Спосіб утилізації електроліту відпрацьованих свинцево-кислотних акумуляторів
Номер патенту: 8093
Опубліковано: 15.07.2005
Автори: Башева Тетяна Сергіївна, Сердюк Олександр Іванович, Червонцева Ніна Миколаївна, Яценко Олександр Гаврилович
Формула / Реферат
Спосіб утилізації електроліту відпрацьованих свинцево-кислотних акумуляторів, що полягає в нейтралізації електроліту содовим розчином й осадженні важких металів з нього 2 % розчином сульфіду натрію, який відрізняється тим, що вводиться стадія електрохімічного очищення відпрацьованої акумуляторної кислоти, при якій на першому ступені очищують від іонів міді при щільності струму 200-400 А/м2 протягом 1,7-2,5 годин при розташуванні розчину, що очищається в анодну і катодну області двокамерного електродіалізатора, а на другому ступені очищують розчин розміщеного в катодну область електродіалізатора від іонів заліза, марганцю, свинцю і хлористих з'єднань, при цьому анодна область заповнена 0,3-0,5 % розчином сірчаної кислоти, а процес проводять при щільності струму 600-1000 А/м2 протягом 8-15 годин, очищений від домішок розчин надходить у виробництво свинцево-кислотних акумуляторів, а сірчанокислотні відходи, що утворилися, які містять домішки металів, подаються на подальшу нейтралізацію.
Текст
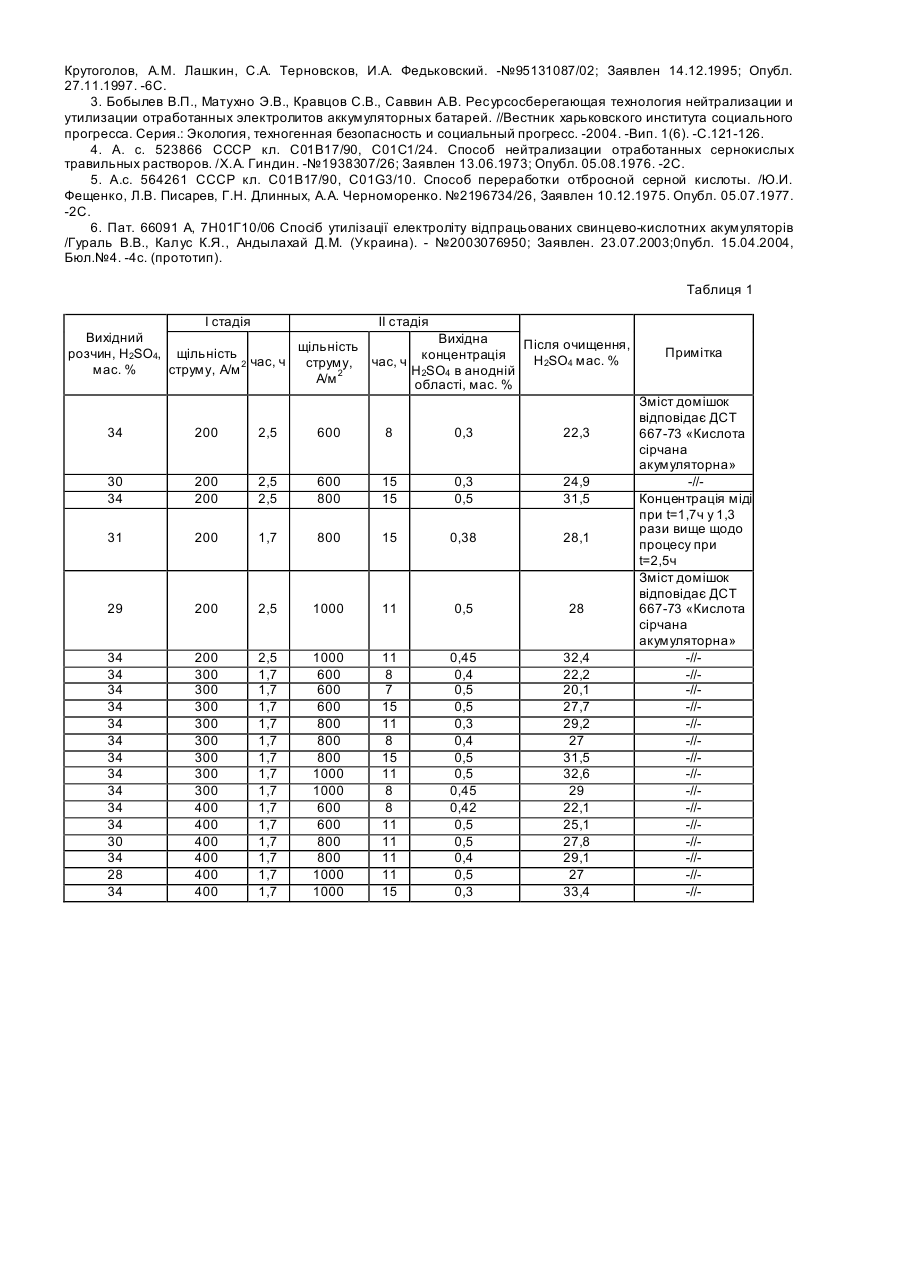
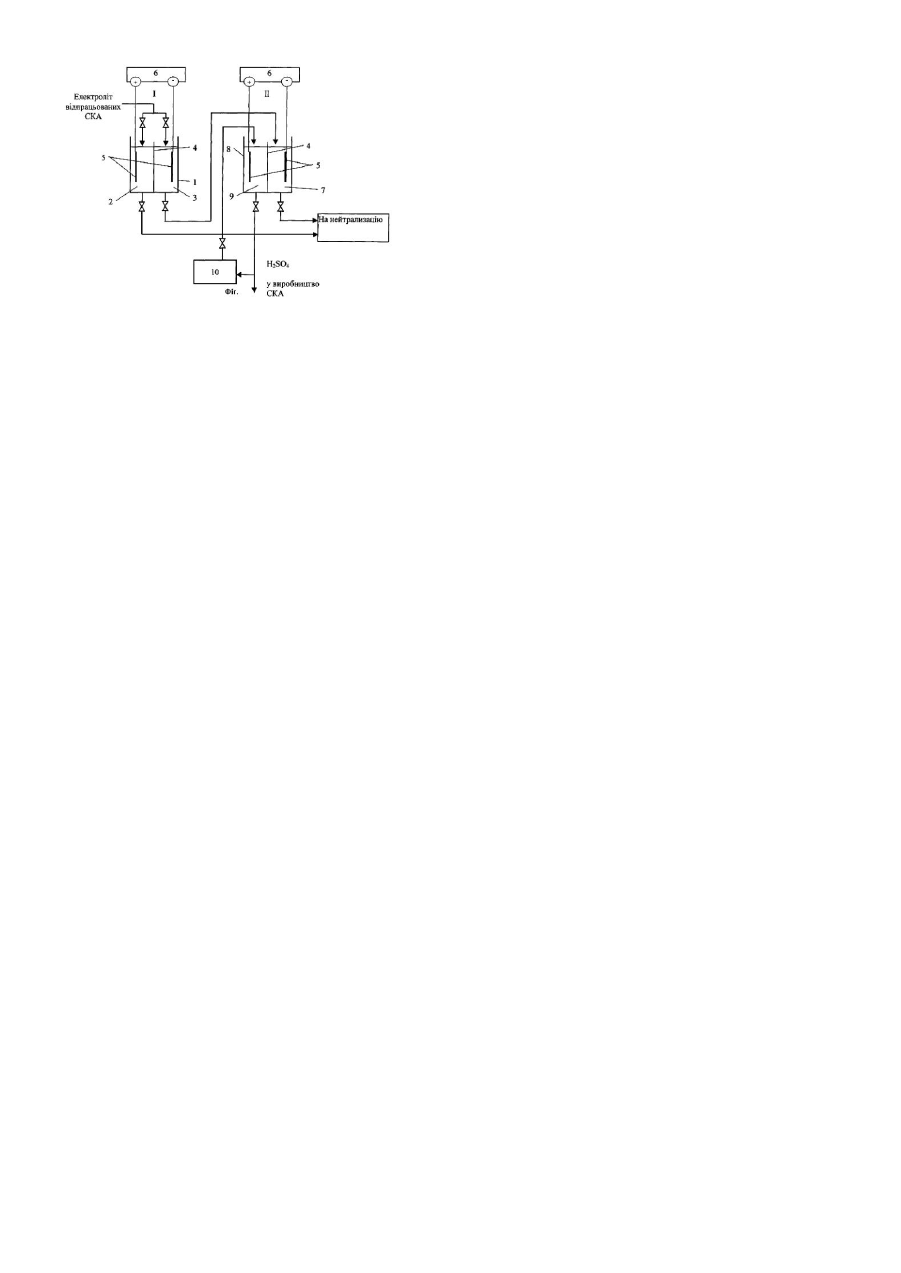
Корисна модель відноситься до технології утилізації відпрацьованих електролітів свинцево-кислотних акумуляторів (СКА), а також технології регенерації відкидної сірчаної кислоти і може бути використана в технологіях захисту навколишнього середовища на підприємствах автомобільного транспорту, або там, де є сірчанокислі відходи, що містять домішки заліза, міді, марганцю, хлору, свинцю. Відповідно до проведених експериментів, електроліт відпрацьованих свинцево-кислотних акумуляторів являє собою 18-34% розчин сірчаної кислоти, що містить домішки важких металів заліза 0,01-0,06% мас.; міді 0,00070,0015% мас.; марганцю 0,00007-0,00015% мас.; хлористих сполук 0,0002-0,0006% мас.; свинцю 0,0005-0,0006% мас. Відомі способи утилізації відпрацьованого електроліту СКА шляхом нейтралізації: 1. конвертерним шламом при масовому співвідношенні (0,65-0,95): 1, при цьому в склообразну грузлу масу що утворилася при перемішуванні додають у якості в'язкого гранульований доменний шлак при масовому співвідношенні (0,65-0,95):1:(0,10-0,20) [1]; 2. сумішшю анодної і катодної паст брухту акум уляторів, узяти х у кількостях, що забезпечують досягнення значення рН у рідкій фазі не нижче 4,8-5,0, з подальшим підвищенням рН до 7,8-8,2 вапняком [2]; 3. вапняним молоком, що легше доз ується ніж вапно і цілком осаджує двовалентне залізо у відміні від вапняку, при цьому виходить товарний продукт - гіпс [3]; 4. аміачною водою [4]; 5. металевою міддю з наступним відновленням сульфату тривалентного заліза до двовалентного також металевою міддю [5]. При використанні всіх зазначених методів відбувається нейтралізація акумуляторної сірчаної кислоти. Недоліки відомих способів утилізації: утворення рідких відходів, що містять важкі метали. А також, при нейтралізації губиться дорогий продукт - сірчана кислота, що могла бути повторно використана. При цьому для всіх процесів нейтралізації необхідне придбання лужних реагентів (вапняне молоко, вапняк, аміачна вода й ін.), їхнє транспортування, збереження, правильна організація їхнього використання. Найбільш близьким по технічній сутності і результатові, що досягається, є спосіб утилізації електроліту відпрацьованих свинцево-кислотних акумуляторів, що полягає в нейтралізації електроліту відпрацьованим содовим розчином цеху вакуум-карбонатної сіркоочистки коксохімічного заводу; при цьому кількість содового розчину визначається відповідно до реакції нейтралізації сірчаної кислоти електроліту з доданням ще 5% вагових; метали, що є в нейтралізованому розчині, осаджуються додаванням до нього 2% розчину сульфіду натрію у співвідношенні 2:1 [6]. Даний спосіб вибираємо як прототип, бо при його реалізації повністю нейтралізується сірчана кислота електроліту, та осаджуються важкі метали з нейтралізованого розчину, але не вирішується проблема втрати сірчаної кислоти, що могла бути повторно використана. В основу корисної моделі поставлена задача підвищення ефективності використання відпрацьованої сірчаної кислоти, що використовується в якості електроліту свинцево-кислотних акумуляторів і зменшення витрати лужного реагенту необхідного для нейтралізації. Поставлена задача досягається тим, що в спосіб утилізації електроліту відпрацьованих свинцево-кислотних акумуляторів, що полягає в нейтралізації електроліту содовим розчином й осадженні важких металів з нього 2% розчином сульфіду натрію, відповідно до корисної моделі вводиться стадія електрохімічного очищення відпрацьованої акумуляторної кислоти, що припускає на першій ступіні очищення від іонів міді при щільності струму 200-400А/м 2 протягом 1,7-2,5 годин при розташуванні розчину, що очищається в анодну і катодну області двокамерного електродіалізатора, а на другій ступіні очищення розчину поміщеного в катодну область електродіалізатора від іонів заліза, марганцю, свинцю і хлористих з'єднань, при цьому анодна область заповнена 0,3-0,5% розчином сірчаної кислоти, а процес проводять при щільності струму 600-1000А/м 2 протягом 8-15 годин, очищений від домішок розчин надходить у виробництво свинцево-кислотних акумуляторів, а сірчанокислотні відходи, що утворилися, які містять домішки металів, подаються на подальшу нейтралізацію. У результаті отримують 22-33% сірчану кислоту, очи щену від домішок, що заважають роботі акумулятора. При цьому підвищується ефективність використання акумуляторного електроліту, тому що очищена на даній стадії сірчана кислота, яка відповідає ДСТ 667-73 «Кислота сірчана акумуляторна», повертається на виробництво акумуляторів. На нейтралізацію надходить розчин з меншою концентрацією сірчаної кислоти (8-11% сірчанокислий розчин), що спричиняє зменшення кількості реагентів для нейтралізації відносно [6] у 2-3,5 рази. Ефективність електрохімічного очищення залежить від щільності струму і часу проведення процесу. Для одночасного видалення всіх іонів (заліза, мідь, марганець, хлор, свинець) передбачене двоступінчасте очищення. Це обумовлено тим, що при проходженні постійного струму через сірчанокислий розчин, що очищається, спостерігається перехід іонів міді з катодної в анодну область через аніонітову мембрану МА-40. Причому, зі збільшенням щільності струму збільшується інтенсивність переходу, але при цьому збільшуються й економічні витрати. Доцільно проводити очищення від іонів міді при щільності струму 200-400А/м 2 протягом 1,7-2,5 годин. За даний інтервал часу (1,7 години для процесів при щільності струму 300-400А/м 2 і 2,5 години - для процесів при 200А/м 2) зміст іонів міді в катодній області знижується до максимально можливої величини - 0,0001% по масі. При подальшому проведенні процесу зміст міді в катодній області електродіалізатора не зменшується або змінюється незначно. При підвищенні щільності струму до 500А/м 2 і більш спостерігається перехід сульфат-іонів через аніонітову мембрану, що спричиняє втрати сірчаної кислоти. При зменшенні щільності струму менш 200А/м 2 спостерігається зниження швидкості процесу і, як наслідок, збільшення часу очищення й енергетичних витрат. Для очищення від іонів заліза, марганцю, хлору, свинцю, розчин що очищається уже звільнений від іонів міді, поміщають у катодну камеру двокамерногого електродіалізатора, анодна камера заповнена 0,3-0,5% Н2SO4, і методом електродіалізу, при катодній щільності струму 600-1000А/м 2, витягають сірчану кислоту з відходів акумуляторного електроліту. Зменшення концентрації вихідної кислоти в анодній області менш 0,3% спричиняє зниження електропровідності розчину і, як наслідок, значне збільшення енерговитрат. З іншого боку, недоцільно підвищувати концентрацію більш 0,5%, тому що при цьому не збільшується електропровідність розчину, але відбуваються необґрунтовані витрати сірчаної кислоти. З підвищенням щільності струму збільшується швидкість переходу сірчаної кислоти через аніонітову мембрану. При більш нижчій, ніж 600А/м 2, щільності струму занадто низька рухливість суль фат-іонів через іонообмінну мембрану. Спостерігається незначний перехід іонів металів з катодної в анодну камеру. Однак зі збільшенням щільності струму підсилюється рухливість іонів металів через іонообмінну мембрану, що супроводжується підвищенням їхньої концентрації в очищеній кислоті. При цьому збільшення щільності струму спричиняє посилення процесу виділення водню на катоді 2H+ + 2е ® Н2, а отже зниження ефективності процесу. Це обумовлює недоцільність підвищення щільності струму більш 1000А/м 2. Час необхідний для реалізації другої ступіні очищення - 8-15 годин. Недоцільно проводити очищення електроліту менш 8 годин, тому що витрати енергії зменшуються незначно, а концентрація очищеної кислоти на виході знижується (наприклад, при щільності струму 600А/м 2 до 20% по масі). А зниження концентрації очищеної кислоти, що надходить у виробництво СКА, спричиняє збільшення витрати реагентів, необхідних для підвищення концентрації електроліту до 36% по масі, що відповідає ДСТ 667-73 «Кислота сірчана акумуляторна». З іншого боку, спостерігаються наступні закономірності: підвищення концентрації сірчаної кислоти в одиницю часу на часовому відрізку 5-8 годин у середньому складає 1,03% мас/год, 8-10 годин - 0,75% мас/год, 10-12 годин - 0,65% мас/год, 12-14 годин - 0,6% мас/год, 14-15 годин - 0,5% мас/год, 15-16 годин - дане співвідношення опускається до 0,25% мас/год. Відповідно до отриманих результатів після 15 часів очистки спостерігається різке зниження швидкості виходу кислоти. Збільшення часу спричиняє підвищення енергетичних витрат при незначному збільшенні ефективності процесу. Оптимальними параметрами процесу витягу сірчаної кислоти є катодна щільність струму - 800А/м 2 і час - 15 годин. Спосіб утилізації відпрацьованого акумуляторного електроліту здійснюється в такий спосіб. ПРИКЛАД 1 В двокамерний електродіалізатор (1) (Фіг.1), що складається з анодної (2) і катодної (3) області розділені іонообмінною мембраною МА-40 (4) поміщається попередньо очищений від зваженого свинцю розчин відпрацьованого акумуляторного електроліту, що містить, %мас: іони заліза - 0,012, міді - 0,0015, свинцю (у зваженому стані) - 0,2, свинцю (у розчиненому стані) - 0,001, марганцю - 0,00015, хлористих з'єднань - 0,0006. Згідно отриманим експериментальним даним 99,9% зваженого свинцю випадає в осад під дією гравітаційних сил за 23 години. У процесі очищення використовуються свинцеві електроди (5). Електроди щільно прилягають до стінок електродіалізатору. Відстань між електродом та іонообмінною мембраною 10мм. Електродіалізатори підключені до блоку постійного живлення (6). Перша ступінь очищення - видалення із сірчанокислого розчину іонів міді - реалізується при катодній щільності струму 300А/м 2. По закінченні 1,7 години (100 хвилин) отримані наступні результати: у розчині катодної області (3) зміст іонів міді зменшився до 0,0001% по масі. Розчин анодної (2) області після 8 циклів очищення, подають на нейтралізацію згідно [6]. Друга ступінь очищення реалізується при щільності струму 800А/м 2. Очищений від іонів міді розчин подається в катодну область (7) двокамерного електродіалізатора (8), анодна область(9) якого заповнена 0,5% розчином сірчаної кислоти. Через 15 годин в анодній області отримано прозорий розчин сірчаної кислоти, що містить: - мас. частка сірчаної кислоти, % - 31; - мас. частка заліза, % - 0,0016; - мас. частка міді, % - 0,0001; - мас. частка свинцю, % - 0,0004; - мас. частка марганцю, % - 0,000003; - мас. частка хлоридів, % - не виявлені. Очищений у такий спосіб розчин сірчаної кислоти надходить у виробництво свинцево-кислотних акумуляторів, тому що зміст домішок у розчині нижче приведених у ДСТ 667-73 «Кислота сірчана акумуляторна» у 3 рази по залізу, у 2,5 рази по свинцю, у 10 разів по марганцю, у 5 разів по міді. Частина очищеної кислоти подається в змішувач (10) для готування 0,3-0,5% розчину сірчаної кислоти, що використовується в наступних циклах очищення. 8-11% сірчанокислотний розчин катодної області, що містить домішки металів подається на нейтралізацію по способу [6]. У результаті введення додаткової стадії в схему утилізації відпрацьованої сірчаної кислоти витрата содового розчину по [6] зменшилася в 2-3,5 рази. Питома витрата електроенергії витраченої в процесі очищення 2891кВтч/м електроліту. При цьому вартість 1 літр очищеної кислоти, виходячи з витрат енергії складає 0,451грн/л (451грн/м 3). Результати досліджень представлені в таблиці 1. При реалізації викладеного методу усувається небезпечний для навколишнього середовища відхід, при цьому витягається і повертається у виробництво свинцевих акумуляторів сірчана кислота, утворюються менші обсяги рідких відходів що надходять на нейтралізацію з більш високим рівнем рН, а отже зменшується кількість лужних реагентів необхідних для нейтралізації. Джерела інформації, які використані при складанні заявки: 1. RU №2177056 С2, кл. C25D21/18. Способ утилизации отработанного раствора электролита. /С.М. Чумаков, B.C. Грызлов, Н.А. Архипов, А.И. Фоменко, Э.Г. Гекшарева. -№ 99125344/12; Заявлен 30.11.1999; Опубл. 20.12.2001. -4С. 2. RU №95121087 А, кл. С22В13/00. Способ утилизации кислоты свинцового аккумулятора. /С.М. Дьяков, Б.Ф. Крутоголов, A.M. Лашкин, С.А. Терновсков, И.А. Федьковский. -№95131087/02; Заявлен 14.12.1995; Опубл. 27.11.1997. -6С. 3. Бобылев В.П., Матухно Э.В., Кравцов С.В., Саввин А.В. Ресурсосберегающая технология нейтрализации и утилизации отработанных электролитов аккумуляторных батарей. //Вестник харьковского института социального прогресса. Серия.: Экология, техногенная безопасность и социальный прогресс. -2004. -Вип. 1(6). -С.121-126. 4. А. с. 523866 СССР кл. С01В17/90, С01С1/24. Способ нейтрализации отработанных сернокислых травильных растворов. /Х.А. Гиндин. -№1938307/26; Заявлен 13.06.1973; Опубл. 05.08.1976. -2С. 5. A.c. 564261 СССР кл. С01В17/90, C01G3/10. Способ переработки отбросной серной кислоты. /Ю.И. Фещенко, Л.В. Писарев, Г.Н. Длинных, А.А. Черноморенко. №2196734/26, Заявлен 10.12.1975. Опубл. 05.07.1977. -2С. 6. Пат. 66091 А, 7Н01Г10/06 Спосіб утилізації електроліту відпрацьованих свинцево-кислотних акумуляторів /Гураль В.В., Калус К.Я., Андылахай Д.М. (Украина). - №2003076950; Заявлен. 23.07.2003;0публ. 15.04.2004, Бюл.№4. -4с. (прототип). Таблиця 1 І стадія ІІ стадія Вихідний Вихідна Після очищення, щільність розчин, H2SO4, щільність концентрація Н2SO4 мас. % 2 час, ч струму, час, ч мас. % струму, А/м H2SО4 в анодній А/м 2 області, мас. % 34 200 2,5 600 8 0,3 22,3 30 34 200 200 2,5 2,5 600 800 15 15 0,3 0,5 24,9 31,5 31 200 1,7 800 15 0,38 28,1 29 200 2,5 1000 11 0,5 28 34 34 34 34 34 34 34 34 34 34 34 30 34 28 34 200 300 300 300 300 300 300 300 300 400 400 400 400 400 400 2,5 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1000 600 600 600 800 800 800 1000 1000 600 600 800 800 1000 1000 11 8 7 15 11 8 15 11 8 8 11 11 11 11 15 0,45 0,4 0,5 0,5 0,3 0,4 0,5 0,5 0,45 0,42 0,5 0,5 0,4 0,5 0,3 32,4 22,2 20,1 27,7 29,2 27 31,5 32,6 29 22,1 25,1 27,8 29,1 27 33,4 Примітка Зміст домішок відповідає ДСТ 667-73 «Кислота сірчана акумуляторна» -//Концентрація міді при t=1,7ч у 1,3 рази вище щодо процесу при t=2,5ч Зміст домішок відповідає ДСТ 667-73 «Киcлoтa сірчана акумуляторна» -//-//-//-//-//-//-//-//-//-//-//-//-//-//-//
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for utilizing electrolyte from waste lead-acid accumulators
Автори англійськоюSerdiuk Oleksandr Ivanovych
Назва патенту російськоюСпособ утилизации электролита из отработавших свинцово-кислотных аккумуляторов
Автори російськоюСердюк Александр Иванович
МПК / Мітки
МПК: C22B 13/00, C01B 17/90, H01M 10/06, C25C 1/00
Мітки: акумуляторів, свинцево-кислотних, утилізації, відпрацьованих, спосіб, електроліту
Код посилання
<a href="https://ua.patents.su/4-8093-sposib-utilizaci-elektrolitu-vidpracovanikh-svincevo-kislotnikh-akumulyatoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб утилізації електроліту відпрацьованих свинцево-кислотних акумуляторів</a>
Спосіб утилізації електроліту відпрацьованих свинцево-кислотних акумуляторів
Номер патенту: 66091
Опубліковано: 15.04.2004
Автори: Гураль Василь Володимирович, Калус Костянтин Якович, Андилахай Дмитро Миколайович
МПК: H01M 10/06
Мітки: відпрацьованих, спосіб, акумуляторів, утилізації, свинцево-кислотних, електроліту
Формула / Реферат:
Спосіб утилізації електроліту відпрацьованих свинцево-кислотних акумуляторів, котрий полягає в нейтралізації електроліту та осадженні важких металів з нього, який відрізняється тим, що спосіб реалізується в інфраструктурі коксохімічного заводу, де нейтралізацію електроліту проводять відпрацьованим содовим розчином цеху вакуум-карбонатної сіркоочистки від сірководню при його перемішуванні, при цьому кількість содового розчину визначається...
Спосіб утилізації електроліту відпрацьованих акумуляторів
Номер патенту: 5506
Опубліковано: 15.03.2005
Автор: Гончаренко Володимир Іванович
МПК: H01M 10/06, H01M 10/24, C25D 21/00
Мітки: електроліту, спосіб, утилізації, відпрацьованих, акумуляторів
Формула / Реферат:
1. Спосіб утилізації електроліту відпрацьованих акумуляторів, що включає установку акумулятора на приймальну решітку днищем догори, а зливними пробками - донизу, зливання електроліту до відстійних ємностей, подачу освітленого електроліту на нейтралізацію з утворенням водного розчину гіпсу, який відрізняється тим, що зливання електроліту здійснюють в герметичну ємність через приєднані до зливних пробок герметичні штуцери з кислотостійкими...
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів
Номер патенту: 47000
Опубліковано: 15.10.2004
Автори: Касян Сергій Григорович, Підлубний Василь Іванович, Васильєв Сергій Володимирович, Дзензерський Віктор Олександрович, Привалов Володимир Миколайович
МПК: C22F 1/12, C22C 11/00, C22C 1/02
Мітки: струмовідводів, акумуляторів, спосіб, свинцево-кислотних, одержання, сплаву, свинцево-кальцієвого
Формула / Реферат:
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів шляхом нагрівання в тиглі розплавленого свинцю, введення заздалегідь приготовленої наважки, що містить свинець і кальцій, перемішування і лиття сплаву в виливницю, який відрізняється тим, що наважку, що містить свинець, кальцій і додатково алюміній та олово, вводять у розплав при температурі 560-565ºС, наважку вводять під шар свинцю,...
Спосіб поліпшення технічних характеристик позитивних електродів свинцево-кислотних акумуляторів
Номер патенту: 71075
Опубліковано: 15.11.2004
Автори: Дзензерський Деніс Вікторович, Касян Сергій Григорович, Васільєв Сєргєй Владіміровіч, Дзензерський Віктор Олександрович, Підлубний Василь Іванович, Фількін Михайло Петрович
МПК: H01M 10/06
Мітки: свинцево-кислотних, поліпшення, спосіб, характеристик, акумуляторів, технічних, позитивних, електродів
Формула / Реферат:
Спосіб поліпшення технічних характеристик позитивних електродів свинцево-кислотних акумуляторів, при якому пасту, використовувану для формування позитивних електродів, готують зі свинцевого порошку, отриманого змішуванням двох вихідних свинцевих порошків І і II у масовому співвідношенні (0,3-0,7) : (0,7-0,3) із середнім розміром часток, визначеним за допомогою седиментометричного аналізу: І - 2,6-2,8 мкм, II - 3,2-3,4 мкм і окисленістю: І -...
Спосіб поліпшення електричних і експлуатаційних характеристик позитивних електродів свинцево-кислотних акумуляторів
Номер патенту: 71074
Опубліковано: 15.11.2004
Автори: Касян Сергій Григорович, Дзензерський Віктор Олександрович, Васільєв Сєргєй Владіміровіч, Підлубний Василь Іванович, Фількін Михайло Петрович, Дзензерський Деніс Вікторович
МПК: H01M 10/06
Мітки: позитивних, свинцево-кислотних, електричних, характеристик, експлуатаційних, спосіб, акумуляторів, поліпшення, електродів
Формула / Реферат:
Спосіб поліпшення електричних і експлуатаційних характеристик позитивних електродів свинцево-кислотних акумуляторів, при якому пасту, використовувану для формування позитивних електродів, готують зі свинцевого порошку, отриманого змішуванням двох вихідних свинцевих порошків І і II у масовому співвідношенні (0,3-0,7) : (0,7-0,3) з фазовим складом: 1- 5-10% - РbО, 55-75 %...
Попередній патент: Установка для гідропіскоструминного різання металоконструкцій
Наступний патент: Спосіб виділення днк мікобактерій з живильних середовищ для діагностики туберкульозу та мікобактеріозів в полімеразній ланцюговій реакції
Випадковий патент: Пристрій для вирощування розсади