Спосіб термічної обробки сталевих листів
Номер патенту: 70696
Опубліковано: 15.10.2004
Автори: Домікеєв Валентин Васильович, Паргамонов Євгеній Олександрович, Мирошниченко Сергій Олександрович, Ткаченко Олександр Григорович
Формула / Реферат
Спосіб термічної обробки сталевих листів, який включає нагрівання пачок листів в захисній атмосфері до температури фазових перетворювань в металі, витримку при цій температурі та подальше повільне охолодження, який відрізняється тим, що пачки листів розташовують на стенді печі в вертикальному щодо ширини листів положенні, при цьому коефіцієнт заповнення пачки листів дорівнює 0,75-0,8.
Текст
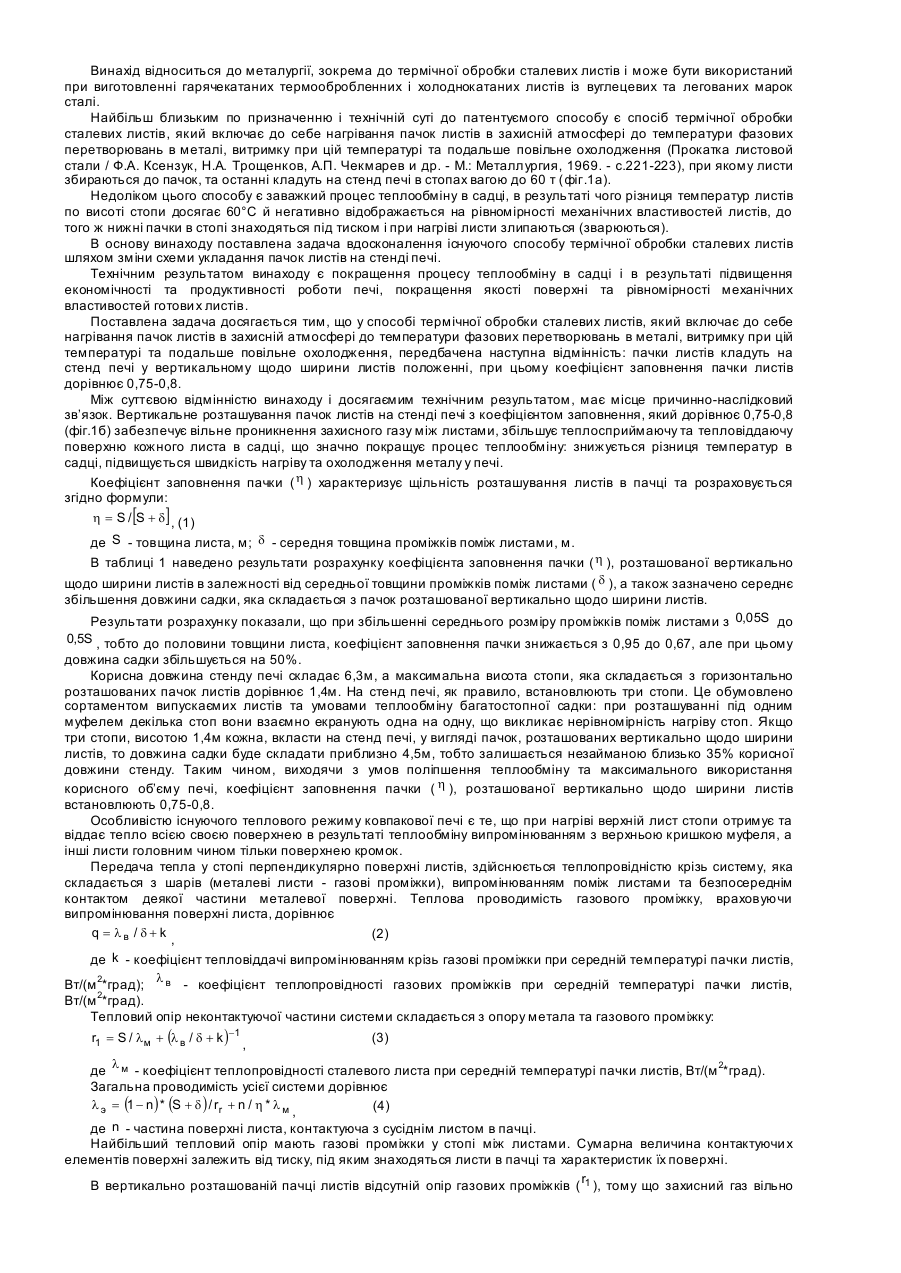
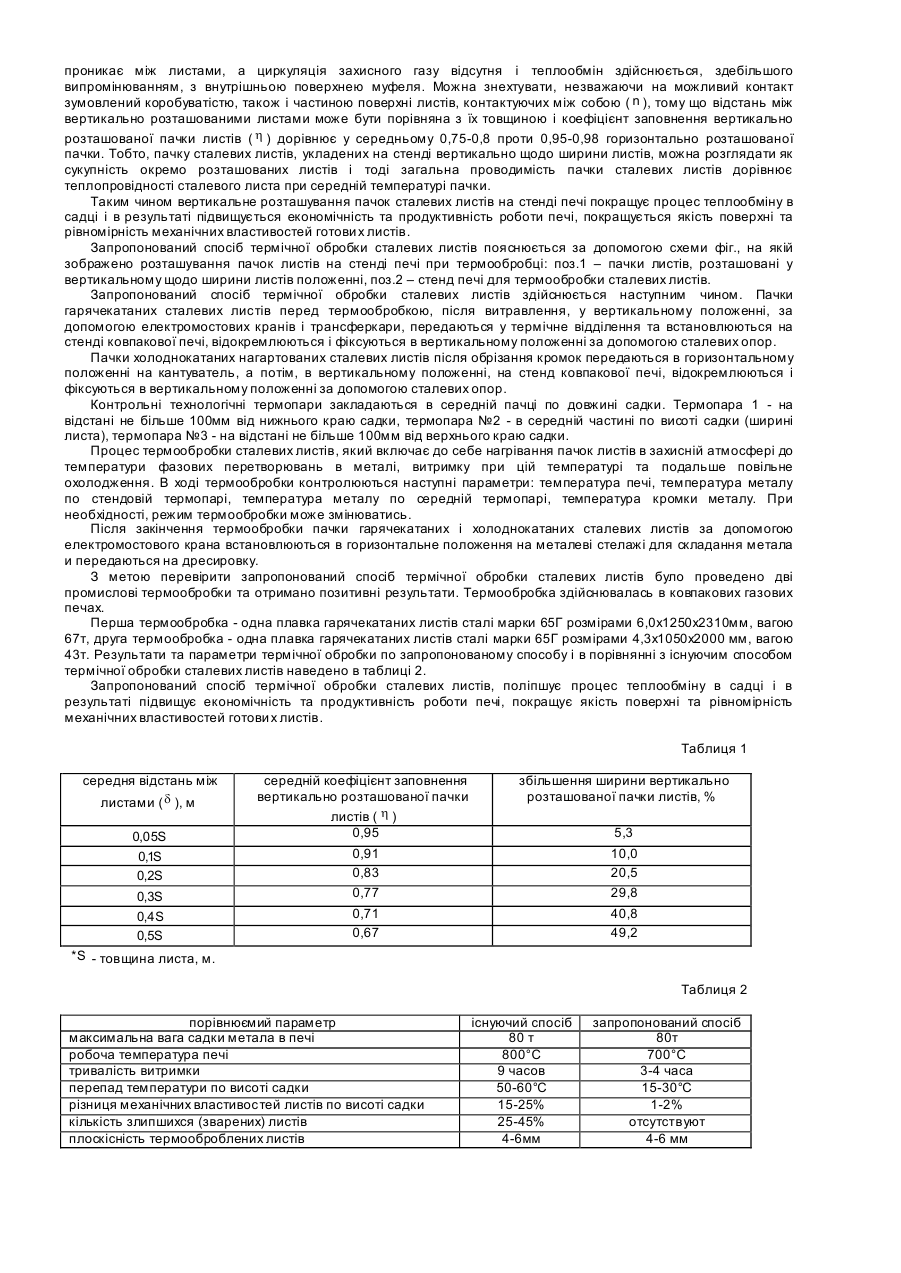
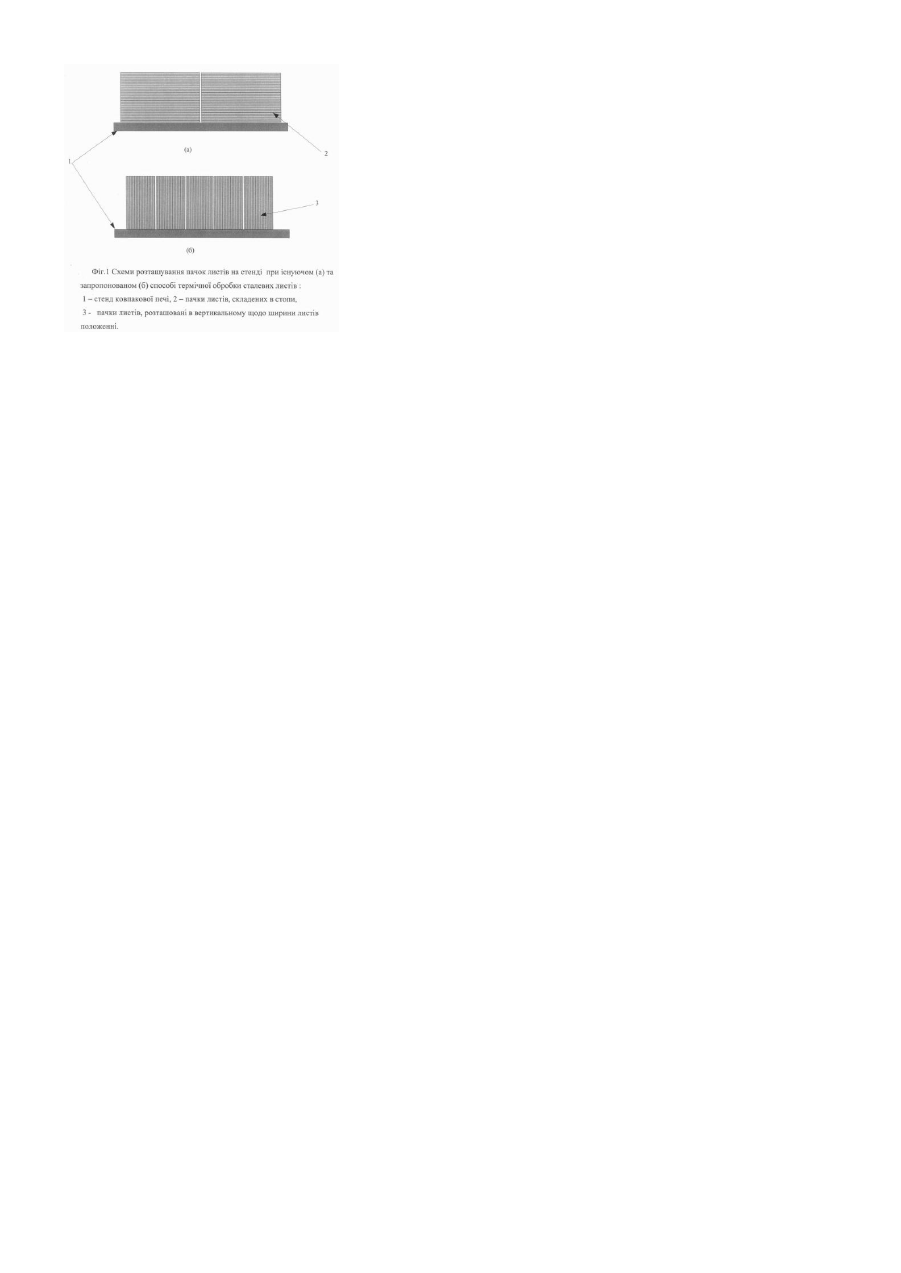
Винахід відноситься до металургії, зокрема до термічної обробки сталевих листів і може бути використаний при виготовленні гарячекатаних термообробленних і холоднокатаних листів із вуглецевих та легованих марок сталі. Найбільш близьким по призначенню і технічній суті до патентуємого способу є спосіб термічної обробки сталевих листів, який включає до себе нагрівання пачок листів в захисній атмосфері до температури фазових перетворювань в металі, витримку при цій температурі та подальше повільне охолодження (Прокатка листовой стали / Ф.А. Ксензук, Н.А. Трощенков, А.П. Чекмарев и др. - М.: Металлургия, 1969. - с.221-223), при якому листи збираються до пачок, та останні кладуть на стенд печі в стопах вагою до 60 т (фіг.1а). Недоліком цього способу є заважкий процес теплообміну в садці, в результаті чого різниця температур листів по висоті стопи досягає 60°С й негативно відображається на рівномірності механічних властивостей листів, до того ж нижні пачки в стопі знаходяться під тиском і при нагріві листи злипаються (зварюються). В основу винаходу поставлена задача вдосконалення існуючого способу термічної обробки сталевих листів шляхом зміни схеми укладання пачок листів на стенді печі. Технічним результатом винаходу є покращення процесу теплообміну в садці і в результаті підвищення економічності та продуктивності роботи печі, покращення якості поверхні та рівномірності механічних властивостей готови х листів. Поставлена задача досягається тим, що у способі термічної обробки сталевих листів, який включає до себе нагрівання пачок листів в захисній атмосфері до температури фазових перетворювань в металі, витримку при цій температурі та подальше повільне охолодження, передбачена наступна відмінність: пачки листів кладуть на стенд печі у вертикальному щодо ширини листів положенні, при цьому коефіцієнт заповнення пачки листів дорівнює 0,75-0,8. Між суттєвою відмінністю винаходу і досягаємим технічним результатом, має місце причинно-наслідковий зв’язок. Вертикальне розташування пачок листів на стенді печі з коефіцієнтом заповнення, який дорівнює 0,75-0,8 (фіг.1б) забезпечує вільне проникнення захисного газу між листами, збільшує теплосприймаючу та тепловіддаючу поверхню кожного листа в садці, що значно покращує процес теплообміну: знижується різниця температур в садці, підвищується швидкість нагріву та охолодження металу у печі. Коефіцієнт заповнення пачки ( h ) характеризує щільність розташування листів в пачці та розраховується згідно формули: h = S / [S + d] , (1) де S - товщина листа, м; d - середня товщина проміжків поміж листами, м. В таблиці 1 наведено результати розрахунку коефіцієнта заповнення пачки ( h ), розташованої вертикально щодо ширини листів в залежності від середньої товщини проміжків поміж листами ( d ), а також зазначено середнє збільшення довжини садки, яка складається з пачок розташованої вертикально щодо ширини листів. Результати розрахунку показали, що при збільшенні середнього розміру проміжків поміж листами з 0,05S до 0,5S , тобто до половини товщини листа, коефіцієнт заповнення пачки знижається з 0,95 до 0,67, але при цьому довжина садки збільшується на 50%. Корисна довжина стенду печі складає 6,3м, а максимальна висота стопи, яка складається з горизонтально розташованих пачок листів дорівнює 1,4м. На стенд печі, як правило, встановлюють три стопи. Це обумовлено сортаментом випускаємих листів та умовами теплообміну багатостопної садки: при розташуванні під одним муфелем декілька стоп вони взаємно екранують одна на одну, що викликає нерівномірність нагріву стоп. Якщо три стопи, висотою 1,4м кожна, вкласти на стенд печі, у вигляді пачок, розташованих вертикально щодо ширини листів, то довжина садки буде складати приблизно 4,5м, тобто залишається незайманою близько 35% корисної довжини стенду. Таким чином, виходячи з умов поліпшення теплообміну та максимального використання корисного об’єму печі, коефіцієнт заповнення пачки ( h ), розташованої вертикально щодо ширини листів встановлюють 0,75-0,8. Особливістю існуючого теплового режиму ковпакової печі є те, що при нагріві верхній лист стопи отримує та віддає тепло всією своєю поверхнею в результаті теплообміну випромінюванням з верхньою кришкою муфеля, а інші листи головним чином тільки поверхнею кромок. Передача тепла у стопі перпендикулярно поверхні листів, здійснюється теплопровідністю крізь систему, яка складається з шарів (металеві листи - газові проміжки), випромінюванням поміж листами та безпосереднім контактом деякої частини металевої поверхні. Теплова проводимість газового проміжку, враховуючи випромінювання поверхні листа, дорівнює q = lв / d + k , (2) де k - коефіцієнт тепловіддачі випромінюванням крізь газові проміжки при середній температурі пачки листів, Вт/(м 2*град); l в - коефіцієнт теплопровідності газових проміжків при середній температурі пачки листів, Вт/(м 2*град). Тепловий опір неконтактуючої частини системи складається з опору метала та газового проміжку: r1 = S / lм + (l в / d + k )-1 , (3) де l м - коефіцієнт теплопровідності сталевого листа при середній температурі пачки листів, Вт/(м 2*град). Загальна проводимість усієї системи дорівнює l э = (1 - n) * (S + d ) / rr + n / h * l м , (4) де n - частина поверхні листа, контактуюча з сусіднім листом в пачці. Найбільший тепловий опір мають газові проміжки у стопі між листами. Сумарна величина контактуючи х елементів поверхні залежить від тиску, під яким знаходяться листи в пачці та характеристик їх поверхні. В вертикально розташованій пачці листів відсутній опір газових проміжків ( r1 ), тому що захисний газ вільно проникає між листами, а циркуляція захисного газу відсутня і теплообмін здійснюється, здебільшого випромінюванням, з внутрішньою поверхнею муфеля. Можна знехтувати, незважаючи на можливий контакт зумовлений коробуватістю, також і частиною поверхні листів, контактуючих між собою ( n ), тому що відстань між вертикально розташованими листами може бути порівняна з їх товщиною і коефіцієнт заповнення вертикально розташованої пачки листів ( h ) дорівнює у середньому 0,75-0,8 проти 0,95-0,98 горизонтально розташованої пачки. Тобто, пачку сталевих листів, укладених на стенді вертикально щодо ширини листів, можна розглядати як сукупність окремо розташованих листів і тоді загальна проводимість пачки сталевих листів дорівнює теплопровідності сталевого листа при середній температурі пачки. Таким чином вертикальне розташування пачок сталевих листів на стенді печі покращує процес теплообміну в садці і в результаті підвищується економічність та продуктивність роботи печі, покращується якість поверхні та рівномірність механічних властивостей готови х листів. Запропонований спосіб термічної обробки сталевих листів пояснюється за допомогою схеми фіг., на якій зображено розташування пачок листів на стенді печі при термообробці: поз.1 – пачки листів, розташовані у вертикальному щодо ширини листів положенні, поз.2 – стенд печі для термообробки сталевих листів. Запропонований спосіб термічної обробки сталевих листів здійснюється наступним чином. Пачки гарячекатаних сталевих листів перед термообробкою, після витравлення, у вертикальному положенні, за допомогою електромостових кранів і трансферкари, передаються у термічне відділення та встановлюються на стенді ковпакової печі, відокремлюються і фіксуються в вертикальному положенні за допомогою сталевих опор. Пачки холоднокатаних нагартованих сталевих листів після обрізання кромок передаються в горизонтальному положенні на кантуватель, а потім, в вертикальному положенні, на стенд ковпакової печі, відокремлюються і фіксуються в вертикальному положенні за допомогою сталевих опор. Контрольні технологічні термопари закладаються в середній пачці по довжині садки. Термопара 1 - на відстані не більше 100мм від нижнього краю садки, термопара №2 - в середній частині по висоті садки (ширині листа), термопара №3 - на відстані не більше 100мм від верхнього краю садки. Процес термообробки сталевих листів, який включає до себе нагрівання пачок листів в захисній атмосфері до температури фазових перетворювань в металі, витримку при цій температурі та подальше повільне охолодження. В ході термообробки контролюються наступні параметри: температура печі, температура металу по стендовій термопарі, температура металу по середній термопарі, температура кромки металу. При необхідності, режим термообробки може змінюватись. Після закінчення термообробки пачки гарячекатаних і холоднокатаних сталевих листів за допомогою електромостового крана встановлюються в горизонтальне положення на металеві стелажі для складання метала и передаються на дресировку. З метою перевірити запропонований спосіб термічної обробки сталевих листів було проведено дві промислові термообробки та отримано позитивні результати. Термообробка здійснювалась в ковпакових газових печах. Перша термообробка - одна плавка гарячекатаних листів сталі марки 65Г розмірами 6,0х1250х2310мм, вагою 67т, друга термообробка - одна плавка гарячекатаних листів сталі марки 65Г розмірами 4,3х1050х2000 мм, вагою 43т. Результати та параметри термічної обробки по запропонованому способу і в порівнянні з існуючим способом термічної обробки сталевих листів наведено в таблиці 2. Запропонований спосіб термічної обробки сталевих листів, поліпшує процес теплообміну в садці і в результаті підвищує економічність та продуктивність роботи печі, покращує якість поверхні та рівномірність механічних властивостей готови х листів. Таблиця 1 середня відстань між листами ( d ), м 0,05S 0,1S 0,2S 0,3S 0,4 S 0,5S середній коефіцієнт заповнення вертикально розташованої пачки листів ( h ) 0,95 0,91 0,83 0,77 0,71 0,67 збільшення ширини вертикально розташованої пачки листів, % 5,3 10,0 20,5 29,8 40,8 49,2 *S - товщина листа, м. Таблиця 2 порівнюємий параметр максимальна вага садки метала в печі робоча температура печі тривалість витримки перепад температури по висоті садки різниця механічних властивостей листів по висоті садки кількість злипшихся (зварених) листів плоскісність термооброблених листів існуючий спосіб 80 т 800°С 9 часов 50-60°С 15-25% 25-45% 4-6мм запропонований спосіб 80т 700°С 3-4 часа 15-30°C 1-2% отсутствуют 4-6 мм
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the thermal treatment of steel sheets
Автори англійськоюDomikeiev Valentyn Vasyliovych, Parhamonov Yevhenii Oleksandrovych, Tkachenko Oleksandr Hryhorovych
Назва патенту російськоюСпособ термической обработки стальных листов
Автори російськоюДомикеев Валентин Васильевич, Паргамонов Евгений Александрович, Ткаченко Александр Григорьевич
МПК / Мітки
МПК: C21D 1/78
Мітки: обробки, термічної, листів, сталевих, спосіб
Код посилання
<a href="https://ua.patents.su/3-70696-sposib-termichno-obrobki-stalevikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталевих листів</a>
Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Шварцман Леонід Якович, Семенов Олег Сергійович, Краснобрижев Віктор Георгійович
Мітки: сталевих, виробів, термічної, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Спосіб хіміко-термічної обробки сталевих деталей
Номер патенту: 6655
Опубліковано: 29.12.1994
Автори: Крижановський Михайло Вікторович, Лисенко Олександр Леонідович, Пархоменко Володимир Димитрович, Окара Сергій Володимирович, Будюк Едуард Димитрович
Мітки: хіміко-термічної, деталей, спосіб, обробки, сталевих
Формула / Реферат:
(57) Способ химико-термической обработки стальных деталей, включающий обработку поверхности струей азотосодержащей плазмы со среднемассовой температурой струи 6000-10000К с последующим охлаждением, отличающийся тем, что обработку осуществляют при скорости истечения плазменной струи 500-700 м/с за несколько термических циклов, причем после первого термического цикла проводят закалку поверхностного слоя детали, а последующие циклы осуществляют...
Гартівне середовище для термічної обробки сталевих виробів
Номер патенту: 4005
Опубліковано: 27.12.1994
Автори: Гранкін Василь Ігнатович, Кобаско Микола Іванович
МПК: C21D 1/34
Мітки: виробів, гартівне, середовище, термічної, обробки, сталевих
Формула / Реферат:
Закалочная среда для термической обработки стальных изделий, содержащая воду и минеральную соль, отличающаяся тем, что, с целью улучшения качества изделия, в качестве минеральной соли она содержит хлориды одно- и двухвалентных элементов и дополнительно гидроокись кальция с водородным показателем рН 7,5-12,5 при следующем соотношении компонентов, мас.%:хлориды одно- и двухвалентных элементов 6-77...
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, B21H 1/00, C21D 1/18
Мітки: виробів, термічної, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/84, C21D 1/18, B21H 1/00
Мітки: виробів, термічної, обробки, спосіб
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Попередній патент: Пристрій для впливу на біологічні об’єкти біологічним полем дерев
Наступний патент: Спосіб визначення взаємозв’язку функціонального стану людини-оператора з факторами зовнішнього середовища
Випадковий патент: Макроциклічні інгібітори серинпротеази