів, окалиною, спосіб
Код посилання
<a href="https://ua.patents.su/4-80077-sposib-termichno-obrobki-stalevikh-virobiv-z-okalinoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталевих виробів з окалиною</a>
Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Краснобрижев Віктор Георгійович, Семенов Олег Сергійович, Шварцман Леонід Якович
Мітки: термічної, спосіб, виробів, сталевих, обробки
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Спосіб термічної обробки виробів
Номер патенту: 40397
Опубліковано: 16.07.2001
Автори: Зелікович Олександр Якович, Биков Леонід Всеволодович, Бардусов Віктор Миколайович, Очкас Михайло Вітальйович, Грімані Евген Вітальйович, Підплетний Володимир Іванович
МПК: C21D 9/36
Мітки: виробів, термічної, обробки, спосіб
Формула / Реферат:
1. Спосіб термічної обробки виробів, що містить прокатування, гартування і відпуск (самовідпуск) в накопичувальній ємності з кришкою і завантажувальним отвором, який відрізняється тим, що накопичувальну ємність тримають накритою кришкою при завантаженні і витримці виробів.2. Спосіб по п. 1, який відрізняється тим, що завантажувальний отвір відкривають при завантаженні кожного виробу.
Спосіб термічної обробки сталевих листів
Номер патенту: 70696
Опубліковано: 15.10.2004
Автори: Паргамонов Євгеній Олександрович, Домікеєв Валентин Васильович, Мирошниченко Сергій Олександрович, Ткаченко Олександр Григорович
МПК: C21D 1/78
Мітки: листів, обробки, сталевих, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки сталевих листів, який включає нагрівання пачок листів в захисній атмосфері до температури фазових перетворювань в металі, витримку при цій температурі та подальше повільне охолодження, який відрізняється тим, що пачки листів розташовують на стенді печі в вертикальному щодо ширини листів положенні, при цьому коефіцієнт заповнення пачки листів дорівнює 0,75-0,8.
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/18
Мітки: обробки, виробів, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Гартівне середовище для термічної обробки сталевих виробів
Номер патенту: 4005
Опубліковано: 27.12.1994
Автори: Кобаско Микола Іванович, Гранкін Василь Ігнатович
МПК: C21D 1/34
Мітки: обробки, виробів, гартівне, термічної, сталевих, середовище
Формула / Реферат:
Закалочная среда для термической обработки стальных изделий, содержащая воду и минеральную соль, отличающаяся тем, что, с целью улучшения качества изделия, в качестве минеральной соли она содержит хлориды одно- и двухвалентных элементов и дополнительно гидроокись кальция с водородным показателем рН 7,5-12,5 при следующем соотношении компонентов, мас.%:хлориды одно- и двухвалентных элементов 6-77...
Попередній патент: Суміш для виготовлення ливарних керамічних стрижнів
Наступний патент: Спосіб очищення води господарсько-питного призначення
Випадковий патент: Спосіб одержання поліуретансечовин