Подрібнювальний валок та спосіб його виготовлення
Формула / Реферат
1. Подрібнювальний валок (1), який призначений для валкового млина, до складу якого входять два подрібнювальних валки, встановлених з можливістю зустрічного обертання із утворенням між ними зазору для подрібнюваного продукту, зокрема валкового млина з подрібненням у стисненому шарі матеріалу, і складається із виготовленої із сталі основи (2) валка і оболонки, виготовленої із твердого матеріалу, нанесеного на основу валка методом плазмового наплавлення порошкових покриттів, який відрізняється тим, що основа (2) валка виготовлена із низьковуглецевої, низьколегованої спеціальної сталі, а тверда оболонка (3) виготовлена із низьковуглецевого, високолегованого сплаву, причому низьколегована сталь і високолегований сплав мають вміст вуглецю ![]() 0,3 мас.%.
0,3 мас.%.
2. Подрібнювальний валок (1) за п. 1, який відрізняється тим, що основа (2) валка виготовлена із стального сплаву, що містить менш ніж 0,25 мас.% С, переважно 0,15-0,21 мас.% С, і менш ніж 0,4 мас.% Мо, переважно 0,25-0,35 мас.% Мо, і менш ніж 2 мас.% Сr, переважно 1,5-1,8 мас.% Сr, і менш ніж 2 мас.% Ni, переважно 1,4-1,7 мас.% Ni, і менш ніж 1 мас.% Мn, переважно 0,5-0,9 мас.% Мn, а тверда оболонка (3) виготовлена із матриці Ni-Si-Cr-B із включеними до неї карбідами вольфраму в кількості 40-80 мас.%, переважно 45-75 мас.%, зокрема 60 мас.%.
3. Подрібнювальний валок (1) за п. 1 або 2, який відрізняється тим, що товщина твердої оболонки (3), нанесеної на основу (2) валка методом наплавлення, становить 2-8 мм, переважно 4-6 мм, зокрема 5,5 мм.
4. Подрібнювальний валок (1) за одним із попередніх пунктів, який відрізняється тим, що має гладку поверхню.
5. Подрібнювальний валок (1) за одним із попередніх пунктів, який відрізняється тим, що застосований у валковому млині, зокрема валковому млині із подрібненням у стисненому шарі матеріалу.
6. Подрібнювальний валок (1) за одним із попередніх пунктів, який відрізняється тим, що застосований у валковому млині для подрібнення діоксиду титану, що має твердість за шкалою Мооса від 6 до 8, зокрема 7.
7. Подрібнювальний валок (1) за одним із попередніх пунктів, який відрізняється тим, що застосований у валковому млині, причому розмір частинок діоксиду титану становить: на вході валкового млина від 0,1 до 0,5 мм, а на виході валкового млина від 0,1 до 0,3 мкм, переважно від 0,15 до 0,25 мкм.
8. Спосіб виготовлення подрібнювального валка (1) за одним із попередніх пунктів, який відрізняється тим, що основу (2) валка нагрівають до температури 200°С, а потім наносять твердий матеріал оболонки методом плазмового наплавлення порошку.
9. Спосіб за п. 8, який відрізняється тим, що твердий матеріал оболонки наносять двома шарами.
10. Спосіб за п. 8 або 9, який відрізняється тим, що після нанесення твердого матеріалу оболонки подрібнювальний валок (1) поміщають в ізоляційний матеріал, переважно у мінеральну вату, і повільно охолоджують.
Текст
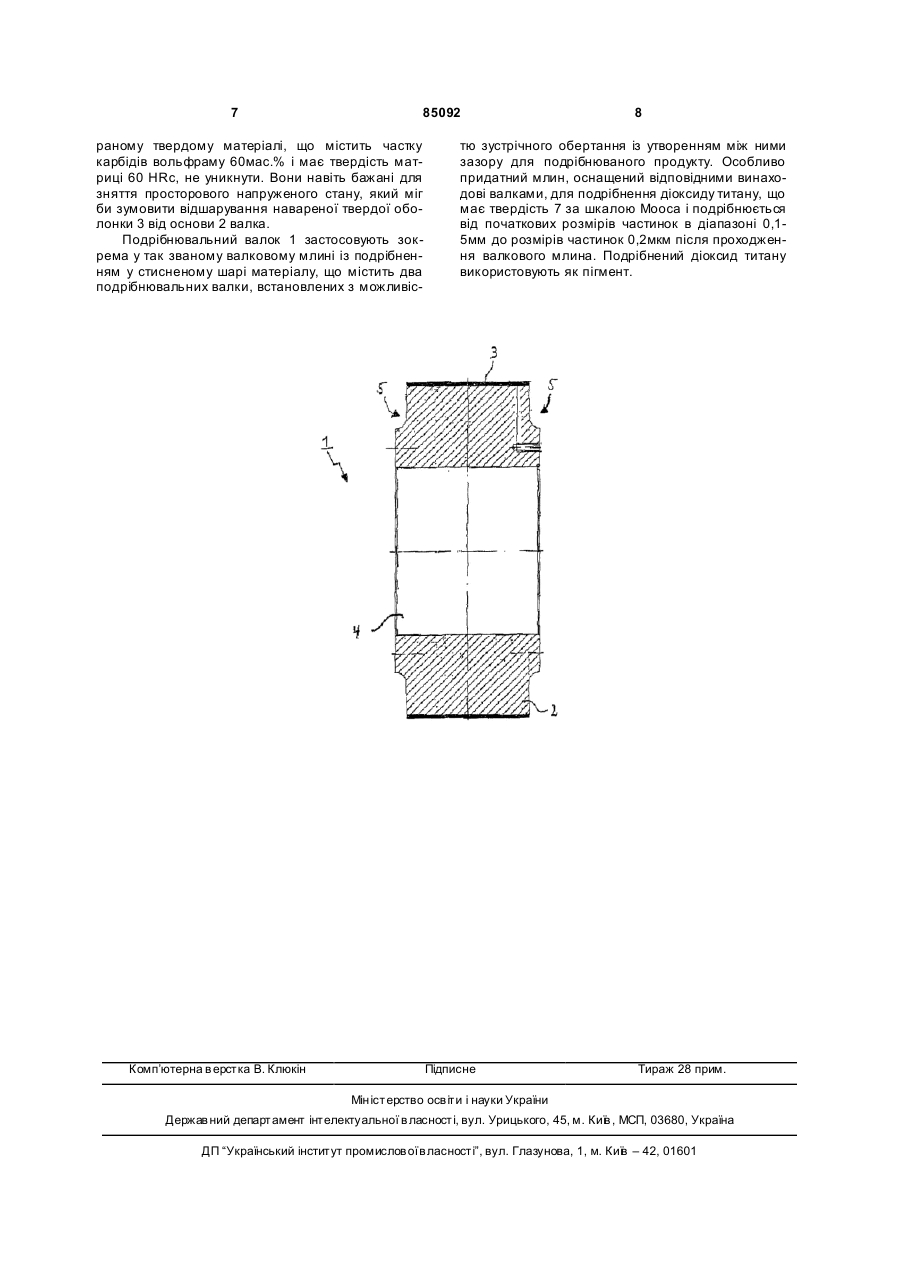
1. Подрібнювальний валок (1), який призначений для валкового млина, до складу якого входять два подрібнювальних валки, встановлених з можливістю зустрічного обертання із утворенням між ними зазору для подрібнюваного продукту, зокрема валкового млина з подрібненням у стисненому шарі матеріалу, і складається із виготовленої із сталі основи (2) валка і оболонки, виготовленої із твердого матеріалу, нанесеного на основу валка методом плазмового наплавлення порошкових покриттів, який відрізняється тим, що основа (2) валка виготовлена із низьковуглецевої, низьколегованої спеціальної сталі, а тверда оболонка (3) виготовлена із низьковуглецевого, високолегованого сплаву, причому низьколегована сталь і високолегований сплав мають вміст вуглецю £ 0,3мас.%. 2. Подрібнювальний валок (1) за п. 1, який відрізняється тим, що основа (2) валка виготовлена із стального сплаву, що містить менш ніж 0,25мас.% С, переважно 0,15-0,21мас.% С, і менш ніж 0,4мас.% Мо, переважно 0,25-0,35мас.% Мо, і менш ніж 2мас.% Сr, переважно 1,5-1,8мас.% Сr, і менш ніж 2мас.% Ni, переважно 1,4-1,7мас.% Ni, і менш ніж 1мас.% Мn, переважно 0,5-0,9мас.% Мn, а тверда оболонка (3) виготовлена із матриці Ni-Si 2 (19) 1 3 85092 Винахід стосується подрібнювального валка, який призначений для валкового млина, що містить два подрібнювальних валки, встановлених з можливістю зустрічного обертання із утворенням між ними зазору для подрібнюваного продукту, зокрема валкового млина з подрібненням у стисненому шарі матеріалу, ι складається із виготовленої із сталі основи валка і виготовленої із твердого матеріалу оболонки, нанесеної на основу валка методом плазмового наплавлення порошкових покриттів. Крім того, винахід стосується способу виготовлення подрібнювального валка, валкового млина і застосування подрібнювального валка, а також способу виготовлення пігменту на основі діоксиду титану. Подрібнення належить до енерговитратних виробничих операцій у промисловості основних матеріалів. Для зменшення витрат енергії був розроблений так званий валковий млин із подрібненням у стисненому шарі матеріалу. Такий валковий млин має два встановлених з можливістю зустрічного обертання валки, між якими залишено зазор, у який затягується подрібнюваний матеріал ι під високим тиском подрібнюється. Подрібнений матеріал полишає міжвалковий зазор у формі так званих "пластівців", які потім мають бути дезагломеровані чи розпушені. Один із валків встановлений у корпусі млина нерухомо, а інший встановлений з можливістю переміщення під дією гідравлічного приводу, тому міжвалковий зазор шляхом переміщення цього так званого вільного валка може бути змінений ι тиск, створюваний для подрібнення матеріалу, теж варіюється. Для подрібнення твердих матеріалів, які дуже навантажують ι зношують валки, застосовують так звані гладкі валки з гладкою поверхнею. При цьому на поверхню основи валка може бути наварений шар твердого матеріалу, який утворює тверду оболонку на основі валка. Проблемою млинів такого типу є те, що використовувані у них подрібнювальні валки з одного боку зазнають високих зусиль стиснення, зокрема розподілених вздовж лінії, а з іншого боку - значного абразивного зносу, зокрема при подрібненні твердих матеріалів. Ці дві вимоги визначають експлуатаційну поведінку подрібнювального валка ι зумовлюють оптимальне узгодження матеріалу основи ι твердого матеріалу оболонки. У разі не оптимального їх вибору існує загроза відшарування твердої оболонки від основи валка або незадовільної стійкості проти зносу, в результаті чого подрібнювальні валки матимуть невеликий термін служби. Відомі досі комбінації матеріалів і подрібнювальних валків ще не мають задовільної зносостійкості і експлуатаційної поведінки. Так, із [публікації DE 38 14 433 А1] відомий валковий млин із подрібнювальним валом, що має стальну основу і нанесену тверду оболонку. Основа цього подрібнювального валка виготовлена із вуглецевої сталі або із легованої сталі, а тверда оболонка чи зносостійкий шар виготовлений із низьковуглецевої сталі з легувальними елементами. 4 У відомому із [публікації EP 0 728 523 В1] подрібнювальному валку основа виготовлена із низьковуглецевої легованої сталі, а твердим матеріалом є металева матриця з вкрапленнями карбідів вольфраму. Із [публікації EP 0 634 217 А1] відоме використання плазмового нанесення порошкового матеріалу для поверхневої обробки подрібнювального валка. В основі винаходу лежить задача покращення зносостійкості і експлуатаційної поведінки подрібнювальних валків вказаного вище роду. Стосовно подрібнювального валка вказаного вище роду згідно з винаходом ця задача вирішена тим, що основа валка виготовлена із низьковуглецевої, низьколегованої спеціальної сталі, а тверда оболонка виготовлена із низьковуглецевого висококолегованого сплаву, причому спеціальна сталь і високолегований сплав мають вміст вуглецю £0,3мас.%. Таким чином досягнуто оптимальне поєднання зносостійкості і експлуатаційної поведінки. Завдяки тому, що обидва матеріали низьковулецеві, усунута небезпека схильності до тріщин підварного шару і пов'язаного з цим відшарування твердої оболонки, виконаної методом плазмового наплавлення порошкових покриттів. При плазмовому нанесенні порошкових покриттів відбувається розплавлення також ι поверхні основи валка і змішування матеріалу основи з порошком, який у плазмовій дузі розплавляється. У даному разі це не є недоліком, оскільки обидва матеріали низьковуглецеві і тому при охолодженні утворюють однорідну структур у у цій зоні (зона змішування). Зовнішній твердий матеріал завдяки високому вмісту легувальних елементів має високу твердість і зносостійкість. На противагу йому порівняно «м'яка» низьколегована сталь основи валка може не зважаючи на твердий зовнішній шар витримувати високий лінійний тиск, оскільки основа валка завдяки низькому рівню легованості є порівняно «м'якою». Основа валка складається переважно із низьковуглецевої, низьколегованої спеціальної сталі, а тверда оболонка із низьковуглецевого, високолегованого сплаву, причому спеціальна сталь і високолегований сплав мають вміст вуглецю £0,3мас.%. Особливо вигідна комбінація матеріалів, яка надає подрібнювальним валкам поряд із високою здатністю сприймати високі навантаження стиснення також особливо високу стійкість проти абразивного зносу, згідно формою виконання винаходу відрізняється тим, що основа валка виготовлена із стального сплаву, що містить менш ніж 0,25мас.% C, переважно 0,15-0,21мас.% C, і менш ніж 0,4мас.% Mo, переважно 0,25-0,35мас.% Mo, і менш ніж 2мас.% Cr, переважно 1,5-1,8мас.% Cr, і менш ніж 2мас.% Ni, переважно 1,4-1,7мас.% Ni, і менш ніж 1мас.% Mn, переважно 0,5-0,9мас.% Mn, а тверда оболонка виготовлена із нікель-кремнійхром-борної матриці із включеними до неї частинками карбідів вольфраму в кількості 40-80мас.%, переважно 45-75мас.%, зокрема 60мас.%. Ця особливо вигідна комбінація відрізняється значно покращеним терміном служби порівняно з 5 85092 відомими подрібнювальними валками із абразивностійкими твердими матеріалами, оскільки дуже зносостійкі карбіди вольфраму з твердістю 2400 HV 0,4 за шкалою Віккерса [Vickers) рівномірно розподілені у нікель-кремній-хром-борній матриці. Для механічних властивостей, а також зносоексплуатаційної поведінки подрібнювального валка важливо, що товщина твердої оболонки, нанесеної методом наплавлення, становить 2-8мм, переважно 4-6мм, зокрема 5,5мм. Завдяки особливій зносостійкійкості оболонки структур ування її поверхні не потрібне, тому винахід характеризується також гладкою поверхнею подрібнювального валка. Крім того, поставлена вище задача вирішена у способі виготовлення подрібнювального валка. Винахід передбачає спосіб виготовлення подрібнювального валка основу валка нагрівають до температури 200°C, а потім методом плазмового наплавлення наносять порошок твердого матеріалу оболонки. При цьому особливо доцільним є нанесення твердого матеріалу оболонки двома шарами, що й передбачає винахід. Для уникнення відшарування матеріалу твердої оболонки від основи подрібнювального валка у формі виконання винаходу передбачено, що подрібнювальний валок після нанесення матеріалу твердої оболонки поміщають в теплоізоляційний матеріал і повільно охолоджують. Особливо придатний подрібнювальний валок для застосування у валковому млині, тому винахід для вирішення вказаної вище задачі стосується також валкового млина, зокрема валкового млина із подрібненням у стисненому шарі матеріалу, який відрізняється тим, що містить подрібнювальні валки за одним із пп. 1-4. Відповідний винаходові подрібнювальний валок особливо добре застосовується ι при цьому відрізняється відмінною зносо-експлуатаційною поведінкою при подрібненні діоксиду титану. Тому винахід стосується також застосування подрібнювального валка за одним із пп. 1-4 у валковому млині для подрібнення діоксиду титан у, причому дюксид титану має твердість за шкалою Mooca (Mohs) від 6 до 8, зокрема 7. При цьому вигідним і особливо доцільним є застосування подрібнювального валка у валковому млині при розмірах частинок діоксиду титану на вході від 0,1 до 5мм і на виході від 0,1мкм до 0,3мкм, переважно від 0,15мкм до 0,25мкм. Зрештою, винахід стосується способу виготовлення пігменту на основі діоксиду титану, при якому діоксид титану, що має твердість за шкалою Мооса від 6 до 8, зокрема 7, подрібнюють у валковому млині від розмірів частинок від 0,1 до 5мм шляхом пропускання крізь утворений двома подрібнювальними валками подрібнювальний зазор до розмірів від 0,1мкм до 0,3мкм, переважно від 0,15мкм до 0,25мкм, причому валковий млин містить подрібнювальний валок за одним із пунктів 14. Нижче винахід детальніше пояснюється з використанням фігури. 6 На єдиній фігурі зображено переріз подрібнювального валка 1. Подрібнювальний валок 1 має основу 2 і тверду оболонку 3, нанесену на його поверхню методом плазмового наплавлення порошку. Тверда оболонка 3 має товщину 5,5мм. Вона виготовлена із матеріалу, наявного на ринку під назвою "DURMAT® 61 PTA". Він є порошком на основі нікелю і утворює матрицю із елементів нікель(ІЧі)-кремній(8і)-хром(Сг)-бор(В) із включеннями карбідів вольфраму в кількості 60мас.%. Дуже зносостійкі частинки карбідів вольфраму з твердістю 2400 HV 0,4 за Віккерсом рівномірно розподілені у матриці, яка має твердість близько 60 HRc за Роквелом (Rockwell). Тверда оболонка виготовлена із низьковуглецевого, високолегованого сплаву із вмістом вуглецю £0,3мас.%. Основа 2 валка виготовлена із сталі з класифікаційним номером 1. 6587 (17 CrNiMo 6). Цей матеріал містить 0,15-0,21мас.% вуглецю (C), до 0,4мас.% кремнію (Si), 0,5-0,9мас.% марганцю (Mn), 0,025мас.% фосфору (P), до 0,015мас.% сірки (S), 1,5-1,8мас.% хрому(Сг), 0,25 - 0,35мас.% молібдену(Мо), 1,4-1,7мас.% нікелю (Ni) і менш ніж 0,05мас.% алюмінію (Al), а також менш ніж 0,3мас.% міді (Cu). Основа 2 валка виготовлена із низьковуглецевої, низьколегованої спеціальної сталі із вмістом вуглецю £0,3мас.%. Нанесена на основу валка тверда оболонка має гладку поверхню. Вона має отвір 4, за допомогою якого подрібнювальний валок 1 може бути закріплений на привідній осі. Як основа 2 валка, так і тверда оболонка 3 виготовлені із низьковуглецевої сталі і низьковуглецевого сплаву відповідно. Під терміном «низьковуглецевий» мається на увазі вміст вуглецю (C) S 0,3мас.%, зокрема й 0,25мас.%. Матеріал основи 2 валка є низьковуглецевою, низьколегованою спеціальною сталлю. Матеріал твердої оболонки є низьковуглецевим, легованим, зокрема високолегованим сплавом. Матеріал основи 2 валка є достатньо міцним на стиснення стальним сплавом з високою межею текучості. Для виготовлення подрібнювального валка 1 поверхні основи 2 валка, що підлягають нанесенню покриття, попередньо обточують з дуже малою подачею, оскільки нанесений матеріал вкрай важко піддається обробці. Для обмеження поверхні основи 2 валка, що підлягає нанесенню, виконано виточку 5, яка служить як для стікання твердого матеріалу, що наноситься методом плазмового наплавлення порошку. Перед нанесенням оболонки основу 2 валка нагрівають до температури 200°C, а потім здійснюють нанесення твердого матеріалу методом плазмового наплавлення порошку з утворенням електричної дуги із силою струму 300А у атмосфері захисної аргонно-гелієвої суміші. Тверду оболонку 3 наносять двома шарами. При цьому способі продуктивність нанесення твердого матеріалу становить близько 5кг за годину. Для уникнення великих тріщин від внутрішніх напружень подрібнювальний валок 1 після нанесення твердої оболонки поміщають або упаковують у мінеральну вату і повільно охолоджують. При нанесенні твердої оболонки утворення тріщин у мікрометровому діапазоні (мікротріщин) при виб 7 85092 раному твердому матеріалі, що містить частку карбідів вольфраму 60мас.% і має твердість матриці 60 HRc, не уникнути. Вони навіть бажані для зняття просторового напруженого стану, який міг би зумовити відшарування навареної твердої оболонки 3 від основи 2 валка. Подрібнювальний валок 1 застосовують зокрема у так званому валковому млині із подрібненням у стисненому шарі матеріалу, що містить два подрібнювальних валки, встановлених з можливіс Комп’ютерна в ерстка В. Клюкін 8 тю зустрічного обертання із утворенням між ними зазору для подрібнюваного продукту. Особливо придатний млин, оснащений відповідними винаходові валками, для подрібнення діоксиду титану, що має твердість 7 за шкалою Мооса і подрібнюється від початкових розмірів частинок в діапазоні 0,15мм до розмірів частинок 0,2мкм після проходження валкового млина. Подрібнений діоксид титану використовують як пігмент. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding roller and method of its manufacturing
Автори англійськоюDorschug Uwe, Kammerer Knut, LAUBACH BENNO
Назва патенту російськоюИзмельчающий валок и способ его изготовления
Автори російськоюДьоршуг Увэ, Кеммерер Кнут, Лаубах Бенно
МПК / Мітки
МПК: B02C 4/30, C22C 38/44, B23K 10/02
Мітки: валок, спосіб, виготовлення, подрібнювальний
Код посилання
<a href="https://ua.patents.su/4-85092-podribnyuvalnijj-valok-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Подрібнювальний валок та спосіб його виготовлення</a>
Валок до валкових машин для переробки полімерних матеріалів
Номер патенту: 15861
Опубліковано: 17.07.2006
Автори: Кохан Геннадій Іванович, Мікульонок Ігор Олегович
Мітки: матеріалів, валкових, полімерних, валок, переробки, машин
Формула / Реферат:
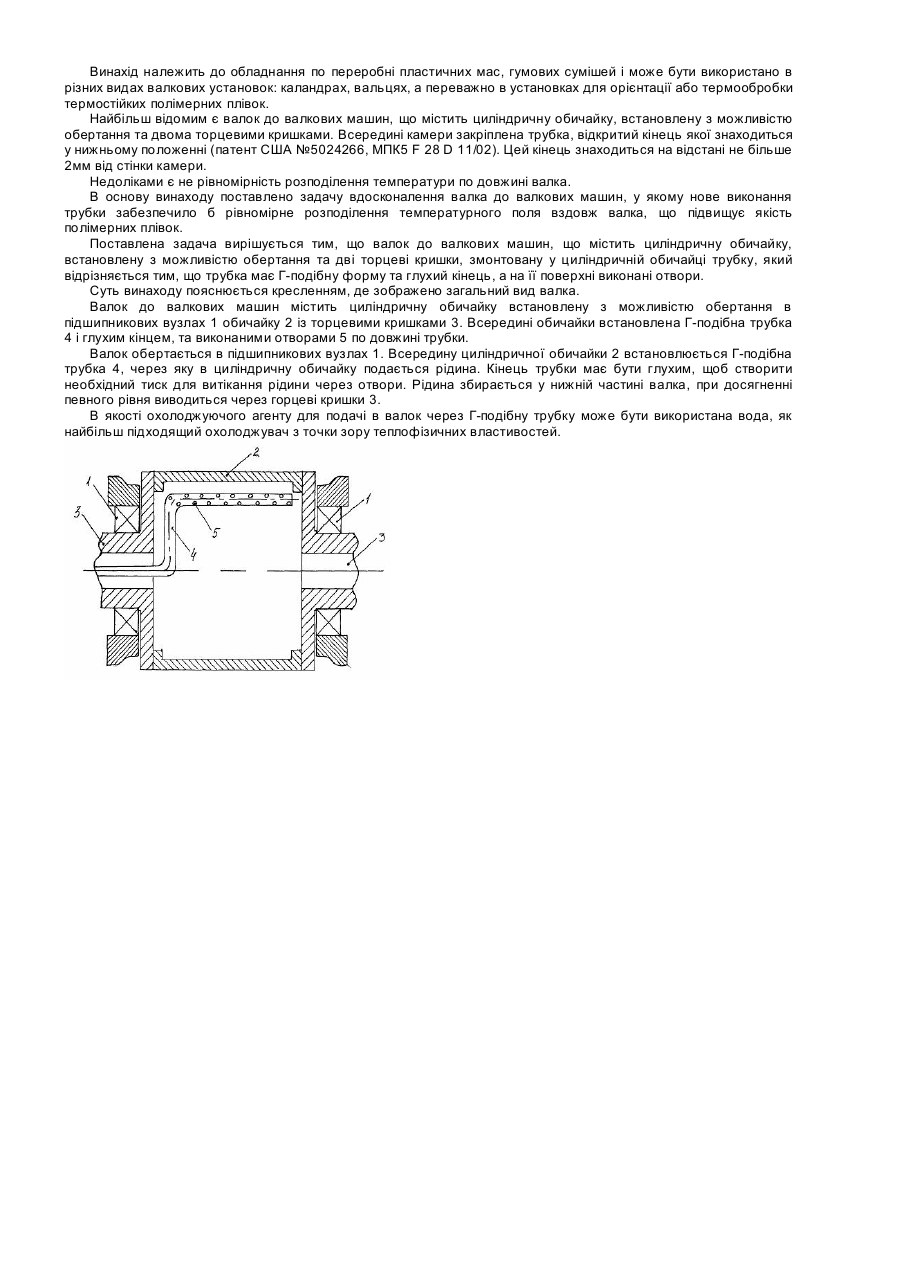
1. Валок до валкових машин для переробки полімерних матеріалів, що містить порожнисту бочку, цапфи з центральним каналом і Г-подібну трубу з перфорованою ділянкою, розміщеною у верхній частині порожнини бочки, який відрізняється тим, що валок оснащено додатковою Г-подібною трубою з перфорованою ділянкою, розміщеною у нижній частині порожнини бочки.2. Валок за п. 1, який відрізняється тим, що обидві Г-подібні труби змонтовані з...
Легований чавун для неоднорідно-гетерогенних валків з оболонками, комбінований неоднорідно-гетерогенний валок і спосіб виготовлення легованого чавуну для валків
Номер патенту: 61168
Опубліковано: 17.11.2003
Автори: Шрьодер Карл-Генріх, Віндхагер Міхаель, Файштрітцер Бернгард, Ціенбергер Карл-Гайнц
МПК: C22C 37/08, C21D 9/00, B21B 27/00, C22C 37/04
Мітки: легованого, легований, неоднорідно-гетерогенних, оболонками, неоднорідно-гетерогенний, валків, чавуну, спосіб, валок, чавун, виготовлення, комбінований
Формула / Реферат:
1. Спосіб виготовлення та оброблення легованого чавуну для робочої частини неоднорідно-гетерогенних валків, що містить елементи вуглець, кремній, марганець, хром, нікель, молібден, ванадій, необов'язково - інші елементи 5-ї групи періодичної системи, алюміній, решта - залізо, супутні елементи та домішки, зумовлені процесом виготовлення, який відрізняється тим, щоA) виготовляють розплав такого хімічного складу, % (мас.):від 2,0...
Валок до валкових машин для переробки полімерних матеріалів
Номер патенту: 66003
Опубліковано: 15.04.2004
Автори: Єсик Тарас Миколайович, Вовк Володимир Олександрович, РУЖИНСЬКА ЛЮДМИЛА ІВАНІВНА
МПК: F28D 11/00
Мітки: матеріалів, переробки, полімерних, валкових, машин, валок
Формула / Реферат:
Валок до валкових машин для переробки полімерних матеріалів, що містить циліндричну обичайку, встановлену з можливістю обертання, дві торцеві кришки, змонтовану в циліндричній обичайці трубку, який відрізняється тим, що трубка має Г-подібну форму та глухий кінець, а на її поверхні виконані отвори.
Валок валкових машин

Номер патенту: 26864
Опубліковано: 10.10.2007
Автори: Лукач Юрій Юхимович, Голова Ольга Олександрівна, Мікульонок Ігор Олегович
МПК: B29B 7/30, B29C 43/44
Формула / Реферат:
Валок валкових машин, що містить бочку, цапфи та хвостовик, виконаний вздовж них центральний канал і розташовані вздовж робочої поверхні бочки периферійні канали, виконані в бочці похилі канали, що сполучають периферійні канали з центральним каналом, заглушки, встановлені на кінцях периферійних каналів, а також виконані між периферійними каналами поздовжні отвори з розташованими в них електронагрівачами, який відрізняється тим, що поздовжні...
Двошаровий борошномельний валок

Номер патенту: 1697
Опубліковано: 25.10.1994
Автори: Будаг'янц Микола Абрамович, Малихін Геннадій Дмитрович, Вовк Світлана Борисівна, Свистунов Ігор Олександрович, Сирота Олександр Олексійович, Вороніна Валентина Олександрівна
МПК: B22D 19/00, B22D 25/00, B22D 13/00
Мітки: двошаровий, валок, борошномельний
Формула / Реферат:
Двухслойный мукомольный валок, содержащий двухслойную полую бочку с рабочим и внутренним слоями и с соотношением толщины рабочего слоя к наружному диаметру бочки, равным 1/8—1/10, ицапфы.отличающийсятем, что, с целью улучшения его качества и эксплуатационных свойств, отношение толщины рабочего слоя валка к внутреннему составляет 1/2—1/3.
Попередній патент: Спосіб точного (адекватного) повтору стрижки
Наступний патент: Запобіжний клапан, який має розривний диск та пристрій для розливу напою
Випадковий патент: Спосіб стабільного регулювання чисельності шкідників