Захисний елемент для документів, спосіб його виробництва (варіанти) та документ з цим захисним елементом
Формула / Реферат
1. Захисний елемент (1) для документів в цілому, зокрема для банкнот, захисних карток та тому подібного, який складається з несучого шару (2), який має щонайменше з одного боку неперервний шар металевого матеріалу (3), який відрізняється тим, що вказаний неперервний шар металевого матеріалу (3) має щонайменше одну зону (10) зі зменшеною товщиною металу по відношенню до оточуючих частин для візуального відрізнення від оточуючих частин або навпаки.
2. Захисний елемент (1) за п. 1 , який відрізняється тим, що щонайменше одна зона (10) має товщину металу, меншу ніж 70 % і більшу ніж 25 % товщини шару металевого матеріалу (3) оточуючих частин.
3. Захисний елемент (1) за будь-яким з попередніх пунктів, який відрізняється тим, що металевий шар (3) виготовлений із благородного металу, алюмінію, хрому, нікелю, міді або їх комбінації.
4. Захисний елемент (1) за п. 3, який відрізняється тим, що благородним металом є золото.
5. Захисний елемент (1) за будь-яким з попередніх пунктів, який відрізняється тим, що металевий шар (3) має товщину, меншу ніж 2,2 від оптичної густини.
6. Захисний елемент (1) за п. 1, який відрізняється тим, що шар металевого матеріалу (3) щонайменше в одній зоні (10), яка має зменшену товщину шару, є неперервно утвореним.
7. Захисний елемент (1) за одним або більше з попередніх пунктів, який відрізняється тим, що несучий шар (2) є гнучким.
8. Спосіб виробництва захисного елемента (1) для документів в цілому і зокрема для банкнот, захисних карток та тому подібного, згідно з п. 1 формули, який відрізняється тим, що включає
металізацію щонайменше одного боку поліестерного несучого шару (2),
накладання друкованого шару типографської фарби на нього для захисту вказаного металевого шару (3),
деметалізацію стрічки в баці, який вміщує 47-48 %-ну фосфорну кислоту при температурі 40 °С ± 2 °С протягом 40-45 секунд,
промивання буферним розчином, виготовленим з води і аміаку, і
прополіскування отриманого продукту.
9. Спосіб за п. 8, який відрізняється тим, що має етапи висушування плівки за допомогою кручення і пропускання її у тунелі з гарячим повітрям зі швидкістю 40 м/хв. при температурі 90-100 °С з постійним часом, по суті 10 секунд.
10. Спосіб за пп. 8, 9, який відрізняється тим, що має етап виконання коронної обробки на металевому шарі (3) для зчеплення типографської фарби при друкуванні.
11. Спосіб виробництва захисного елемента (1) для документів в цілому і зокрема для банкнот, захисних карток та тому подібного, який відрізняється тим, що включає
металізацію поліестерного несучого шару (2),
друкування целюлозними типографськими фарбами на виготовленому металевому шарі (3),
деметалізацію 54-56 % - ною фосфорною кислотою при температурі 55 °С ± 2 °С протягом 50-55 секунд,
промивання отриманого продукту водою і аміаком,
прополіскування і
нанесення за допомогою повної донної металізації металевого шару товщиною, меншою ніж товщина вже існуючого шару.
12. Документ в цілому, який відрізняється тим, що має повністю введений захисний елемент (1) за попередніми пунктами формули.
13. Документ в цілому за п. 12, який відрізняється тим, що має щонайменше один частково введений захисний елемент (1) за попередніми пунктами формули.
14. Документ в цілому, який відрізняється тим, що він має на одному з його зовнішніх боків захисний елемент (1) за попередніми пунктами формули.
Текст
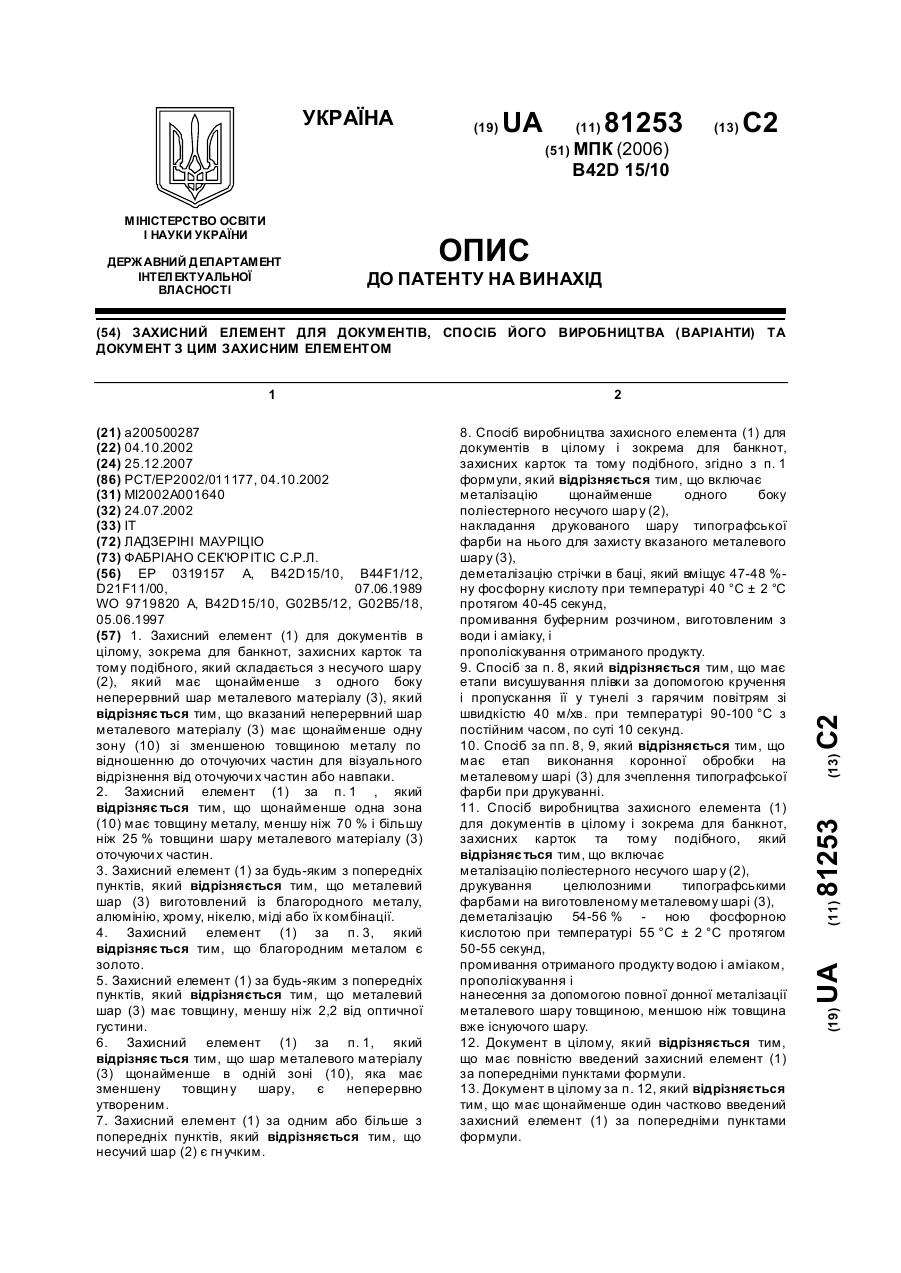
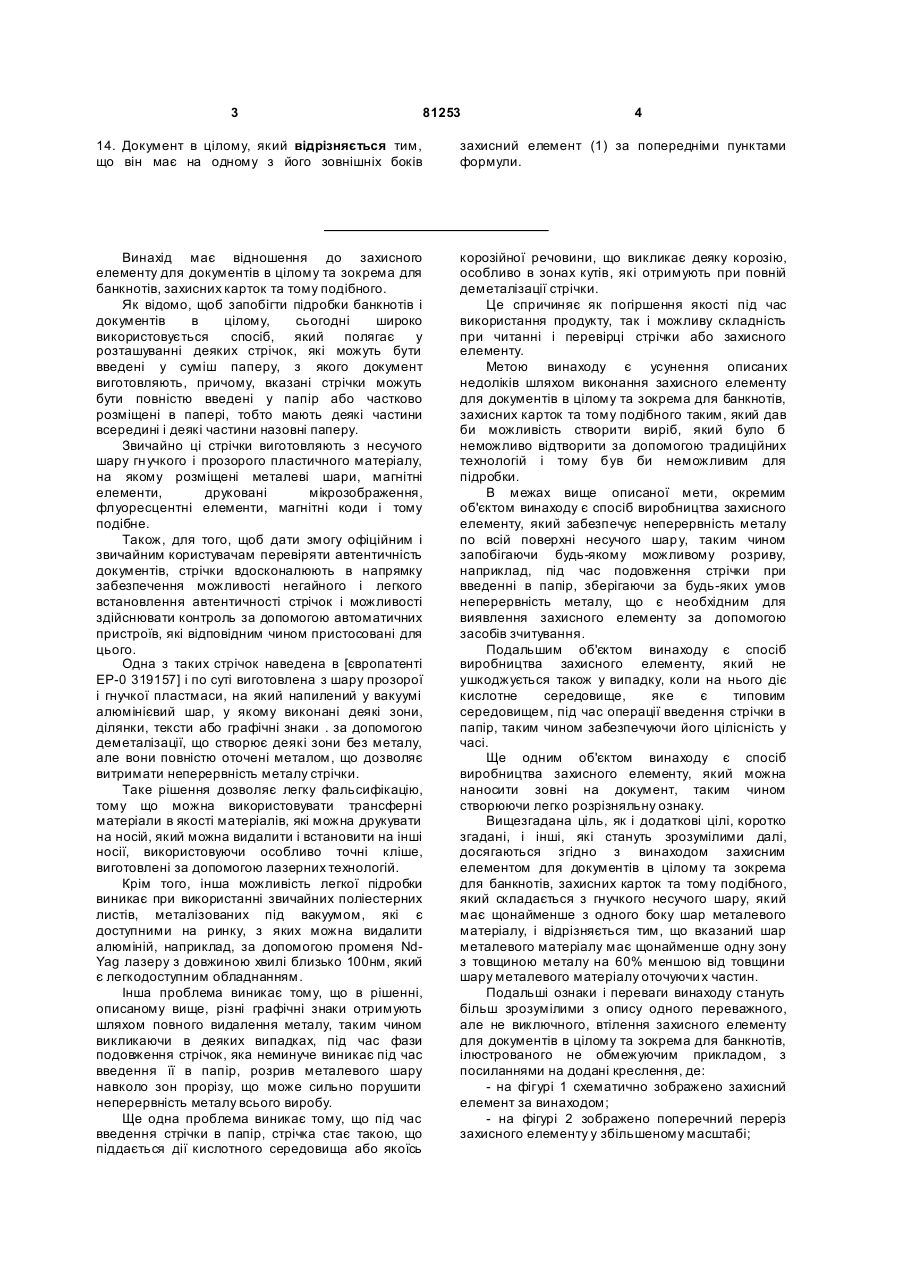
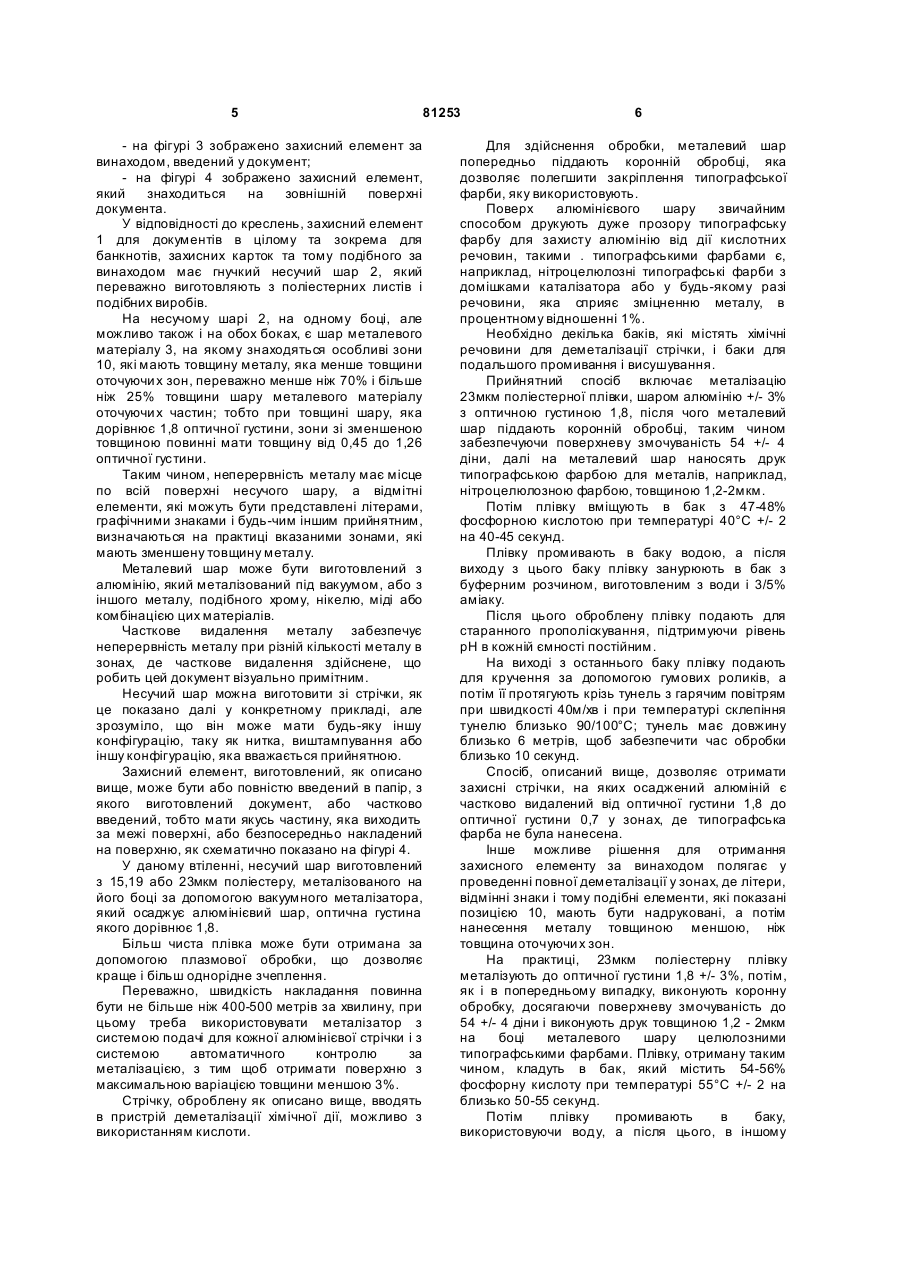
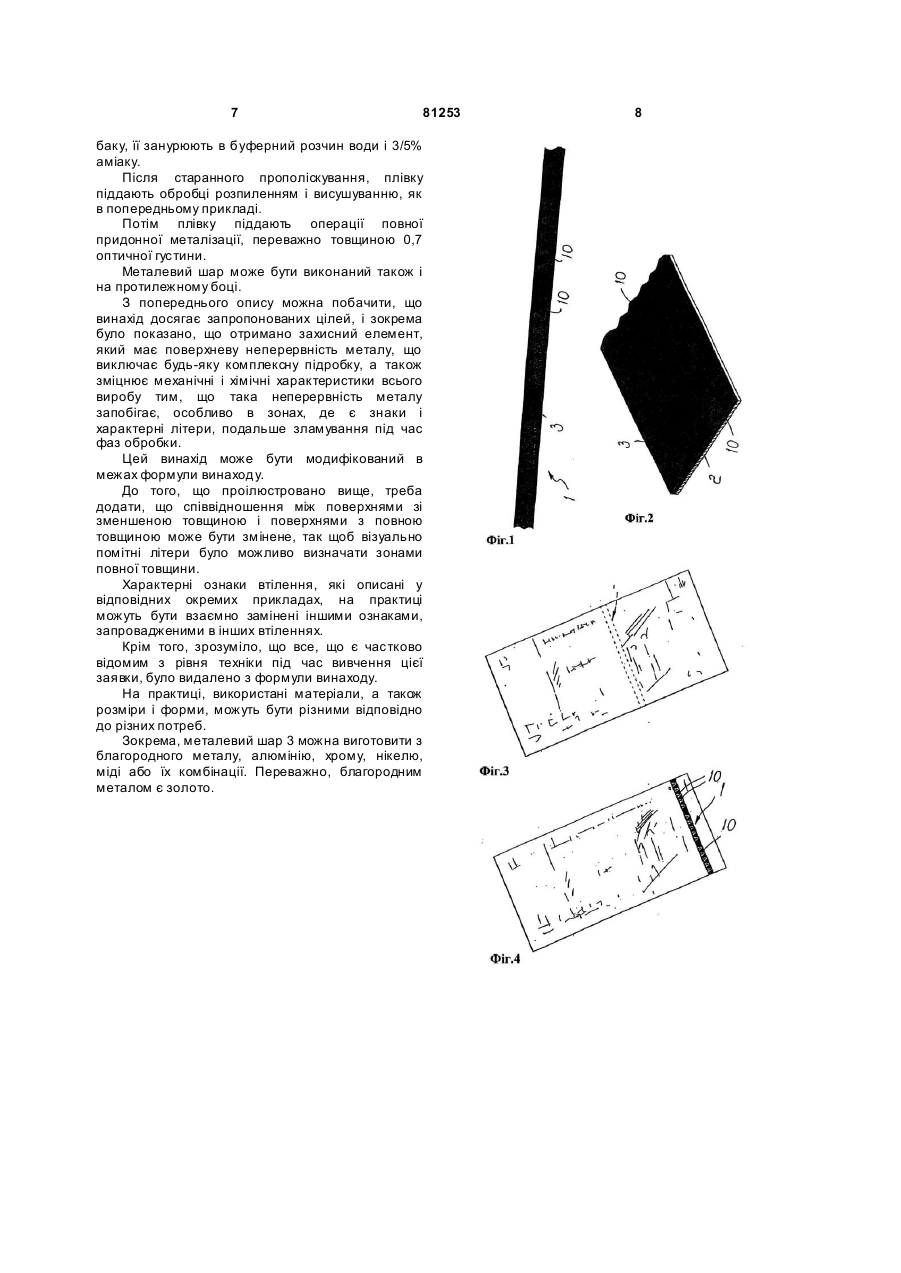
1. Захисний елемент (1) для документів в цілому, зокрема для банкнот, захисних карток та тому подібного, який складається з несучого шару (2), який має щонайменше з одного боку неперервний шар металевого матеріалу (3), який відрізняє ться тим, що вказаний неперервний шар металевого матеріалу (3) має щонайменше одну зону (10) зі зменшеною товщиною металу по відношенню до оточуючих частин для візуального відрізнення від оточуючи х частин або навпаки. 2. Захисний елемент (1) за п. 1 , який відрізняє ться тим, що щонайменше одна зона (10) має товщину металу, меншу ніж 70 % і більшу ніж 25 % товщини шару металевого матеріалу (3) оточуючи х частин. 3. Захисний елемент (1) за будь-яким з попередніх пунктів, який відрізняється тим, що металевий шар (3) виготовлений із благородного металу, алюмінію, хрому, нікелю, міді або їх комбінації. 4. Захисний елемент (1) за п. 3, який відрізняє ться тим, що благородним металом є золото. 5. Захисний елемент (1) за будь-яким з попередніх пунктів, який відрізняється тим, що металевий шар (3) має товщину, меншу ніж 2,2 від оптичної густини. 6. Захисний елемент (1) за п. 1, який відрізняє ться тим, що шар металевого матеріалу (3) щонайменше в одній зоні (10), яка має зменшену товщин у шару, є неперервно утвореним. 7. Захисний елемент (1) за одним або більше з попередніх пунктів, який відрізняється тим, що несучий шар (2) є гн учким. 2 (19) 1 3 81253 4 14. Документ в цілому, який відрізняється тим, що він має на одному з його зовнішніх боків захисний елемент (1) за попередніми пунктами формули. Винахід має відношення до захисного елементу для документів в цілому та зокрема для банкнотів, захисних карток та тому подібного. Як відомо, щоб запобігти підробки банкнотів і документів в цілому, сьогодні широко використовується спосіб, який полягає у розташуванні деяких стрічок, які можуть бути введені у суміш паперу, з якого документ виготовляють, причому, вказані стрічки можуть бути повністю введені у папір або частково розміщені в папері, тобто мають деякі частини всередині і деякі частини назовні паперу. Звичайно ці стрічки виготовляють з несучого шару гн учкого і прозорого пластичного матеріалу, на якому розміщені металеві шари, магнітні елементи, друковані мікрозображення, флуоресцентні елементи, магнітні коди і тому подібне. Також, для того, щоб дати змогу офіційним і звичайним користувачам перевіряти автентичність документів, стрічки вдосконалюють в напрямку забезпечення можливості негайного і легкого встановлення автентичності стрічок і можливості здійснювати контроль за допомогою автоматичних пристроїв, які відповідним чином пристосовані для цього. Одна з таких стрічок наведена в [європатенті ЕР-0 319157] і по суті виготовлена з шару прозорої і гнучкої пластмаси, на який напилений у вакуумі алюмінієвий шар, у якому виконані деякі зони, ділянки, тексти або графічні знаки . за допомогою деметалізації, що створює деякі зони без металу, але вони повністю оточені металом, що дозволяє витримати неперервність металу стрічки. Таке рішення дозволяє легку фальсифікацію, тому що можна використовувати трансферні матеріали в якості матеріалів, які можна друкувати на носій, який можна видалити і встановити на інші носії, використовуючи особливо точні кліше, виготовлені за допомогою лазерних технологій. Крім того, інша можливість легкої підробки виникає при використанні звичайних поліестерних листів, металізованих під вакуумом, які є доступними на ринку, з яких можна видалити алюміній, наприклад, за допомогою променя NdYag лазеру з довжиною хвилі близько 100нм, який є легкодоступним обладнанням. Інша проблема виникає тому, що в рішенні, описаному вище, різні графічні знаки отримують шляхом повного видалення металу, таким чином викликаючи в деяких випадках, під час фази подовження стрічок, яка неминуче виникає під час введення її в папір, розрив металевого шару навколо зон прорізу, що може сильно порушити неперервність металу всього виробу. Ще одна проблема виникає тому, що під час введення стрічки в папір, стрічка стає такою, що піддається дії кислотного середовища або якоїсь корозійної речовини, що викликає деяку корозію, особливо в зонах кутів, які отримують при повній деметалізації стрічки. Це спричиняє як погіршення якості під час використання продукту, так і можливу складність при читанні і перевірці стрічки або захисного елементу. Метою винаходу є усунення описаних недоліків шляхом виконання захисного елементу для документів в цілому та зокрема для банкнотів, захисних карток та тому подібного таким, який дав би можливість створити виріб, який було б неможливо відтворити за допомогою традиційних технологій і тому був би неможливим для підробки. В межах вище описаної мети, окремим об'єктом винаходу є спосіб виробництва захисного елементу, який забезпечує неперервність металу по всій поверхні несучого шар у, таким чином запобігаючи будь-якому можливому розриву, наприклад, під час подовження стрічки при введенні в папір, зберігаючи за будь-яких умов неперервність металу, що є необхідним для виявлення захисного елементу за допомогою засобів зчитування. Подальшим об'єктом винаходу є спосіб виробництва захисного елементу, який не ушкоджується також у випадку, коли на нього діє кислотне середовище, яке є типовим середовищем, під час операції введення стрічки в папір, таким чином забезпечуючи його цілісність у часі. Ще одним об'єктом винаходу є спосіб виробництва захисного елементу, який можна наносити зовні на документ, таким чином створюючи легко розрізняльну ознаку. Вищезгадана ціль, як і додаткові цілі, коротко згадані, і інші, які стануть зрозумілими далі, досягаються згідно з винаходом захисним елементом для документів в цілому та зокрема для банкнотів, захисних карток та тому подібного, який складається з гнучкого несучого шару, який має щонайменше з одного боку шар металевого матеріалу, і відрізняється тим, що вказаний шар металевого матеріалу має щонайменше одну зону з товщиною металу на 60% меншою від товщини шару металевого матеріалу оточуючи х частин. Подальші ознаки і переваги винаходу стануть більш зрозумілими з опису одного переважного, але не виключного, втілення захисного елементу для документів в цілому та зокрема для банкнотів, ілюстрованого не обмежуючим прикладом, з посиланнями на додані креслення, де: - на фігурі 1 схематично зображено захисний елемент за винаходом; - на фігурі 2 зображено поперечний переріз захисного елементу у збільшеному масштабі; 5 81253 - на фігурі 3 зображено захисний елемент за винаходом, введений у документ; - на фігурі 4 зображено захисний елемент, який знаходиться на зовнішній поверхні документа. У відповідності до креслень, захисний елемент 1 для документів в цілому та зокрема для банкнотів, захисних карток та тому подібного за винаходом має гнучкий несучий шар 2, який переважно виготовляють з поліестерних листів і подібних виробів. На несучому шарі 2, на одному боці, але можливо також і на обох боках, є шар металевого матеріалу 3, на якому знаходяться особливі зони 10, які мають товщину металу, яка менше товщини оточуючи х зон, переважно менше ніж 70% і більше ніж 25% товщини шару металевого матеріалу оточуючи х частин; тобто при товщині шару, яка дорівнює 1,8 оптичної густини, зони зі зменшеною товщиною повинні мати товщину від 0,45 до 1,26 оптичної густини. Таким чином, неперервність металу має місце по всій поверхні несучого шару, а відмітні елементи, які можуть бути представлені літерами, графічними знаками і будь-чим іншим прийнятним, визначаються на практиці вказаними зонами, які мають зменшену товщину металу. Металевий шар може бути виготовлений з алюмінію, який металізований під вакуумом, або з іншого металу, подібного хрому, нікелю, міді або комбінацією цих матеріалів. Часткове видалення металу забезпечує неперервність металу при різній кількості металу в зонах, де часткове видалення здійснене, що робить цей документ візуально примітним. Несучий шар можна виготовити зі стрічки, як це показано далі у конкретному прикладі, але зрозуміло, що він може мати будь-яку іншу конфігурацію, таку як нитка, виштампування або іншу конфігурацію, яка вважається прийнятною. Захисний елемент, виготовлений, як описано вище, може бути або повністю введений в папір, з якого виготовлений документ, або частково введений, тобто мати якусь частину, яка виходить за межі поверхні, або безпосередньо накладений на поверхню, як схематично показано на фігурі 4. У даному втіленні, несучий шар виготовлений з 15,19 або 23мкм поліестеру, металізованого на його боці за допомогою вакуумного металізатора, який осаджує алюмінієвий шар, оптична густина якого дорівнює 1,8. Більш чиста плівка може бути отримана за допомогою плазмової обробки, що дозволяє краще і більш однорідне зчеплення. Переважно, швидкість накладання повинна бути не більше ніж 400-500 метрів за хвилину, при цьому треба використовувати металізатор з системою подачі для кожної алюмінієвої стрічки і з системою автоматичного контролю за металізацією, з тим щоб отримати поверхню з максимальною варіацією товщини меншою 3%. Стрічку, оброблену як описано вище, вводять в пристрій деметалізації хімічної дії, можливо з використанням кислоти. 6 Для здійснення обробки, металевий шар попередньо піддають коронній обробці, яка дозволяє полегшити закріплення типографської фарби, яку використовують. Поверх алюмінієвого шару звичайним способом друкують дуже прозору типографську фарбу для захисту алюмінію від дії кислотних речовин, такими . типографськими фарбами є, наприклад, нітроцелюлозні типографські фарби з домішками каталізатора або у будь-якому разі речовини, яка сприяє зміцненню металу, в процентному відношенні 1%. Необхідно декілька баків, які містять хімічні речовини для деметалізації стрічки, і баки для подальшого промивання і висушування. Прийнятний спосіб включає металізацію 23мкм поліестерної плівки, шаром алюмінію +/- 3% з оптичною густиною 1,8, після чого металевий шар піддають коронній обробці, таким чином забезпечуючи поверхневу змочуваність 54 +/- 4 діни, далі на металевий шар наносять друк типографською фарбою для металів, наприклад, нітроцелюлозною фарбою, товщиною 1,2-2мкм. Потім плівку вміщують в бак з 47-48% фосфорною кислотою при температурі 40°С +/- 2 на 40-45 секунд. Плівку промивають в баку водою, а після виходу з цього баку плівку занурюють в бак з буферним розчином, виготовленим з води і 3/5% аміаку. Після цього оброблену плівку подають для старанного прополіскування, підтримуючи рівень рН в кожній ємності постійним. На виході з останнього баку плівку подають для кручення за допомогою гумових роликів, а потім її протягують крізь тунель з гарячим повітрям при швидкості 40м/хв і при температурі склепіння тунелю близько 90/100°С; тунель має довжину близько 6 метрів, щоб забезпечити час обробки близько 10 секунд. Спосіб, описаний вище, дозволяє отримати захисні стрічки, на яких осаджений алюміній є частково видалений від оптичної густини 1,8 до оптичної густини 0,7 у зонах, де типографська фарба не була нанесена. Інше можливе рішення для отримання захисного елементу за винаходом полягає у проведенні повної деметалізації у зонах, де літери, відмінні знаки і тому подібні елементи, які показані позицією 10, мають бути надруковані, а потім нанесення металу товщиною меншою, ніж товщина оточуючи х зон. На практиці, 23мкм поліестерну плівку металізують до оптичної густини 1,8 +/- 3%, потім, як і в попередньому випадку, виконують коронну обробку, досягаючи поверхневу змочуваність до 54 +/- 4 діни і виконують друк товщиною 1,2 - 2мкм на боці металевого шару целюлозними типографськими фарбами. Плівку, отриману таким чином, кладуть в бак, який містить 54-56% фосфорну кислоту при температурі 55°С +/- 2 на близько 50-55 секунд. Потім плівку промивають в баку, використовуючи воду, а після цього, в іншому 7 81253 баку, її занурюють в буферний розчин води і 3/5% аміаку. Після старанного прополіскування, плівку піддають обробці розпиленням і висушуванню, як в попередньому прикладі. Потім плівку піддають операції повної придонної металізації, переважно товщиною 0,7 оптичної густини. Металевий шар може бути виконаний також і на протилежному боці. З попереднього опису можна побачити, що винахід досягає запропонованих цілей, і зокрема було показано, що отримано захисний елемент, який має поверхневу неперервність металу, що виключає будь-яку комплексну підробку, а також зміцнює механічні і хімічні характеристики всього виробу тим, що така неперервність металу запобігає, особливо в зонах, де є знаки і характерні літери, подальше зламування під час фаз обробки. Цей винахід може бути модифікований в межах формули винаходу. До того, що проілюстровано вище, треба додати, що співвідношення між поверхнями зі зменшеною товщиною і поверхнями з повною товщиною може бути змінене, так щоб візуально помітні літери було можливо визначати зонами повної товщини. Характерні ознаки втілення, які описані у відповідних окремих прикладах, на практиці можуть бути взаємно замінені іншими ознаками, запровадженими в інших втіленнях. Крім того, зрозуміло, що все, що є частково відомим з рівня техніки під час вивчення цієї заявки, було видалено з формули винаходу. На практиці, використані матеріали, а також розміри і форми, можуть бути різними відповідно до різних потреб. Зокрема, металевий шар 3 можна виготовити з благородного металу, алюмінію, хрому, нікелю, міді або їх комбінації. Переважно, благородним металом є золото. 8
ДивитисяДодаткова інформація
Назва патенту англійськоюSecurity element for documents, method of its production (variants) and document with this security element
Автори англійськоюLAZZERINI, Maurizio
Назва патенту російськоюЗащитный элемент для документов, способ его изготовления (варианты) и документ с этим защитным элементом
Автори російськоюЛадзерини Маурицио
МПК / Мітки
МПК: B42D 15/10
Мітки: захисним, документів, цим, варіанти, виробництва, елемент, елементом, документ, захисний, спосіб
Код посилання
<a href="https://ua.patents.su/4-81253-zakhisnijj-element-dlya-dokumentiv-sposib-jjogo-virobnictva-varianti-ta-dokument-z-cim-zakhisnim-elementom.html" target="_blank" rel="follow" title="База патентів України">Захисний елемент для документів, спосіб його виробництва (варіанти) та документ з цим захисним елементом</a>
Захисний елемент (варіанти), спосіб виготовлення захисного елемента, захищений від підробки документ та банкнота з захисним елементом
Номер патенту: 74910
Опубліковано: 15.02.2006
Автор: Хайм Манфред
МПК: B42D 15/00
Мітки: елементом, захисний, елемент, документ, захищений, елемента, варіанти, спосіб, банкнота, захисним, підробки, захисного, виготовлення
Формула / Реферат:
1. Захисний елемент (1), що має основу (10), на яку нанесене перше покриття (40) з магнітного матеріалу, що утворює перший код і друге покриття (30) з електропровідного матеріалу, що утворює другий код, а також забезпечений третім оптичним кодом (20), що оптично зчитується, який щонайменше на локальних ділянках утворений третім покриттям (50) з немагнітного та неелектропровідного матеріалу, яке покриває щонайменше окремі ділянки захисного...
Захисний елемент, плівковий матеріал для його виготовлення, спосіб виготовлення такого плівкового матеріалу (варіанти) та захищений від підробки документ
Номер патенту: 46909
Опубліковано: 17.06.2002
Автори: Шмітц Христіан, Бурхард Тео
МПК: B42D 15/00
Мітки: підробки, захищений, виготовлення, такого, захисний, елемент, матеріал, матеріалу, спосіб, плівковий, документ, варіанти, плівкового
Формула / Реферат:
1. Захисний елемент для захисту від підробки предметів, що має принаймні один машинорозпізнаваний магнітний шар і принаймні ще один додатковий шар, який відрізняється тим, що додатковий шар являє собою частково прозорий у видимій ділянці спектра шар і цей частково прозорий шар розташований над магнітним шаром, закриваючи його.2. Захисний елемент за п. 1, який відрізняється тим, що частково прозорий шар являє собою растр із непрозорими...
Захисний елемент для цінних паперів, цінний папір із захисним елементом, спосіб друку захисного елемента на цінних паперах
Номер патенту: 61063
Опубліковано: 17.11.2003
Автор: Джанфранко Форесті
МПК: B41M 3/14, G03G 21/04
Мітки: спосіб, друку, елемент, паперах, папір, цінний, захисний, захисного, захисним, паперів, елементом, цінних, елемента
Формула / Реферат:
1. Захисний елемент для цінних паперів, зокрема для банківських квитків, який має фон, який складається, щонайменше, з прилеглих одна до одної першої і другої областей, який відрізняється тим, що ці області мають геометричні захисні елементи, властиві кожній з областей, при цьому перша область має більшу густину кольору, ніж друга область, яка утворює тему, і тим, що на цю другу область накладається зображення, яке відповідає цій темі, при...
Носій інформації, що має на поверхні захисний елемент, спосіб його виготовлення і захищений цінний документ
Номер патенту: 44781
Опубліковано: 15.03.2002
Автори: Кауле Віттіх, Плашка Рейнхард
МПК: B42D 15/00
Мітки: захисний, цінний, захищений, документ, поверхні, має, носій, виготовлення, спосіб, інформації, елемент
Формула / Реферат:
1. Носій інформації, зокрема банкноти, цінні папери, особові посвідчення і т. інш. на поверхні якого є захисний елемент, який відрізняється тим, що щонайменше на одну ділянку носія інформації нанесений фоновий шар, що містить щонайменше один матеріал захисної ознаки справжності, який визначають візуально і/або за допомогою машини, і що захисний елемент частково перекриває фоновий шар, при цьому фоновий шар виконаний таким чином, що елемент не...
Цінний документ, спосіб виготовлення цінного документа (варіанти), захисний елемент та спосіб перевірки справжності цінного документу (варіанти)
Номер патенту: 74062
Опубліковано: 17.10.2005
Автори: Штар Фріц, Хоппе Райнер, Гєрінг Томас
МПК: B42D 15/10, G07D 7/12, B42D 15/00
Мітки: виготовлення, справжності, цінного, документа, варіанти, елемент, документ, захисний, перевірки, цінний, спосіб, документу
Формула / Реферат:
1. Цінний документ, який має принаймні одну ознаку справжності, виконану з використанням люмінуючої речовини на основі кристалічних ґраток основи, який відрізняється тим, що кристалічна ґратка основи легована принаймні одним хромофором з електронною конфігурацією (3d)2.2. Цінний документ за п. 1, який відрізняється тим, що кристалічна ґратка основи має кристалічне поле високої напруженості.3. Цінний документ за п. 1 або 2, який...
Попередній патент: Розважальна гральна система “телелото”
Наступний патент: Спосіб виробництва металевого виробу без будь-якого плавлення
Випадковий патент: П'єзоелектричний акселерометр