Спосіб виробництва металевого виробу без будь-якого плавлення
Номер патенту: 81254
Опубліковано: 25.12.2007
Автори: Вудфілд Ендрю Філіп, Шемблен Кліффорд Ерл, Отт Ерік Аллен
Формула / Реферат
1. Спосіб виробництва металевого виробу (20), що містить металеві складові, який включає стадії, на яких
одержують суміш неметалевих сполук-попередників, які містять металеві складові, хімічно відновлюють суміш неметалевих сполук-попередників з одержанням вихідного металевого матеріалу, та
ущільнюють вихідний металевий матеріал без його плавлення з одержанням ущільненого металевого виробу (20).
2. Спосіб за п. 1, який відрізняється тим, що суміш неметалевих сполук-попередників одержують у вигляді спресованої маси.
3. Спосіб за п. 1, який відрізняється тим, що перед стадією хімічного відновлення одержують шляхом пресування спресовану масу неметалевих сполук-попередників, яка має розміри, більші за бажаний кінцевий металевий виріб (20).
4. Спосіб за п. 1, який відрізняється тим, що як неметалеві сполуки-попередники використовують металооксидні сполуки-попередники, з яких одержують їх суміш.
5. Спосіб за п. 1, який відрізняється тим, що одержують суміш, вміст титану у якій більший за вміст будь-якого іншого металевого елемента її складових.
6. Спосіб за п. 1, який відрізняється тим, що хімічно відновлюють суміш неметалевих сполук-попередників з одержанням губки (60) вихідного металевого матеріалу.
7. Спосіб за п. 1, який відрізняється тим, що хімічно відновлюють суміш неметалевих сполук-попередників шляхом твердофазового відновлення.
8. Спосіб за п. 1, який відрізняється тим, що хімічно відновлюють суміш неметалевих сполук-попередників шляхом парофазового відновлення.
9. Спосіб за п. 1, який відрізняється тим, що хімічно відновлюють суміш неметалевих сполук-попередників з одержанням вихідного металевого матеріалу, вміст титану в якому більше за вміст будь-якого іншого металевого елемента металевих її складових.
10. Спосіб за п. 9, який відрізняється тим, що вихідний металевий матеріал ущільнюють з утворенням ущільненого металевого виробу (20), в якому відсутня сегрегація фаз його структури.
11 Спосіб за п. 1, який відрізняється тим, що вихідний металевий матеріал ущільнюють з використанням способу, вибраного з групи, що складається з гарячого ізостатичного пресування, кування, пресування та спікання, і екструзії з оболонки.
12. Спосіб за п. 1, який відрізняється тим, що після стадії ущільнення він включає додаткову стадію, на якій ущільнений металевий виріб (20)
формують.
13. Спосіб виробництва металевого виробу (20), що містить металеві складові, який включає стадії, на яких
одержують спресовану суміш оксидів металевих складових,
хімічно відновлюють суміш оксидів металевих складових шляхом електролізу їх сольового плаву з утворенням губки (60) вихідного металевого матеріалу, та
ущільнюють одержану губку (60) вихідного металевого матеріалу без його плавлення з утворенням ущільненого металевого виробу (20).
14. Спосіб за п. 13, який відрізняється тим, що одержують спресовану масу суміші оксидів металевих складових, яка має розміри, більші за бажаний кінцевий металевий виріб (20).
15. Спосіб за п. 13, який відрізняється тим, що одержують спресовану суміш оксидів металевих складових, вміст титану у якій більший за вміст будь-якого іншого металевого елемента складових.
16. Спосіб за п. 13, який відрізняється тим, що вихідний металевий матеріал ущільнюють з використанням способу, вибраного з групи, що складається з гарячого ізостатичного пресування, кування, пресування та спікання, та екструзії з оболонки.
17. Спосіб за п. 13, який відрізняється тим, що після стадії ущільнення він включає додаткову стадію, на якій формують ущільнений металевий виріб (20).
Текст
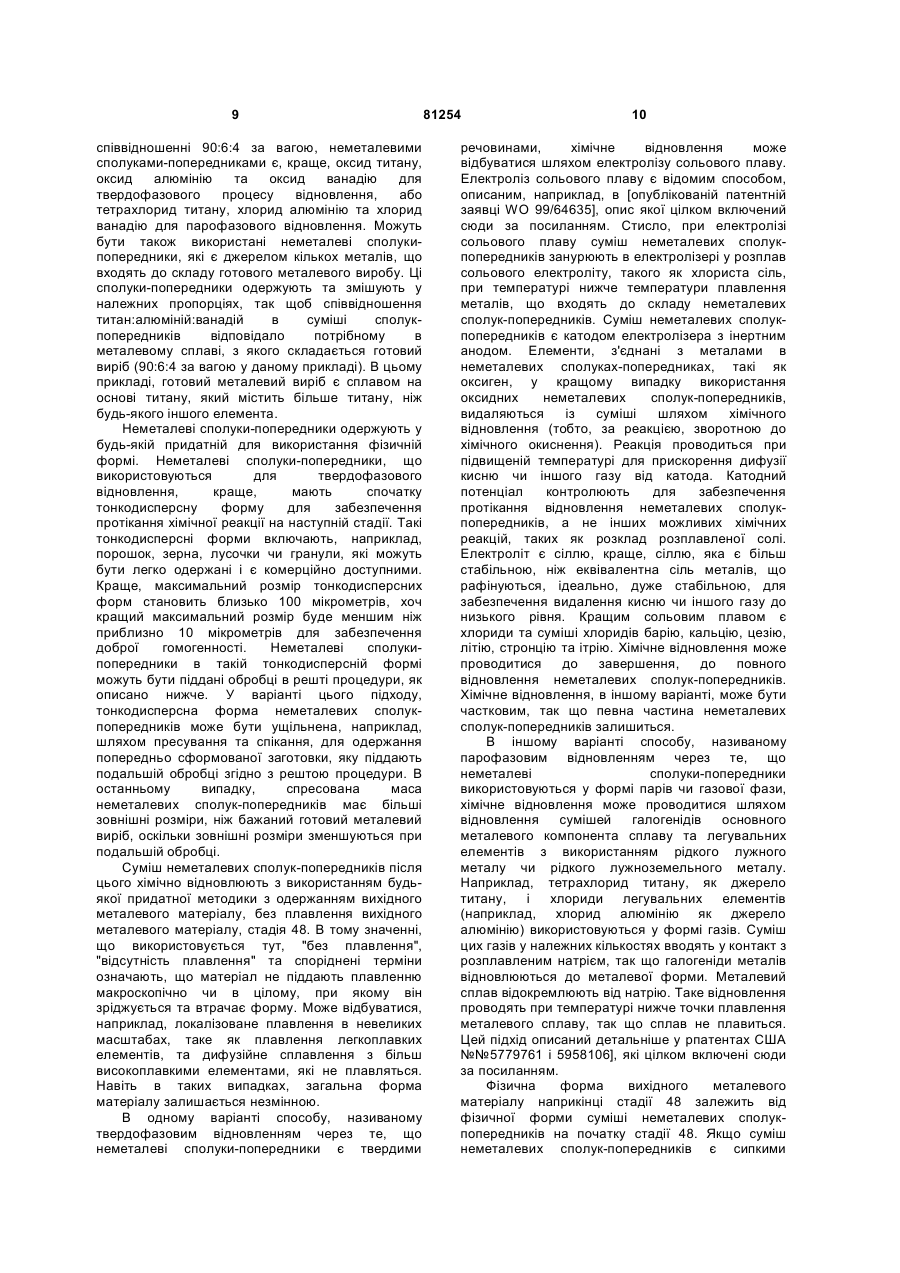
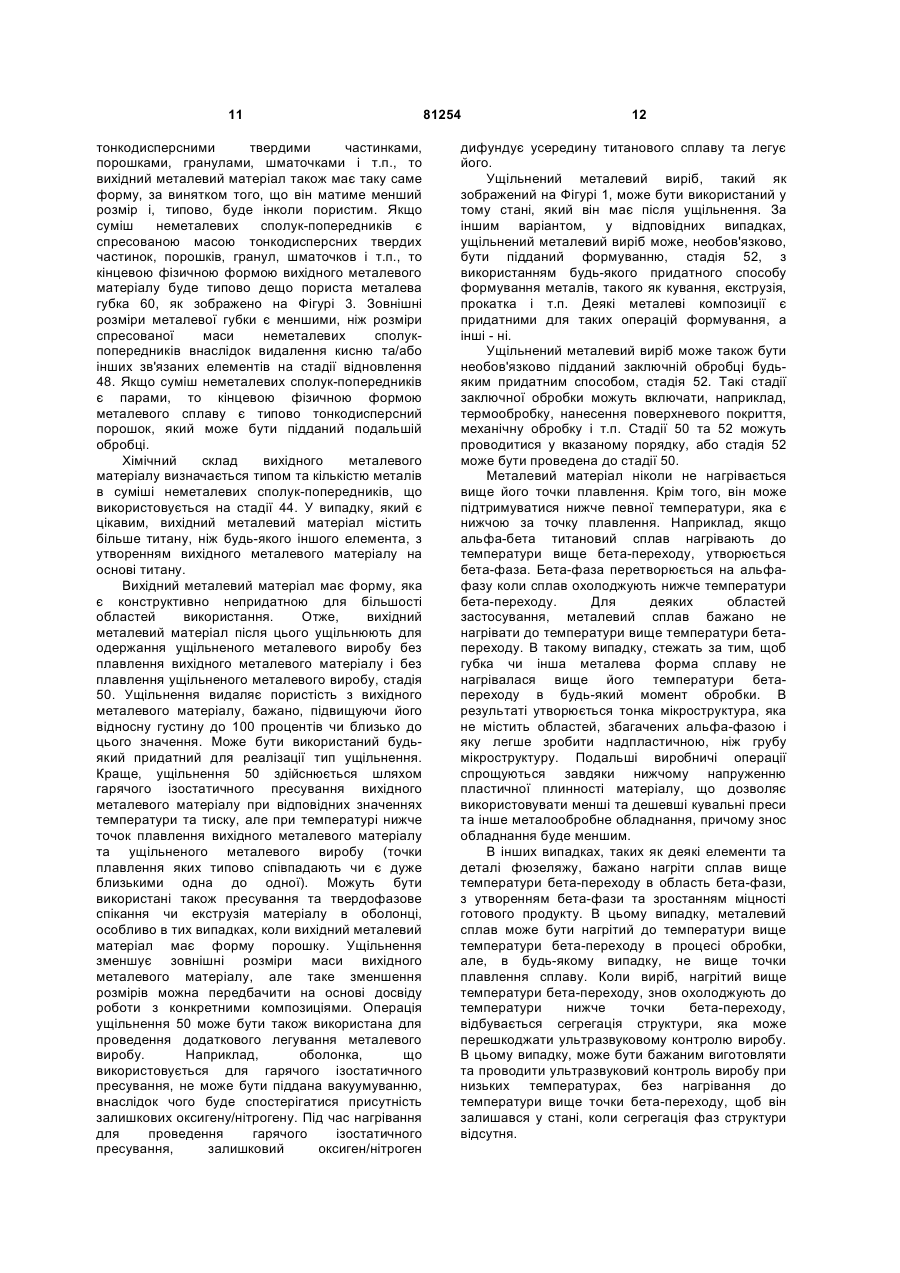
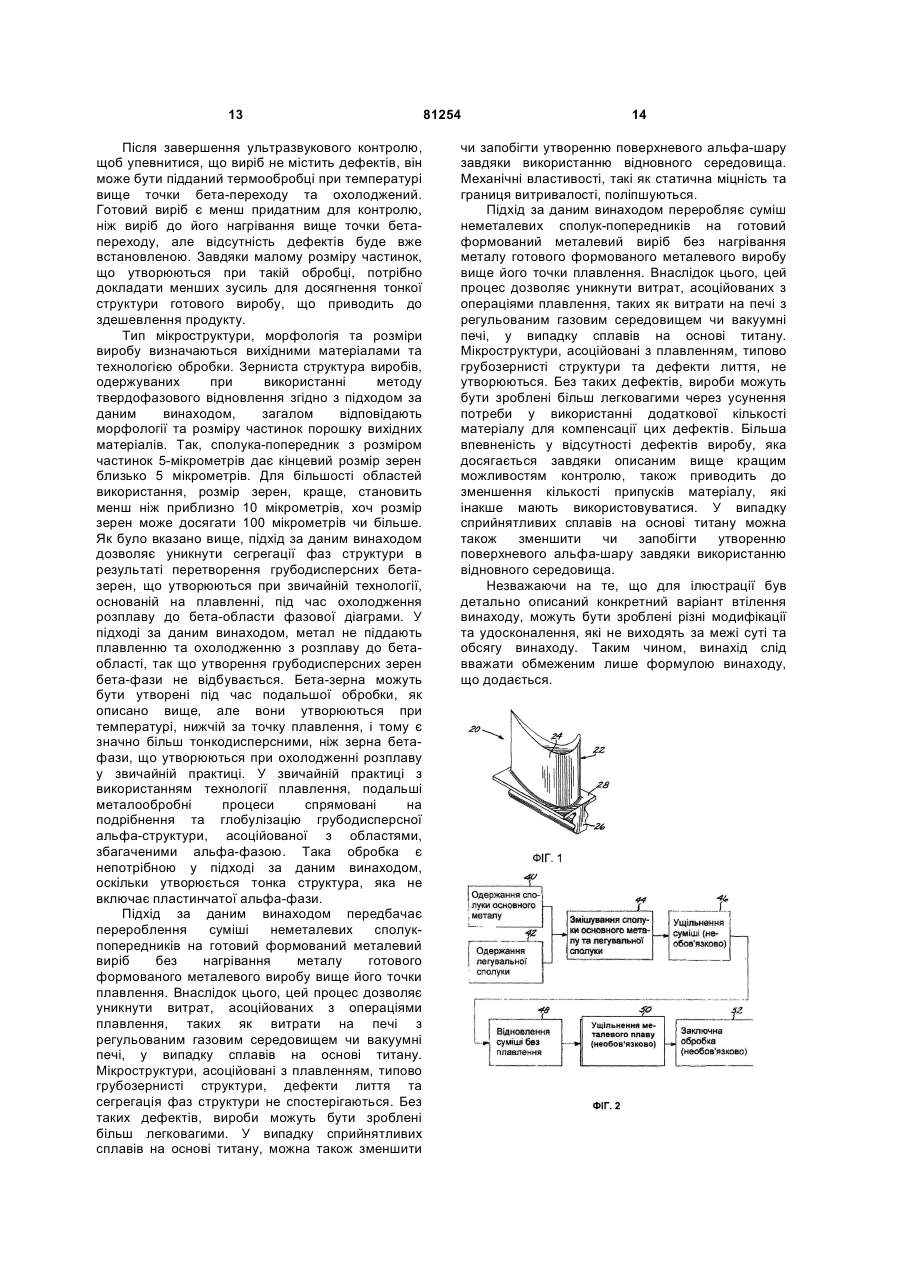
1. Спосіб виробництва металевого виробу (20), що містить металеві складові, який включає стадії, на яких одержують суміш неметалевих сполукпопередників, які містять металеві складові, хімічно відновлюють суміш неметалевих сполукпопередників з одержанням вихідного металевого матеріалу, та ущільнюють вихідний металевий матеріал без його плавлення з одержанням ущільненого металевого виробу (20). 2. Спосіб за п. 1, який відрізняється тим, що суміш неметалевих сполук-попередників одержують у вигляді спресованої маси. 3. Спосіб за п. 1, який відрізняється тим, що перед стадією хімічного відновлення одержують шляхом пресування спресовану масу неметалевих 2 (19) 1 3 81254 4 кування, пресування та спікання, і екструзії з оболонки. 12. Спосіб за п. 1, який відрізняється тим, що після стадії ущільнення він включає додаткову стадію, на якій ущільнений металевий виріб (20) формують. 13. Спосіб виробництва металевого виробу (20), що містить металеві складові, який включає стадії, на яких одержують спресовану суміш оксидів металевих складових, хімічно відновлюють суміш оксидів металевих складових шляхом електролізу їх сольового плаву з утворенням губки (60) вихідного металевого матеріалу, та ущільнюють одержану губку (60) вихідного металевого матеріалу без його плавлення з утворенням ущільненого металевого виробу (20). 14. Спосіб за п. 13, який відрізняється тим, що одержують спресовану масу суміші оксидів металевих складових, яка має розміри, більші за бажаний кінцевий металевий виріб (20). 15. Спосіб за п. 13, який відрізняється тим, що одержують спресовану суміш оксидів металевих складових, вміст титану у якій більший за вміст будь-якого іншого металевого елемента складових. 16. Спосіб за п. 13, який відрізняється тим, що вихідний металевий матеріал ущільнюють з використанням способу, вибраного з групи, що складається з гарячого ізостатичного пресування, кування, пресування та спікання, та екструзії з оболонки. 17. Спосіб за п. 13, який відрізняється тим, що після стадії ущільнення він включає додаткову стадію, на якій формують ущільнений металевий виріб (20). Даний винахід стосується виготовлення металевого виробу з використанням процедури, за якою металевий матеріал ніколи не піддають плавленню. Металеві вироби виготовляють будь-яким з ряду способів, що можуть виявитися придатними з урахуванням природи металу та виду виробу. Згідно з одним поширеним підходом, металовмісні руди рафінують з одержанням розплавленого металу, який потім виливають. Метал рафінують при необхідності видалення чи зменшення кількості небажаних домішкових елементів. Склад рафінованого металу може бути також модифікований додаванням бажаних легувальних елементів. Ці стадії рафінації та легування можуть бути проведені під час первинного процесу плавлення або після отвердіння та повторного плавлення. Після одержання металу бажаного складу, він може бути використаний у вилитій формі для деяких композицій сплавів (тобто, ливарні сплави) або підданий подальшій обробці для одержання Металу у бажаній формі для інших композицій сплавів (тобто, деформівні сплави). В будь-якому випадку, може бути використана додаткова обробка, така як термообробка, механічна обробка, нанесення поверхневого покриття і т.п. Через дедалі зростаючі вимоги до металевих виробів, та з поліпшенням металургійного знання взаємозв'язків між складом, структурою, технологіями обробки та експлуатаційними показниками, до базових методів виробництва було внесено багато модифікацій. При усуненні певного експлуатаційного обмеження завдяки удосконаленню методів обробки стають очевидними інші експлуатаційні обмеження, які потребують вирішення. У деяких випадках, експлуатаційні обмеження можуть бути легко усунені, а в інших випадках можливості подолання обмежень перешкоджають фундаментальні фізичні закони, пов'язані з виробничими процесами та властивостями металів. Кожну можливу модифікацію технології обробки та відповідне поліпшення експлуатаційних властивостей порівнюють з витратами на технологічні зміни для визначення її економічної прийнятності. Поступові поліпшення експлуатаційних властивостей шляхом модифікації технології залишаються можливими в ряді областей. Однак, автори даного винаходу під час проведення робіт, які привели до створення даного винаходу, дійшли висновку про те, що в інших випадках базовий виробничий підхід створює фундаментальні експлуатаційні обмеження, які не можна подолати з прийнятними витратами. Вони визнали необхідність відходу від звичайного мислення у виробничих технологіях, який дозволить подолати ці фундаментальні обмеження. Даний винахід задовольняє цю потребу та забезпечує додаткові споріднені переваги. Даний винахід пропонує підхід до виробництва металевих виробів, при якому плавлення металу не потрібне. Попередні методи виробництва потребували плавлення металу на певній стадії технологічного процесу. Операція плавлення, яка часто включає численні стадії плавлення та отвердіння, є дорогою і накладає певні фундаментальні обмеження на властивості готових металевих виробів. В деяких випадках, ці фундаментальн обмеження не можна подолати, а в інших випадках їх можна подолати лише з великими витратами. Походження багатьох з цих обмежень можна відстежити прямо до факту плавлення металу на певній стадії виробничого процесу та асоційованого отвердіння після цього плавлення. Даний підхід дозволяє повністю уникнути цих обмежень через відсутність плавлення металу на будь-якій стадії технологічного процесу від неметалевих сполукпопередників до готового металевого виробу. Спосіб виготовлення металевого виробу, що містить металеві складові, включає стадії утворення суміші неметалевих сполук 5 попередників, які містять металеві складові, хімічного відновлення суміші неметалевих сполукпопередників з утворенням вихідного металевого матеріалу без плавлення вихідного металевого матеріалу, та ущільнення вихідного металевого матеріалу з утворенням ущільненого металевого виробу без плавлення вихідного металевого матеріалу і без плавлення ущільненого металевого виробу. Таким чином, метал не піддають плавленню. Неметалеві сполуки-попередники можуть бути твердими, рідкими чи газоподібними. В одному варіанті втілення, неметалеві сполукипопередники є, краще, твердими металооксидними сполуками-попередниками. В іншому випадку, вони можуть бути парофазовими відновлюваними, хімічно зв'язаними,неметалевими сполуками металевих складових елементів. У варіанті втілення, який становить найбільшій інтерес, суміш неметалевих сполук-попередників включає більше титану, ніж будь-якого іншого металевого елемента, так що готовий виріб є виробом на основі титану. Однак, підхід за даним винаходом не обмежений сплавами на титановій основі. Інші цікаві сплави включають сплави на основі алюмінію, сплави на основі заліза, сплави на основі нікелю та сплави на основі магнію, але підхід залишається застосовним для будь-яких сплавів, для яких існують неметалеві сполуки-попередники, що можуть бути відновлені до металевого стану. Суміш неметалевих сполук-попередників може бути одержана у будь-якій придатній для використання формі. Наприклад,; суміш може бути одержана у вигляді спресованої маси частинок, порошків або шматків неметалевих сполукпопередників, які типово мають більший зовнішній розмір, ніж бажаний готовий металевий виріб. Спресована маса може бути одержана шляхом пресування та спікання. В іншому прикладі, суміш неметалевих сполук-попередників може бути більш тонкоподрібненою та не спресованою у певну форму. В іншому прикладі, суміш може бути сумішшю парів сполук-попередників. На стадії хімічного відновлення може бути одержана губка вихідного металевого матеріалу. В іншому варіанті, можуть бути одержані частинки вихідного металевого матеріалу. Кращий підхід до хімічного відновлення використовує електроліз сольового плаву чи парофазове відновлення. Стадія ущільнення може проводитися за будьякою придатною методикою. Кращими методиками є гаряче ізостатичне пресування, кування, пресування та спікання, або гаряча екструзія в контейнері (або оболонці). Ущільнений металевий виріб може бути використаний у стані безпосередньо після ущільнення. За належних обставин, він може бути сформований в інші форми з використанням відомих методів формування, таких як прокатка, кування, екструзія і т.п. Він може бути також підданий подальшій обробці відомими методами, такими як механічна обробка, нанесення поверхневого покриття, термообробка і т.п. 81254 6 Підхід за даним винаходом відрізняється від відомих підходів тим, що метал в цілому не плавлять. Плавлення та асоційована з ним технологічна обробка, така як лиття, є дорогими, а також приводять до утворення мікроструктур, які є неминучими чи можуть бути змінені лише за допомогою додаткових дорогих модифікацій технології. Підхід за даним винаходом знижує витрати і дозволяє уникнути структур та дефектів, асоційованих з плавленням та литтям, з поліпшенням механічних властивостей готового металевого виробу. Він також приводить у деяких випадках до поліпшення можливостей простішого виготовлення спеціалізованих форм та профілів, та спрощення контролю цих виробів. Додаткові переваги реалізуються для конкретних систем металевих сплавів, наприклад, зниження дефектності поверхневого альфа-шару та областей сплаву, збагачених альфа-фазою титану у схильних до цього титанових сплавах. На практиці використовуються кілька типів твердофазового ущільнення. Приклади включають гаряче ізостатичне пресування, пресування плюс спікання, герметизацію в оболонці та екструзію і кування. Однак, в усіх відомих областях використання ці твердофазові технології виробництва починаються з металевого матеріалу, який був попередньо розплавлений. Підхід за даним винаходом починається з неметалевих сполук-попередників, і передбачає відновлення цих сполук-попередників до вихідного металевого матеріалу, та ущільнення вихідного металевого матеріалу. Плавлення металевої форми не відбувається. Кращий варіант підходу за даним винаходом також має ту перевагу, що він оснований на використанні порошкоподібних сполукпопередників. Вироблення металевого порошку чи матеріалу на основі порошку, такого як губка, без плавлення, дозволяє уникнути литої структури з асоційованими з нею дефектами, такими як елементна сегрегація на нерівноважному мікроскопічному та макроскопічному рівні, лита мікроструктура з діапазоном розмірів зерен та морфологій, що мають бути гомогенізовані якимось способом для багатьох областей використання, газовими включеннями та забрудненнями. Підхід, оснований на використанні порошку, дозволяє одержати однорідний, тонкозернистий, гомогенний, непористий готовий продукт, який не містить газових пор і має низький рівень забруднень. Тонкозерниста структура вихідного металевого матеріалу, в якому відсутня сегрегація фаз, забезпечує чудову вихідну точку для подальшого ущільнення та металообробних процедур, таких як кування, гаряче ізостатичне пресування, прокатка та екструзія. Звичайний литий вихідний матеріал має бути підданий обробці для модифікації та зменшення сегрегації його структури, тоді як у підході за даним винаходом така обробка є непотрібною. Іншим важливим корисним ефектом підходу за даним винаходом є поліпшені можливості контролю у порівнянні з литими та кованими 7 продуктами. Великі металеві вироби, що використовуються у критичних до руйнування областях застосування, піддаються багаторазовому контролю під час та наприкінці виробничого процесу. Литий та кований продукт, виготовлений з таких металів, як альфа-бета титанові сплави, що використовується у критичних областях застосування, таких як диски газової турбіни, виявляє високий рівень шумів при ультразвуковому контролі внаслідок сегрегації структури, що утворюється під час бета-альфа переходу, який відбувається при охолодженні литих чи кованих виробів. Присутність сегрегації структури та асоційовані з нею рівні шумів обмежують можливість виявлення малих дефектів з розмірами близько 0,8-1,2мм (2/64-3/64 дюйми) при використанні стандартного плоскодонного методу виявлення пустот. У виробах, виготовлених з використанням підходу за даним винаходом, сегрегація фаз їх структури відсутня. В результаті, вони виявляють значно знижений рівень шумів при ультразвуковому контролі. Завдяки цьому, можуть бути виявлені дефекти розміром 0,4мм (1/64 дюйми) чи менше. Зменшення розміру дефектів, що можуть бути виявлені, дає змогу виготовляти та контролювати вироби більшого розміру, що дозволяє використовувати більш економні виробничі процедури, та/або виявляти менші за розміром дефекти. Наприклад, обмежена можливість контролю, спричинена сегрегацією структури, обмежує деякі вироби, виготовлені з альфа-бета титанових сплавів, максимальним діаметром близько 25,4см (10 дюймів) на проміжних стадіях технологічного процесу. Завдяки зменшенню шумів, асоційованих з процедурою контролю, можна проводити обробку та контроль виробів, що мають більший діаметр на проміжних стадіях. Так, наприклад, кований виріб з діаметром на проміжній стадії 40см (16 дюймів) може бути підданий контролю та куванню безпосередньо до готової деталі, без використання проміжних стадій обробки. Кількість стадій обробки та витрати зменшуються, а контроль якості готового продукту є більш надійним. Підхід за даним винаходом з особливими перевагами застосовується для виготовлення виробів на основі титану. Сучасне виробництво титану з його руд є дорогою, брудною, екологічно небезпечною процедурою з використанням небезпечних реагентів, які складно контролювати, та багатостадійних процесів. Підхід за даним винаходом використовує одностадійне відновлення з відносно безпечними рідкофазовими сольовими плавами чи парофазовими реагентами із затосуванням лужного металу. Крім того, альфа-бета титанові сплави, виготовлені за звичайними технологіями, є потенційно схильними до дефектів, таких як поверхневий альфа-шар, яких можна уникнути при використанні підходу аа даним винаходом. Зниження вартості готового продукту, що досягається при використанні підходу за даним винаходом, робить також легковагі титанові 81254 8 сплави економічно більш конкурентноспроможними порівняно з набагато дешевшими матеріалами, такими як сталі, в областях використання, де вартість є критичним фактором. Інші ознаки та переваги даного винаходу будуть зрозумілими з наведеного далі більш детального опису кращого варіанта втілення, разом з прикладеними кресленнями, що ілюструють, як приклад, принципи винаходу. Однак, обсяг винаходу не обмежений цим кращим варіантом втілення. Стислий опис креслень Фігура 1 є перспективним зображенням металевого виробу, виготовленого згідно з підходом за даним винаходом; Фігура 2 є блок-схемою підходу для практичного здійснення винаходу; і Фігура 3 є перспективним зображенням губчастої маси вихідного металевого матеріалу. Підхід за даним винаходом може бути використаний для виготовлення широкого спектра металевих виробів 20. Цікавим прикладом є лопать газотурбінного компресора 22, зображена на Фігурі 1. Лопать компресора 22 включає аеродинамічну поверхню 24, насадку 26, яка використовується для приєднання деталі до диска компресора (не зображений), і площадку 28 між аеродинамічною поверхнею 24 та насадкою 26. Лопать компресора 22 є лише одним прикладом типу виробів 20, що можуть бути виготовлені з використанням підходу за даним винаходом. Деякі інші приклади включають інші деталі газових турбін, такі як лопаті вентилятора, диски вентилятора, диски компресора, лопаті турбіни, диски турбіни, підшипники, диски, корпуси та осі, автомобільні деталі, вироби біомедичного призначення, та конструктивні елементи, такі як деталі фюзеляжу. Немає відомих обмежень на типи деталей, що можуть бути виготовлені з використанням цього підходу. Фігура 2 ілюструє кращий підхід до практичного здійснення винаходу. Металевий виріб 20 виготовляють шляхом одержання спочатку суміші неметалевих сполук-попередників, які містять металеві складові, стадія 44. "неметалеві сполуки-попередники" є неметалевими сполуками металів, з яких згодом складатиметься металевий виріб 20. Можуть бути використані будь-які придатні неметалеві сполукипопередники. Відновлювані оксиди металів є кращими неметалевими сполукамипопередниками для твердофазового відновлення, але придатними є також інші типи неметалевих сполук, такі як сульфіди, карбіди, галогеніди та нітриди. Відновлювані галогеніди металів є кращими неметалевими сполукамипопередниками для парофазового відновлення. Неметалеві сполуки-попередники вибирають таким чином, щоб забезпечити присутність потрібних металів в готовому металевому виробі, і змішують у належних пропорціях для одержання бажаного співвідношення цих металів у металевому виробі. Наприклад, якщо готовий виріб повинен містити титан, алюміній та ванадій у 9 співвідношенні 90:6:4 за вагою, неметалевими сполуками-попередниками є, краще, оксид титану, оксид алюмінію та оксид ванадію для твердофазового процесу відновлення, або тетрахлорид титану, хлорид алюмінію та хлорид ванадію для парофазового відновлення. Можуть бути також використані неметалеві сполукипопередники, які є джерелом кількох металів, що входять до складу готового металевого виробу. Ці сполуки-попередники одержують та змішують у належних пропорціях, так щоб співвідношення титан:алюміній:ванадій в суміші сполукпопередників відповідало потрібному в металевому сплаві, з якого складається готовий виріб (90:6:4 за вагою у даному прикладі). В цьому прикладі, готовий металевий виріб є сплавом на основі титану, який містить більше титану, ніж будь-якого іншого елемента. Неметалеві сполуки-попередники одержують у будь-якій придатній для використання фізичній формі. Неметалеві сполуки-попередники, що використовуються для твердофазового відновлення, краще, мають спочатку тонкодисперсну форму для забезпечення протікання хімічної реакції на наступній стадії. Такі тонкодисперсні форми включають, наприклад, порошок, зерна, лусочки чи гранули, які можуть бути легко одержані і є комерційно доступними. Краще, максимальний розмір тонкодисперсних форм становить близько 100 мікрометрів, хоч кращий максимальний розмір буде меншим ніж приблизно 10 мікрометрів для забезпечення доброї гомогенності. Неметалеві сполукипопередники в такій тонкодисперсній формі можуть бути піддані обробці в решті процедури, як описано нижче. У варіанті цього підходу, тонкодисперсна форма неметалевих сполукпопередників може бути ущільнена, наприклад, шляхом пресування та спікання, для одержання попередньо сформованої заготовки, яку піддають подальшій обробці згідно з рештою процедури. В останньому випадку, спресована маса неметалевих сполук-попередників має більші зовнішні розміри, ніж бажаний готовий металевий виріб, оскільки зовнішні розміри зменшуються при подальшій обробці. Суміш неметалевих сполук-попередників після цього хімічно відновлюють з використанням будьякої придатної методики з одержанням вихідного металевого матеріалу, без плавлення вихідного металевого матеріалу, стадія 48. В тому значенні, що використовується тут, "без плавлення", "відсутність плавлення" та споріднені терміни означають, що матеріал не піддають плавленню макроскопічно чи в цілому, при якому він зріджується та втрачає форму. Може відбуватися, наприклад, локалізоване плавлення в невеликих масштабах, таке як плавлення легкоплавких елементів, та дифузійне сплавлення з більш високоплавкими елементами, які не плавляться. Навіть в таких випадках, загальна форма матеріалу залишається незмінною. В одному варіанті способу, називаному твердофазовим відновленням через те, що неметалеві сполуки-попередники є твердими 81254 10 речовинами, хімічне відновлення може відбуватися шляхом електролізу сольового плаву. Електроліз сольового плаву є відомим способом, описаним, наприклад, в [опублікованій патентній заявці WO 99/64635], опис якої цілком включений сюди за посиланням. Стисло, при електролізі сольового плаву суміш неметалевих сполукпопередників занурюють в електролізері у розплав сольового електроліту, такого як хлориста сіль, при температурі нижче температури плавлення металів, що входять до складу неметалевих сполук-попередників. Суміш неметалевих сполукпопередників є катодом електролізера з інертним анодом. Елементи, з'єднані з металами в неметалевих сполуках-попередниках, такі як оксиген, у кращому випадку використання оксидних неметалевих сполук-попередників, видаляються із суміші шляхом хімічного відновлення (тобто, за реакцією, зворотною до хімічного окиснення). Реакція проводиться при підвищеній температурі для прискорення дифузії кисню чи іншого газу від катода. Катодний потенціал контролюють для забезпечення протікання відновлення неметалевих сполукпопередників, а не інших можливих хімічних реакцій, таких як розклад розплавленої солі. Електроліт є сіллю, краще, сіллю, яка є більш стабільною, ніж еквівалентна сіль металів, що рафінуються, ідеально, дуже стабільною, для забезпечення видалення кисню чи іншого газу до низького рівня. Кращим сольовим плавом є хлориди та суміші хлоридів барію, кальцію, цезію, літію, стронцію та ітрію. Хімічне відновлення може проводитися до завершення, до повного відновлення неметалевих сполук-попередників. Хімічне відновлення, в іншому варіанті, може бути частковим, так що певна частина неметалевих сполук-попередників залишиться. В іншому варіанті способу, називаному парофазовим відновленням через те, що неметалеві сполуки-попередники використовуються у формі парів чи газової фази, хімічне відновлення може проводитися шляхом відновлення сумішей галогенідів основного металевого компонента сплаву та легувальних елементів з використанням рідкого лужного металу чи рідкого лужноземельного металу. Наприклад, тетрахлорид титану, як джерело титану, і хлориди легувальних елементів (наприклад, хлорид алюмінію як джерело алюмінію) використовуються у формі газів. Суміш цих газів у належних кількостях вводять у контакт з розплавленим натрієм, так що галогеніди металів відновлюються до металевої форми. Металевий сплав відокремлюють від натрію. Таке відновлення проводять при температурі нижче точки плавлення металевого сплаву, так що сплав не плавиться. Цей підхід описаний детальніше у pпатентах США №№5779761 і 5958106], які цілком включені сюди за посиланням. Фізична форма вихідного металевого матеріалу наприкінці стадії 48 залежить від фізичної форми суміші неметалевих сполукпопередників на початку стадії 48. Якщо суміш неметалевих сполук-попередників є сипкими 11 тонкодисперсними твердими частинками, порошками, гранулами, шматочками і т.п., то вихідний металевий матеріал також має таку саме форму, за винятком того, що він матиме менший розмір і, типово, буде інколи пористим. Якщо суміш неметалевих сполук-попередників є спресованою масою тонкодисперсних твердих частинок, порошків, гранул, шматочков і т.п., то кінцевою фізичною формою вихідного металевого матеріалу буде типово дещо пориста металева губка 60, як зображено на Фігурі 3. Зовнішні розміри металевої губки є меншими, ніж розміри спресованої маси неметалевих сполукпопередників внаслідок видалення кисню та/або інших зв'язаних елементів на стадії відновлення 48. Якщо суміш неметалевих сполук-попередників є парами, то кінцевою фізичною формою металевого сплаву є типово тонкодисперсний порошок, який може бути підданий подальшій обробці. Хімічний склад вихідного металевого матеріалу визначається типом та кількістю металів в суміші неметалевих сполук-попередників, що використовується на стадії 44. У випадку, який є цікавим, вихідний металевий матеріал містить більше титану, ніж будь-якого іншого елемента, з утворенням вихідного металевого матеріалу на основі титану. Вихідний металевий матеріал має форму, яка є конструктивно непридатною для більшості областей використання. Отже, вихідний металевий матеріал після цього ущільнюють для одержання ущільненого металевого виробу без плавлення вихідного металевого матеріалу і без плавлення ущільненого металевого виробу, стадія 50. Ущільнення видаляє пористість з вихідного металевого матеріалу, бажано, підвищуючи його відносну густину до 100 процентів чи близько до цього значення. Може бути використаний будьякий придатний для реалізації тип ущільнення. Краще, ущільнення 50 здійснюється шляхом гарячого ізостатичного пресування вихідного металевого матеріалу при відповідних значеннях температури та тиску, але при температурі нижче точок плавлення вихідного металевого матеріалу та ущільненого металевого виробу (точки плавлення яких типово співпадають чи є дуже близькими одна до одної). Можуть бути використані також пресування та твердофазове спікання чи екструзія матеріалу в оболонці, особливо в тих випадках, коли вихідний металевий матеріал має форму порошку. Ущільнення зменшує зовнішні розміри маси вихідного металевого матеріалу, але таке зменшення розмірів можна передбачити на основі досвіду роботи з конкретними композиціями. Операція ущільнення 50 може бути також використана для проведення додаткового легування металевого виробу. Наприклад, оболонка, що використовується для гарячого ізостатичного пресування, не може бути піддана вакуумуванню, внаслідок чого буде спостерігатися присутність залишкових оксигену/нітрогену. Під час нагрівання для проведення гарячого ізостатичного пресування, залишковий оксиген/нітроген 81254 12 дифундує усередину титанового сплаву та легує його. Ущільнений металевий виріб, такий як зображений на Фігурі 1, може бути використаний у тому стані, який він має після ущільнення. За іншим варіантом, у відповідних випадках, ущільнений металевий виріб може, необов'язково, бути підданий формуванню, стадія 52, з використанням будь-якого придатного способу формування металів, такого як кування, екструзія, прокатка і т.п. Деякі металеві композиції є придатними для таких операцій формування, а інші - ні. Ущільнений металевий виріб може також бути необов'язково підданий заключній обробці будьяким придатним способом, стадія 52. Такі стадії заключної обробки можуть включати, наприклад, термообробку, нанесення поверхневого покриття, механічну обробку і т.п. Стадії 50 та 52 можуть проводитися у вказаному порядку, або стадія 52 може бути проведена до стадії 50. Металевий матеріал ніколи не нагрівається вище його точки плавлення. Крім того, він може підтримуватися нижче певної температури, яка є нижчою за точку плавлення. Наприклад, якщо альфа-бета титановий сплав нагрівають до температури вище бета-переходу, утворюється бета-фаза. Бета-фаза перетворюється на альфафазу коли сплав охолоджують нижче температури бета-переходу. Для деяких областей застосування, металевий сплав бажано не нагрівати до температури вище температури бетапереходу. В такому випадку, стежать за тим, щоб губка чи інша металева форма сплаву не нагрівалася вище його температури бетапереходу в будь-який момент обробки. В результаті утворюється тонка мікроструктура, яка не містить областей, збагачених альфа-фазою і яку легше зробити надпластичною, ніж грубу мікроструктуру. Подальші виробничі операції спрощуються завдяки нижчому напруженню пластичної плинності матеріалу, що дозволяє використовувати менші та дешевші кувальні преси та інше металообробне обладнання, причому знос обладнання буде меншим. В інших випадках, таких як деякі елементи та деталі фюзеляжу, бажано нагріти сплав вище температури бета-переходу в область бета-фази, з утворенням бета-фази та зростанням міцності готового продукту. В цьому випадку, металевий сплав може бути нагрітий до температури вище температури бета-переходу в процесі обробки, але, в будь-якому випадку, не вище точки плавлення сплаву. Коли виріб, нагрітий вище температури бета-переходу, знов охолоджують до температури нижче точки бета-переходу, відбувається сегрегація структури, яка може перешкоджати ультразвуковому контролю виробу. В цьому випадку, може бути бажаним виготовляти та проводити ультразвуковий контроль виробу при низьких температурах, без нагрівання до температури вище точки бета-переходу, щоб він залишався у стані, коли сегрегація фаз структури відсутня. 13 Після завершення ультразвукового контролю, щоб упевнитися, що виріб не містить дефектів, він може бути підданий термообробці при температурі вище точки бета-переходу та охолоджений. Готовий виріб є менш придатним для контролю, ніж виріб до його нагрівання вище точки бетапереходу, але відсутність дефектів буде вже встановленою. Завдяки малому розміру частинок, що утворюються при такій обробці, потрібно докладати менших зусиль для досягнення тонкої структури готового виробу, що приводить до здешевлення продукту. Тип мікроструктури, морфологія та розміри виробу визначаються вихідними матеріалами та технологією обробки. Зерниста структура виробів, одержуваних при використанні методу твердофазового відновлення згідно з підходом за даним винаходом, загалом відповідають морфології та розміру частинок порошку вихідних матеріалів. Так, сполука-попередник з розміром частинок 5-мікрометрів дає кінцевий розмір зерен близько 5 мікрометрів. Для більшості областей використання, розмір зерен, краще, становить менш ніж приблизно 10 мікрометрів, хоч розмір зерен може досягати 100 мікрометрів чи більше. Як було вказано вище, підхід за даним винаходом дозволяє уникнути сегрегації фаз структури в результаті перетворення грубодисперсних бетазерен, що утворюються при звичайній технології, основаній на плавленні, під час охолодження розплаву до бета-области фазової діаграми. У підході за даним винаходом, метал не піддають плавленню та охолодженню з розплаву до бетаобласті, так що утворення грубодисперсних зерен бета-фази не відбувається. Бета-зерна можуть бути утворені під час подальшої обробки, як описано вище, але вони утворюються при температурі, нижчій за точку плавлення, і тому є значно більш тонкодисперсними, ніж зерна бетафази, що утворюються при охолодженні розплаву у звичайній практиці. У звичайній практиці з використанням технології плавлення, подальші металообробні процеси спрямовані на подрібнення та глобулізацію грубодисперсної альфа-структури, асоційованої з областями, збагаченими альфа-фазою. Така обробка є непотрібною у підході за даним винаходом, оскільки утворюється тонка структура, яка не включає пластинчатої альфа-фази. Підхід за даним винаходом передбачає перероблення суміші неметалевих сполукпопередників на готовий формований металевий виріб без нагрівання металу готового формованого металевого виробу вище його точки плавлення. Внаслідок цього, цей процес дозволяє уникнути витрат, асоційованих з операціями плавлення, таких як витрати на печі з регульованим газовим середовищем чи вакуумні печі, у випадку сплавів на основі титану. Мікроструктури, асоційовані з плавленням, типово грубозернисті структури, дефекти лиття та сегрегація фаз структури не спостерігаються. Без таких дефектів, вироби можуть бути зроблені більш легковагими. У випадку сприйнятливих сплавів на основі титану, можна також зменшити 81254 14 чи запобігти утворенню поверхневого альфа-шару завдяки використанню відновного середовища. Механічні властивості, такі як статична міцність та границя витривалості, поліпшуються. Підхід за даним винаходом переробляє суміш неметалевих сполук-попередників на готовий формований металевий виріб без нагрівання металу готового формованого металевого виробу вище його точки плавлення. Внаслідок цього, цей процес дозволяє уникнути витрат, асоційованих з операціями плавлення, таких як витрати на печі з регульованим газовим середовищем чи вакуумні печі, у випадку сплавів на основі титану. Мікроструктури, асоційовані з плавленням, типово грубозернисті структури та дефекти лиття, не утворюються. Без таких дефектів, вироби можуть бути зроблені більш легковагими через усунення потреби у використанні додаткової кількості матеріалу для компенсації цих дефектів. Більша впевненість у відсутності дефектів виробу, яка досягається завдяки описаним вище кращим можливостям контролю, також приводить до зменшення кількості припусків матеріалу, які інакше мають використовуватися. У випадку сприйнятливих сплавів на основі титану можна також зменшити чи запобігти утворенню поверхневого альфа-шару завдяки використанню відновного середовища. Незважаючи на те, що для ілюстрації був детально описаний конкретний варіант втілення винаходу, можуть бути зроблені різні модифікації та удосконалення, які не виходять за межі суті та обсягу винаходу. Таким чином, винахід слід вважати обмеженим лише формулою винаходу, що додається. 15 81254 16
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fabricating a metallic article without any melting
Автори англійськоюWoodfield Andrew Philip, Ott Eric Allen, Shamblen Clifford Earl
Назва патенту російськоюСпособ производства металлического изделия без какого-либо плавления
Автори російськоюВудфилд Эндрю Филип, Отт Эрик Аллен, Шемблен Клиффорд Эрл
МПК / Мітки
МПК: B22F 3/15, C22B 34/12, B22F 9/16, C22B 34/20, B22F 3/00, C22B 34/10, B22F 3/12, C22B 5/12, C22B 5/04, C22B 21/00, B22F 3/20
Мітки: спосіб, плавлення, виробництва, металевого, будь-якого, виробу
Код посилання
<a href="https://ua.patents.su/8-81254-sposib-virobnictva-metalevogo-virobu-bez-bud-yakogo-plavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва металевого виробу без будь-якого плавлення</a>
Пристрій для первинної обробки , перетворення , остаточної переробки відходів будь-якого виду та спосіб знищення і утилізації відходів будь-якого виду
Номер патенту: 41263
Опубліковано: 17.09.2001
Автор: Кісс Гюнтер Х.
МПК: C10B 53/00, C10B 49/00, F27B 3/00, F27D 3/06
Мітки: спосіб, знищення, переробки, відходів, пристрій, перетворення, утилізації, остаточної, виду, первинної, будь-якого, обробки
Формула / Реферат:
1.Устройство для первичной обработки, преобразования и окончательной переработки отходов любого вида, содержащее блок загрузки, пресс, формирующий брикеты из отходов, реакторы предварительной низкотемпературной термообработки и высокотемпературной термообработки, отличающееся тем, что реакционные камеры реактора низкотемпературной термообработки без доступа кислорода и реактора с подводом кислорода жестко соединены между собой...
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 68991
Опубліковано: 16.08.2004
Автори: Дзюбик Андрій Романович, Кузьо Ігор Володимирович, Палаш Роман Володимирович
МПК: H01L 35/28, H01L 35/32, G01L 1/20
Мітки: поверхневому, шарі, визначення, металевого, напружень, реалізації, спосіб, виробу, пристрій
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно з яким у вільному від напружень еталонному зразку з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу (ТЕРС), яка виникає при контакті нагрітого термозонда з поверхнею зразка, створюють напружений стан, і ступенево змінюючи його, кожен раз вимірюють значення ТЕРС, за якими будують градуйовану залежність величини ТЕРС від величини напружень в...
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 30516
Опубліковано: 15.11.2000
Автори: Дзюбик Андрій Романович, Палаш Володимир Миколайович, Юськів Василь Миколайович
МПК: H01L 35/28, H01L 35/32, G01L 1/20
Мітки: визначення, реалізації, напружень, металевого, спосіб, виробу, шарі, поверхневому, пристрій
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно якого вимірюють значення контактної термоелектрорушійної сили, в залежності від величини якої визначають напруження, відрізняється тим, що в еталонному зразку вільному від напружень, з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу, яка виникає при контакті нагрітого термозонду з поверхнею зразка, створюють напружений стан і змінюючи...
Спосіб футерування порожнистого металевого виробу
Номер патенту: 70083
Опубліковано: 15.03.2007
Автори: Синяговський Володимир Іванович, Куцін Володимир Семенович, Тімофєєв Олександр Юрійович, Яловий Олексій Іванович, Кузьменко Василь Іванович, Неведомський Володимир Олексійович
МПК: F16L 57/00, F16L 58/02, B28B 21/00, B22D 41/02
Мітки: футерування, спосіб, металевого, виробу, порожнистого
Формула / Реферат:
1. Спосіб футерування порожнистого металевого виробу, що включає нагрівання виробу до температури 500-700 °С, заповнення його внутрішньої порожнини розплавом силікатного матеріалу, витримування розплаву до утворення футерувального шару, наступний злив залишків розплаву силікатного матеріалу й охолодження виробу до температури навколишнього середовища, який відрізняється тим, що перед нагріванням виробу на його внутрішню поверхню наносять...
Пристрій визначення величини зміни контактної локальної термоелектрорушійної сили в поверхневому шарі металевого виробу
Номер патенту: 31476
Опубліковано: 15.12.2000
Автори: Палаш Володимир Миколайович, Дзюбик Андрій Романович, Юськів Василь Миколайович
МПК: H01L 35/00
Мітки: контактної, термоелектрорушійної, шарі, локальної, величини, зміни, металевого, пристрій, виробу, сили, визначення, поверхневому
Текст:
...силою в місці контакту першого термозонду з поверхнею досліджуваного зиробу, і контактною локальною термоелектрорушійною силою в місці контакту другого термозонду з поверхнею еталонного зразка. Така різниця компенсує вплив навколишнього середояища, а о*ґже, зміну основних властивостей досліджуваного виробу, як наслідок, підвищується точність вимірювань контактної локальної термоелектрорушійної сили. Амперметр забезпечує...
Попередній патент: Захисний елемент для документів, спосіб його виробництва (варіанти) та документ з цим захисним елементом
Наступний патент: Спосіб одержання здатного спінюватися полістиролу
Випадковий патент: Сито