Плунжерний гідростат
Номер патенту: 83966
Опубліковано: 26.08.2008

Формула / Реферат
Плунжерний гідростат, який містить контейнер високого тиску з робочою рідиною, виконаний з кільцевими канавками на торці й каналом плунжер, перфоровану обойму з розміщеною в ній еластичною оболонкою, що повторює форму перфорованої обойми, і заготовку з відкритим верхнім торцем і відбортуванням, розміщеними вище верхнього торця контейнера високого тиску, встановлену між дном контейнера і відбортуванням пружину, який відрізняється тим, що перфорована обойма виконана у вигляді труби і коаксіального, встановленого в ній догори дном тонкостінного стакана, що мають у нижній частині спільне кільцеве днище, причому дно стакана розташоване нижче верхнього торця труби на 1,1-1,2 величини осьової усадки заготовки, діаметральний розмір еластичної оболонки, що формує внутрішню порожнину заготовки, має величину, меншу ніж величина отвору вихідної заготовки на 1,1-1,2 величини усадки при гідростатичному ущільненні, крім того, канал плунжера з'єднаний із вакуумною системою.
Текст
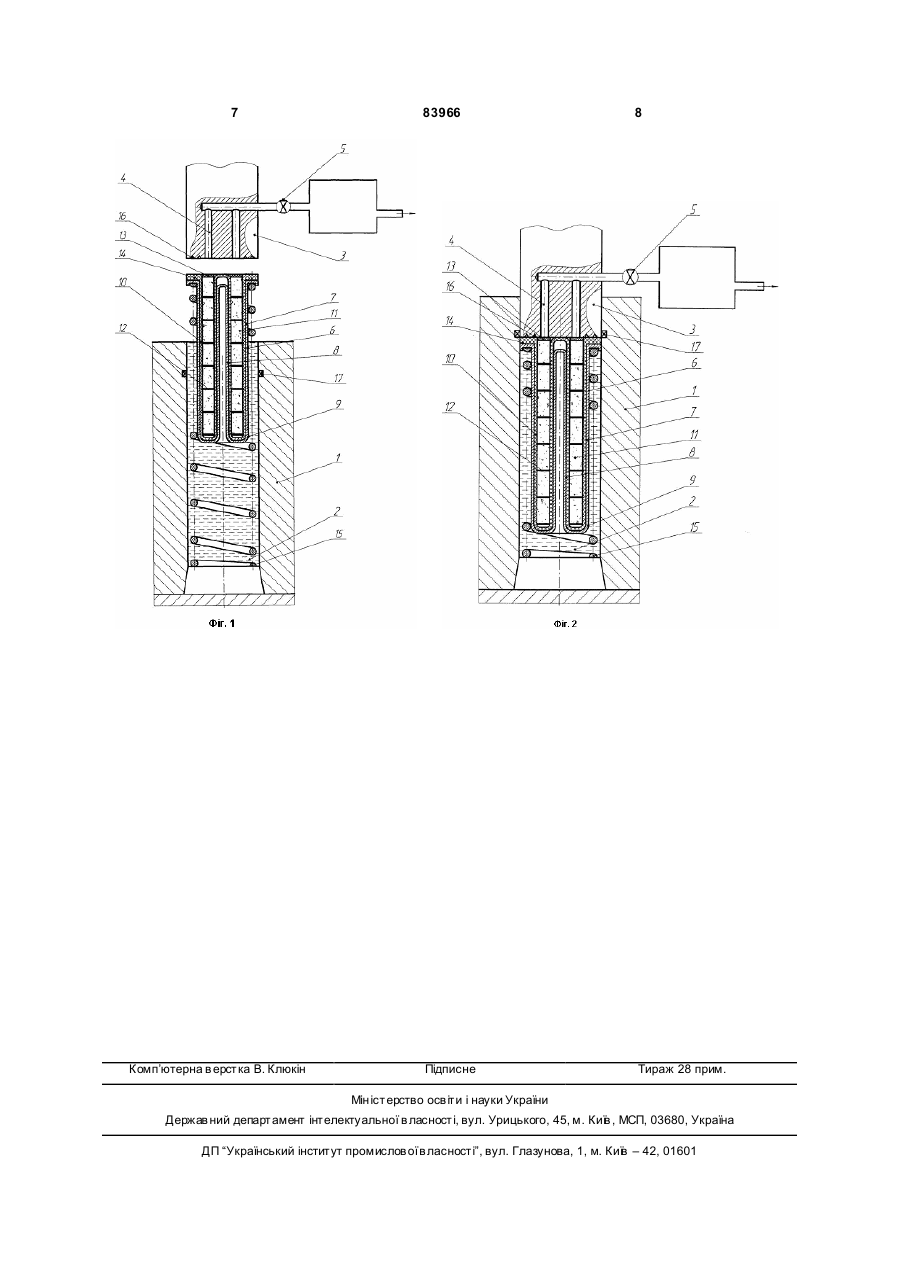
Плунжерний гідростат, який містить контейнер високого тиску з робочою рідиною, виконаний з C2 2 (19) 1 3 83966 останніх. Плунжер виконаний з кільцевими канавками на торці і каналом для відводу газів, а пружина встановлена між дном контейнера і відбортуванням обойми з охватом останньої, при цьому верхній торець обойми у ви хідному положенні розміщений вище верхнього торця контейнера. Описаний пристрій призначений для ущільнення циліндричної пористої порошкової заготовки, але не придатний для ущільнення заготовки з осьовою порожниною, наприклад, втулки. Крім того, воно не забезпечує повної дегазації виробу, тому що дегазація відбувається в процесі ущільнення. Тому в деяких ділянках об'єму виробу можливе виникнення закритої пористості, що, при наступному спіканні призведе до появи дефектів у вигляді тріщин і розшарувань, тобто до зниження якості виробу. Крім того, даний пристрій дозволяє за один цикл ущільнювати одну заготовку, що підвищує тр удомісткість і витрати матеріалу робітничого середовища гідростата. В основу винаходу поставлена задача вдосконалення плунжерного гідростата шляхом зміни конструкції обойми. За рахунок цього забезпечується можливість одержання заготовок із наскрізним отвором високої якості. Поставлена задача вирішується тим, що в плунжерному гідростаті, який містить контейнер високого тиску, плунжер, виконаний з кільцевими канавками на торці і каналом, перфоровану обойму з розміщеною в ній еластичною оболонкою, що повторює форму обойми й заготовку, з відкритим верхнім торцем і відбортуванням, розміщеними вище вер хнього торця контейнера, пружину встановлену між дном контейнера і відбортуванням , відповідно до винаходу, обойма виконана у вигляді труби і коаксіального, встановленого в ній догори дном тонкостінного стакана, що мають у нижній частині спільне кільцеве днище, причому дно стакана розташоване нижче верхнього торця труби на 1,1-1,2 величини осьової усадки заготовки, діаметральний розмір оболонки, що формує внутрішню порожнину заготовки, має величину меншу ніж величина отвору вихідної заготовки на 1,1-1,2 величини усадки при гідростатичному ущільненні, крім того, канал плунжера з'єднаний із вакуумною системою. Ознака, що полягає у виконанні обойми у вигляді труби і коаксіального, встановленого в ній догори дном тонкостінного стакана, які мають у нижній частині спільне кільцеве днище дозволяє ущільнювати пористі заготовки зі складною зовнішньою і внутрішньою поверхнею. Крім того, дозволяє передавати тиск, як із зовнішньої сторони заготовок, що ущільнюються, так і з боку центрального отвору, а також забезпечує в осьовому напрямку всебічний нерівномірний стиск, який дає можливість досягати в заготовках, що ущільнюються, більш рівномірну щільність. Виконання діаметрального розміру оболонки, що формує вн утрішню порожнину заготовки, що має величину менш ніж величина отвору вихідної заготовки на 1,1-1,2 величини усадки при гідростатичному ущільненні гарантує збереження зазору між оболонкою й отвором ущільненої заготовки, та 4 забезпечує вільне витягання заготовок після обтиснення. З'єднання каналу плунжера із вакуумною системою дозволяє перед гідростатичним ущільненням проводити вакуумування заготовки яка ущільнюється, що забезпечує високу якість заготовок. На Фіг.1 зображений гідростат у ви хідному положенні, загальний вид. На Фіг.2 - те ж, у робочому положенні (після закінчення процесу ущільнення). Плунжерний гідростат містить контейнер 1 високого тиску з робочою рідиною. Для створення в камері 2 високого тиску гідростат включає плунжер 3, у якому виконаний канал 4, з'єднаний з вакуумною системою трубопроводом із триходовим краном 5, що забезпечує залишковий вакуум 1* 104МПа. У контейнер 1 вмонтована перфорована обойма 6, яка виконана у вигляді труби 7 і коаксіального, встановленого в ній догори дном тонкостінного стакана 8, які мають у нижній частині спільне кільцеве днище 9. У перфорованій обоймі 6 розташована еластична оболонка 10, що повторює форму обойми, і заготовки 11, які розділені між собою кільцевими плоскими прокладками 12. Між торцем плунжера 3 і заготовками 11 розміщена перфорована прокладка 13. Оболонка 10 виконана відкритою з верхньої сторони і має відбортування 14, яким вона опирається на пружину 15, встановлену на дні контейнера 1. Верхній торець оболонки 10 у ви хідному положенні виступає над контейнером 1 на 10-20мм. На торці плунжера 3 виконані канавки 16, що забезпечують надійне ущільнення. У контейнері 1 є стаціонарне ущільнення 17. Гідростат призначений для ущільнення попередньо сформованих заготовок, які мають наскрізний отвір, круглий або фасонний з постійним перерізом уздовж його осі, методом гідростатичного пресування. Гідростат працює в такий спосіб. Попередньо сформовані пористі заготовки 11 завантажують в обойму 6 з еластичною оболонкою 10, розділяючи їх кільцевими плоскими прокладками 12, крім того, між торцем плунжера і заготовками розташовують пористу прокладку 13, яка заповнює об'єм, що залишився в оболонці і забезпечує вакуумування. Прес включають на робочий хід. Плунжер 3 при вході в робочий канал контейнера контактує із дном тонкостінного стакана 8, покритого еластичною оболонкою 10, стискає пружину 15 і занурює оболонку із заготівками в робочу рідину. При вході плунжера 3 в ущільнювальний вузол прес зупиняється, під дією зусилля пружини 15, відбувається герметизація внутрішнього об'єму оболонки 10. У момент зупинки преса триходовий кран 5, перемикається і внутрішній об'єм оболонки 10 сполучається із вакуумною системою, у результаті чого відбувається вакуумування заготовок 11 і додаткове ущільнення об'єму оболонки 10 і її щільне прилягання до заготовок 11. Прес знову включають на робочий хід, при цьому плунжер впливає на робочу рідину, і створює у камері тиск заданої величини, у результаті чого відбувається ущільнення заготовок. У зв'язку з тим, що заготовки 11 піддаються всебічному нерівномірному стис 5 83966 ку, забезпечується більш однорідна величина щільності заготовок 11. Прес перемикають на зворотний хід, і плунжер З вертається у вихідне положення. Оболонка 10 з ущільненими заготовками 11, під дією пружини 15, виходить із робочого каналу контейнера 1. Триходовий кран 5 перемикають і відсікають оболонку 10 від вакуумної системи, одночасно з цим з'єднуючи її із атмосферою, при цьому відбувається розгерметизація оболонки 10. Плунжер 3 відводять від осі контейнера 1, вивантажують заготовки 11 з оболонки 10 і завантажують нові, плунжер 3 переміщають у вихідне положення і цикл повторюють. Наявність оболонки 10, яка дозволяє передавати тиск, як із зовнішньої сторони заготовок, що ущільнюються, так і з боку центрального отвору, а також в осьовому напрямку забезпечує всебічний нерівномірний стиск, який дає можливість досягти в заготовках більш рівномірну щільність. Це у свою чергу забезпечує більш однорідну усадку при спіканні й тим самим знижує до мінімуму появу тріщин. Крім того, такий пристрій дає можливість ущільнювати пористі заготовки зі складною зовнішньою і внутрішньою поверхнею. При цьому оболонка повинна бути виконана із зовнішньою поверхнею, що відповідає за формою і розмірами заготовці, що ущільнюється, а поверхня оболонки, що формує внутрішню поверхню, виконують подібною за формою, але з розмірами меншими на 1,1-1,2 від величини усадки при гідростатичному ущільненні для того, щоб заготовки після ущільнення вільно вивантажувалися. Таким чином, пристрій що заявляється дозволяє підвищити продуктивність процесу ущільнення попередньо сформованих пористих заготовок за 6 рахунок виключення операції їхньої герметизації й наступної розгерметизації, при цьому забезпечується більш однорідна величина щільності заготовок. За рахунок відсутності контакту заготовок із робочою рідиною зменшується її витрата, і процес гідростатичної допресування стає екологічно чистим, і дозволяє поліпшити умови праці. Приклад Проводили ущільнення заготовок 11 роликів, попередньо сформованих з порошку карбідосталі методом вакуумтермічного формування із наступними розмірами: зовнішній діаметр - 62мм, діаметр отвору - 35мм, висота - 30мм. Заготовки 11 набирали пакетом по 5 шт. на спеціальному пристосуванні, перекладаючи їх паперовими прокладками 12, і завантажували в еластичн у гумову оболонку 10, розташовану у контейнері 1, в об'єм перфорованої оболонки, що залишився поміщали фетрову кільцеву прокладку 13. Внутрішній діаметр оболонки рівнявся 63мм, діаметр оболонки, що формує отвір - 30мм. Після навантаження заготовок тиском, рівним 4кбар вони мали наступні розміри: зовнішній діаметр - 56мм, внутрішній діаметр - 32мм, висота - 27,5мм. Відносна щільність отриманих заготовок рівнялася 82 %. Плунжерний гідростат, що заявляється, дозволяє ущільнювати, попередньо сформовані порошкові заготовки методом гідростатичного пресування, який дозволяє забезпечити високу якість заготовок за рахунок їхньої однорідної щільності. Це у свою чергу дозволяє уникнути дефектів в одержуваних заготовках у вигляді тріщин і пор при їхньому наступному спіканні. 7 Комп’ютерна в ерстка В. Клюкін 83966 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPlunger hydrostat
Автори англійськоюAlekseev Volodymyr Pavlovych, Darda Yurii Antonovych
Назва патенту російськоюПлунжерный гидростат
Автори російськоюАлексеев Владимир Павлович, Дарда Юрий Антонович
МПК / Мітки
МПК: B22F 5/12, B22F 5/10, B22F 3/04, B30B 15/06, B30B 15/02
Мітки: гідростат, плунжерний
Код посилання
<a href="https://ua.patents.su/4-83966-plunzhernijj-gidrostat.html" target="_blank" rel="follow" title="База патентів України">Плунжерний гідростат</a>
Гідростат
Номер патенту: 28680
Опубліковано: 16.10.2000
Автори: Варюхін Віктор Миколайович, Білошенко Віктор Олександрович, Слободіна Віра Глібовна, Шепель Володимир Михайлович
МПК: B30B 9/00, B30B 11/00
Мітки: гідростат
Формула / Реферат:
1. Гідростат, який містить раму, контейнер з циліндричними стінками, шток для створення тиску, який установлено з можливістю переміщення відносно контейнера, та силовий орган, який відрізняється тим, що гідростату надається кришка, нижня плита та шпильки для утримання кришки відносно нижньої плити, кришка гідростату зроблена з радіальними пазами для розміщення в них шпильок, нижня плита зроблена з отворами для шпильок, що мають форму...
Плунжерний насос
Номер патенту: 12481
Опубліковано: 15.02.2006
Автори: Чайков Євген Михайлович, Косарєв Василь Васильович, Железняков Микола Трохимович
МПК: F04B 9/02
Мітки: насос, плунжерний
Формула / Реферат:
1. Плунжерний насос, що має корпус з отвором, у який встановлені плунжер з поворотною пружиною, який відрізняється тим, що він оснащений додатковим елементом, зв'язаним з корпусом або із сполученою з ним деталлю, з можливістю зворотно-поступального переміщення відносно корпусу в контакті з кінцем плунжера.2. Насос за п. 1, який відрізняється тим, що додатковий елемент виконаний у вигляді щонайменше одного стержня, встановленого одним...
Вбудований гідроциліндр плунжерний
Номер патенту: 30265
Опубліковано: 25.02.2008
Автори: Д'ячков Володимир Володимирович, Пасічник Олександр Володимирович, Глушенко Петро Петрович
МПК: A01B 63/10
Мітки: гідроциліндр, плунжерний, вбудований
Формула / Реферат:
Вбудований гідроциліндр плунжерний, що складається з гільзи, плунжера, маслопідвідного пристрою, гумових кілець, який відрізняється тим, що плунжер об’єднаний з маслопідвідним пристроєм в одну деталь, на зовнішній поверхні якої розташовано металеве упорне кільце, а з боку від центральної осі гідроциліндра встановлений штифт, причому одним кінцем - в глухому отворі плунжера, а другим - в денці гільзи, та між рухомими частинами: плунжером і...
Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок
Номер патенту: 66905
Опубліковано: 15.06.2004
Автори: КРАВЦОВ Владлен Васильович, Купін Володимир Миколайович
МПК: B22D 41/50, B22D 11/10
Мітки: спосіб, стакана, заготовок, запобігання, лиття, живильного, заростанню, безперервного
Формула / Реферат:
1. Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок, який відрізняється тим, що запобігання заростанню живильного стакана виконують шляхом періодичної зворотної подачі заготовки до виходу її за межі живильного стакана з боку надходження в живильний стакан розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що зворотну подачу заготовки виконують в імпульсному режимі з частотою імпульсів в...
Вакуумний плунжерний насос з масляним ущільненням
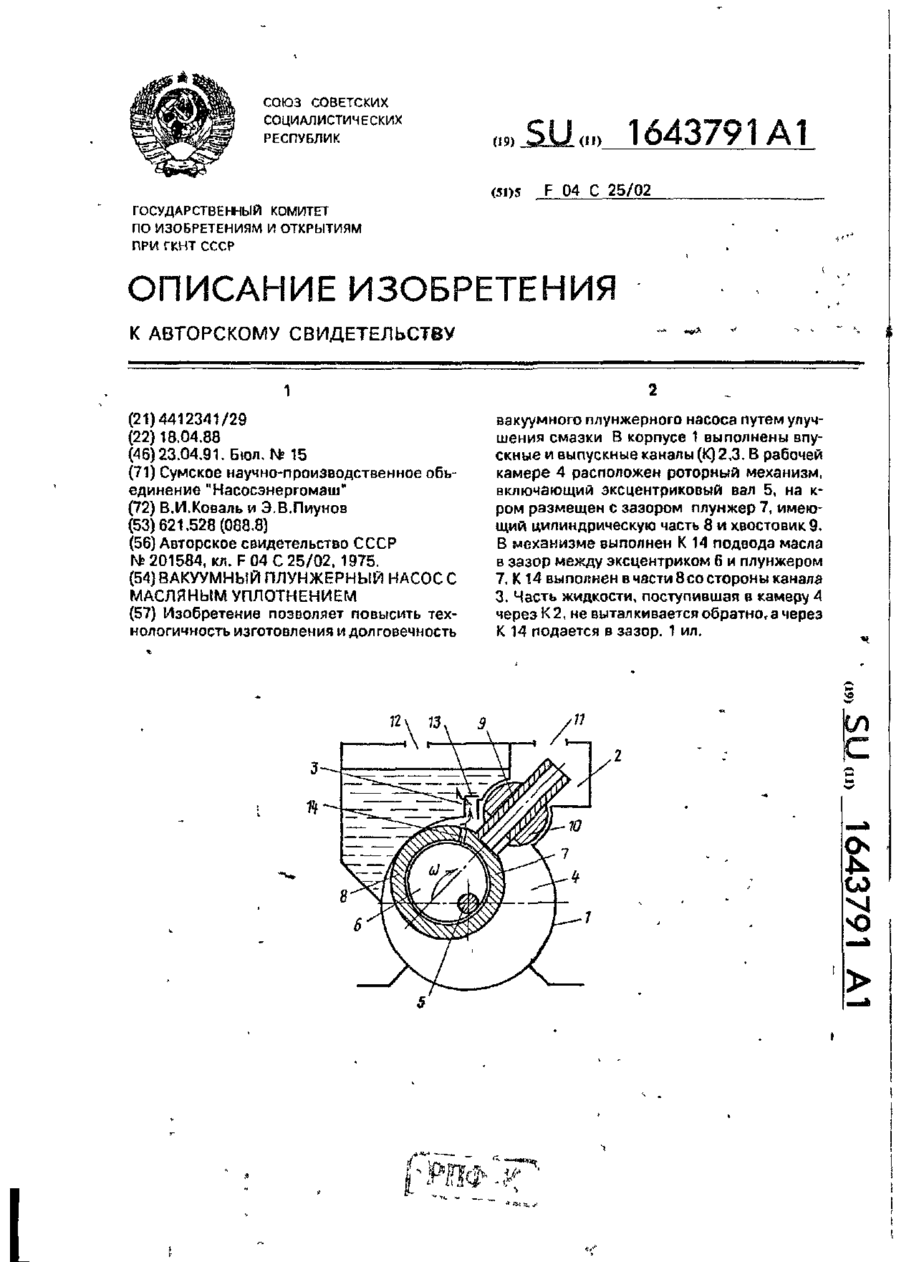
Номер патенту: 4891
Опубліковано: 28.12.1994
Автори: Коваль Віктор Ільїч, Піунов Едуард Вікторович
МПК: F04C 25/00
Мітки: плунжерний, ущільненням, вакуумний, насос, масляним
Формула / Реферат:
Вакуумный плунжерный насос с масляным уплотнением, содержащий корпус с впускным и выпускным каналами, рабочую камеру, в которой расположен роторный механизм, включающий эксцентриковый вал и размещенный на нем с зазором плунжер, имеющий цилиндрическую часть и хвостовик, причем в роторном механизме выполнен канал подвода масла в зазор между эксцентриком и плунжером, отличающийся тем, что, с целью повышения технологичности изготовления и...
Попередній патент: Спосіб термічної обробки виробів з залізовуглецевих сплавів
Наступний патент: Спосіб одержання концентрованих заквасок термофільних молочних стрептококів прямого внесення для молочних продуктів
Випадковий патент: Спосіб визначення концентрації оксіетильованих поліолів в суспензії еритроцитів після кріоконсервування