Ливарна форма для вакуумної формовки
Номер патенту: 80928
Опубліковано: 12.11.2007
Автори: Кириченко Анатолій Миколайович, Дорошенко Володимир Степанович, Шинський Олег Йосипович, Кравченко Володимир Павлович

Формула / Реферат
1. Ливарна форма для вакуумної формовки, яка включає опоку, наповнену сухим сипким наповнювачем з утвореною у ньому порожниною для заливання та охолодження металу, засіб подачі охолоджуючого середовища у вигляді ємності-дозатора з рідким холодоагентом, засіб вакуумування наповнювача, яка відрізняється тим, що включає щонайменше одну ємність-дозатор, виконану переносною і оснащену трубчастим штирем, нижній кінець з отвором якого встановлений у наповнювачі так, що виливок у формі знаходиться на шляху руху холодоагенту від отвору штиря до засобу вакуумування.
2. Ливарна форма за п. 1, яка відрізняється тим, що штир виконаний загостреним з можливістю установлення його з ємністю-дозатором у наповнювач після заливання форми металом.
3. Ливарна форма за п. 1, яка відрізняється тим, що трубчастий штир виконаний знімним.
4. Ливарна форма за п. 1, яка відрізняється тим, що ємність-дозатор оснащена змінними дозуючими шайбами.
5. Ливарна форма за п. 1, яка відрізняється тим, що кількість рідкого холодоагенту не перевищує такої кількості, яка здатна охолодити наповнювач до температури нижче температури кипіння рідкого холодоагенту.
6. Ливарна форма за п. 1, яка відрізняється тим, що порожнина для заповнення та охолодження металу виконана на два і більше виливки, а отвір штиря або відповідно штирів розташований між виливками.
7. Ливарна форма за п. 1, яка відрізняється тим, що порожнина для заповнення та охолодження металу виконана для одержання блока циліндрів, а трубчасті штирі розташовані в наповнювачі усередині кожного циліндра.
Текст
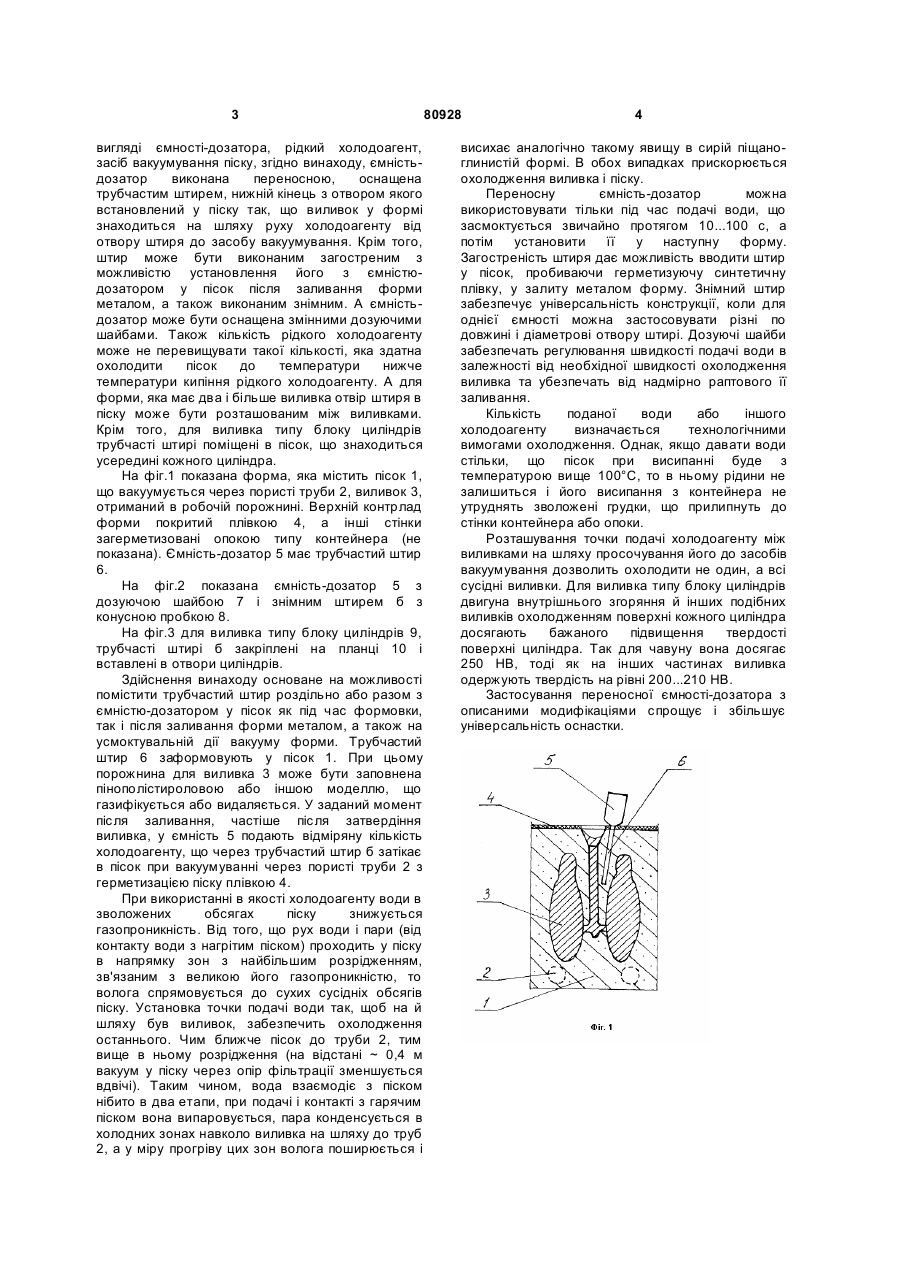
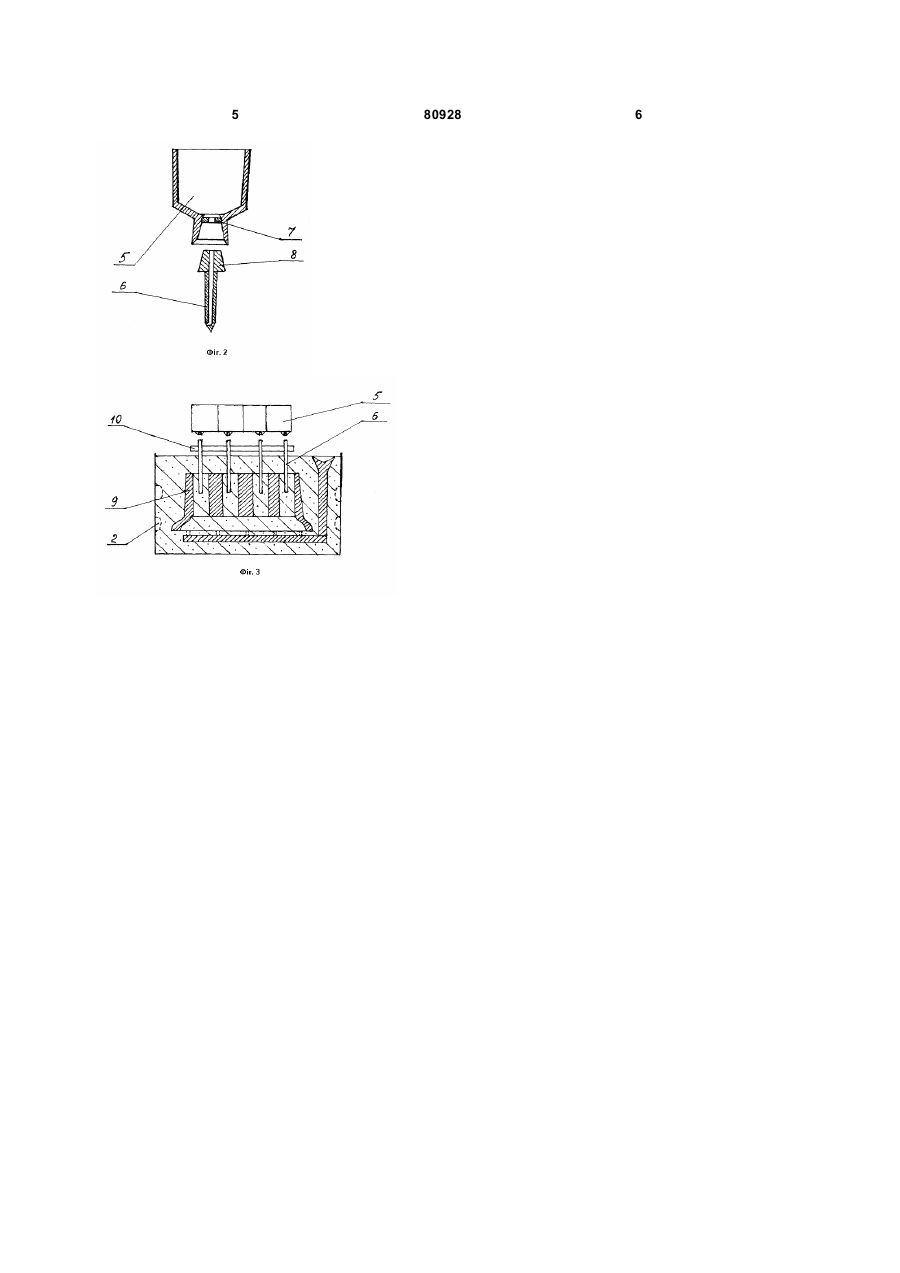
1. Ливарна форма для вакуумної формовки, яка включає опоку, наповнену сухим сипким наповнювачем з утвореною у ньому порожниною для заливання та охолодження металу, засіб подачі охолоджуючого середовища у вигляді ємності-дозатора з рідким холодоагентом, засіб вакуумування наповнювача, яка відрізняється тим, що включає щонайменше одну ємність C2 2 80928 1 3 вигляді ємності-дозатора, рідкий холодоагент, засіб вакуумування піску, згідно винаходу, ємністьдозатор виконана переносною, оснащена трубчастим штирем, нижній кінець з отвором якого встановлений у піску так, що виливок у формі знаходиться на шляху руху холодоагенту від отвору штиря до засобу вакуумування. Крім того, штир може бути виконаним загостреним з можливістю установлення його з ємністюдозатором у пісок після заливання форми металом, а також виконаним знімним. А ємністьдозатор може бути оснащена змінними дозуючими шайбами. Також кількість рідкого холодоагенту може не перевищувати такої кількості, яка здатна охолодити пісок до температури нижче температури кипіння рідкого холодоагенту. А для форми, яка має два і більше виливка отвір штиря в піску може бути розташованим між виливками. Крім того, для виливка типу блоку циліндрів трубчасті штирі поміщені в пісок, що знаходиться усередині кожного циліндра. На фіг.1 показана форма, яка містить пісок 1, що вакуумується через пористі труби 2, виливок 3, отриманий в робочій порожнині. Верхній контрлад форми покритий плівкою 4, а інші стінки загерметизовані опокою типу контейнера (не показана). Ємність-дозатор 5 має трубчастий штир 6. На фіг.2 показана ємність-дозатор 5 з дозуючою шайбою 7 і знімним штирем б з конусною пробкою 8. На фіг.3 для виливка типу блоку циліндрів 9, трубчасті штирі б закріплені на планці 10 і вставлені в отвори циліндрів. Здійснення винаходу основане на можливості помістити трубчастий штир роздільно або разом з ємністю-дозатором у пісок як під час формовки, так і після заливання форми металом, а також на усмоктувальній дії вакууму форми. Трубчастий штир 6 заформовують у пісок 1. При цьому порожнина для виливка 3 може бути заповнена пінополістироловою або іншою моделлю, що газифікується або видаляється. У заданий момент після заливання, частіше після затвердіння виливка, у ємність 5 подають відміряну кількість холодоагенту, що через трубчастий штир б затікає в пісок при вакуумуванні через пористі труби 2 з герметизацією піску плівкою 4. При використанні в якості холодоагенту води в зволожених обсягах піску знижується газопроникність. Від того, що рух води і пари (від контакту води з нагрітим піском) проходить у піску в напрямку зон з найбільшим розрідженням, зв'язаним з великою його газопроникністю, то волога спрямовується до сухих сусідніх обсягів піску. Установка точки подачі води так, щоб на й шляху був виливок, забезпечить охолодження останнього. Чим ближче пісок до труби 2, тим вище в ньому розрідження (на відстані ~ 0,4 м вакуум у піску через опір фільтрації зменшується вдвічі). Таким чином, вода взаємодіє з піском нібито в два етапи, при подачі і контакті з гарячим піском вона випаровується, пара конденсується в холодних зонах навколо виливка на шляху до труб 2, а у міру прогріву цих зон волога поширюється і 80928 4 висихає аналогічно такому явищу в сирій піщаноглинистій формі. В обох випадках прискорюється охолодження виливка і піску. Переносну ємність-дозатор можна використовувати тільки під час подачі води, що засмоктується звичайно протягом 10...100 с, а потім установити її у наступну форму. Загостреність штиря дає можливість вводити штир у пісок, пробиваючи герметизуючу синтетичну плівку, у залиту металом форму. Знімний штир забезпечує універсальність конструкції, коли для однієї ємності можна застосовувати різні по довжині і діаметрові отвору штирі. Дозуючі шайби забезпечать регулювання швидкості подачі води в залежності від необхідної швидкості охолодження виливка та убезпечать від надмірно раптового її заливання. Кількість поданої води або іншого холодоагенту визначається технологічними вимогами охолодження. Однак, якщо давати води стільки, що пісок при висипанні буде з температурою вище 100°С, то в ньому рідини не залишиться і його висипання з контейнера не утруднять зволожені грудки, що прилипнуть до стінки контейнера або опоки. Розташування точки подачі холодоагенту між виливками на шляху просочування його до засобів вакуумування дозволить охолодити не один, а всі сусідні виливки. Для виливка типу блоку циліндрів двигуна внутрішнього згоряння й інших подібних виливків охолодженням поверхні кожного циліндра досягають бажаного підвищення твердості поверхні циліндра. Так для чавуну вона досягає 250 НВ, тоді як на інших частинах виливка одержують твердість на рівні 200...210 НВ. Застосування переносної ємності-дозатора з описаними модифікаціями спрощує і збільшує універсальність оснастки. 5 80928 6
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold for vacuum molding
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych, Kravchenko Volodymyr Pavlovych, Kyrychenko Anatolii Mykolaiovych
Назва патенту російськоюЛитейная форма для вакуумной формовки
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович, Кравченко Владимир Павлович, Кириченко Анатолий Николаевич
МПК / Мітки
МПК: B22C 9/02
Мітки: формовки, форма, вакуумної, ливарна
Код посилання
<a href="https://ua.patents.su/3-80928-livarna-forma-dlya-vakuumno-formovki.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для вакуумної формовки</a>
Модель для вакуумної формовки
Номер патенту: 80656
Опубліковано: 10.10.2007
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: модель, вакуумної, формовки
Формула / Реферат:
1. Модель для вакуумної формовки, що виготовлена з матеріалу, який легко видаляється, і має порожнини у вигляді каналів, що проходять через ливник і випор, яка відрізняється тим, що канали виконані сполученими з поверхнею моделі і з боку поверхні моделі закриті газопроникними вентами, здатними утримувати пісок.2. Модель за п. 1, яка відрізняється тим, що венти, виготовлені з матеріалу, який легко видаляється.3. Модель за п. 1,...
Ливарна форма для термопластів

Номер патенту: 44081
Опубліковано: 15.01.2002
Автори: Злотенко Борис Миколайович, Синюк Олег Миколайович, Скиба Микола Єгорович
МПК: B29C 45/27
Мітки: ливарна, форма, термопластів
Формула / Реферат:
Ливарна форма для термопластів, яка містить рухому і нерухому півформи, формуючі гнізда, систему регульованого охолодження і розвідні канали ливникової системи, яка відрізняється тим, що в нерухомій півформі установлені з можливістю обмеженого переміщення в напрямку осі форми вставки з антифрикційного матеріалу і металу, які утворюють стінки розвідних ливникових каналів.
Ливарна форма для виготовлення злитка алюмінію
Номер патенту: 66969
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Бондаренко Сергій Вікторович, Левін Павло Борисович
МПК: B22C 9/00
Мітки: виготовлення, алюмінію, ливарна, форма, злитка
Формула / Реферат:
Ливарна форма для виготовлення злитка алюмінію, яка містить корпус з виконаною в ньому порожниною для заливання розплавленого алюмінію, при цьому порожнина виконана трапецієподібної чи іншої геометричної форми зі стінками і дном, яка відрізняється тим, що на дні порожнини ливарної форми виконано не менше двох заглиблень, при цьому згадані заглиблення можуть бути виконані як симетрично до геометричних осей ливарної форми, так і не симетрично...
Ливарна форма для пластмас

Номер патенту: 10263
Опубліковано: 15.11.2005
Автори: Злотенко Борис Миколайович, Кулік Тетяна Ігорівна, Синюк Олег Миколайович
МПК: B29C 45/73
Мітки: форма, пластмас, ливарна
Формула / Реферат:
Ливарна форма для пластмас, що містить формоутворюючі елементи і систему охолодження, виконану у вигляді коаксіально розміщених зовнішньої та внутрішньої вставок з електропровідного матеріалу, з'єднаних між собою поперечними електричними провідниками, матеріал яких забезпечує появу ефекту Пельтьє в місцях їх з'єднання з вставками, яка відрізняється тим, що у внутрішній вставці виконаний отвір, з'єднаний електроізоляційними трубами з насосом...
Ливарна форма для скляного посуду і спосіб її охолодження
Номер патенту: 71910
Опубліковано: 17.01.2005
Автори: Льюіс Дейвід Л., Хемблі Дейвід Л.
МПК: C03B 9/00, C03B 11/12, C03B 11/06
Мітки: форма, спосіб, посуду, ливарна, охолодження, скляного
Формула / Реферат:
1. Ливарна форма для формування скляного посуду, яка містить в собі: принаймні один корпус (6 або 42) з двома протилежними торцями (6а, 6b) та виконаною за одне ціле з ним теплопровідною системою, який має центральну ділянку з поверхнею (7 або 7а) формування для надання форми розплавленому склу і з поздовжньою віссю, яка проходить по поздовжній осі ливарної форми, та периферійну ділянку, що знаходиться в радіальному напрямку назовні відносно...
Попередній патент: Композиція для одержання жорсткого пінополіуретану
Наступний патент: Гетерометальна сіль аквааміноорто-пірофосфату нікелю(іі)-кобальту(іі)
Випадковий патент: Спосіб одержання твердої гербіцидної препаративної форми та її застосування