Спосіб термообробки виливків, виготовлених із розплаву легкого металу, зокрема із розплаву алюмінію
Формула / Реферат
1. Спосіб термообробки виливків, виготовлених із розплаву легкого металу, зокрема із розплаву алюмінію, згідно з яким виливок
- гартують після виливання чи після нагрівання,
- після гартування охолоджують до низької температури,
- по закінченні охолодження до низької температури раптово нагрівають до високої температури шляхом занурення у сольовий розплав, температура якого перевищує температуру кипіння води при нормальному тискові.
2. Спосіб за п. 1, який відрізняється тим, що гартування виливка здійснюють з використанням води.
3. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що низька температура нижча, ніж -180°С.
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що виливок для охолодження до низької температури занурюють у рідкий азот.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що виливок витримують при низькій температурі доти, доки температура його серцевини в основному не зрівняється з низькою температурою.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що сольовий розплав нагрівають до температури щонайменше 150 °С.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що сольовий розплав нагрівають до температури щонайменше 250 °С.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що сольовий розплав має концентрацію солі щонайменше 98 мас.%.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що як солі у сольовому розплаві використовують нітрати і/або хромати, зокрема нітрати і хромати лужних і лужноземельних металів, такі як NaNO3, КNО3 чи Na2CrO4.
10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що виливки є головками блоків циліндрів двигунів внутрішнього згоряння.
11. Спосіб за будь-яким з пунктів 1-9, який відрізняється тим, що виливки є блоками циліндрів двигунів внутрішнього згоряння.
Текст
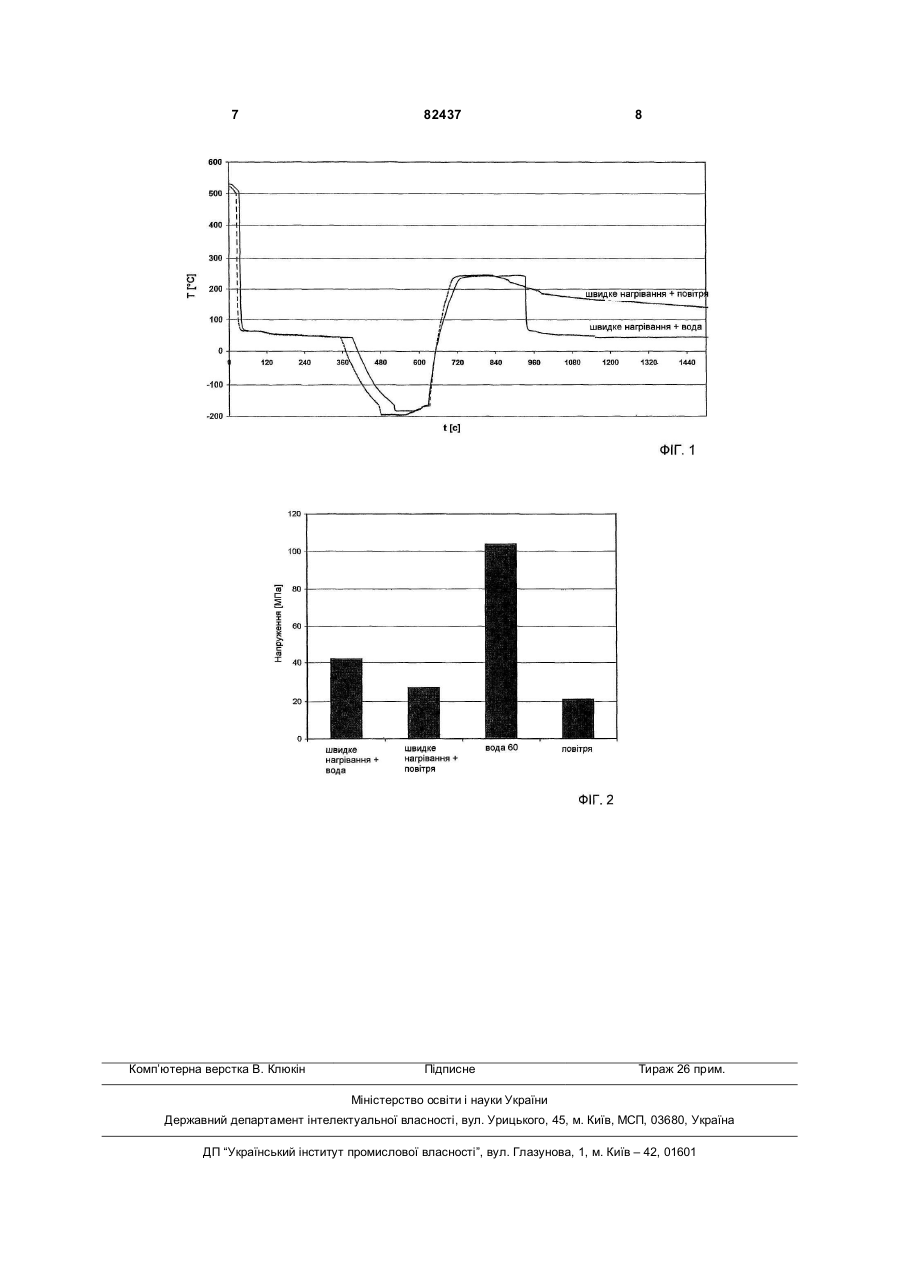
1. Спосіб термообробки виливків, виготовлених із розплаву легкого металу, зокрема із розплаву алюмінію, згідно з яким виливок - гартують після виливання чи після нагрівання, - після гартування охолоджують до низької температури, - по закінченні охолодження до низької температури раптово нагрівають до високої температури шляхом занурення у сольовий розплав, температура якого перевищує температуру кипіння води при нормальному тискові. 2. Спосіб за п. 1, який відрізняється тим, що гартування виливка здійснюють з використанням води. 3. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що низька температура нижча, ніж -180°С. C2 2 (11) 1 3 досягається тоді, коли виливки після дифузійного відпалу піддають різкому охолодженню у водяній бані, а потім витримують у теплі. Одначе перевагам швидкого охолодження водою протистоїть недолік, який полягає у тому, що зокрема при швидкому охолодженні виливок складної форми у них можуть виникнути внутрішні напруження Ці внутрішні напруження ведуть до того, що загартована деталь хоча і має підвищену міцність, але ця міцність може бути компенсована, а то й перевищена недоліками, зумовленими внутрішніми напруженнями. Для боротьби з недоліками, пов'язаними з гартуванням, у статті Т. Кучера [Т. Coucher "Uphill quenching of aluminium: rebirth of a little-known process"], опублікованій у журналі Heat Treating/жовтень 1983, стор. 30 і наступні, запропонована додаткова термообробка, при якій виливки після гартування занурюють у ванну з рідким азотом, температура якого становить близько 196°С. При цій температурі виливки витримують доти, доки в них не встановиться однорідний розподіл температури. Після досягнення однорідного розподілу температури відомими методами здійснюють швидке нагрівання виливка, охолодженого до низької температури. Для такого швидкого нагрівання охолоджений виливок піддають обробці струменем гарячої водяної пари або занурюють у гарячу водяну баню. Завдяки швидкому нагріванню до високої температури відбувається вирівнювання профілю напружень, що встановився при гартуванні виливка. Цей ефект можна пояснити тим, що при гартуванні від серцевини виливка у напрямку зовнішньої поверхні встановлюється спадний градієнт температури. При цьому внаслідок тенденції поверхневого шару до стягування виникають значні напруження стиснення між поверхневими шарами і серцевинною зоною виливка. Після охолодження виливка до низької температури і наступного різкого нагрівання поверхневий шар нагрівається, а серцевинна зона залишається холодною. Оскільки розширення серцевини виливка стримується, його зовнішні зони внаслідок нагрівання зазнають напружень стиснення, протилежних напруженням стиснення, що виникали в результаті гартування. Таким чином, раптове нагрівання після глибокого охолодження є інверсією процесу гартування як з точки зору здійснюваних заходів, так і з точки зору виникаючих напружень у виливку. Практичні досліди показали, що хоча відомим методом швидкого нагрівання (Uphill-Quenching) і можуть бути отримані виливки, що мають властивості, кращі від властивостей виливок, отриманих лише звичайним гартуванням, така обробка малоефективна для масштабного серійного виробництва. Тому, виходячи із описаного рівня техніки, задачею винаходу є розробка способу термообробки, який ефективно усуває внутрішні напруження у виливках складної форми, і одночасно дешево і 82437 4 ефективно може бути застосований у рамках серійного виробництва. Ця задача згідно з винаходом вирішена у способі термообробки виливків, виготовлених із розплаву легкого металу, зокрема із розплаву алюмінію, тим, що виливок після нагрівання чи від температури розплаву різко охолоджують, після гартування охолоджують до низької температури, а потім раптово нагрівають до високої температури шляхом занурення у сольовий розплав, температура якого вища від температури кипіння води при нормальному тискові. В основу винаходу покладена ідея покращення незначної нагрівальної ефективності використовуваної для цієї цілі водяної пари шляхом використання сольового розплаву для швидкого нагрівання виливків. Перевага відповідного винаходові використання сольового розплаву полягає у тому, що такий розплав може бути нагрітий до температур, значно вищих від точки кипіння води при нормальному тискові. Так, розплави солей без проблем можуть бути нагріті до температур 150°С і вище. З метою досягнення якомога більшої різниці температур між низькою температурою виливка і температурою ванни з розплавом температура сольового розплаву може становити 250°С і вище. Інша перевага застосування сольового розплаву як середовища для передачі тепла під час раптово здійснюваного нагрівання виливків полягає у тому, що теплопередача між сольовим розплавом і виливками значно краща, ніж у разі використовуваної згідно з рівнем техніки водяної пари. До того ж, обходження з розплавами солей - незважаючи на значно вищі температури - значно простіше, ніж у разі водяної пари. В результаті завдяки здійснюваному згідно з винаходом у ванній сольового розплаву різкому нагріванню попередньо охолоджених до низької температури виливок може бути значно покращений суттєвий для усього процесу теплопередачі температурний градієнт. Більший температурний градієнт принципово сприяє кращій компенсації внутрішніх напружень, що утворилися при гартуванні виливків. Таким чином, винахід не лише надає у розпорядження дешево і надійно здійснюваний спосіб термообробки виливків, але й забезпечує кращі у порівнянні з рівнем техніки параметри литих виробів. Так, за допомогою відповідного винаходові способу можуть бути виготовлені високоякісні литі вироби із легкого металу, зокрема із алюмінію, навіть у разі, коли вони мають особливо складну, тонко структуровану форму, як, наприклад, у разі головок блоків циліндрів двигунів внутрішнього згоряння. В принципі винахід може бути застосований незалежно від того, яким чином було здійснене гартування виливків. Одначе особливо ефективним виявився спосіб у разі, коли виливки були загартовані відомим чином за допомогою води чи охолоджувального засобу з порівнюваною ефективністю. З огляду на намагання досягти максимальної різниці між низькою температурою, до якої охоло 5 джуються виливки після гартування, і температурою ванни з сольовим розплавом, в якій охолоджені виливки різко нагріваються, бажано, щоб низька температура становила принаймні -180°С. Це може бути забезпечено у разі, коли загартовані виливки для охолодження занурюють у рідкий азот, який при нормальному тискові має температуру близько -196°С. У іншій, описаній вище формі виконання винаходу передбачено, що сольовий розплав нагрітий до температури принаймні 150°С, зокрема до температури принаймні 250°С, щоб досягти великої різниці температур між ванною глибокого охолодження і ванною швидкого нагрівання. Для надійного досягнення високої температури ванни, а також високої теплопровідності розплаву концентрація солі у використовуваному згідно з винаходом розплаві становить переважно щонайменше 98мас.%. При цьому як солі використовують переважно нітрати і/або хромати, зокрема нітрати і хромати лужних і лужноземельних металів, такі як NaNO3, KNO3 чи Na2Cr04. Практичні досліди на головках блоків циліндрів, відлитих із алюмінієвого сплаву AISi7MgCu0,5, виразно підтвердили ефективність відповідного винаходові способу. Головки блоків циліндрів від температури 520°С охолоджували у воді до температури близько 60°С. Після короткої паузи на повітрі здійснювали глибоке охолодження у рідкому азоті при температурі -196°С. При цьому тривалість охолодження була достатньою для встановлення однорідного, рівномірного розподілу температури у кожній головці блоків циліндрів. Після досягнення цього стану здійснювали раптове нагрівання до температури близько 240°С. Для цього головки блоків циліндрів занурювали у сольовий розплав з температурою понад 250°С, який складався на 52мас.% із NaNO3, на 46,4мас.% із KNO3, на 1,3мас.% із NO2 і на 0,24мас.% із Na2Cr04. В ході першого досліду різко нагріті від низької температури до температури розплаву головки блоків циліндрів охолоджували до кімнатної температури шляхом промивання водою. Це здійснювали для надійного змивання залишків солей. В ході другого досліду різко нагріті головки блоків циліндрів протягом тривалого часу охолоджували на стоячому повітрі до кімнатної температури. На Фіг.1 зображено хід температури Τ виливка під час відповідної винаходові термообробки в 82437 6 часі. При цьому хід температури у досліді з охолодженням швидко нагрітих головок циліндрів водою позначений на Фіг.1 кривою "швидке нагрівання + вода", а хід температури у досліді з охолодженням швидко нагрітих головок блоків циліндрів повітрям позначений на Фіг.1 кривою "швидке нагрівання + повітря". Завдяки застосуванню відповідного винаходові способу внутрішні напруження в головках блоків циліндрів можуть бути зменшені до такого рівня, який досягається при звичайній технології лише тоді, коли після нагрівання виливків здійснюють не швидке охолодження у воді, а порівняно повільне охолодження на повітрі. Фіг.2 ілюструє це досягнення відповідного винаходові способу. При охолодженні на повітрі після нагрівання виливків утворюються внутрішні напруження в діапазоні лише 21МПа. Це значення на Фіг.2 позначене стовпчиком "Повітря". Правда, виливки, повільно охолоджені на повітрі, мають низьку міцність. Якщо після нагрівання виливків здійснювати різке охолодження у воді, то рівень внутрішніх напружень у головках блоків циліндрів, які традиційно охолоджують лише водою до 60°С без наступного циклу глибокого охолодження і швидкого нагрівання, становить 103МПа. Відповідне значення на Фіг. 2 представлене стовпчиком "Вода 60". Якщо після гартування у воді здійснюють описану вище відповідну винаходові термообробку, то для випадку, коли після швидкого нагрівання виливків до 240°С здійснюють охолодження водою, внутрішні напруження становлять близько 42МПа (стовпчик "швидке нагрівання + вода" на Фіг.2). Ще краще зменшення внутрішній напружень досягають, коли головки циліндрів після швидкого нагрівання повільно охолоджують на повітрі до кімнатної температури (стовпчик "швидке нагрівання + повітря" на Фіг.2). Головки циліндрів, теплову обробку яких здійснювали таким чином відповідно до винаходу, при значно вищій міцності мають внутрішні напруження 27МПа, що лише на 6МПа більше, ніж у разі чистого охолодження на повітрі. Таким чином, винахід уможливлює використання переваг гартування, здійснюваного з високою швидкістю охолодження, а саме підвищення міцності виливка, не за рахунок значних внутрішніх напружень. Отримані виливки мають високу міцність при одночасно мінімізованих внутрішніх напруженнях, і відповідно до цього придатні до практичної експлуатації з найвищими навантаженнями. 7 Комп’ютерна верстка В. Клюкін 82437 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of cast parts made from light metal melt, in particular from aluminium melt
Автори англійськоюFeikus Franz Josef
Назва патенту російськоюСпособ термообработки отливок, изготовленных из расплава легкого металла, в частности из расплава алюминия
Автори російськоюФайкус Франц Йозеф
МПК / Мітки
МПК: C21D 1/34, C21D 1/78, C22F 1/04, C22F 1/00
Мітки: металу, спосіб, алюмінію, легкого, виливків, зокрема, виготовлених, термообробки, розплаву
Код посилання
<a href="https://ua.patents.su/4-82437-sposib-termoobrobki-vilivkiv-vigotovlenikh-iz-rozplavu-legkogo-metalu-zokrema-iz-rozplavu-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки виливків, виготовлених із розплаву легкого металу, зокрема із розплаву алюмінію</a>
Спосіб обробки розплаву металу
Номер патенту: 29454
Опубліковано: 10.01.2008
Автори: Слажнєв Микола Андрійович, Грабовий Валерій Михайлович, Гумененко Микола Климович, Фікссен Владислав Миколайович, Крептюк Ярослав Вікторович, Середенко Володимир Олексійович, Цуркін Володимир Миколайович, Дубодєлов Віктор Іванович
МПК: B22D 27/02
Мітки: спосіб, обробки, металу, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, який полягає в тому, що дією електромагнітних сил створюють у локальній зоні потік розплаву, який оброблюють імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у потік розплаву хвилевідним стрижнем та забезпечують циркуляцію розплаву таким чином, щоб як мінімум одноразово увесь об’єм розплаву зазнав електрогідроімпульсної дії, який відрізняється тим,...
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: розплаву, обробки, металу, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву
Номер патенту: 27682
Опубліковано: 12.11.2007
Автори: Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: структурою, форми, ливарний, загальній, базового, властивостями, одного, спосіб, виливків, розплаву, різними, виготовлення
Формула / Реферат:
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву, що включає заливання в загальну ливарну форму базового розплаву, затвердіння залитого рідкого металу, охолоджування виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що залитий розплав, що проходить шлях до порожнини виливків через розгалужену ливникову систему, де в спеціальних порожнинах...
Спосіб обробки розплаву металу
Номер патенту: 11658
Опубліковано: 16.01.2006
Автори: Мяльниця Георгій Филипович, Волков Геннадій Васильович, Брагін Михайло Олексійович, Чмир Анатолій Іванович, Гумененко Микола Климович, Грабовий Валерій Михайлович, Крещенко Віктор Анатолійович, Цуркін Володимир Миколайович, Федченко Наталя Анатоліївна
МПК: B22D 27/08
Мітки: спосіб, металу, обробки, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, що включає електрогідроімпульсну дію на розплав від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та продувку розплаву інертним газом, який відрізняється тим, що обробку розплаву виконують послідовно, спочатку шляхом продувки розплаву інертним газом, а потім шляхом електрогідроімпульсної дії.
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Риндін Микола Георгіевич, Грабовий Валерій Михайлович, Тимошенко Георгій Павлович, Арнаутов Олександр Савельович, Цуркін Володимир Миколайович, Боева Антоніна Анатольівна
МПК: B22D 27/08
Мітки: металу, обробки, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Попередній патент: Композиція для одержання біопалива
Наступний патент: Плющильний апарат льонозбирального комбайна
Випадковий патент: Фіксатор пластинчастих носіїв реклами на рекламному щиті