Спосіб термічної обробки виробів
Номер патенту: 40397
Опубліковано: 16.07.2001
Автори: Зелікович Олександр Якович, Підплетний Володимир Іванович, Очкас Михайло Вітальйович, Грімані Евген Вітальйович, Бардусов Віктор Миколайович, Биков Леонід Всеволодович
Формула / Реферат
1. Спосіб термічної обробки виробів, що містить прокатування, гартування і відпуск (самовідпуск) в накопичувальній ємності з кришкою і завантажувальним отвором, який відрізняється тим, що накопичувальну ємність тримають накритою кришкою при завантаженні і витримці виробів.
2. Спосіб по п. 1, який відрізняється тим, що завантажувальний отвір відкривають при завантаженні кожного виробу.
Текст
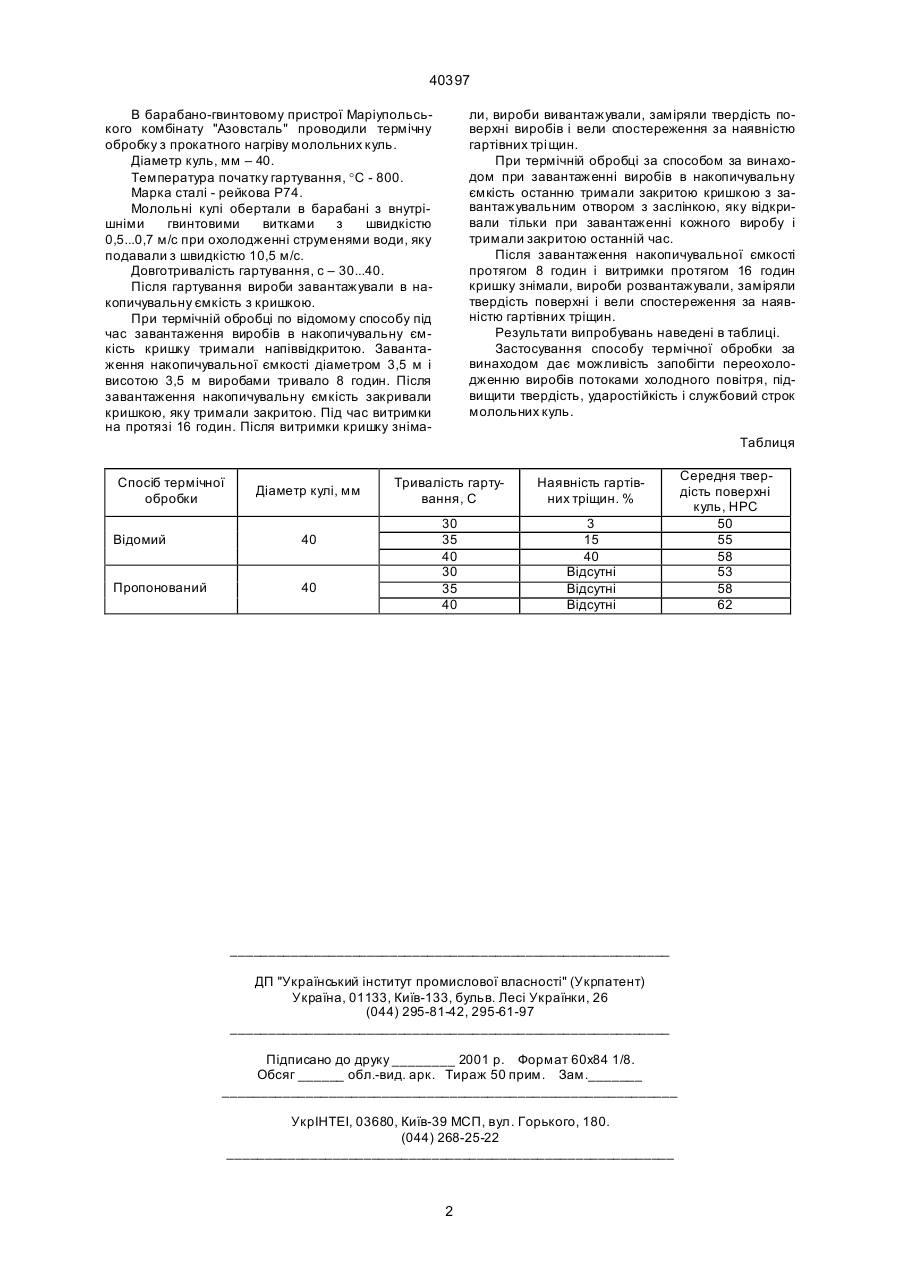
1. Спосіб термічної обробки виробів, що містить прокатування, гартування і відпуск (самовідпуск) в накопичувальній ємності з кришкою і завантажувальним отвором, який відрізняється тим, що накопичувальну ємність тримають накритою кришкою при завантаженні і витримці виробів. 2. Спосіб по п. 1, який відрізняється тим, що завантажувальний отвір відкривають при завантаженні кожного виробу. (19) (21) 2001010033 (22) 03.01.2001 (24) 16.07.2001 (33) UA (46) 16.07.2001, Бюл. № 6, 2001 р. (72) Зелікович Олександр Якович, Биков Леонід Всеволодович, Очкас Михайло Вітальйович, Бардусов Віктор Миколайович, Грімані Евген Вітальйович, Підплетний Володимир Іванович (73) Зелікович Олександр Якович, UA 40397 В барабано-гвинтовому пристрої Маріупольського комбінату "Азовсталь" проводили термічну обробку з прокатного нагріву молольних куль. Діаметр куль, мм – 40. Температура початку гартування, °С - 800. Марка сталі - рейкова Р74. Молольні кулі обертали в барабані з внутрішніми гвинтовими витками з швидкістю 0,5...0,7 м/с при охолодженні струменями води, яку подавали з швидкістю 10,5 м/с. Довготривалість гартування, с – 30...40. Після гартування вироби завантажували в накопичувальну ємкість з кришкою. При термічній обробці по відомому способу під час завантаження виробів в накопичувальну ємкість кришку тримали напіввідкритою. Завантаження накопичувальної ємкості діаметром 3,5 м і висотою 3,5 м виробами тривало 8 годин. Після завантаження накопичувальну ємкість закривали кришкою, яку тримали закритою. Під час витримки на протязі 16 годин. Після витримки кришку зніма ли, вироби вивантажували, заміряли твердість поверхні виробів і вели спостереження за наявністю гартівних трі щин. При термічній обробці за способом за винаходом при завантаженні виробів в накопичувальну ємкість останню тримали закритою кришкою з завантажувальним отвором з заслінкою, яку відкривали тільки при завантаженні кожного виробу і тримали закритою останній час. Після завантаження накопичувальної ємкості протягом 8 годин і витримки протягом 16 годин кришку знімали, вироби розвантажували, заміряли твердість поверхні і вели спостереження за наявністю гартівних тріщин. Результати випробувань наведені в таблиці. Застосування способу термічної обробки за винаходом дає можливість запобігти переохолодженню виробів потоками холодного повітря, підвищити твердість, ударостійкість і службовий строк молольних куль. Таблиця Спосіб термічної обробки Діаметр кулі, мм Відомий 40 Пропонований 40 Тривалість гартування, С Наявність гартівних тріщин. % 30 35 40 30 35 40 3 15 40 Відсутні Відсутні Відсутні __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 2 Середня твердість поверхні куль, НРС 50 55 58 53 58 62
ДивитисяДодаткова інформація
Автори англійськоюZelikovych Oleksandr Yakovych, Bykov Leonid Vsevolodovych, Bardusov Viktor Mykolaiovych
Автори російськоюЗеликович Александр Яковлевич, Быков Леонид Всеволодович, Бардусов Виктор Николаевич
МПК / Мітки
МПК: C21D 9/36
Мітки: обробки, термічної, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/2-40397-sposib-termichno-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки виробів</a>
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: виробів, термічної, обробки, спосіб
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/84, C21D 1/18
Мітки: термічної, обробки, виробів, спосіб
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Краснобрижев Віктор Георгійович, Шварцман Леонід Якович, Семенов Олег Сергійович
Мітки: виробів, термічної, спосіб, обробки, сталевих
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Спосіб обробки виробів у вакуумі
Номер патенту: 35987
Опубліковано: 16.04.2001
Автори: Захаров В'ячеслав Миколайович, Тазетдінов Валерій Абударович, Матухно Олександр Володимирович
МПК: C21C 7/10
Мітки: виробів, спосіб, вакуумі, обробки
Формула / Реферат:
Спосіб обробки виробів у вакуумі, що включає технологічні цикли обробки, який відрізняється тим, що для завантаження виробів використовують касети, які поміщають у додаткові вакуумні камери, через вакуумні затвори яких виконують завантаження касет в робочу камеру безперервного процесу, з якої після обробки виробів проводять вивантаження касет в додаткові камери.
Спосіб термічної обробки протяжних виробів
Номер патенту: 21311
Опубліковано: 02.12.1997
Автори: Дворецький Олександр Анатолійович, Євдокимов Геннадій Григорович, Корольов Володимир Миколайович, Ганзуленко Сергій Михайлович, Шустов Борис Миколайович, Калєгов Валерій Васильович
МПК: C21D 9/52
Мітки: протяжних, виробів, обробки, спосіб, термічної
Формула / Реферат:
1. Спосіб термічної обробки протяжних виробів, який містить нагрів до температури аустені-зації, ізотермічну витримку у захисній атмосфері, інтенсивне охолодження до температури стабілізації структури, остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що ізотермічну витримку у захисній атмосфері здійснюють після інтенсивного охолодження, що виконують східчасте у потоці охолоджуючої рідини, при цьому...
Попередній патент: Спосіб вимірювання контактного натискання замикаючих контактів електромагнітного нейтрального реле залізничної автоматики
Наступний патент: Спосіб гірничої рекультивації глибоких відкритих ємкостей з крутими укосами
Випадковий патент: Опора для захисту платформи від нерівномірного просідання основи