Спосіб одержання куль, що мелють, та пристрій для їх охолодження

Формула / Реферат
1. Спосіб одержання куль, що мелють, який включає формування куль гарячою деформацією або литвом, їх охолодження у ванні з рідким середовищем і наступний самовідпуск, який відрізняється тим, що охолодження куль у рідкому середовищі здійснюють при їх роздільному одна від одної переміщенні та їх одночасному безупинному обертанні.
2. Спосіб одержання куль, що мелють, за п. 1, який відрізняється тим, що об'єм рідкого середовища складає не менше 0,3 від об'єму ванни.
3. Пристрій для охолодження куль, що мелють, який містить ванну з рідким середовищем, в якій розташований транспортувальний механізм, що має вигляд похилих жолобів та конвеєра для вивантаження куль з ванни, а також завантажувальний і вивантажувальний лотки і ємність для самовідпуску куль, який відрізняється тим, що конвеєр для вивантаження куль виконаний у вигляді шнека, паралельно осі якого розташовано не менше одного обмежувача, а по довжині транспортувального механізму і шнека встановлені колектори, які оснащені спреєрами.
Текст
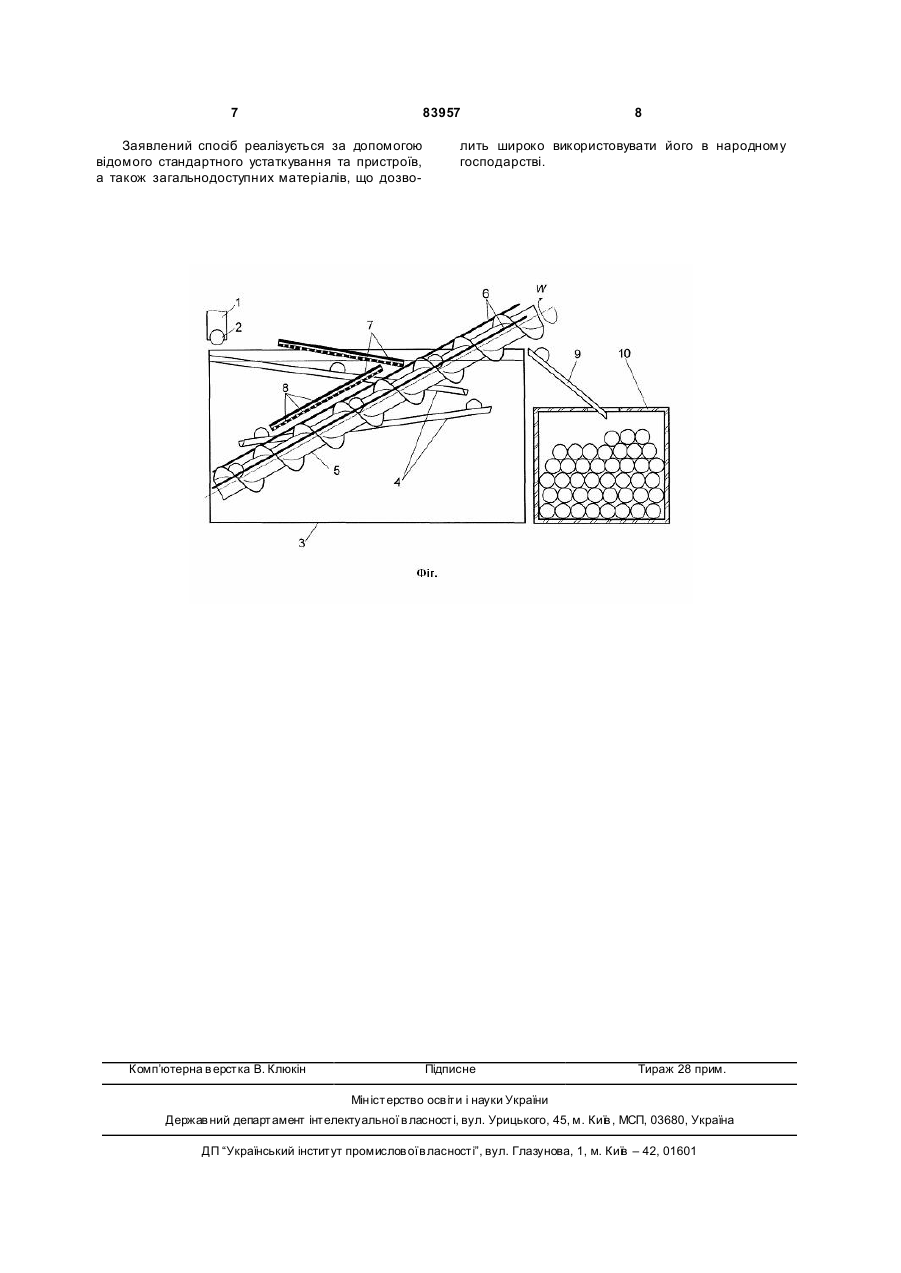
1. Спосіб одержання куль, що мелють, який включає формування куль гарячою деформацією або литвом, їх охолодження у ванні з рідким середовищем і наступний самовідпуск, який відрізня C2 2 (19) 1 3 83957 поверхні куль і знизити схильність до утворення тріщин. Поставлена задача вирішується тим, що в способі одержання куль, що мелють, який включає формування куль гарячою деформацією або литвом, їх о холодження у ванні з рідким середовищем, і наступний самовідпуск, новим, відповідно до технічного рішення, є те, що о холодження куль у рідкому середовищі здійснюють при їх роздільному один від одного переміщенні та одночасному безупинному обертанні куль. Новим є також те, що об'єм рідкого середовища складає не менше 0,3 від об'єму ванни. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак і результатом, що досягається, полягає в такому. Роздільне один від одного переміщення куль у рідкому середовищі при одночасному безупинному їх обертанні протягом усього процесу охолодження куль здійснюється подачею куль у рідке середовище з часовим інтервалом, а також впливом на поверхню куль спрямованим струменем рідини. Це сприяє рівномірному ефективному тепловідводу з поверхні куль. Зміна об'єму рідкого середовища у ванні для охолодження куль дозволить в широких межах регулювати оптимальний час охолодження, і тим самим одержати високі фізико-механічні властивості куль. При об'ємі рідкого середовища в охолодній ванні менше 0,3 її об'єму час перебування куль у рідкому середовищі є недостатнім, що призводить до зниження фізико-механічних характеристик куль. Для реалізації способу одержання куль, що мелють, відомий пристрій для охолодження куль, що мелють, який містить ванну з розташованими в ній транспортувальним механізмом у вигляді похилих жолобів, і конвеєром для вивантаження куль з ванни, а також завантажувальний і вивантажувальний лотки, і ємність для самовідпуска куль [див. Ю.А. Башнин, «Технология термической обработки», М., Металлургия, 1986г., стр. 198]. У відомому пристрої транспортувальний механізм виконаний у вигляді похилого жолоба, а пристрій для виводу і куль - у вигляді ковшового конвеєра. Недоліком відомого пристрою є низька швидкість охолодження, нерівномірне охолодження поверхні куль, викликане неорганізованим відводом «парової сорочки» з поверхні куль, що приводить до значної нерівномірності твердості, а також до виникнення залишкових напруг першого порядку, які призводять до формування тріщин та зниження стійкості проти удару. Виконання пристрою для розвантаження куль у вигляді похилого ковшового конвеєра призводить до того, що в кожному з ковшів конвеєра збирається велика кількість куль (до п'яти і більше). При цьому порушуються умови теплопередачі і тепловідводу в локальних об'ємах металу в місцях зіткнення куль, що призводить до нерівномірної твердості по поверхні куль, що мелють. Крім того, оскільки у відомому пристрої процес охолодження проводять у відносно спокійному охолодному середовищі, неможливо регулювати час перебування кулі в охолодному середовищі та інтенсивність тепловідводу, а також фазові та структурні пере 4 творення в металі. Все це призводить до утворення тріщин на поверхні куль та зниження експлуатаційних властивостей куль, що мелють. В основу винаходу поставлена задача удосконалення пристрою для охолодження куль, що мелють, при якому використання нових вузлів та елементів, які забезпечують оптимізацію швидкості охолодження куль в температурному інтервалі найменшої тривкості аустеніту, а також рівномірний тепловідвід з поверхні куль, що дозволяє підвищити рівномірність твердості по поверхні куль і знизити схильність до утворення тріщин. Поставлена задача вирішується тим, що в пристрої для реалізації способу, який містить ванну з розташованими в ній транспортувальним механізмом у вигляді похилих жолобів, і конвеєром для вивантаження куль з ванни, а також завантажувальний і вивантажувальний лотки, і ємність для самовідпуска куль, новим, відповідно до технічного рішення, є те, що конвеєр для розвантаження куль виконаний у вигляді шнека, паралельно осі якого розташовано не менше одного обмежувача, а по довжині транспортувального механізму і шнека встановлені колектори, які оснащені спреєрами. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак і результатом, що досягається, полягає в такому. Виконання конвеєра для розвантаження куль у вигляді шнека забезпечує примусове обертальне прямування куль в охолодному рідкому середовищі та роздільне один від одного їх переміщення, що сприяє рівномірному ефективному тепловідводу з поверхні куль, і тим самим забезпечує стабільність механічних властивостей кулі по всій поверхні. Розміщення обмежувачів уздовж шнека чинить підпірну дію на кулі при їх висхідному прямуванні в охолодному середовищі по гвинтовій поверхні конвеєра, що забезпечує спрямоване стійке пересування куль у рідкому середовищі. Установка вздовж транспортувального пристрою та шнека колекторів, оснащених спреєрами, дозволяє створити інтенсивну циркуляцію охолодного рідкого середовища на поверхні куль, завдяки якому відбувається видалення «парової сорочки» з їх поверхні і сполучення додаткового обертання кулям, що мелють. В результаті цього забезпечується стабільна температура стичного з кулями охолодного середовища, а також можливість регулювання швидкості охолодження куль протягом усього процесу їх переміщення через рідшеє середовище, та тим самим забезпечується оптимальна температура охолодження в температурному інтервалі тривкості аустеніту. Це дозволить забезпечити рівномірність механічних властивостей по поверхні куль і стійкість їх до трі щиноутворення. На Фіг. схематично зображений пристрій для охолодження куль, що мелють, який використовується при реалізації способу одержання куль, що мелють. Пристрій складається з завантажувального лотка 1 для подачі куль 2 у ванну 3 із рідким охолодним середовищем, у якому розташований транспортувальний пристрій, виконаний у вигляді похилих жолобів 4, та шнека 5. Уздовж шнека 5 паралельно його подовжній осі розміщені два об 5 83957 межувача 6, виконані у вигляді металевих рейок, закріплені на несучому корпусі шнека 5. Кількість обмежувачів 6 залежить від діаметра куль, що мелють. По довжині похилих жолобів 4, а також шнека 5 встановлено колектори 7, оснащені спреєрами 8. Колектори 7 за допомогою кронштейнів прикріплені до жолобів 4 та несучого корпусу шнека 5. У верхній частині ванни 3 на виході шнека 5 розміщений вивантажувальний лоток 9, вихід якого сполучений з приймальною ємністю 10 для самовідпуску куль. Спосіб одержання куль, що мелють здійснюється таким чином. Кулі 2 одержують шляхом гарячої деформації, наприклад, куванням на пресі ГШКП-1600, прокатуванням на кульопрокатному стані ШПС або кокільним литвом. Потім кулі 2 із температурою нагрівання 800-1000°С за допомогою завантажувального лотка 1 з деяким часовим інтервалом подають у ванну 3 з рідким охолодним середовищем, наприклад, водою, олією та ін. Кулі 2 окремо одна від одної переміщаються в рідкому і охолодному середовищі по похилих жолобах 4. Одночасно в момент подачі куль 2 у ванну 3 з рідким охолодним середовищем додатково через спреєри 8 колекторів 7 на поверхню куль 2 спрямовують потік рідини у вигляді струменів. Подачу струменів рідини здійснюють перпендикулярно траєкторії прямування куль 2. Швидкість обертання шнека 5, а також швидкість подачі рідини розраховують у залежності від діаметра куль 2 і їх хімічного складу. Кулі 2 з похилого жолоба 4 захоплюються гвинтовою обертовою поверхнею шнека 5 і транспортуються в вивантажувальний лоток 9, з якого кулі 2 подаються до приймальної ємності 10 для самовідпуска. Температура куль 2 на виході з ванни 3 складає 20-250°С. Температура куль 2 наприкінці охолодження залежить від хімічного складу сталі. У приймальній ємності 10 здійснюють самовідпуск куль 2 відомими способами при швидкості їх о холодження не більше 30°С за годину. Об'єм рідкого середовища у ванні 3 визначається експериментальним шляхом і складає не менше 0,3 від об'єму ванни. Приклад 1 Кулі діаметром 80мм з вуглецевої доевтектоїдної сталі марки 65Г, які отримані куванням та 6 мають температур у 800°С, охолоджують у ванні з водою до температури 200°С. Об'єм води у ванні складає 0,7 від об'єму ванни, окружна швидкість обертання куль при переміщенні в рідкому середовищі склала 0,5-5,0с-1. Самовідпуск куль здійснювали протягом 12 годин. Приклад 2 Кулі діаметром 60мм з вуглецевої доевтектоїдної сталі марки Р74, які отримані прокатуванням та мають температуру 800°С, охолоджують у ванні з водою до температури 200°С. Об'єм води у ванні складає 0,5 від об'єму ванни, окружна швидкість обертання куль при переміщенні в рідкому середовищі склала 0,5-5,0с-1. Самовідпуск куль здійснювали протягом 12 годин. Приклад 3 Кулі діаметром 80мм з вуглецевої заевтектоїдної сталі, які містять 1,2% вуглецю і 3,5% марганцю, отримані литвом та мають температуру 950°С, охолоджують у ванні з олією до температури 90°С. Об'єм олії у ванні складає 1,0 від об'єму ванни, окружна швидкість обертання куль при переміщенні в рідкому середовищі склала 1,5-5,0с-1. Самовідпуск куль здійснювали протягом 6 годин. Приклад 4 Кулі діаметром 60мм з вуглецевої доевтектоїдної сталі марки 65Г, які отримані куванням та мають температур у 800°С, охолоджують у ванні з водою до температури 200°С. Об'єм води у ванні складає 0,2 від об'єму ванни, окружна швидкість обертання куль при переміщенні в рідкому середовищі склала 0,5-5,0с-1. Об'єм води у ванні не забезпечує охолодження куль зі швидкістю вище критичної. Структура куль являє собою перліт, який не забезпечує необхідних механічних властивостей куль, що мелють. Аналогічно з запропонованих марок сталі були виготовлені кулі, що мелють, отримані з використанням способу та пристрою для реалізації способу о холодження куль, взяті в якості прототипів (за прототипом). Отримані кулі, що мелють, піддавали експлуатаційним випробуванням у кульовому млині. Після експлуатації кулі досліджували на тріщиностійкість та рівномірність твердості по поверхні куль. Отримані результати наведені в таблиці. Таблиця Спосіб обробки Заявлений За прототипом № приклада 1 2 3 1 2 3 Рівномірність твердості по поверхні куль Тріщиностійкість, (кількість (кількість куль неправильної форми після розколотих куль після 100 100 годин експлуатації), % годин експлуатації), % 2,0 2,0 1,0 1,0 2,0 1,0 28,0 35,0 17,0 32,0 25,0 12,0 Аналіз отриманих результатів показав, що кулі, що мелють, які були отримані заявленим способом з використанням заявленого пристрою, мають більш високі показники (у порівнянні з прототипом) за всіма дослідними параметрами: низьку тріщиностійкість, а також менший знос, що забезпечує зниження питомих витрат куль та здешевлення виробництва виробів. 7 83957 Заявлений спосіб реалізується за допомогою відомого стандартного устаткування та пристроїв, а також загальнодоступних матеріалів, що дозво Комп’ютерна в ерстка В. Клюкін 8 лить широко використовувати його в народному господарстві. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining of grinding balls and device for cooling thereof
Автори англійськоюBrykov Mykhailo Mykolaiovych
Назва патенту російськоюСпособ получения мелюших шаров и устройство для их охлаждения
Автори російськоюБрыков Михаил Николаевич
МПК / Мітки
МПК: C21D 1/62, C21D 9/36, B02C 17/20
Мітки: куль, одержання, спосіб, охолодження, пристрій, мелють
Код посилання
<a href="https://ua.patents.su/4-83957-sposib-oderzhannya-kul-shho-melyut-ta-pristrijj-dlya-kh-okholodzhennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання куль, що мелють, та пристрій для їх охолодження</a>
Пристрій для охолодження молольних куль
Номер патенту: 28994
Опубліковано: 25.12.2007
Автор: Бриков Михайло Миколайович
МПК: C21D 9/36
Мітки: охолодження, молольних, пристрій, куль
Формула / Реферат:
Пристрій для охолодження молольних куль, що містить ванну з розташованими в ній транспортувальним механізмом у вигляді похилих жолобів і конвеєром для вивантаження куль з ванни, а також завантажувальний і вивантажувальний лотки, і ємність для самовідпуску куль, який відрізняється тим, що конвеєр для розвантаження куль виконаний у вигляді шнека, паралельно осі якого розташовано щонайменше один обмежувач, а по довжині транспортувального...
Спосіб одержання молольних куль
Номер патенту: 28744
Опубліковано: 25.12.2007
Автор: Бриков Михайло Миколайович
МПК: C21D 9/36
Мітки: куль, молольних, одержання, спосіб
Формула / Реферат:
1. Спосіб одержання молольних куль, який включає формування куль гарячою деформацією або литвом, їх охолодження у ванні з рідким середовищем і наступний самовідпуск, який відрізняється тим, що охолодження куль у рідкому середовищі здійснюють при їх роздільному один від одного переміщенні та одночасному безупинному обертанні куль.2. Спосіб за п. 1, який відрізняється тим, що об'єм рідкого середовища складає не менше 0,3 від об'єму...
Сталь для куль, які мелють
Номер патенту: 10414
Опубліковано: 25.12.1996
Автори: Вісторовський Микола Трохимович, Тихонюк Леонід Сергійович, Грімані Євген Вітальович, Ткаченко Федір Костянтинович, Тихонюк Сергій Леонідович, Ворона Микола Миколайович, Сахно Валерій Олександрович, Єфременко Василь Георгійович, Гуджен Федір Ілліч, Дегтярьов Сергій Іванович
МПК: C22C 38/04, C22C 38/24
Формула / Реферат:
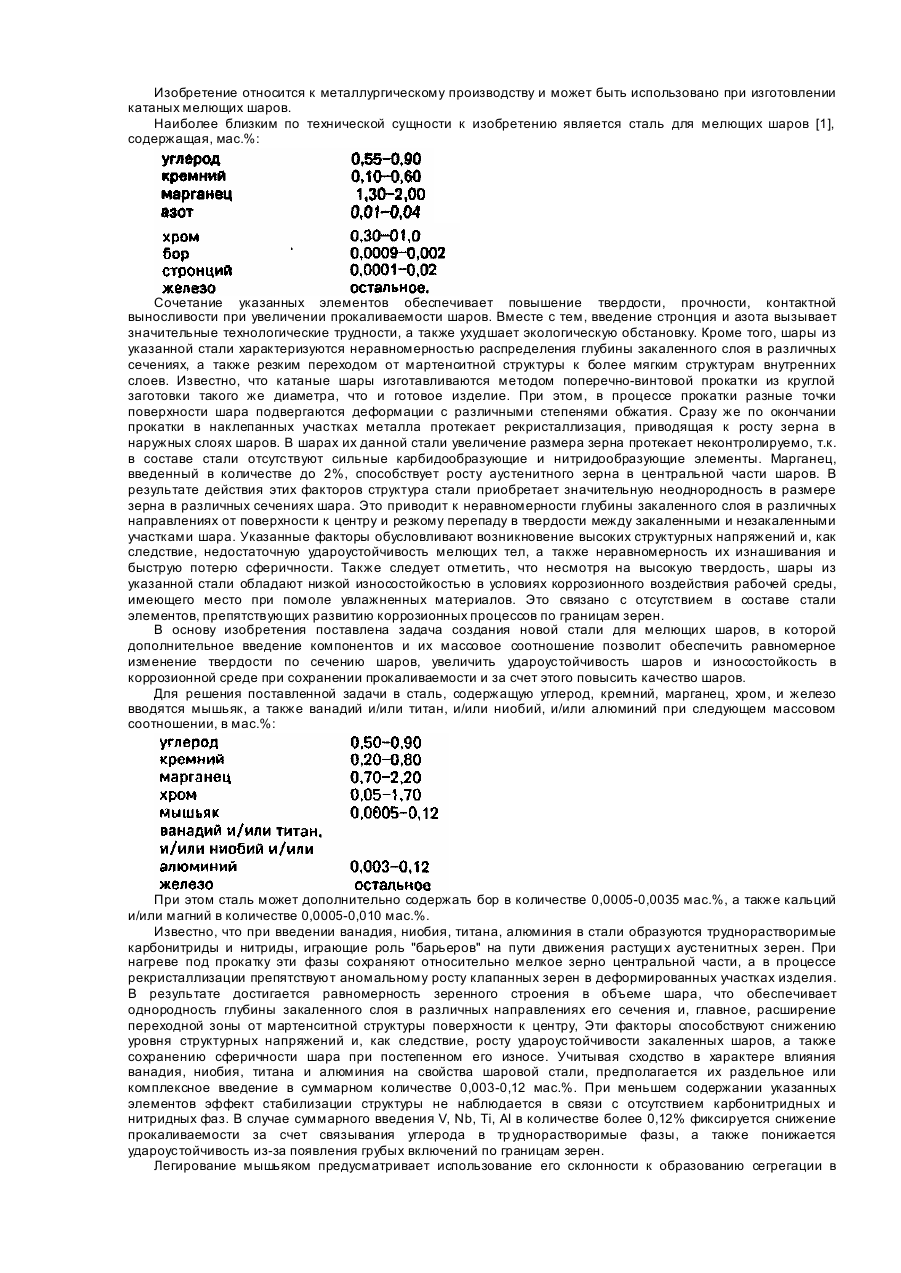
1. Сталь для мелющих шаров, содержащая углерод, кремний, марганец, хром и железо, отличающаяся тем, что дополнительно содержит мышьяк, ванадий и/или титан, и/или ниобий, и/или алюминий при следующем соотношении компонентов, мас.%:углерод 0,50-0,90кремний 0,20-0,80марганец...
Сталь для куль, які мелють
Номер патенту: 29721
Опубліковано: 15.11.2000
Автори: Клягін Станіслав Сергійович, Єфременко Василь Георгійович, Ворона Микола Миколайович, Рубан Владислав Йосипович, Носоченко Олег Васильйович, Тихонюк Леонід Сергійович, Тихонюк Сергій Леонідович, Грімані Євген Віталійович, Ремпель Олександр Генріхович, Курдюков Анатолій Андрійович, Ткаченко Федір Констянтинович, Дегтярьов Сергій Іванович
МПК: C22C 38/04, C22C 38/24
Текст:
...закалки уменьшается и составляет не более (0,10-0,15)R, что снижает эксплуатационную стойкость шаров. В случае увеличения соотношения более 0,190 наблюдается сквозная прокаливаемость шаров, приводящая к массовым растрескиваниям изделий в процессе проведения термической обработки. При содержании Si, Мn, Сr, Ni, Мо меньше, чем 0,15; 0,40; 0,005; 0,001; 0,001% соответственно не достигается эффект комплексного повышения прокаливаемости, и...
Пристрій для обробки куль
Номер патенту: 34322
Опубліковано: 15.02.2001
Автори: Шепелєв Анатолій Олександрович, Пасічний Олег Олегович
МПК: B24B 11/00
Мітки: пристрій, обробки, куль
Текст:
...для обробки куль за п. 2 формули винаходу. Пристрій для обробки кут (фіг. 1) містить верхній 1 та нижній 2 диски, які встановлені з ексцентриситетом e, і притискне самоустановне кільце 3, яке розташоване концентричне верхньому диску 1, за умов створення між направленими одна до одної боковими поверхнями притискного кільця 3 та верхнього диску 1 напрямного пазу, призначеного для розміщення в ньому куль 4 з виступанням, що звужується у...
Попередній патент: Спосіб одержання засобу з анаболічною активністю
Наступний патент: Спосіб одержання ефірів карбонових кислот
Випадковий патент: Спосіб одержання спученого графіту