Спосіб збирання корпусу судна на плаву і пристрій для його реалізації
Номер патенту: 80626
Опубліковано: 10.10.2007
Автори: Руденко Володимир Васильович, Завалішин Олександр Миколайович, Воробьова Наталя Володимировна, Подгорний Володимир Федорович
Формула / Реферат
1. Спосіб збирання корпусу судна на плаву із застосуванням центруючих та стяжних пристроїв, що включає будівництво і спуск на воду окремих частин корпусу, виконаних у вигляді водотоннажних понтонів з поперечними перегородками, наступне буксирування понтонів до місця збирання, їх стикування і зварювання, який відрізняється тим, що перед спуском на воду кожного з понтонів здійснюють оконтурювання його монтажного стику до положення, при якому кромки всіх елементів, що стикуються, набору корпусу згаданого понтона знаходяться в одній вертикальній площині, потім для забезпечення збіжності кромок контуру, що стикується, на одному з понтонів монтують центруючі та стяжні пристрої, а по контуру монтажного стику, за винятком району стику в зоні палуби, монтують компенсатор у вигляді стовщеного бруса, товщина якого перевищує товщину основних листів, що стикуються, контуру монтажного стику корпусу судна, потім після спуску понтонів на воду і їх буксирування до місця збирання здійснюють поетапне стягування і центрування понтонів за допомогою згаданих стяжних і центруючих пристроїв, при яких спочатку забезпечують точну збіжність кромок елементів стику в районі поперечної перегородки міделя понтонів, потім при подальшому стягуванні - палуби корпуса, а збіжність інших кромок контуру, що стикується, забезпечують при подальшому стягуванні за допомогою згаданого компенсатора, після чого здійснюють стикування і зварювання корпусу.
2. Пристрій для реалізації способу збирання корпусу судна на плаву, що включає будівництво і спуск на воду окремих частин корпусу, виконаних у вигляді водотоннажних понтонів з поперечними перегородками, наступне буксирування понтонів до місця збирання, їх стикування і зварювання, що містить центруючі та стяжні пристрої, встановлені на одному з понтонів, який відрізняється тим, що згаданий пристрій для збирання корпусу оснащено компенсатором різниці розмірів понтонів за довжиною та висотою, виконаним у вигляді стовщеного металевого бруса, товщина якого перевищує товщину основних листів, що стикуються, контуру монтажного стику корпусу судна, причому компенсатор змонтовано на одному з понтонів по контуру монтажного стику, за винятком району стику в зоні палуби, при цьому центруючі пристрої виконано у вигляді направляючих і фіксуючих уловлюючих пристроїв, причому направляючі уловлюючі пристрої змонтовано на рівні палуби в носовому та кормовому краях згаданого понтона, а фіксуючі уловлюючі пристрої змонтовано на палубі останнього уздовж кромки монтажного стику та на поперечній перегородці, розташованій в районі його міделя для забезпечення точної збіжності кромок елементів стику в районі поперечної перегородки міделя понтонів і палуби корпусу, при цьому направляючі уловлюючі пристрої змонтовано з можливістю взаємодії з дерев'яними подушками, встановленими на корпусі другого понтона відповідно згаданим уловлюючим пристроям.
Текст
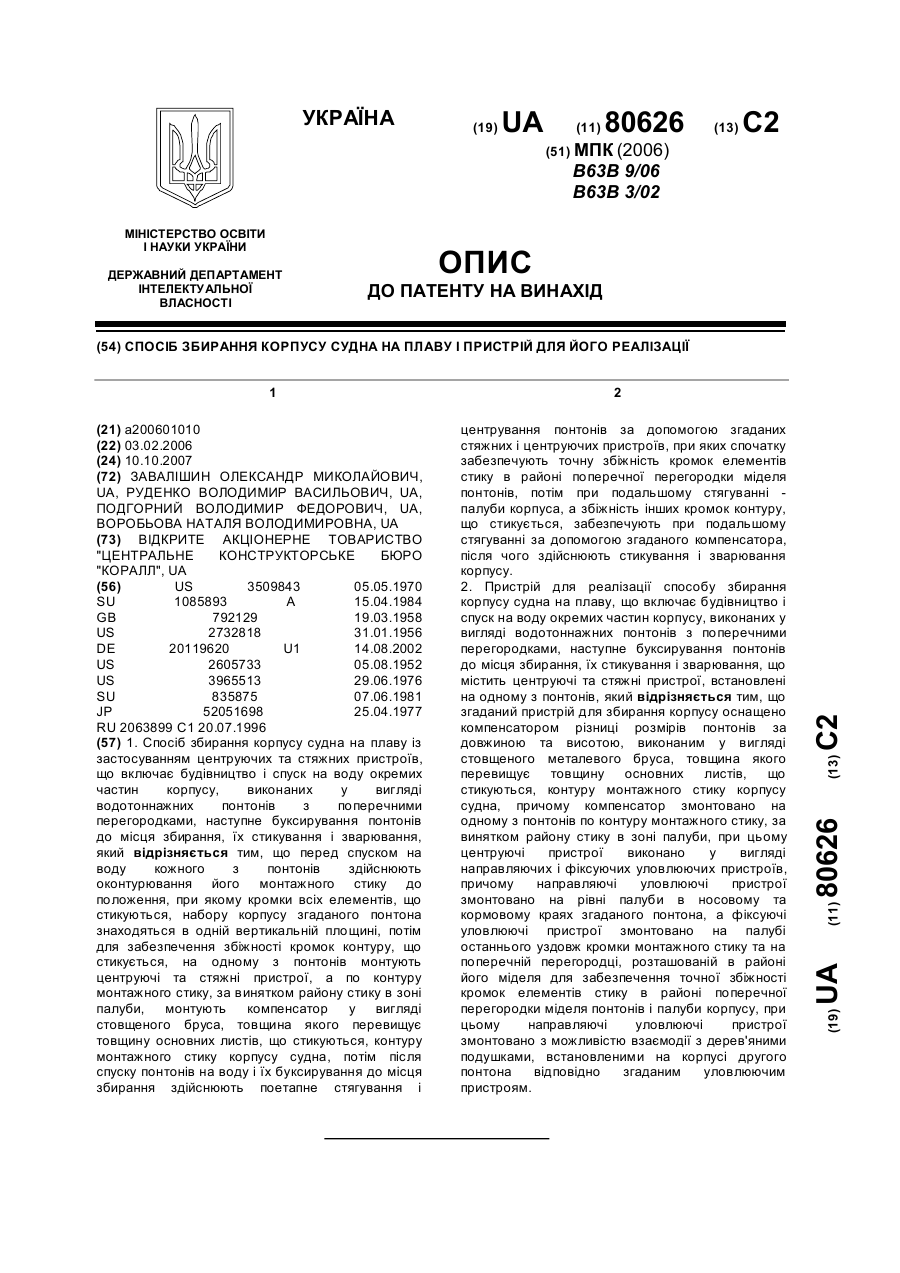
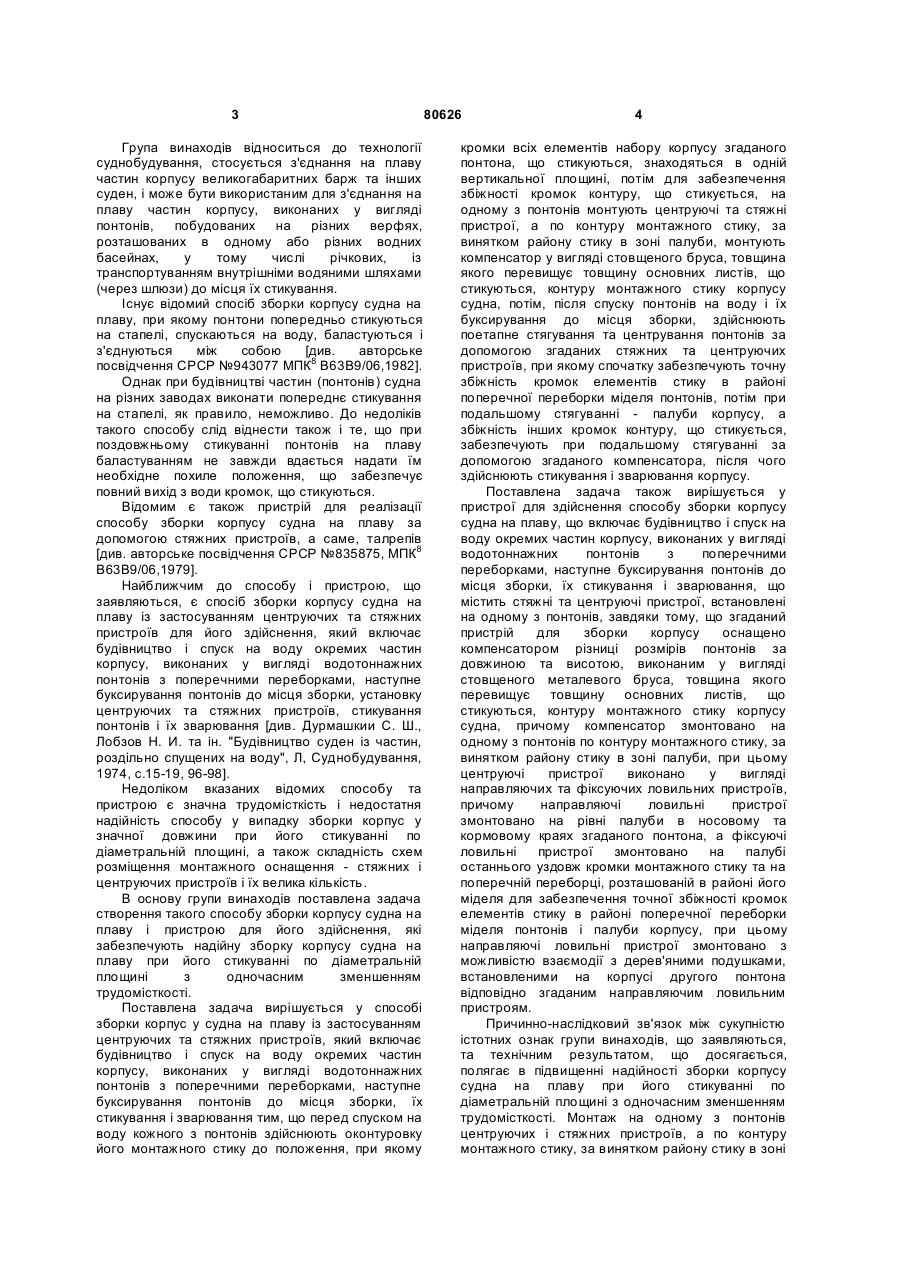
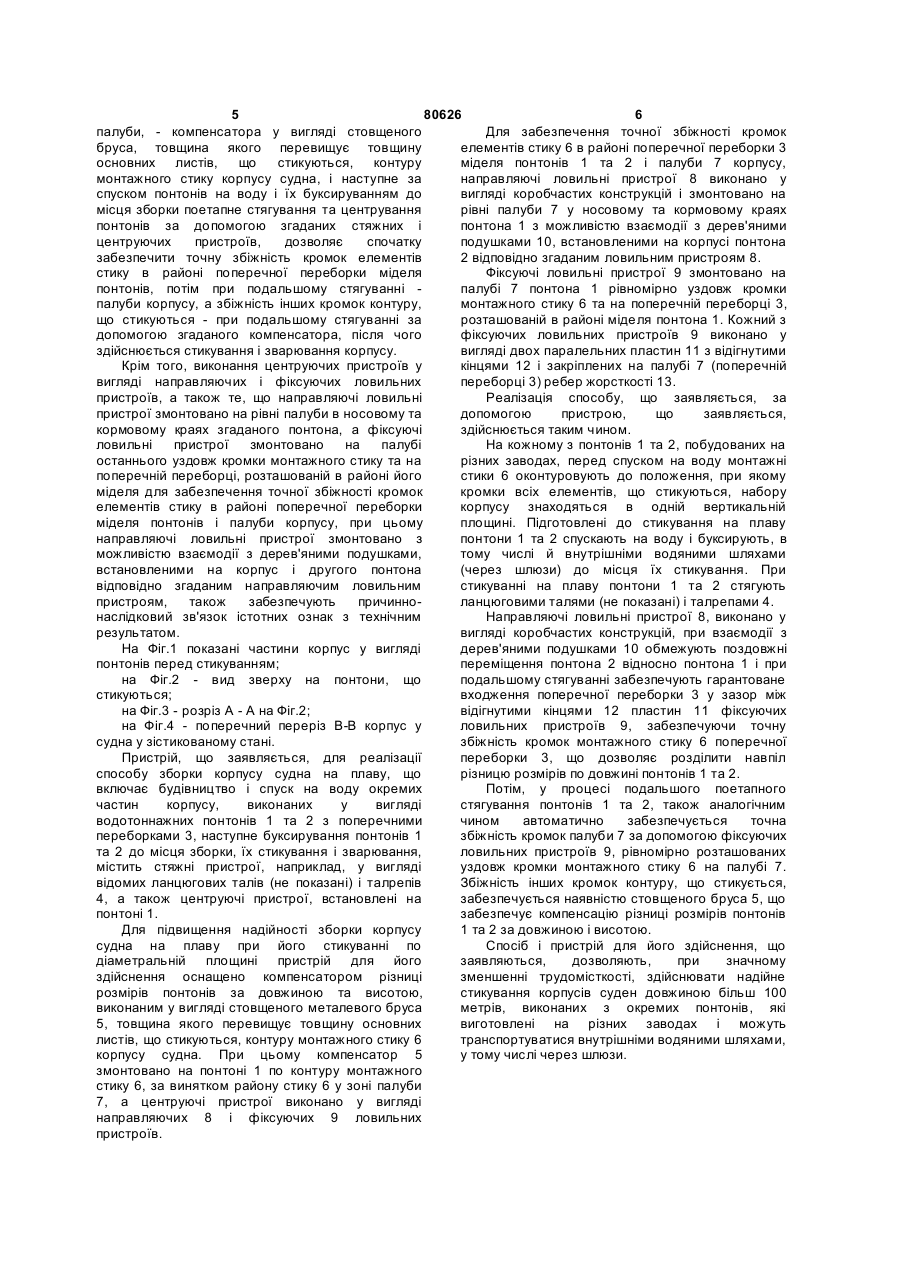
1. Спосіб збирання корпусу судна на плаву із застосуванням центруючих та стяжних пристроїв, що включає будівництво і спуск на воду окремих частин корпусу, виконаних у вигляді водотоннажних понтонів з поперечними перегородками, наступне буксирування понтонів до місця збирання, їх стикування і зварювання, який відрізняється тим, що перед спуском на воду кожного з понтонів здійснюють оконтурювання його монтажного стику до положення, при якому кромки всіх елементів, що стикуються, набору корпусу згаданого понтона знаходяться в одній вертикальній площині, потім для забезпечення збіжності кромок контуру, що стикується, на одному з понтонів монтують центруючі та стяжні пристрої, а по контуру монтажного стику, за винятком району стику в зоні палуби, монтують компенсатор у вигляді стовщеного бруса, товщина якого перевищує товщину основних листів, що стикуються, контуру монтажного стику корпусу судна, потім після спуску понтонів на воду і їх буксирування до місця збирання здійснюють поетапне стягування і 2 (19) 1 3 Група винаходів відноситься до технології суднобудування, стосується з'єднання на плаву частин корпусу великогабаритних барж та інших суден, і може бути використаним для з'єднання на плаву частин корпусу, виконаних у вигляді понтонів, побудованих на різних верфях, розташованих в одному або різних водних басейнах, у тому числі річкових, із транспортуванням внутрішніми водяними шляхами (через шлюзи) до місця їх стикування. Існує відомий спосіб зборки корпусу судна на плаву, при якому понтони попередньо стикуються на стапелі, спускаються на воду, баластуються і з'єднуються між собою [див. авторське посвідчення СРСР №943077 МПК8 В63В9/06,1982]. Однак при будівництві частин (понтонів) судна на різних заводах виконати попереднє стикування на стапелі, як правило, неможливо. До недоліків такого способу слід віднести також і те, що при поздовжньому стикуванні понтонів на плаву баластуванням не завжди вдається надати їм необхідне похиле положення, що забезпечує повний вихід з води кромок, що стикуються. Відомим є також пристрій для реалізації способу зборки корпусу судна на плаву за допомогою стяжних пристроїв, а саме, талрепів [див. авторське посвідчення СРСР №835875, МПК8 В63В9/06,1979]. Найближчим до способу і пристрою, що заявляються, є спосіб зборки корпусу судна на плаву із застосуванням центруючих та стяжних пристроїв для його здійснення, який включає будівництво і спуск на воду окремих частин корпусу, виконаних у вигляді водотоннажних понтонів з поперечними переборками, наступне буксирування понтонів до місця зборки, установку центруючих та стяжних пристроїв, стикування понтонів і їх зварювання [див. Дурмашкии С. Ш., Лобзов Η. И. та iн. "Будівництво суден із частин, роздільно спущених на воду", Л, Суднобудування, 1974, с.15-19, 96-98]. Недоліком вказаних відомих способу та пристрою є значна трудомісткість і недостатня надійність способу у випадку зборки корпус у значної довжини при його стикуванні по діаметральній площині, а також складність схем розміщення монтажного оснащення - стяжних і центруючих пристроїв і їх велика кількість. В основу групи винаходів поставлена задача створення такого способу зборки корпусу судна на плаву і пристрою для його здійснення, які забезпечують надійну зборку корпусу судна на плаву при його стикуванні по діаметральній площині з одночасним зменшенням трудомісткості. Поставлена задача вирішується у способі зборки корпус у судна на плаву із застосуванням центруючих та стяжних пристроїв, який включає будівництво і спуск на воду окремих частин корпусу, виконаних у вигляді водотоннажних понтонів з поперечними переборками, наступне буксирування понтонів до місця зборки, їх стикування і зварювання тим, що перед спуском на воду кожного з понтонів здійснюють оконтуровку його монтажного стику до положення, при якому 80626 4 кромки всіх елементів набору корпусу згаданого понтона, що стикуються, знаходяться в одній вертикальної площині, потім для забезпечення збіжності кромок контуру, що стикується, на одному з понтонів монтують центруючі та стяжні пристрої, а по контуру монтажного стику, за винятком району стику в зоні палуби, монтують компенсатор у вигляді стовщеного бруса, товщина якого перевищує товщину основних листів, що стикуються, контуру монтажного стику корпусу судна, потім, після спуску понтонів на воду і їх буксирування до місця зборки, здійснюють поетапне стягування та центрування понтонів за допомогою згаданих стяжних та центруючих пристроїв, при якому спочатку забезпечують точну збіжність кромок елементів стику в районі поперечної переборки міделя понтонів, потім при подальшому стягуванні - палуби корпусу, а збіжність інших кромок контуру, що стикується, забезпечують при подальшому стягуванні за допомогою згаданого компенсатора, після чого здійснюють стикування і зварювання корпусу. Поставлена задача також вирішується у пристрої для здійснення способу зборки корпусу судна на плаву, що включає будівництво і спуск на воду окремих частин корпусу, виконаних у вигляді водотоннажних понтонів з поперечними переборками, наступне буксирування понтонів до місця зборки, їх стикування і зварювання, що містить стяжні та центруючі пристрої, встановлені на одному з понтонів, завдяки тому, що згаданий пристрій для зборки корпусу оснащено компенсатором різниці розмірів понтонів за довжиною та висотою, виконаним у вигляді стовщеного металевого бруса, товщина якого перевищує товщину основних листів, що стикуються, контуру монтажного стику корпусу судна, причому компенсатор змонтовано на одному з понтонів по контуру монтажного стику, за винятком району стику в зоні палуби, при цьому центруючі пристрої виконано у вигляді направляючих та фіксуючих ловильних пристроїв, причому направляючі ловильні пристрої змонтовано на рівні палуби в носовому та кормовому краях згаданого понтона, а фіксуючі ловильні пристрої змонтовано на палубі останнього уздовж кромки монтажного стику та на поперечній переборці, розташованій в районі його міделя для забезпечення точної збіжності кромок елементів стику в районі поперечної переборки міделя понтонів і палуби корпусу, при цьому направляючі ловильні пристрої змонтовано з можливістю взаємодії з дерев'яними подушками, встановленими на корпусі другого понтона відповідно згаданим направляючим ловильним пристроям. Причинно-наслідковий зв'язок між сукупністю істотних ознак групи винаходів, що заявляються, та технічним результатом, що досягається, полягає в підвищенні надійності зборки корпусу судна на плаву при його стикуванні по діаметральній площині з одночасним зменшенням трудомісткості. Монтаж на одному з понтонів центруючих і стяжних пристроїв, а по контуру монтажного стику, за винятком району стику в зоні 5 80626 6 палуби, - компенсатора у вигляді стовщеного Для забезпечення точної збіжності кромок бруса, товщина якого перевищує товщину елементів стику 6 в районі поперечної переборки 3 основних листів, що стикуються, контуру міделя понтонів 1 та 2 і палуби 7 корпусу, монтажного стику корпусу судна, і наступне за направляючі ловильні пристрої 8 виконано у спуском понтонів на воду і їх буксируванням до вигляді коробчастих конструкцій і змонтовано на місця зборки поетапне стягування та центрування рівні палуби 7 у носовому та кормовому краях понтонів за допомогою згаданих стяжних і понтона 1 з можливістю взаємодії з дерев'яними центруючих пристроїв, дозволяє спочатку подушками 10, встановленими на корпусі понтона забезпечити точну збіжність кромок елементів 2 відповідно згаданим ловильним пристроям 8. стику в районі поперечної переборки міделя Фіксуючі ловильні пристрої 9 змонтовано на понтонів, потім при подальшому стягуванні палубі 7 понтона 1 рівномірно уздовж кромки палуби корпусу, а збіжність інших кромок контуру, монтажного стику 6 та на поперечній переборці 3, що стикуються - при подальшому стягуванні за розташованій в районі міделя понтона 1. Кожний з допомогою згаданого компенсатора, після чого фіксуючих ловильних пристроїв 9 виконано у здійснюється стикування і зварювання корпусу. вигляді двох паралельних пластин 11 з відігнутими Крім того, виконання центруючих пристроїв у кінцями 12 і закріплених на палубі 7 (поперечній вигляді направляючих і фіксуючих ловильних переборці 3) ребер жорсткості 13. пристроїв, а також те, що направляючі ловильні Реалізація способу, що заявляється, за пристрої змонтовано на рівні палуби в носовому та допомогою пристрою, що заявляється, кормовому краях згаданого понтона, а фіксуючі здійснюється таким чином. ловильні пристрої змонтовано на палубі На кожному з понтонів 1 та 2, побудованих на останнього уздовж кромки монтажного стику та на різних заводах, перед спуском на воду монтажні поперечній переборці, розташованій в районі його стики 6 оконтуровують до положення, при якому міделя для забезпечення точної збіжності кромок кромки всіх елементів, що стикуються, набору елементів стику в районі поперечної переборки корпусу знаходяться в одній вертикальній міделя понтонів і палуби корпусу, при цьому площині. Підготовлені до стикування на плаву направляючі ловильні пристрої змонтовано з понтони 1 та 2 спускають на воду і буксирують, в можливістю взаємодії з дерев'яними подушками, тому числі й внутрішніми водяними шляхами встановленими на корпус і другого понтона (через шлюзи) до місця їх стикування. При відповідно згаданим направляючим ловильним стикуванні на плаву понтони 1 та 2 стягують пристроям, також забезпечують причинноланцюговими талями (не показані) і талрепами 4. наслідковий зв'язок істотних ознак з технічним Направляючі ловильні пристрої 8, виконано у результатом. вигляді коробчастих конструкцій, при взаємодії з На Фіг.1 показані частини корпус у вигляді дерев'яними подушками 10 обмежують поздовжні понтонів перед стикуванням; переміщення понтона 2 відносно понтона 1 і при на Фіг.2 - вид зверху на понтони, що подальшому стягуванні забезпечують гарантоване стикуються; входження поперечної переборки 3 у зазор між на Фіг.3 - розріз А - А на Фіг.2; відігнутими кінцями 12 пластин 11 фіксуючих на Фіг.4 - поперечний переріз В-В корпус у ловильних пристроїв 9, забезпечуючи точну судна у зістикованому стані. збіжність кромок монтажного стику 6 поперечної Пристрій, що заявляється, для реалізації переборки 3, що дозволяє розділити навпіл способу зборки корпусу судна на плаву, що різницю розмірів по довжині понтонів 1 та 2. включає будівництво і спуск на воду окремих Потім, у процесі подальшого поетапного частин корпусу, виконаних у вигляді стягування понтонів 1 та 2, також аналогічним водотоннажних понтонів 1 та 2 з поперечними чином автоматично забезпечується точна переборками 3, наступне буксирування понтонів 1 збіжність кромок палуби 7 за допомогою фіксуючих та 2 до місця зборки, їх стикування і зварювання, ловильних пристроїв 9, рівномірно розташованих містить стяжні пристрої, наприклад, у вигляді уздовж кромки монтажного стику 6 на палубі 7. відомих ланцюгових талів (не показані) і талрепів Збіжність інших кромок контуру, що стикується, 4, а також центруючі пристрої, встановлені на забезпечується наявністю стовщеного бруса 5, що понтоні 1. забезпечує компенсацію різниці розмірів понтонів Для підвищення надійності зборки корпусу 1 та 2 за довжиною і висотою. судна на плаву при його стикуванні по Спосіб і пристрій для його здійснення, що діаметральній площині пристрій для його заявляються, дозволяють, при значному здійснення оснащено компенсатором різниці зменшенні трудомісткості, здійснювати надійне розмірів понтонів за довжиною та висотою, стикування корпусів суден довжиною більш 100 виконаним у вигляді стовщеного металевого бруса метрів, виконаних з окремих понтонів, які 5, товщина якого перевищує товщину основних виготовлені на різних заводах і можуть листів, що стикуються, контуру монтажного стику 6 транспортуватися внутрішніми водяними шляхами, корпусу судна. При цьому компенсатор 5 у тому числі через шлюзи. змонтовано на понтоні 1 по контуру монтажного стику 6, за винятком району стику 6 у зоні палуби 7, а центруючі пристрої виконано у вигляді направляючих 8 і фіксуючих 9 ловильних пристроїв. 7 80626 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of afloat assembly of ship hull
Автори англійськоюZavalishyn Oleksandr Mykolaiovych, Rudenko Volodymyr Vasyliovych, Podhornyi Volodymyr Fedorovych, Vorobiova Natalia Volodymyrovna
Назва патенту російськоюСпособ сборки корпуса судна на плаву и устройство для его реализации
Автори російськоюЗавалишин Александр Николаевич, Руденко Владимир Васильевич, Подгорный Владимир Федорович, Воробьева Наталья Владимировна
МПК / Мітки
Мітки: корпусу, плаву, спосіб, збирання, реалізації, пристрій, судна
Код посилання
<a href="https://ua.patents.su/4-80626-sposib-zbirannya-korpusu-sudna-na-plavu-i-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання корпусу судна на плаву і пристрій для його реалізації</a>
Пристрій для герметизації на плаву стиків частин корпусу судна, що з`єднуються
Номер патенту: 80625
Опубліковано: 10.10.2007
Автори: Завалішин Олександр Миколайович, Руденко Володимир Васильович, Подгорний Володимир Федорович
Мітки: частин, пристрій, плаву, судна, герметизації, з'єднуються, стиків, корпусу
Формула / Реферат:
Пристрій для герметизації на плаву стиків частин корпусу судна, що з'єднуються, який містить кутовий профіль, змонтований на одній із частин корпусу судна, що з'єднуються, і взаємодіє з еластичним герметизуючим елементом у вигляді стрічки, який відрізняється тим, що пристрій обладнаний металевим коробом, змонтованим на другій частині корпусу судна, що з'єднується, причому одну з вертикальних стінок згаданого короба виконано виступаючою за...
Спосіб відновлювання міцнісних характеристик корпусу судна
Номер патенту: 22617
Опубліковано: 25.04.2007
Автор: Абрамов Олег Миколайович
МПК: B63B 9/00
Мітки: міцнісних, характеристик, відновлювання, корпусу, судна, спосіб
Формула / Реферат:
1. Спосіб відновлювання міцнісних характеристик корпусу судна шляхом відновлення геометричних характеристик еквівалентного бруса, який відрізняється тим, що до кородованих листових елементів корпусу судна жорстко приєднують довгомірні елементи жорсткості.2. Спосіб за п. 1, який відрізняється тим, що до кородованих листових елементів корпусу судна жорстко приєднують поздовжні довгомірні елементи жорсткості.3. Спосіб за...
Спосіб переобладнання корпусу судна для його використання як сухого доку (варіанти)
Номер патенту: 57232
Опубліковано: 16.06.2003
Автор: Мануйлов Михайло Іванович
Мітки: варіанти, використання, сухого, корпусу, судна, доку, переобладнання, спосіб
Формула / Реферат:
1. Спосіб переобладнання корпусу судна для його використання як сухого доку, який включає встановлення судна в котлован з стінкою, в кінці обладнаний затвором, при цьому на судні видаляють верхню палубу корпусу, переділки, кінець, зверху зрізають частини корпусу, палуби, опускають на днище трюму і з них виконують внутрішнє, тобто подвійне, дно у вигляді стапельної палуби з опорами, при цьому нижню поперечну балку розрізають, зсовують в...
Спосіб герметизації пробоїн корпусу судна
Номер патенту: 65402
Опубліковано: 15.03.2004
Автори: Білявський Анатолій Федорович, Портнягіна Алла Анатоліївна
МПК: B63B 35/00
Мітки: герметизації, спосіб, корпусу, судна, пробоїн
Формула / Реферат:
Спосіб герметизації пробоїн корпусу судна, що включає герметизацію пробоїн речовинами і припинення течі води усередину корпуса, який відрізняється тим, що подають усередину пошкоджених відсіків корпусу судна кріогенний хладагент, заморожують і перетворюють там воду в лід, герметизують льодом пробоїни, припиняють течу води усередину корпусу і запобігають затопленню судна.
Спосіб переобладнання корпусу судна для його використання як судноплавного шлюзу (ск-3)
Номер патенту: 62316
Опубліковано: 15.12.2003
Автор: Мануйлов Михайло Іванович
МПК: B63C 5/00, E02C 1/00, B63B 9/04
Мітки: ск-3, шлюзу, використання, спосіб, судноплавного, судна, корпусу, переобладнання
Формула / Реферат:
1. Спосіб переобладнаная корпусу судна для його використання як судноплавного шлюзу, який включає встановлення судна в котлован з стінкою, в кінці обладнаний затвором, при цьому на судні видаляють верхню палубу корпусу, перебірки, кінець, зверху зрізають частини корпусу, палуби, опускають на днище трюму і з них виконують внутрішнє, тобто подвійне, дно у вигляді стапельної палуби з опорами, при цьому нижню поперечну балку розрізають, зсовують...
Попередній патент: Пристрій для герметизації на плаву стиків частин корпусу судна, що з`єднуються
Наступний патент: Автостереоскопічна система
Випадковий патент: Спосіб виробництва принади для пероральної імунізації м'ясоїдних тварин проти захворювань на сказ