Ливарна форма
Номер патенту: 83892
Опубліковано: 26.08.2008
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович

Формула / Реферат
1. Ливарна форма, що містить наповнювач, порожнину виливка, ливниковоживильну систему і пакети з охолоджувальними матеріалами, які контактують з виливком та виконані з фольги чи синтетичної плівки, яка відрізняється тим, що застосовані в ній охолоджувальні матеріали змінюють свій фазовий стан шляхом плавлення чи випаровування або згорають перед заливанням металу, або від тепла металу, що заливають у вказану порожнину.
2. Ливарна форма за п. 1, яка відрізняється тим, що охолоджувальні матеріали додатково містять модифікуючі, легуючі, армуючі або інші домішки, що впливають на ливарну форму або одержуваний в порожнині цієї форми виливок.
3. Ливарна форма за п. 1, яка відрізняється тим, що охолоджувальними матеріалами є вода в рідкому або замороженому вигляді.
4. Ливарна форма за п. 1, яка відрізняється тим, що охолоджувальними матеріалами є рідкий азот або інші зріджені гази.
5. Ливарна форма за п. 1, яка відрізняється тим, що охолоджувальними матеріалами є пінополістирол або його відходи.
6. Ливарна форма за п. 1, яка відрізняється тим, що пакети з охолоджувальними матеріалами встановлені послідовно по висоті порожнини виливка.
7. Ливарна форма за п. 1, яка відрізняється тим, що пакети з охолоджувальними матеріалами закріплені на контактній поверхні порожнини виливка, до якої торкається розплавлений метал.
8. Ливарна форма за п. 1, яка відрізняється тим, що пакети з охолоджувальними матеріалами виконані таких розмірів, що дозволяють поміщати їх між стінками порожнини виливка чи видаляти їх з цієї порожнини через отвори ливниковоживильної системи, при цьому пакети можуть мати засоби кріплення, що виконані з матеріалу цих пакетів.
9. Ливарна форма за п. 1, яка відрізняється тим, що пакети з охолоджувальними матеріалами виконані у вигляді від’ємної частини ливарної моделі, що заповнює частину порожнини виливка і підлягає термодеструкції.
10. Ливарна форма за п. 1, яка відрізняється тим, що пакети з охолоджувальними матеріалами виконані у вигляді мірного ряду по кількості охолоджувальних матеріалів і встановлені в порожнину виливка в сумі пакетів з охолоджувальними матеріалами, вибраними з мірного ряду.
11. Ливарна форма за п. 1, яка відрізняється тим, що пакети з охолоджувальними матеріалами закріплені між стінками порожнини виливка за допомогою сил тертя об поверхню цих стінок.
Текст
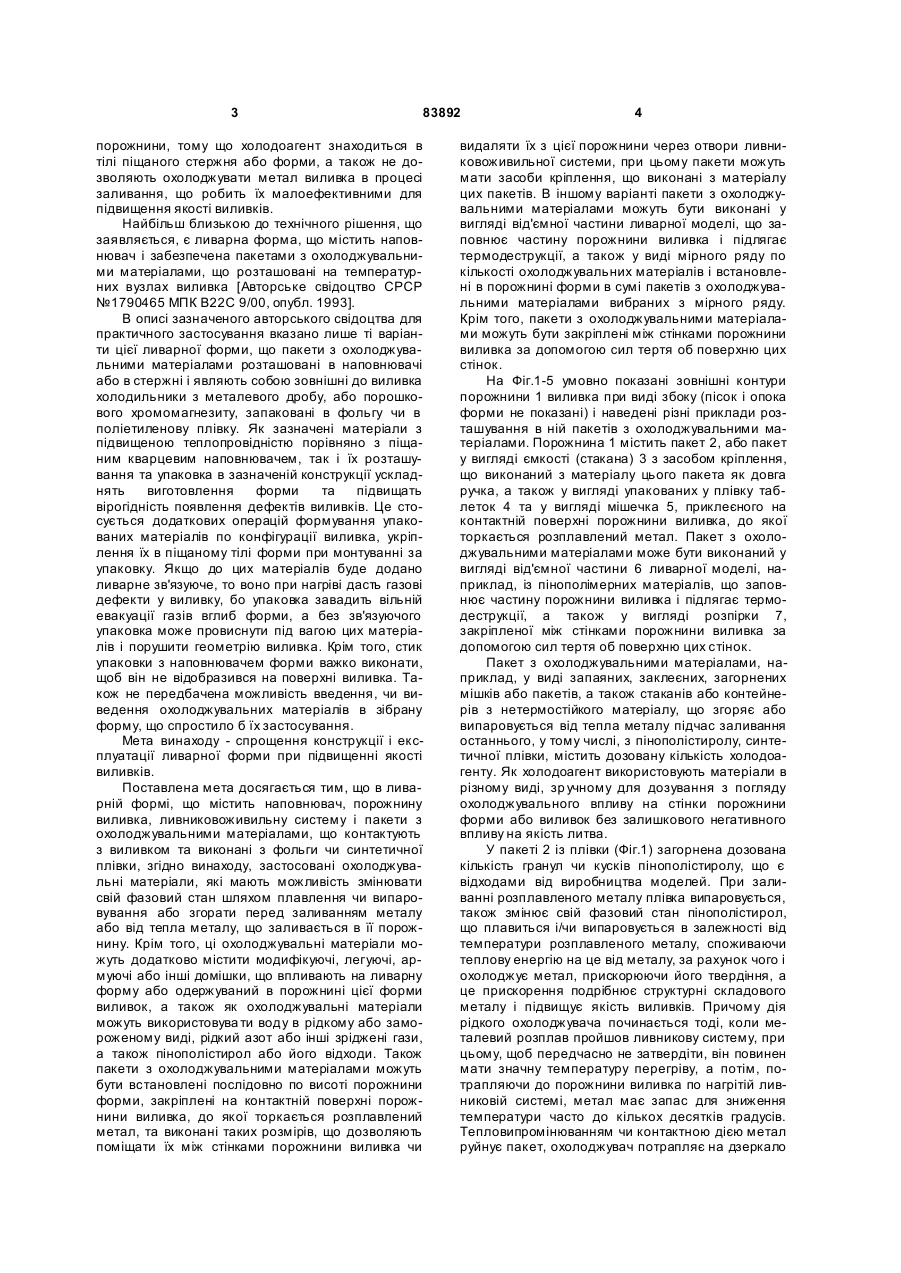
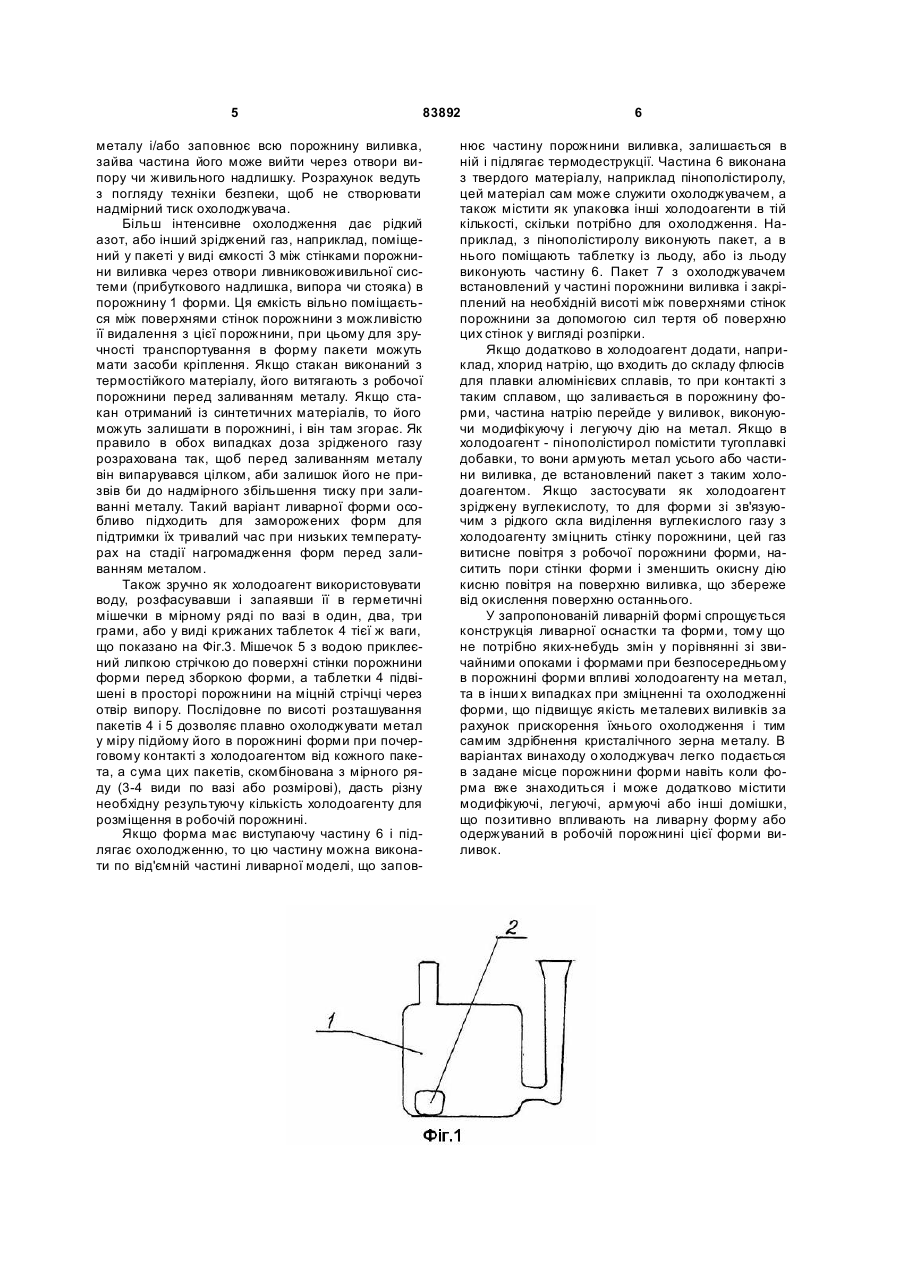
1. Ливарна форма, що містить наповнювач, порожнину виливка, ливниковоживильну систему і пакети з охолоджувальними матеріалами, які контактують з виливком та виконані з фольги чи синтетичної плівки, яка відрізняється тим, що застосовані в ній охолоджувальні матеріали змінюють свій фазовий стан шляхом плавлення чи випаровування або згорають перед заливанням металу, або від тепла металу, що заливають у вказану порожнину. 2. Ливарна форма за п. 1, яка відрізняється тим, що о холоджувальні матеріали додатково містять модифікуючі, легуючі, армуючі або інші домішки, що впливають на ливарну форму або одержуваний в порожнині цієї форми виливок. 3. Ливарна форма за п. 1, яка відрізняється тим, що охолоджувальними матеріалами є вода в рідкому або замороженому вигляді. 4. Ливарна форма за п. 1, яка відрізняється тим, C2 2 UA 1 3 83892 порожнини, тому що холодоагент знаходиться в тілі піщаного стержня або форми, а також не дозволяють охолоджувати метал виливка в процесі заливання, що робить їх малоефективними для підвищення якості виливків. Найбільш близькою до технічного рішення, що заявляється, є ливарна форма, що містить наповнювач і забезпечена пакетами з охолоджувальними матеріалами, що розташовані на температурних вузлах виливка [Авторське свідоцтво CPCP №1790465 МПК В22С 9/00, опубл. 1993]. В описі зазначеного авторського свідоцтва для практичного застосування вказано лише ті варіанти цієї ливарної форми, що пакети з охолоджувальними матеріалами розташовані в наповнювачі або в стержні і являють собою зовнішні до виливка холодильники з металевого дробу, або порошкового хромомагнезиту, запаковані в фольгу чи в поліетиленову плівку. Як зазначені матеріали з підвищеною теплопровідністю порівняно з піщаним кварцевим наповнювачем, так і їх розташування та упаковка в зазначеній конструкції ускладнять виготовлення форми та підвищать вірогідність появлення дефектів виливків. Це стосується додаткових операцій формування упакованих матеріалів по конфігурації виливка, укріплення їх в піщаному тілі форми при монтуванні за упаковку. Якщо до цих матеріалів буде додано ливарне зв'язуюче, то воно при нагріві дасть газові дефекти у виливку, бо упаковка завадить вільній евакуації газів вглиб форми, а без зв'язуючого упаковка може провиснути під вагою цих матеріалів і порушити геометрію виливка. Крім того, стик упаковки з наповнювачем форми важко виконати, щоб він не відобразився на поверхні виливка. Також не передбачена можливість введення, чи виведення охолоджувальних матеріалів в зібрану форму, що спростило б їх застосування. Мета винаходу - спрощення конструкції і експлуатації ливарної форми при підвищенні якості виливків. Поставлена мета досягається тим, що в ливарній формі, що містить наповнювач, порожнину виливка, ливниковоживильну систему і пакети з охолоджувальними матеріалами, що контактують з виливком та виконані з фольги чи синтетичної плівки, згідно винаходу, застосовані охолоджувальні матеріали, які мають можливість змінювати свій фазовий стан шляхом плавлення чи випаровування або згорати перед заливанням металу або від тепла металу, що заливається в її порожнину. Крім того, ці охолоджувальні матеріали можуть додатково містити модифікуючі, легуючі, армуючі або інші домішки, що впливають на ливарну форму або одержуваний в порожнині цієї форми виливок, а також як охолоджувальні матеріали можуть використовува ти воду в рідкому або замороженому виді, рідкий азот або інші зріджені гази, а також пінополістирол або його відходи. Також пакети з охолоджувальними матеріалами можуть бути встановлені послідовно по висоті порожнини форми, закріплені на контактній поверхні порожнини виливка, до якої торкається розплавлений метал, та виконані таких розмірів, що дозволяють поміщати їх між стінками порожнини виливка чи 4 видаляти їх з цієї порожнини через отвори ливниковоживильної системи, при цьому пакети можуть мати засоби кріплення, що виконані з матеріалу цих пакетів. В іншому варіанті пакети з охолоджувальними матеріалами можуть бути виконані у вигляді від'ємної частини ливарної моделі, що заповнює частину порожнини виливка і підлягає термодеструкції, а також у виді мірного ряду по кількості охолоджувальних матеріалів і встановлені в порожнині форми в сумі пакетів з охолоджувальними матеріалами вибраних з мірного ряду. Крім того, пакети з охолоджувальними матеріалами можуть бути закріплені між стінками порожнини виливка за допомогою сил тертя об поверхню цих стінок. На Фіг.1-5 умовно показані зовнішні контури порожнини 1 виливка при виді збоку (пісок і опока форми не показані) і наведені різні приклади розташування в ній пакетів з охолоджувальними матеріалами. Порожнина 1 містить пакет 2, або пакет у вигляді ємкості (стакана) 3 з засобом кріплення, що виконаний з матеріалу цього пакета як довга ручка, а також у вигляді упакованих у плівку таблеток 4 та у вигляді мішечка 5, приклеєного на контактній поверхні порожнини виливка, до якої торкається розплавлений метал. Пакет з охолоджувальними матеріалами може бути виконаний у вигляді від'ємної частини 6 ливарної моделі, наприклад, із пінополімерних матеріалів, що заповнює частину порожнини виливка і підлягає термодеструкції, а також у вигляді розпірки 7, закріпленої між стінками порожнини виливка за допомогою сил тертя об поверхню цих стінок. Пакет з охолоджувальними матеріалами, наприклад, у виді запаяних, заклеєних, загорнених мішків або пакетів, а також стаканів або контейнерів з нетермостійкого матеріалу, що згоряє або випаровується від тепла металу підчас заливання останнього, у тому числі, з пінополістиролу, синтетичної плівки, містить дозовану кількість холодоагенту. Як холодоагент використовують матеріали в різному виді, зр учному для дозування з погляду охолоджувального впливу на стінки порожнини форми або виливок без залишкового негативного впливу на якість литва. У пакеті 2 із плівки (Фіг.1) загорнена дозована кількість гранул чи кусків пінополістиролу, що є відходами від виробництва моделей. При заливанні розплавленого металу плівка випаровується, також змінює свій фазовий стан пінополістирол, що плавиться і/чи випаровується в залежності від температури розплавленого металу, споживаючи теплову енергію на це від металу, за рахунок чого і охолоджує метал, прискорюючи його твердіння, а це прискорення подрібнює структурні складового металу і підвищує якість виливків. Причому дія рідкого охолоджувача починається тоді, коли металевий розплав пройшов ливникову систему, при цьому, щоб передчасно не затвердіти, він повинен мати значну температуру перегріву, а потім, потрапляючи до порожнини виливка по нагрітій ливниковій системі, метал має запас для зниження температури часто до кількох десятків градусів. Тепловипромінюванням чи контактною дією метал руйнує пакет, охолоджувач потрапляє на дзеркало 5 83892 металу і/або заповнює всю порожнину виливка, зайва частина його може вийти через отвори випору чи живильного надлишку. Розрахунок ведуть з погляду техніки безпеки, щоб не створювати надмірний тиск охолоджувача. Більш інтенсивне охолодження дає рідкий азот, або інший зріджений газ, наприклад, поміщений у пакеті у виді ємкості 3 між стінками порожнини виливка через отвори ливниковоживильної системи (прибуткового надлишка, випора чи стояка) в порожнину 1 форми. Ця ємкість вільно поміщається між поверхнями стінок порожнини з можливістю її видалення з цієї порожнини, при цьому для зручності транспортування в форму пакети можуть мати засоби кріплення. Якщо стакан виконаний з термостійкого матеріалу, його витягають з робочої порожнини перед заливанням металу. Якщо стакан отриманий із синтетичних матеріалів, то його можуть залишати в порожнині, і він там згорає. Як правило в обох випадках доза зрідженого газу розрахована так, щоб перед заливанням металу він випарувався цілком, аби залишок його не призвів би до надмірного збільшення тиску при заливанні металу. Такий варіант ливарної форми особливо підходить для заморожених форм для підтримки їх тривалий час при низьких температурах на стадії нагромадження форм перед заливанням металом. Також зручно як холодоагент використовувати воду, розфасувавши і запаявши її в герметичні мішечки в мірному ряді по вазі в один, два, три грами, або у виді крижаних таблеток 4 тієї ж ваги, що показано на Фіг.3. Мішечок 5 з водою приклеєний липкою стрічкою до поверхні стінки порожнини форми перед зборкою форми, а таблетки 4 підвішені в просторі порожнини на міцній стрічці через отвір випору. Послідовне по висоті розташування пакетів 4 і 5 дозволяє плавно охолоджувати метал у міру підйому його в порожнині форми при почерговому контакті з холодоагентом від кожного пакета, а сума цих пакетів, скомбінована з мірного ряду (3-4 види по вазі або розмірові), дасть різну необхідну результуючу кількість холодоагенту для розміщення в робочій порожнині. Якщо форма має виступаючу частину 6 і підлягає охолодженню, то цю частину можна виконати по від'ємній частині ливарної моделі, що запов 6 нює частину порожнини виливка, залишається в ній і підлягає термодеструкції. Частина 6 виконана з твердого матеріалу, наприклад пінополістиролу, цей матеріал сам може служити охолоджувачем, а також містити як упаковка інші холодоагенти в тій кількості, скільки потрібно для охолодження. Наприклад, з пінополістиролу виконують пакет, а в нього поміщають таблетку із льоду, або із льоду виконують частину 6. Пакет 7 з охолоджувачем встановлений у частині порожнини виливка і закріплений на необхідній висоті між поверхнями стінок порожнини за допомогою сил тертя об поверхню цих стінок у вигляді розпірки. Якщо додатково в холодоагент додати, наприклад, хлорид натрію, що входить до складу флюсів для плавки алюмінієвих сплавів, то при контакті з таким сплавом, що заливається в порожнину форми, частина натрію перейде у виливок, виконуючи модифікуючу і легуючу дію на метал. Якщо в холодоагент - пінополістирол помістити тугоплавкі добавки, то вони армують метал усього або частини виливка, де встановлений пакет з таким холодоагентом. Якщо застосувати як холодоагент зріджену вуглекислоту, то для форми зі зв'язуючим з рідкого скла виділення вуглекислого газу з холодоагенту зміцнить стінку порожнини, цей газ витисне повітря з робочої порожнини форми, наситить пори стінки форми і зменшить окисну дію кисню повітря на поверхню виливка, що збереже від окислення поверхню останнього. У запропонованій ливарній формі спрощується конструкція ливарної оснастки та форми, тому що не потрібно яких-небудь змін у порівнянні зі звичайними опоками і формами при безпосередньому в порожнині форми впливі холодоагенту на метал, та в інши х випадках при зміцненні та охолодженні форми, що підвищує якість металевих виливків за рахунок прискорення їхнього охолодження і тим самим здрібнення кристалічного зерна металу. В варіантах винаходу о холоджувач легко подається в задане місце порожнини форми навіть коли форма вже знаходиться і може додатково містити модифікуючі, легуючі, армуючі або інші домішки, що позитивно впливають на ливарну форму або одержуваний в робочій порожнині цієї форми виливок. 7 Комп’ютерна в ерстка А. Крулевський 83892 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюЛитейная форма
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/02, B22C 7/00, B22C 9/04
Код посилання
<a href="https://ua.patents.su/4-83892-livarna-forma.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма</a>
Ливарна форма для вакуумної формовки

Номер патенту: 80928
Опубліковано: 12.11.2007
Автори: Дорошенко Володимир Степанович, Кириченко Анатолій Миколайович, Кравченко Володимир Павлович, Шинський Олег Йосипович
МПК: B22C 9/02
Мітки: вакуумної, форма, ливарна, формовки
Формула / Реферат:
1. Ливарна форма для вакуумної формовки, яка включає опоку, наповнену сухим сипким наповнювачем з утвореною у ньому порожниною для заливання та охолодження металу, засіб подачі охолоджуючого середовища у вигляді ємності-дозатора з рідким холодоагентом, засіб вакуумування наповнювача, яка відрізняється тим, що включає щонайменше одну ємність-дозатор, виконану переносною і оснащену трубчастим штирем, нижній кінець з отвором якого встановлений у...
Ливарна форма для термопластів

Номер патенту: 44081
Опубліковано: 15.01.2002
Автори: Скиба Микола Єгорович, Злотенко Борис Миколайович, Синюк Олег Миколайович
МПК: B29C 45/27
Мітки: форма, термопластів, ливарна
Формула / Реферат:
Ливарна форма для термопластів, яка містить рухому і нерухому півформи, формуючі гнізда, систему регульованого охолодження і розвідні канали ливникової системи, яка відрізняється тим, що в нерухомій півформі установлені з можливістю обмеженого переміщення в напрямку осі форми вставки з антифрикційного матеріалу і металу, які утворюють стінки розвідних ливникових каналів.
Ливарна форма для виготовлення злитка алюмінію
Номер патенту: 66969
Опубліковано: 15.06.2004
Автори: Бондаренко Сергій Вікторович, Віткалов Іван Сергійович, Левін Павло Борисович
МПК: B22C 9/00
Мітки: алюмінію, злитка, ливарна, виготовлення, форма
Формула / Реферат:
Ливарна форма для виготовлення злитка алюмінію, яка містить корпус з виконаною в ньому порожниною для заливання розплавленого алюмінію, при цьому порожнина виконана трапецієподібної чи іншої геометричної форми зі стінками і дном, яка відрізняється тим, що на дні порожнини ливарної форми виконано не менше двох заглиблень, при цьому згадані заглиблення можуть бути виконані як симетрично до геометричних осей ливарної форми, так і не симетрично...
Ливарна форма для скляного посуду і спосіб її охолодження
Номер патенту: 71910
Опубліковано: 17.01.2005
Автори: Хемблі Дейвід Л., Льюіс Дейвід Л.
МПК: C03B 11/06, C03B 9/00, C03B 11/12
Мітки: посуду, спосіб, скляного, форма, охолодження, ливарна
Формула / Реферат:
1. Ливарна форма для формування скляного посуду, яка містить в собі: принаймні один корпус (6 або 42) з двома протилежними торцями (6а, 6b) та виконаною за одне ціле з ним теплопровідною системою, який має центральну ділянку з поверхнею (7 або 7а) формування для надання форми розплавленому склу і з поздовжньою віссю, яка проходить по поздовжній осі ливарної форми, та периферійну ділянку, що знаходиться в радіальному напрямку назовні відносно...
Ливарна форма

Номер патенту: 66966
Опубліковано: 15.06.2004
Автори: Бондаренко Сергій Вікторович, Віткалов Іван Сергійович, Левін Павло Борисович
МПК: B22D 29/00, B22C 9/00, B22C 13/00, B22D 7/06
Формула / Реферат:
1. Ливарна форма, що містить верхню і нижню півформи, виконані з можливістю контактування між собою, при цьому у нижній півформі виконані заливальна чаша і випор, яка відрізняється тим, що нижня півформа додатково оснащена опорами, розташованими перпендикулярно зовнішнім стінкам півформ співвісно між собою у горизонтальній площині, які забезпечуютьповорот згаданої нижньої півформи відносно подовжньої осі опор, верхня півформа додатково...
Попередній патент: Спосіб виготовлення ливарних форм по легкоплавких моделях
Наступний патент: Похідні (індол-3-іл)гетероциклу як агоністи рецептора канабіноїду cb1
Випадковий патент: Спосіб визначення залишкової та індукованої складових компонента магнітної індукції статичного зовнішнього магнітного поля феромагнітного виробу