Спосіб обробки розплаву металу
Номер патенту: 29454
Опубліковано: 10.01.2008
Автори: Гумененко Микола Климович, Дубодєлов Віктор Іванович, Слажнєв Микола Андрійович, Фікссен Владислав Миколайович, Грабовий Валерій Михайлович, Середенко Володимир Олексійович, Цуркін Володимир Миколайович, Крептюк Ярослав Вікторович
Формула / Реферат
Спосіб обробки розплаву металу, який полягає в тому, що дією електромагнітних сил створюють у локальній зоні потік розплаву, який оброблюють імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у потік розплаву хвилевідним стрижнем та забезпечують циркуляцію розплаву таким чином, щоб як мінімум одноразово увесь об’єм розплаву зазнав електрогідроімпульсної дії, який відрізняється тим, що електрогідроімпульсну дію здійснюють доти, поки температура розплаву знизиться до температури розливання, після чого хвилевідний стрижень виводять із потоку розплаву, а замість нього вводять футерований стояк, через який дією електромагнітних сил розплав металу подають до розливної місткості, в яку вводять хвилевідний стрижень, і здійснюють електрогідроімпульсну дію на розплав одночасно з його розливанням у ливникову форму.
Текст
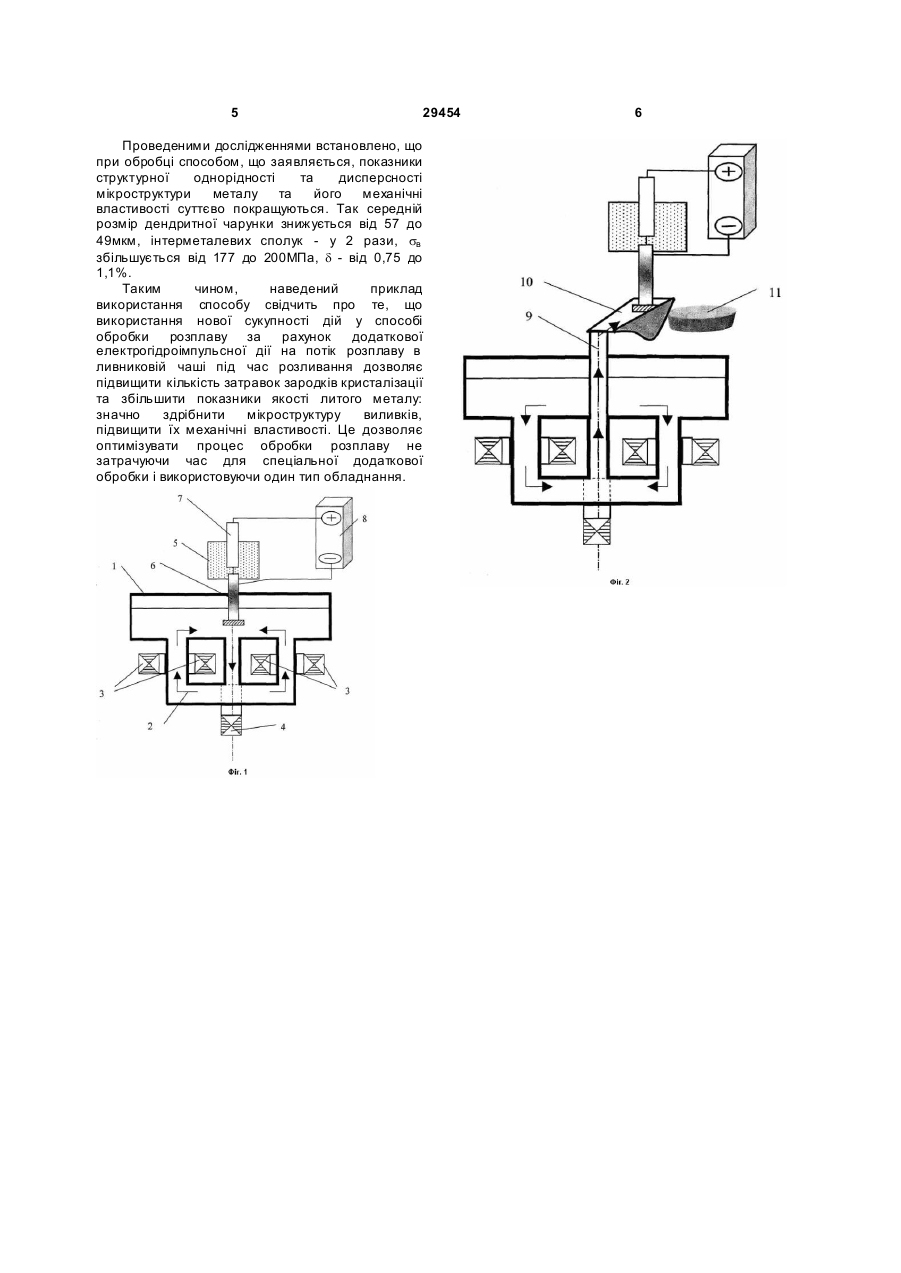
Спосіб обробки розплаву металу, який полягає в тому, що дією електромагнітних сил 3 29454 вміщують хвилевідний стрижень та забезпечують циркуляцію розплаву таким чином, щоб, як мінімум, одноразово увесь об’єм розплаву зазнавав електрогідроімпульсної дії. Ознаки, які збігаються з суттєвими ознаками корисної моделі, що заявляється: дією електромагнітних сил створюють у локальній зоні потік розплаву, який оброблюють імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у потік розплаву хвилевідним стрижнем та забезпечують циркуляцію розплаву таким чином, щоб, як мінімум, одноразово увесь об’єм розплаву зазнав електрогідроімпульсної дії. Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб не дозволяє ефективно обробляти розплав тому, що не передбачає дій, які спрямовані на підвищення кількості затравок зародків кристалізації. Неоднорідний за своїм складом розплав (від макродефектів до мікрочи субмікронедосконалостей) потребує підвищення часу обробки, якого не вистачає через зниження температури розплаву нижче температури безризикового розливання. В основу корисної моделі поставлено задачу: удосконалити спосіб обробки розплаву металу шляхом введення нової сукупності дій і використання нового пристрою для обробки потоку розплаву, що дозволить, за рахунок обробки розплаву акустичною кавітацією під час розливання, підвищити кількість затравок зародків кристалізації. Після кристалізації це приведе до здрібнення мікроструктури, покращення структурної однорідності в об’ємі розплаву та виливка, підвищення механічних властивостей литого металу. Суть корисної моделі полягає в тому, що у відомому способі обробки розплаву, який полягає в тому, що дією електромагнітних сил створюють у локальній зоні потік розплаву, який оброблюють імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у потік розплаву хвилевідним стрижнем та забезпечують циркуляцію розплаву таким чином, щоб, як мінімум, одноразово увесь об’єм розплаву зазнав електрогідроімпульсної дії, згідно з корисною моделлю, електрогідроімпульсну дію здійснюють доти, доки температура розплаву знизиться до температури розливання, після чого хвилевідний стрижень виводять із потоку розплаву, а замість нього вводять футерований стояк, через який дією електромагнітних сил розплав металу подають до розливної місткості, в яку вводять хвилевідний стрижень, і здійснюють електрогідроімпульсну дію на розплав одночасно з його розливанням у ливникову форму. Розкриваючи причинно-наслідковий зв’язок між сукупністю ознак корисної моделі і технічним результатом, якого можна досягти, необхідно відмітити, що ознака "...електрогідроімпульсну дію здійснюють доти, доки температура розплаву знизиться до температури розливання, після чого хвилевідний стрижень виводять із потоку 4 розплаву..." необхідна для уникнення заморожування розплаву. Ознака "...дією електромагнітних сил розплав металу подають до розливної місткості, в яку вводять хвилевідний стрижень і здійснюють електрогідроімпульсну дію на розплав одночасно з його розливанням у ливникову форму..." сприяє збільшенню кількості додаткових зародків кристалізації за рахунок електрогідроімпульсної дії у потоку розплаву під час розливання та "захищене" (від газових та неметалевих включень) розливання усього розплаву. Суть корисної моделі пояснюється кресленнями, де на Фіг.1 наведено схему пристрою для реалізації способу обробки розплаву металу, на Фіг.2 наведена схема обробки у потоці розплаву у розливній місткості. Спосіб, що заявляється, може бути реалізований, наприклад, на базі індукційної печі з додатковими електромагнітними котушками. Пристрій для реалізації способу містить тигель 1 з розплавом 2, підключені паралельно додаткові котушки 3 (верхні) та 4 (нижня), які охоплюють тигель 1, розміщений в індукційній печі (на кресленні не показана). Пристрій має електророзрядну камеру 5, хвилевідний стрижень 6, верхній торець якого є негативним електродом, позитивний електрод 7, генератор імпульсних струмів (ГІС) 8. Також пристрій має футерований стояк 9 та розливну місткість, наприклад ливникову ча шу, 10 для здійснення розливання розплаву у ливникову форму 11. Спосіб здійснюють таким чином. У тигель 1 загружають шихту, наприклад алюмінієвий сплав марки АК5М2, та включають індукційну піч. При цьому у шихті індукується електричний струм, який забезпечує нагрівання сплаву до технологічної температури 720°С. Одночасно вмикають котушки 3 та 4 на напругу 90В. У результаті взаємодії електроструму в рідкому металі з магнітним полем котушок виникає вертикально спрямована електромагнітна сила, яка забезпечує циркуляцію металу та вирівнювання його температури в тиглі 1. У метал співвісно з вертикальною віссю тигля 1 занурюють хвилевідний стрижень 6 електророзрядної камери 5. При цьому потік металу у тиглі 1 постійно омиває нижній торець хвилевідного стрижня. На електрод 7 електророзрядної камери 5 від ГІС 8 подають високу напругу (50кВ) і виконують обробку розплаву з частотою посилки імпульсів 1Гц, енергією від 0,1 до 10кДж, наприклад 1кДж. Обробку рідкого металу виконують таким чином, щоб, як мінімум, одноразово увесь об’єм розплаву зазнав електрогідроімпульсної дії, та доти, доки температура розплаву знизиться до температури розливання, яка для алюмінієвого сплаву АК5 М2 становить 700°С. Надалі хвилевідний стрижень виводять із потоку розплаву, а замість нього вводять футерований стояк 9, через який дією електромагнітних сил розплав металу подають у ливникову чашу 10, в яку вводять хвилевідний стрижень і здійснюють електрогідроімпульсну дію на розплав одночасно з його розливанням у ливникову форму 11. 5 29454 Проведеними дослідженнями встановлено, що при обробці способом, що заявляється, показники структурної однорідності та дисперсності мікроструктури металу та його механічні властивості суттєво покращуються. Так середній розмір дендритної чарунки знижується від 57 до 49мкм, інтерметалевих сполук - у 2 рази, sв збільшується від 177 до 200МПа, d - від 0,75 до 1,1%. Таким чином, наведений приклад використання способу свідчить про те, що використання нової сукупності дій у способі обробки розплаву за рахунок додаткової електрогідроімпульсної дії на потік розплаву в ливниковій чаші під час розливання дозволяє підвищити кількість затравок зародків кристалізації та збільшити показники якості литого металу: значно здрібнити мікроструктуру виливків, підвищити їх механічні властивості. Це дозволяє оптимізувати процес обробки розплаву не затрачуючи час для спеціальної додаткової обробки і використовуючи один тип обладнання. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working the melt of metal
Автори англійськоюDubodelov Viktor Ivanovych, Hrabovyi Valerii Mykhailovych, Seredenko Volodymyr Oleksiiovych, Fikssen Vladyslav Mykolaiovych, Tsurkin Volodymyr Mykolaiovych, Kreptiuk Yaroslav Viktorovych, Humenenko Mykola Klymovych, Slazhniev Mykola Andriiovych
Назва патенту російськоюСпособ обработки расплава металла
Автори російськоюДубоделов Виктор Иванович, Грабовой Валерий Михайлович, Середенко Владимир Алексеевич, Фикссен Владислав Николаевич, Цуркин Владимир Николаевич, Крептюк Ярослав Викторович, Гумененко Николай Климович, Слажнев Николай Андреевич
МПК / Мітки
МПК: B22D 27/02
Мітки: металу, обробки, спосіб, розплаву
Код посилання
<a href="https://ua.patents.su/3-29454-sposib-obrobki-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу</a>
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: спосіб, розплаву, обробки, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Спосіб обробки розплаву металу
Номер патенту: 8838
Опубліковано: 15.08.2005
Автори: Чмир Анатолій Іванович, Грабовий Валерій Михайлович, Федченко Наталя Анатоліївна, Волков Геннадій Васильович, Цуркін Володимир Миколайович, Брагін Михайло Олексійович, Мяльниця Георгій Филипович, Гумененко Микола Климович
МПК: B22D 27/08
Мітки: розплаву, спосіб, обробки, металу
Формула / Реферат:
Спосіб обробки розплаву металу, що включає обробку розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та подачу у розплав інертного газу, який відрізняється тим, що продувку розплаву інертним газом починають після закінчення електрогідроімпульсної дії.
Спосіб обробки розплаву металу
Номер патенту: 11240
Опубліковано: 15.12.2005
Автори: Середенко Володимир Олексійович, Цуркін Володимир Миколайович, Дубодєлов Віктор Іванович, Гумененко Микола Климович, Фікссен Владислав Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: спосіб, розплаву, обробки, металу
Формула / Реферат:
Спосіб обробки розплаву металу, що включає обробку потоку у тиглі розплаву, циркулюючого під дією електромагнітних сил у тиглі та каналі тигля, імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, який відрізняється тим, що при циркуляції потоку розплаву під дією електромагнітних сил створюють горизонтальний потік розплаву у верхній частині тиглю із...
Спосіб обробки розплаву металу

Номер патенту: 63544
Опубліковано: 15.01.2004
Автори: Цуркін Володимир Миколайович, Гумененко Микола Климович, Дубодєлов Віктор Іванович, Середенко Володимир Олексійович, Грабовий Валерій Михайлович, Фікссен Владислав Миколайович
МПК: B22D 27/08
Мітки: металу, обробки, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає обробку розплаву змінним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії, який відрізняється тим, що попередньо у локальній зоні розплаву дією електромагнітних сил створюють висхідний потік розплаву, вміщують до нього хвилевідний стрижень та забезпечують циркуляцію розплаву таким чином,...
Спосіб обробки розплаву металу
Номер патенту: 11658
Опубліковано: 16.01.2006
Автори: Цуркін Володимир Миколайович, Крещенко Віктор Анатолійович, Федченко Наталя Анатоліївна, Гумененко Микола Климович, Мяльниця Георгій Филипович, Чмир Анатолій Іванович, Брагін Михайло Олексійович, Грабовий Валерій Михайлович, Волков Геннадій Васильович
МПК: B22D 27/08
Мітки: обробки, металу, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, що включає електрогідроімпульсну дію на розплав від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та продувку розплаву інертним газом, який відрізняється тим, що обробку розплаву виконують послідовно, спочатку шляхом продувки розплаву інертним газом, а потім шляхом електрогідроімпульсної дії.
Попередній патент: Пристрій для герметизації муфтового з`єднання труб
Наступний патент: Спосіб очищення стічних вод від фенолів
Випадковий патент: Спосіб виявлення життєздатності бактерій у клінічному матеріалі для індикації анаеробів