Спосіб термічної обробки виробів з залізовуглецевих сплавів
Номер патенту: 83965
Опубліковано: 26.08.2008
Автори: Нестеренко Анатолій Михайлович, Левченко Геннадій Васильович, Бобирь Світлана Андріївна, Бобирь Сергій Володимирович
Формула / Реферат
Спосіб термічної обробки виробів з залізовуглецевих сплавів, який включає їх нагрівання до температури аустенізації 850-1000 °С, витримку при цій температурі, гартування та відпуск, який відрізняється тим, що витримку при температурі аустенізації проводять протягом 30-60 хвилин, гартування виконують диспергованою повітряно-водяною сумішшю з регламентованою швидкістю охолодження 3,0-6,0 °С/с до температури поверхні виробу 80-250 °С, а відпуск здійснюють за рахунок внутрішнього тепла виробу.
Текст
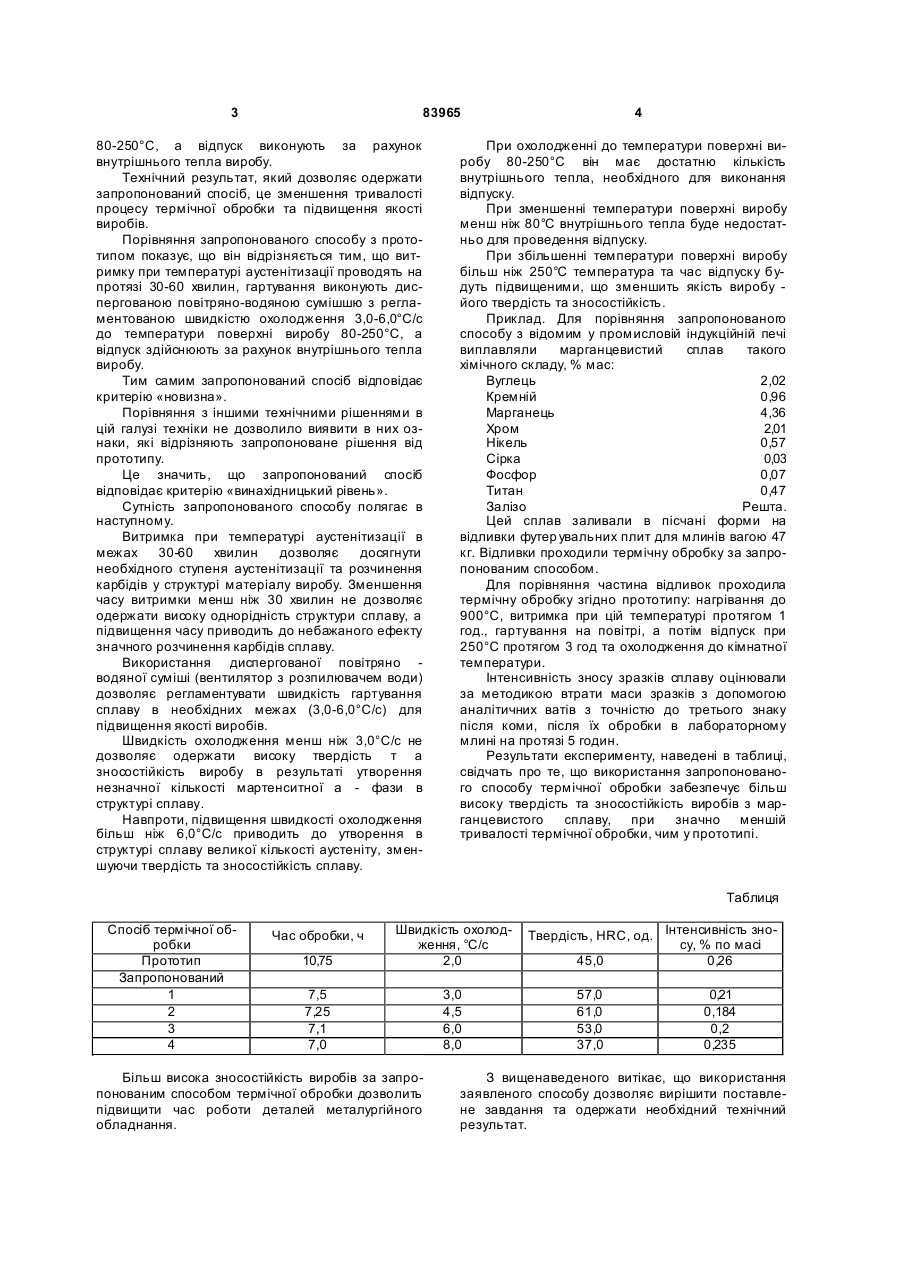
Спосіб термічної обробки виробів з залізовуглецевих сплавів, який включає їх нагрівання до температури аустенізації 850-1000 °С, витримку при цій температурі, гартування та відпуск, який відрізняє ться тим, що витримку при температурі аустенізації проводять протягом 30-60 хвилин, гартування виконують диспергованою повітряноводяною сумішшю з регламентованою швидкістю охолодження 3,0-6,0 °С/с до температури поверхні виробу 80-250 °С, а відпуск здійснюють за рахунок внутрішнього тепла виробу. UA (21) a200708398 (22) 23.07.2007 (24) 26.08.2008 (46) 26.08.2008, Бюл.№ 16, 2008 р. (72) БОБИРЬ СЕРГІЙ ВОЛОДИМИРОВИЧ, U A, ЛЕВЧЕНКО ГЕННАДІЙ ВАСИЛЬОВИЧ, UA, НЕСТЕРЕНКО АН АТОЛІЙ МИ ХАЙЛОВИЧ, UA, БОБИРЬ СВІТЛАН А АНДРІЇВН А, U A (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, U A (56) SU, 500 269, A, 25.01.1976 SU, 1 477 750, A1, 07.05.1989 UA, 19 545, A, 25.12.1997 UA, 27 059, C1, 28.02.2000 UA, 79 717, C2, 15.03.2007 RU, 2 128 233, C1, 27.03.1999 RU, 2 163 644, C1, 27.02.2001 CN, 1 147 020, A, 09.04.1997 CN, 1 276 113, C, 20.05.2006 C2 2 (19) 1 3 83965 80-250°С, а відпуск виконують за рахунок внутрішнього тепла виробу. Технічний результат, який дозволяє одержати запропонований спосіб, це зменшення тривалості процесу термічної обробки та підвищення якості виробів. Порівняння запропонованого способу з прототипом показує, що він відрізняється тим, що витримку при температурі аустенітизації проводять на протязі 30-60 хвилин, гартування виконують диспергованою повітряно-водяною сумішшю з регламентованою швидкістю охолодження 3,0-6,0°С/с до температури поверхні виробу 80-250°С, а відпуск здійснюють за рахунок внутрішнього тепла виробу. Тим самим запропонований спосіб відповідає критерію «новизна». Порівняння з іншими технічними рішеннями в цій галузі техніки не дозволило виявити в них ознаки, які відрізняють запропоноване рішення від прототипу. Це значить, що запропонований спосіб відповідає критерію «винахідницький рівень». Сутність запропонованого способу полягає в наступному. Витримка при температурі аустенітизації в межах 30-60 хвилин дозволяє досягнути необхідного ступеня аустенітизації та розчинення карбідів у структурі матеріалу виробу. Зменшення часу витримки менш ніж 30 хвилин не дозволяє одержати високу однорідність структури сплаву, а підвищення часу приводить до небажаного ефекту значного розчинення карбідів сплаву. Використання диспергованої повітряно водяної суміші (вентилятор з розпилювачем води) дозволяє регламентувати швидкість гартування сплаву в необхідних межах (3,0-6,0°С/с) для підвищення якості виробів. Швидкість охолодження менш ніж 3,0°С/с не дозволяє одержати високу твердість т а зносостійкість виробу в результаті утворення незначної кількості мартенситної а - фази в структурі сплаву. Навпроти, підвищення швидкості охолодження більш ніж 6,0°С/с приводить до утворення в структурі сплаву великої кількості аустеніту, зменшуючи твердість та зносостійкість сплаву. 4 При охолодженні до температури поверхні виробу 80-250°С він має достатню кількість внутрішнього тепла, необхідного для виконання відпуску. При зменшенні температури поверхні виробу менш ніж 80°С внутрішнього тепла буде недостатньо для проведення відпуску. При збільшенні температури поверхні виробу більш ніж 250°С температура та час відпуску будуть підвищеними, що зменшить якість виробу його твердість та зносостійкість. Приклад. Для порівняння запропонованого способу з відомим у промисловій індукційній печі виплавляли марганцевистий сплав такого хімічного складу, % мас: Вуглець 2,02 Кремній 0,96 Марганець 4,36 Хром 2,01 Нікель 0,57 Сірка 0,03 Фосфор 0,07 Титан 0,47 Залізо Решта. Цей сплав заливали в пісчані форми на відливки футер увальних плит для млинів вагою 47 кг. Відливки проходили термічну обробку за запропонованим способом. Для порівняння частина відливок проходила термічну обробку згідно прототипу: нагрівання до 900°С, витримка при цій температурі протягом 1 год., гартування на повітрі, а потім відпуск при 250°С протягом 3 год та охолодження до кімнатної температури. Інтенсивність зносу зразків сплаву оцінювали за методикою втрати маси зразків з допомогою аналітичних ватів з точністю до третього знаку після коми, після їх обробки в лабораторному млині на протязі 5 годин. Результати експерименту, наведені в таблиці, свідчать про те, що використання запропонованого способу термічної обробки забезпечує більш високу твердість та зносостійкість виробів з марганцевистого сплаву, при значно меншій тривалості термічної обробки, чим у прототипі. Таблиця Спосіб термічної обробки Прототип Запропонований 1 2 3 4 10,75 Швидкість охолодження, °С/с 2,0 7,5 7,25 7,1 7,0 3,0 4,5 6,0 8,0 Час обробки, ч Більш висока зносостійкість виробів за запропонованим способом термічної обробки дозволить підвищити час роботи деталей металургійного обладнання. Твердість, HRC, од. Інтенсивність зносу, % по масі 45,0 0,26 57,0 61,0 53,0 37,0 0,21 0,184 0,2 0,235 З вищенаведеного витікає, що використання заявленого способу дозволяє вирішити поставлене завдання та одержати необхідний технічний результат. 5 Комп’ютерна в ерстка Д. Шев ерун 83965 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of article of iron-carbon alloys
Автори англійськоюBobyr Serhii Volodymyrovch, Levchenko Hennadii Vasyliovych, Nesterenko Anatolii Mykhailovych, Bobyr Svitlana Andriivna
Назва патенту російськоюСпособ термической обработки изделий из железоуглеродистых сплавов
Автори російськоюБобырь Сергей Владимирович, Левченко Геннадий Васильевич, Нестеренко Анатолий Михайлович, Бобирь Светлана Андреевна
МПК / Мітки
МПК: B22D 27/20, C21D 8/02, C21D 1/18, C21D 9/38, C21D 5/00
Мітки: виробів, обробки, спосіб, сплавів, залізовуглецевих, термічної
Код посилання
<a href="https://ua.patents.su/3-83965-sposib-termichno-obrobki-virobiv-z-zalizovuglecevikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки виробів з залізовуглецевих сплавів</a>
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, B21H 1/00
Мітки: виробів, обробки, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки виробів
Номер патенту: 69248
Опубліковано: 15.03.2007
Автор: Зелікович Олександр Якович
МПК: C21D 9/36
Мітки: обробки, виробів, спосіб, термічної
Формула / Реферат:
Спосіб термомеханічної обробки виробів, переважно молольних куль, що включає прокатування, гартування і відпуск або самовідпуск виробів в теплоізольованій ємності, який відрізняється тим, що відпуск або самовідпуск виробів проводять при температурі 110 - 170°С.
Спосіб термічної обробки виробів
Номер патенту: 40397
Опубліковано: 16.07.2001
Автори: Підплетний Володимир Іванович, Биков Леонід Всеволодович, Очкас Михайло Вітальйович, Грімані Евген Вітальйович, Бардусов Віктор Миколайович, Зелікович Олександр Якович
МПК: C21D 9/36
Мітки: обробки, спосіб, термічної, виробів
Формула / Реферат:
1. Спосіб термічної обробки виробів, що містить прокатування, гартування і відпуск (самовідпуск) в накопичувальній ємності з кришкою і завантажувальним отвором, який відрізняється тим, що накопичувальну ємність тримають накритою кришкою при завантаженні і витримці виробів.2. Спосіб по п. 1, який відрізняється тим, що завантажувальний отвір відкривають при завантаженні кожного виробу.
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, термічної, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/84, C21D 1/18
Мітки: спосіб, виробів, обробки, термічної
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Попередній патент: Пристрій для транспортування і очистки коренебульбоплодів
Наступний патент: Плунжерний гідростат
Випадковий патент: Осьовий багатоступінний компресор і спосіб його розборки