Спосіб виготовлення виливка у піщаній формі з регульованим охолоджуванням окремих його частин
Номер патенту: 82963
Опубліковано: 26.05.2008
Автори: Шинський Олег Йосипович, Клименко Степан Іванович, Дорошенко Володимир Степанович
Формула / Реферат
1. Спосіб виготовлення виливка у піщаній формі з регульованим охолоджуванням окремих частин виливка, що включає створення газового розрідження в піску форми, заливку металевого розплаву в порожнину форми, твердіння розплаву, охолоджування з подачею холодоагенту на окремі частини або поверхні виливка і видалення виливка, який відрізняється тим, що перед подачею холодоагенту частини або поверхні виливка звільняють від піску.
2. Спосіб за п. 1, який відрізняється тим, що як холодоагент використовують вільнорухоме повітря.
3. Спосіб за п. 1, який відрізняється тим, що як холодоагент використовують потік повітря, який створюють в заданих напрямах і/або шляхом вбирання повітря у форму, створюючи в ній розрідження і часткову її розгерметизацію.
4. Спосіб за п. 1, який відрізняється тим, що як холодоагент використовують потік повітря, в який диспергують воду.
5. Спосіб за п. 1, який відрізняється тим, що як холодоагент використовують потік охолодженого газу, який вбирають в пісок форми, створюючи в ній розрідження і часткову її розгерметизацію.
6. Спосіб за п. 1, який відрізняється тим, що як холодоагент використовують газ, який здатен хімічно взаємодіяти з металом виливка у випадку проведення його хіміко-термічної обробки.
7. Спосіб за п. 1, який відрізняється тим, що звільнення від піску проводять шляхом його відсмоктування із застосуванням вакууму.
8. Спосіб за п. 1, який відрізняється тим, що звільнені від піску частини виливка маркують.
9. Спосіб за п. 1, який відрізняється тим, що звільнені від піску частини виливка покривають піском або іншим матеріалом.
10. Спосіб за п. 9, який відрізняється тим, що звільнені від піску частини виливка покривають матеріалом, здатним хімічно взаємодіяти з металом виливка у випадку проведення його хіміко-термічної обробки.
11. Спосіб за п. 1, який відрізняється тим, що металевим розплавом є чавун, а пісок видаляють до досягнення чавуном температури евтектоїдного перетворення.
12. Спосіб за п. 1, який відрізняється тим, що порожнина для виливка є порожниною для виливка блока циліндрів, у якій звільняють від піску внутрішню поверхню кожного циліндра.
13. Спосіб за п. 12, який відрізняється тим, що звільнену поверхню циліндра захищають від попадання піску шляхом установки на верхній торець циліндра патрубка з торцевими отворами регульованої газопроникності.
14. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що проводять поєднання і/або чергування операцій, вказаних в пп. 1-13.
Текст
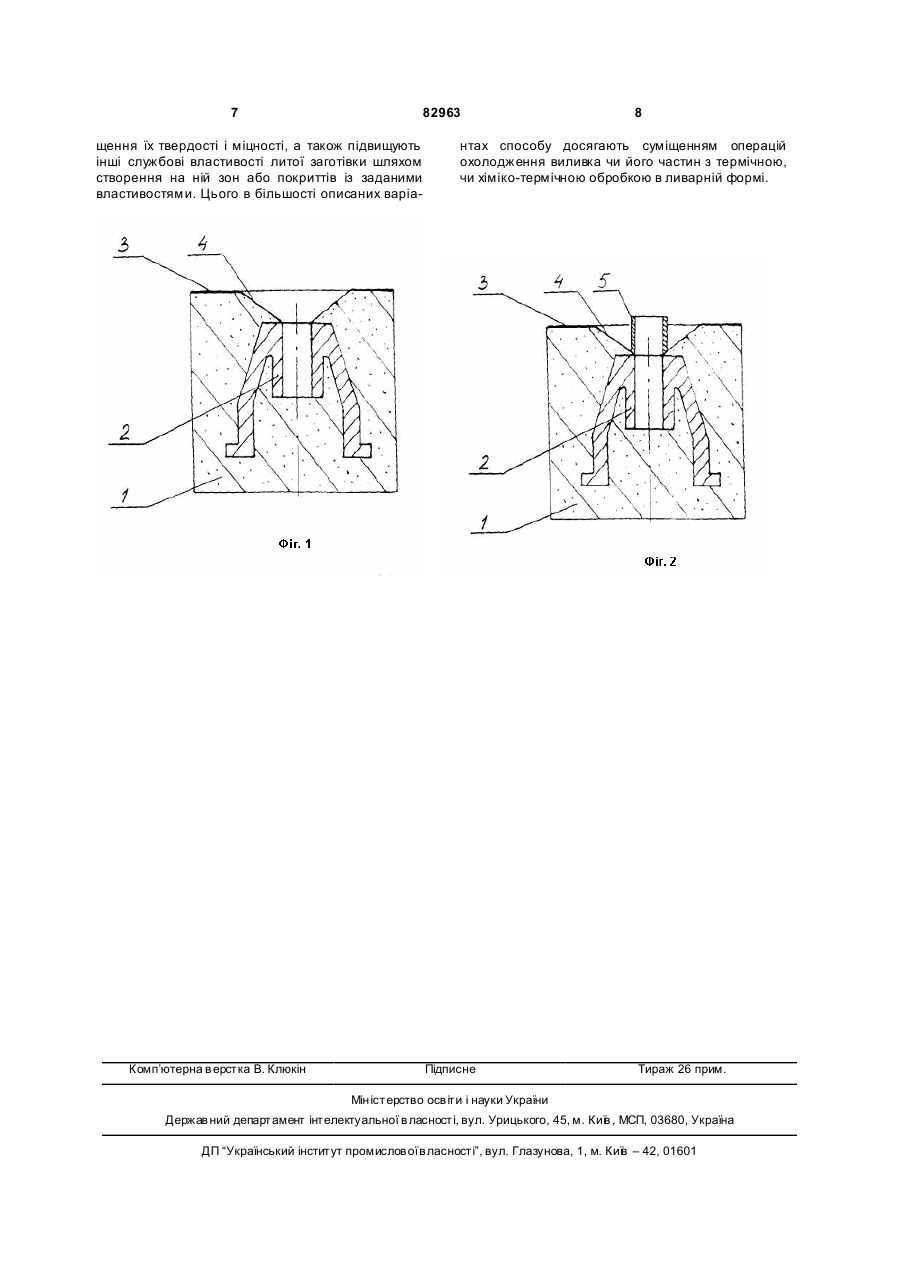
1. Спосіб виготовлення виливка у піщаній формі з регульованим охолоджуванням окремих частин виливка, що включає створення газового розрідження в піску форми, заливку металевого розплаву в порожнину форми, твердіння розплаву, охолоджування з подачею холодоагенту на окремі частини або поверхні виливка і видалення виливка, який відрізняється тим, що перед подачею холодоагенту частини або поверхні виливка звільняють від піску. 2. Спосіб за п. 1, який відрізняється тим, що як холодоагент використовують вільнорухоме повітря. 3. Спосіб за п. 1, який відрізняється тим, що як холодоагент використовують потік повітря, який створюють в заданих напрямах і/або шляхом вбирання повітря у форму, створюючи в ній розрідження і часткову її розгерметизацію. 4. Спосіб за п. 1, який відрізняється тим, що як холодоагент використовують потік повітря, в який диспергують воду. C2 2 (19) 1 3 82963 1981]. Проте вони є вельми складними конструкціями холодильної техніки без використання ефекту прискорення охолоджування металу на повітрі. Відоме застосування ливарної опочної вакуумованої форми з наповнювачем - сухим піском, в якій після заливки металевого розплаву у форму, часткового або повного твердіння виливка з метою прискорення її охолоджування частково видаляють шар піску форми поблизу стінок опок шляхом видалення самих опок з подальшим охолоджуванням виливка в піску, що залишився і утримується жакетами, заздалегідь поміщеними при формовці в опоки [Авторське свідоцтво СРСР №1629140 МПК В 22 С 21/00, опубл. 1991]. Частково зменшивши шар піску по периметру опок, можна лише слабо прискорити охолоджування виливка в піску (в основному периферійних його поверхонь), без можливості цільової регульованої дії холодоагентом на задані його частини. Таке скрутно застосувати в контейнерних опоках з нижнім дном, поширених для лиття за моделями, які газифікуються. Жакети ускладнюють формовку і збільшують вагу форми. Найбільш близьким до заявленого є технічне рішення для отримання виливка у вакуумованій піщаній формі з прискореним охолоджуванням заданих окремих частин виливка, що включає створення газового розрідження в піску форми, заливки металевого розплаву в порожнину форми, твердіння, охолоджування виливка з подачею холодоагенту у вигляді води з ємкостей на певні частини виливка [Авторське свідоцтво СРСР № 1787653 МПК В 22 С 9/10, опубл. 1989]. Наявність ємкостей, або інших засобів подачі холодоагентів у формі збільшує її розміри і вагу. Пісок, або формувальна суміш після повного чи часткового затвердіння виливка настільки, що без шкоди для виливка можна робити маніпуляції з формою, в переважній кількості випадків служить утеплювачем для виливка. Отримавши тепло перегріву металу вище температури ліквідусу і тепло фазового переходу в твердий стан, пісок сповільнює охолодження виливка і чим далі по часу від моменту заливки, тим більше. Охолоджувати виливок через пісок, або через інші засоби в піску, наприклад, прилеглі до виливка холодильники, це значить тратити значну частину холодоагенту та інших супутніх затрат на охолодження цих навколишніх матеріалів і засобів. До того ж, регулювати з достатньо високою точністю швидкість процесу охолодження всього виливка чи окремо вибраних його частин через посередні матеріали чи предмети вельми важко, тим більше через нагріті до температур, близьких до плавлення металу, на відміну від прямої дії холодоагенту на поверхню виливка, або його частин, особливо, коли потрібно виконати поверхневе, локальне чи у всій структурі металу окремих частин виливка зміцнення або нанесення покриття. Останню операцію практично неможливо виконати без прямого доступу до поверхні виливка. Мета винаходу - підвищення якості виливка шляхом створення на ньому зон з різними властивостями і/або покриттями при зменшенні затрат на охолодження. 4 Поставлена мета досягається тим, що в способі виготовлення виливка у вакуумованій піщаній формі з регульованим охолоджуванням окремих частин виливка, який включає створення газового розрідження в піску форми, заливки металевого розплаву в порожнину форми, твердіння, охолоджування з подачею холодоагенту на окремі частини виливка і видалення виливка, згідно винаходу, перед подачею холодоагенту ці частини або поверхні виливка звільняють від піску. Крім того, як холодоагент можуть використовувати вільно рухоме повітря, або потік повітря, який створюють в заданих напрямах і/або шляхом вбирання повітря у форму при наведенні в ній розрідження і часткової розгерметизації форми, або потік повітря, в якому диспергують воду, або потік охолодженого газу, який вбирають в пісок форми при створенні в ній розрідження і часткової розгерметизації форми. Як холодоагент можуть використовувати газ, який хімічно взаємодіє з металом виливка при проведенні його хіміко-термічної обробки. Також звільнення від піску можуть проводити шляхом його відсмоктування із застосуванням вакууму, а звільнені від піску частини виливка можуть покривати піском або іншим матеріалом, в тому числі таким матеріалом, що хімічно взаємодіє з металом виливка при проведенні його хіміко-термічної обробки, а також звільнені від піску ділянки виливка можуть маркувати. Крім того, для чавунного виливка можуть видаляти пісок до досягнення металу виливка температури евтектоїдного перетворення, а для виливка блоку циліндрів звільняти від піску внутрішню поверхню кожного циліндра. Також відкриту поверхню циліндра можуть захищати від попадання піску шляхом установки на верхній торець циліндра патрубка з торцевими отворами регульованої газопроникності, а також проводити поєднання і/або чергування вказаних операцій. На фіг.1 умовно показана частина піщаної форми з піском 1 в розрізі по осі одного з циліндрів (гільз) 2 виливка блоку циліндрів, який попередньо залитий у цю форму. Форма виконана в нероз'ємній опоці типу контейнера (не показаний) і показана на стадії, коли частина верхнього шару піску видалена з контрладу 3, з порожнини циліндра 2, а частина піску знаходиться під кутом природного укосу 4. На фіг.2 показана частина цієї форми, а на виливок по осі отвору циліндра поставлений патрубок 5, верхній отвір якого можуть частково закривати знімною кришкою (не показана). Здійснення винаходу засноване на використанні властивостей сухо го піску вакуумованої форми, коли в піску заданий час підтримується розрідження на рівні 50±20 кПа в період заливки і затвердіння кірки виливка. Таку форми отримують способами лиття по моделях, які газифікуються, вакуумно-плівковою формовкою, або іншими. Потім зазвичай вакуум відключають і виливок охолоджується у формі до вибивки. В цей час пісок як сипучий матеріал легко видалити з форми, щоб звільнити частину виливка або його поверхні від піску. Швидкість охолоджування затверділого виливка (°С/с) в сухому піску після нагрівання прошарку піску навколо виливка за рахунок теплоти, 5 82963 переданої металом на момент його затвердіння, складає зазвичай 0,1...1,2 в залежності від товщини стінки виливка, виду металу та інших технологічних параметрів, на спокійному повітрі ~3, при стислому повітрі до ~30. Виходячи з двох останніх значень, повітря відносять до середовищ для гартування виробів з металу. Видалення частини нагрітого піску з форми, який часто слугує утеплювачем виливка і акумулятором тепла, саме по собі являється одним із варіантів способу, що патентується. Чим більше можна видалити з форми цього піску достроково порівняно з традиційними способами, і чим раніше без втрат для виливка, тим менше видалений пісок нагріється і менше треба затрат на його охолодження. Для частини виливка, що контактує з повітрям, також зменшуються затрати на охолодження, коли для інтенсифікації конвективного обміну досить застосувати природну вентиляцію. Приклад використання винаходу полягає в наступному. Отримують піщану форму в опоці типу контейнера з сухим піском 1, в якій відливають блок з циліндрами 2, переважно методом лиття по моделях, які газифікуються. При засипці моделі піском контрлад 3 виконують плоским і герметизують синтетичною плівкою (не показана). Потім з залитої металом форми плівку знімають і видаляють з форми частину піску, звільняючи задану частину або область поверхні виливка. Це відбувається відразу після заливки, коли частково або в основному виливок затвердів, або в період, що забезпечує вказані варіанти реалізації способу, залежно від товщини стінок, вигляду, температури перегріву металу та інши х умов. Пісок навколо звільненого місця виливка знаходиться під кутом природного укосу 4. При використанні як холодоагенту вільно рухомого повітря виробничої зони вакуум ування форми відключають або герметизують відкриті ділянки піску форми, наприклад, синтетичною плівкою. Над відкритим місцем гарячого виливка не створюють примусових потоків повітря окрім його природної конвекції. У наступному варіанті застосовують потік повітря, яке створюють, наприклад, вентилятором в заданих напрямах і/або шляхом всмоктування повітря у форму при створенні в ній розрідження і часткової розгерметизації форми при утворенні відкритих зон вакуумованого піску. У потоці повітря можуть диспергувати воду, наприклад, пульверизатором. Також як холодоагент можуть використовувати потік охолодженого газу, наприклад, азоту, що випаровується із зрідженого стану із ємкості Дьюара, потоком спрямовувати на охолоджувану поверхню виливка (або по ній) і вбирати в пісок форми (або ні) при створенні в ньому розрідження з частковою розгерметизацією форми. Для хіміко-термічної обробки поверхні виливка одночасно з охолодженням використовують газ, який хімічно взаємодіє з металом виливка, наприклад, для азотування чавуну використовують дисоційований аміак, а для алітування чавуну наносять на відкриту поверхню виливка суміш порошку Аl з Аl2О 3 і NH4CI. 6 На ливарних дільницях для транспортування сухого піску в пневмопотоці часто використовують вакуум ування (майже не застосовують стисле повітря) при підключенні системи трубопроводів до вакуумного насоса. При цьому видалити частину піску з форми пристроєм типу пилососа нескладно, виконавши його автономним, або в цехах на діючих лініях з трубопровідним пневмотранспортом оберту піску підключивши відгалуження трубопроводу до такої системи. Також видалити формувальну суміш можна любим іншим відомим способом, що не шкодить виливку, в піщаних формах із суміші зі зв'язуючим, але це не так зручно, як із форм із сухого піску. Якщо по спеціальному технологічному процесу або після швидкого охолоджування звільнені від піску частини виливка потребують сповільненого охолоджування відповідно до конкретного режиму термообробки, то їх покривають піском або іншим матеріалом. Цим матеріалом може бути такий, що ізолює, фарбує, покриває плівкою (з полімерів, емалі, шару металу та ін.), чи інший матеріал, назначений технологом. Крім того, часто зручно провести маркування гарячої поверхні виливку або керном (гарячий метал м'якше охолодженого), або фарбою, або іншим способом. У одному з варіантів способу для чавунних виливків видаляють пісок до досягнення металу температури евтектоїдного (перлітного) перетворення, яке протікає при 738°С з утворенням евтектоїда (ферит + графіт). Це перетворення забезпечує можливість здійснення основних видів термічної обробки сталей і чавунів, регулювання їх структури і властивостей. Регулюючи швидкість охолоджування, можна отримувати у виливках потрібну структур у чавун у. При швидкому охолоджуванні кінетично вигідніше утворення цементиту, а не графіту, оскільки із збільшенням швидкості охолоджування знижується ступінь графітизації. У прискорено охолоджуваних місцях в структурі чавун у збільшується кількість зв'язаного вуглецю і перліту, що підвищує твердість металу, в порівнянні з чавуном, що контактує з сухим піском. Зокрема це доцільно застосувати для виливка корпусу блоку циліндрів. Наприклад, для чавунного блоку зазвичай потрібна наявність твердості металу всього виливка 210...240 НВ, але на внутрішній поверхні циліндрів (гільз, суцільнолитих в блоці), по яких рухаються поршні, бажано отримати твердість на рівні 250 НВ. Для цього звільняють від піску внутрішню поверхню кожного циліндра, а відкриту поверхню циліндрів можуть захищати від попадання піску, що покриває решту частини виливка шаром необхідної товщини, шля хом установки на верхні торці циліндрів патрубків 5 з торцевими верхніми отворами регульованої газопроникності з кришкою за принципом шибера (не показано), що дозволяє управляти конвективним потоком повітря крізь патрубки. Вказані технологічні режими та дії можуть мати поєднання і/або чергування в різній послідовності. Описаним способом регулюють о холоджування окремих частин або поверхонь виливка, що для більшості промислових сплавів викликає підви 7 82963 щення їх твердості і міцності, а також підвищують інші службові властивості литої заготівки шляхом створення на ній зон або покриттів із заданими властивостями. Цього в більшості описаних варіа Комп’ютерна в ерстка В. Клюкін 8 нтах способу досягають суміщенням операцій охолодження виливка чи його частин з термічною, чи хіміко-термічною обробкою в ливарній формі. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing the casting in the sand molds with adjustable cooling of its separate parts
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych, Klymenko Stepan Ivanovych
Назва патенту російськоюСпособ производства отливки в песчаных формах с регулируемым охлаждением отдельных ее частей
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович, Клименко Степан Иванович
МПК / Мітки
МПК: B22D 27/04, B22D 27/15
Мітки: регульованим, піщаній, охолоджуванням, форми, виготовлення, виливка, спосіб, частин, окремих
Код посилання
<a href="https://ua.patents.su/4-82963-sposib-vigotovlennya-vilivka-u-pishhanijj-formi-z-regulovanim-okholodzhuvannyam-okremikh-jjogo-chastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливка у піщаній формі з регульованим охолоджуванням окремих його частин</a>
Спосіб виготовлення виливка з чавуну
Номер патенту: 66968
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Бондаренко Сергій Вікторович, Левін Павло Борисович
МПК: C22C 37/10, B22D 7/00
Мітки: виливка, виготовлення, спосіб, чавуну
Формула / Реферат:
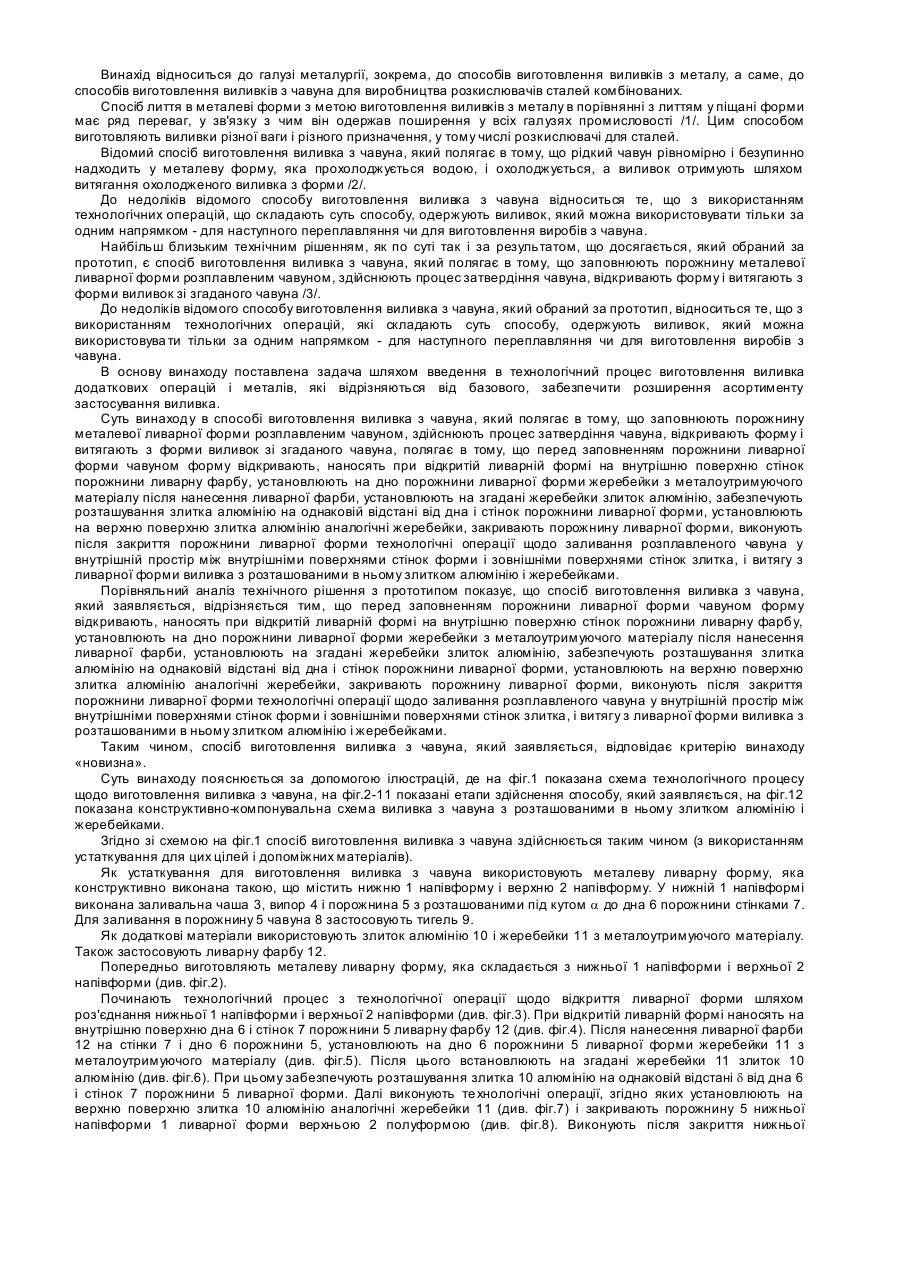
Спосіб виготовлення виливка з чавуну, який полягає в тому, що заповнюють порожнину металевої ливарної форми розплавленим чавуном, здійснюють процес затвердіння чавуну, відкривають форму і витягають з форми виливок зі згаданого чавуну, який відрізняється тим, що перед заповненням порожнини ливарної форми чавуном форму відкривають, наносять при відкритій ливарній формі на внутрішню поверхню стінок порожнини ливарну фарбу, установлюють на дно...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: здійснення, виробів, форми, пристрій, бетонних, спосіб, лиття, виготовлення
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб одержання виливка
Номер патенту: 14360
Опубліковано: 15.05.2006
Автори: Панков Віктор Андрійович, Цівковський Олександр Григорович, Кисельов Олександр Григорович
МПК: B22D 7/00
Мітки: спосіб, одержання, виливка
Формула / Реферат:
Спосіб одержання виливка, що включає заливання розплаву в нижню частину форми й підживлення через ливникову систему, який відрізняється тим, що заповнення порожнин форми й ливникової системи проводять у два прийоми, при цьому спочатку вводять розплав в такому об'ємі, який необхідний для заповнення форми й живильника ливникової системи, а потім у більш дешевий матеріал, наприклад вуглецеву сталь, заповнюючи порожнини ливникової системи.
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву
Номер патенту: 27682
Опубліковано: 12.11.2007
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: різними, розплаву, виготовлення, базового, виливків, загальній, одного, спосіб, структурою, властивостями, форми, ливарний
Формула / Реферат:
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву, що включає заливання в загальну ливарну форму базового розплаву, затвердіння залитого рідкого металу, охолоджування виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що залитий розплав, що проходить шлях до порожнини виливків через розгалужену ливникову систему, де в спеціальних порожнинах...
Масляний фільтр для двигунів, гідравлічного обладнання або автоматичних трансмісій і спосіб його виготовлення, гранули в формі рисових зерен
Номер патенту: 50716
Опубліковано: 15.11.2002
Автор: Лефебр Байрон
МПК: B29C 47/00, B01D 39/02, B01D 35/02, C10M 107/00
Мітки: фільтр, форми, обладнання, двигунів, спосіб, рисових, гідравлічного, виготовлення, зерен, масляній, автоматичних, гранули, трансмісій
Формула / Реферат:
1. Масляный фильтр для двигателей, гидравлического оборудования или автоматических трансмиссий, включающий в себя:кожух, имеющий первый и второй концы и ограничивающий внутренний объем, и имеющий отверстие, расположенное вблизи указанного второго конца;фильтрующий материал в виде частиц, содержащий свободные волокна, размещающиеся в указанном внутреннем объеме;термопластический материал, постепенно растворяющийся в масле...
Попередній патент: Спосіб та плавильна установка для одержання сталі з високим вмістом марганцю і низьким вмістом вуглецю
Наступний патент: Спосіб виготовлення нержавіючої сталі групи феритних сталей alsi 4хх
Випадковий патент: Кабіна транспортного засобу